
Abstract
Vegetable oil-based “waxes” are a promising alternative to beeswax and paraffin wax, the usual raw materials for candles and encaustic painting, because they are environmentally friendly, less expensive than beeswax and more biodegradable than paraffin. In this study, wax mixtures of mono- (MAG) and diacylglycerides (DAG) of fully hydrogenated vegetable oil were prepared at various ratios and their textural properties were compared to beeswax. Waxes having 30–40% of DAG were softer and more cohesive than those having other proportions of DAG, and their values were the closest to those of beeswax. A wax mixture of 70% MAG and 30% DAG (MDWAX) was then treated with various additives, including free fatty acid, fatty alcohol, hydroxy triacylglycerides (OHWAX), dammar resin, and acetylated monoacylglycerides (AM). The 1:1 (wt.) mixture of MDWAX and AM (referred as 50% AM) had similar plasticity to that of beeswax, and a high textural stability during one-month storage. The melting and crystallization properties of the wax containing 10% OHWAX and 90% MDWAX had close similarity to those of beeswax. The crystal form in most formulated waxes was β′ as determined by X-ray diffraction. However, the 50% AM wax had α and β polymorphs in equal proportions and the MDWAX had only β form crystals. The crystallinity of all formulated waxes was lower than those of beeswax and paraffin. Polarized light microscopy images revealed that the microstructures of formulated waxes were different from that of beeswax. For sensory evaluation, the order of the surface buffability was determined as MDWAX+10% Dammar < MDWAX < MDWAX+50% AM < paraffin < beeswax.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Encaustic painting, a process that uses pigmented wax as a medium to produce works of art, has been enjoying a renaissance during the last 15 years [1]. The fascination with the luminous and jewel-like quality of wax, as well as the exploration of new encaustic painting techniques, continues to expand the field of painting. In part, this can be attributed to more effective equipment for controlling melting waxes and the development of commercial encaustic art suppliers [1]. The quality of the medium (the pigmented wax) is extremely important as it has to be compatible with various techniques of application and thus there is limited range of wax media that can be selected. Beeswax has been used since approximately 500 AD and more recently microcrystalline wax has been used. Both waxes have excellent pliability, color compatibility and stability that are required by contemporary painters. Additionally, candelilla and carnauba wax are sometimes used in small amounts to give specific visual effects; however, they are never used as the bulk of any formula or recipe.
The need for biorenewable materials as substitutes for all industrial uses of petroleum-based materials has received significant attention recently because of environmental concerns and the highly variable price of crude petroleum. The colony collapse disorder of honeybee [2], which if it continues will markedly increase the cost and decrease the availability of beeswax. Therefore, the price of beeswax which depends on the supply and demand, also calls for the development of beeswax substitutes. As environmentally friendly and low-cost products, vegetable oil-based waxes have been developed in recent years for candles, coating, cosmetics and other industrial uses [3–7], but more effort is needed to improve the performance of such waxes with respect to specific applications. Synthetic wax containing oxidized fat and vegetable oil-based wax containing acetyl groups were developed for cosmetic and candle applications [6, 7]. Wax containing dihydroxy triacylglycerides was previously developed in our laboratory [3]. Such waxes provided higher cohesiveness than fully hydrogenated soybean oil (FHSO), but they were rather soft. Their blends with FHSO had harder texture but they lost cohesiveness. We hypothesized that an alternative composition with textural and physical properties similar to beeswax could be produced by incorporating chemical components that are similar to those present in beeswax and contributing to beeswax’s unique texture. The composition of such beeswax substitute should be more consistent than that of beeswax, which varies with the species of bees.
The overall goal of this research was to formulate a wax mainly composed of vegetable oil-based fat with desirable textural and physical properties to substitute for beeswax and paraffin wax in various applications. The objective of the study presented here was to evaluate textural and physical properties of waxes made of partial acylglycerides with various additives for art applications.
Materials and Methods
Materials
Saturated monoacylglycerides (MAG, brand name “Alphadim 90SBK”) and diacylglycerides (DAG, brand name “Trancendim 110”) were provided by Caravan Ingredients Inc. (Lenexa, KS, USA). Acetylated monoacylglycerides (AM) were from Danisco USA Inc. (New Century, KS, USA). The detailed compositions of the above ingredients are described in Table 1. Beeswax was provided by Strahl & Pitsch Inc. (West Babylon, NY, USA). Candle-type paraffin wax was purchased from a local grocery store (Ames, IA, USA). Gum dammar resin, which is the hard varnish resin obtained from coniferous and hardwood trees, was from Conservation Resources (UK) Ltd., Oxford, England. Octadecanol (referred to as Fatty Alcohol), and palmitic acid (referred to as FFA) were from Sigma-Aldrich (St. Louis, MO, USA). A commercial partially hydrogenated vegetable oil (with the brand name “KLX”) was provided by Loaders Croklaan (Channahon, IL, USA) and composed of 60% saturated fatty acids (18% C16:0, 41% C18:0, 0.1% C12:0, 0.5% C20:0, 0.7% C22:0) and 33% monounsaturated fatty acids (cis and trans), 6% polyunsaturated fatty acids, and 1% others. The vicinal diol saturated triacylglycerides (OHWAX) were synthesized from KLX via epoxidation, followed by a ring opening reaction according to a procedure of Wang and Wang [3]. The structure of the synthesized waxes (including epoxy and diol compounds) and the completion of reactions were confirmed using a Varian VXR 400 NMR instrument (Varian, Polo Alto, CA, USA) with a Bruker magnet (Bruker BioSpin, Billerica, MA, USA). 1H NMR (400 MHz, CDCl3): EPKLX, δ = 2.91 (cis-epoxy), δ = 2.65 ppm (trans-epoxy), and a disappearance of signals δ = 1.97 (–CH2–CH=CH–CH2–) and δ = 5.48 (–CH=CH–) present in KLX before the reaction; OHWAX, δ = 3.39 (–CH–OH) and δ = 3.59 (–CH–OH). The wax ingredients were mixed when they were solid, and then heated to 75 °C to melt while being stirred with a wooden stick. The wax was then allowed to solidify in appropriate containers at room temperature for 24 h before analysis.
GC and TLC Analysis of the Raw Materials
The fatty acid compositions of several raw materials including MAG, DAG, and AM were analyzed by GC. Briefly, the fat (30 mg) was mixed with 3 mL of methanol containing 3% (by vol) sulfuric acid. The mixture was heated at 60 °C for 2 days. The resulting FAME were extracted with hexane (2 mL) and washed with distilled water (10 mL). Then 1 μL of FAME in hexane was injected into an HP 5890 Series II gas chromatography (Hewlett-Packard, PA, USA) equipped with a SPB-2330 fused silica column (15 m × 0.25 mm and 0.20 μm film thickness) (Supelco, Bellefonte, PA, USA). The injector and flame ionization detector were at 230 °C, and the oven temperature was programmed from 100 to 220 °C at a rate of 10 °C/min. The carrier gas flow rate was 3.4 mL/min, and the split ratio was 24:1. The lipid classes in these fats were examined with TLC (Table 1) by developing the silica gel plate in a hexane/diethyl ether/acetic acid (70:30:1, by vol) solvent system and the separation was visualized under UV light after spraying with 0.1% (w/v) 2′,7′-dichlorofluorescein in methanol.
Hardness and Brittleness Measurements
A TA.XT2i Texture Analyzer (Stable Micro Systems, Godalming, UK) was used to measure the hardness and brittleness of the waxes. Hardness was measured by a penetration test with a TA-212 cylinder probe (3 mm diameter). The pre-test and post-test speed was 2 mm/s. Once the probe touched the surface it then proceeded to penetrate to a depth of 5 mm within the sample at a movement speed of 0.2 mm/s. The peak force (g) in the penetration test was defined as the hardness. Compression tests were conducted with a TX plate probe (76 mm diameter). The cubic wax samples (8 × 8 × 8 mm) were compressed for a distance of 6 mm to give a 75% deformation. The brittleness calculation was derived according to methods of Wang and Wang [3] and deMan and others [8] as the difference between the peak force and the valley force divided by the peak force as a percentage. Waxes (200 g total) were mixed and heated to melt and then about 20 g of hot wax was poured into a tin container (3.81 cm diameter, 2.54 cm height) for the penetration tests. The samples for compression tests were made using the bottom of pipette tip rack as a mold for the desired cubic shape. The cooled and solidified samples were stored at room temperature for 24 h before use. Three batches of wax materials were prepared and each batch produced three tin containers of wax and 30–40 cubes. Wax cubes with cavities were discarded.
Thermal Analysis
The melting and crystallization properties of the waxes were analyzed using a differential scanning calorimeter (DSC-7, Perkin–Elmer, Norwalk, CT, USA) equipped with an Intracooling II system. Solid wax (4–5 mg samples) was weighed in an aluminum pan (Perkin–Elmer, Norwalk, CT, USA) and sealed. Indium and n-decane were used as the reference standards. Completion of melting, temperature range of melting, crystallization onset temperature, and temperature range for crystallization were measured and calculated by using Pyris software (Perkin–Elmer, Norwalk, CT. USA). Each treatment was prepared (blended) in duplicate and two DSC samples were prepared from each wax. The reported data are the average of a four replicates. The temperature program started with a 1-min hold at 25 °C, followed by 40 °C/min rapid heating to 85 °C and a 5-min hold at 85 °C. Then the sample was cooled to −10 °C at 10 °C/min. After a 15-min hold at −10 °C, the sample was heated to 85 °C at 5 °C/min. Crystallization and melting data were collected in the cooling and last heating step, respectively. The enthalpy of fusion measured by DSC is widely used to characterize the crystallinity of semi-crystalline polymers by comparing it with the heat of fusion of 100% crystalline or amorphous samples [9]. Thus, the degree of crystallinity (%) of various waxes relative to beeswax was estimated by the following equation: relative crystallinity (%) = 100 × ΔH S/ΔH B, where ΔH S is the heat of fusion of the tested wax and ΔH B is the heat of fusion of beeswax.
Observation of Fat Crystalline Properties by Polarized Light Microscopy
The microstructure of the waxes was observed using polarized light microscopy (PLM). Samples were heated in an oven at 80 °C for 30 min. A small drop of melted wax (~10 μL) was placed on a preheated clean glass microscopy slide using a preheated capillary tube. Then a preheated cover glass was placed over the sample to produce a film with uniform thickness. Bubble entrapment was avoided during the slide preparation. The prepared slides were stored at room temperature for 24 h before analysis.
X-ray Diffraction Analysis
X-ray diffraction (XRD) patterns of the wax samples were determined using a diffractometer (D-500, Siemens, Madison, WI, USA) with copper Kα radiation. The diffractometer was operated at 30 mA and 45 kV. The spacing was calculated according to Bragg’s law, \( n\lambda = 2d { \sin }\theta \), where d (spacing) is the distance between the planes in a crystal, expressed in ångstrom units, n is the order of reflection, and λ is the wavelength of X-rays. The identification of lipid crystal forms was based on the following criteria [10]: the form that gives one strong XRD band at 4.12–4.15 Å is termed α; the form that gives diffraction bands at 4.2 and 3.8 Å is termed β′; the form that gives strong bands at 4.6, 3.9 and 3.7 Å is termed β.
Sensory Evaluation on the Surface Buffability of Waxes
A piece of fabric is used to polish the wax surface after an encaustic painting is completed in order to show surface luminosity. The ease of the wax surface to be polished by a cloth and the smoothness of the surface are referred as buffability by artists and high buffability is desired. Thus, we defined the buffability as the resistance that the wax surface generated when being polished by cotton fabrics. In the sample preparation for sensory tests, hot wax was poured into a warm plastic petri-dish cover (diameter 60 cm) to about 3-mm depth and then the dishes were stored at room temperature with covers for 24 h before use. The trained panelists were asked to feel the wax surface in two ways, one with the index fingers of their right hands, and the other with the index fingers wrapped with one layer of 100% cotton cloth. Five wax samples were examined with eyes covered. A 15-cm scale was used to score the smoothness. The panelists reached the consensus that “smoothness/roughness” described the buffability and this could easily remind them the feeling during the training. Each panelist evaluated the waxes that were presented to them four times in random order each time.
Statistical Analysis
The number of replicates for various treatments was stated under each experiment. ANOVA of the Statistical Analysis System (SAS) 9.1 (SAS institute, Cary, NC, USA) was used for data analysis. The means and standard deviations were determined and presented.
Results and Discussion
Hardness and Brittleness of Waxes Containing MAG and DAG Only
The penetration test texture profiles of waxes containing MAG and DAG at various ratios are shown in Fig. 1. Waxes with 30 and 40% DAG and beeswax showed smooth curves in the horizontal portion, whereas other waxes showed uneven curves indicating their brittleness. During the penetration test of waxes containing 0, 10 and 20% DAG, small pieces surrounded the probe broke off followed by an eventual cracking, which is not desirable. The comparison of hardness in Fig. 2 shows that 70% DAG wax was significantly harder than the other waxes, and the hardnesses of 30 and 40% DAG were among the lowest. The crystallization of waxes containing 50–70% DAG was difficult to control as they often had either an interior cavity or significant shrinkage on the surface, or were brittle on the surface but smooth in the interior. The large variation in the hardness and brittleness of 60 and 70% DAG widened the confidence interval when we conducted the statistical data analysis.

Textural profiles of beeswax and waxes containing MAG and DAG in the penetration test. The percentages are DAG content in the wax

The hardness (a) and brittleness (b) of waxes containing MAG and DAG. The percentages are DAG content in the wax. The means ± standard deviation with different letters denote significant difference at p < 0.05 (n = 6 for hardness, and n = 36 for brittleness). The hardness and brittleness of beeswax are the same as those in Fig. 4 and are presented here only for comparison
In the compression test, beeswax underwent plastic deformation once the stress exceeded its peak force. The beeswax cubes deformed to a flat disk but the integrity of the wax remained. The compression curve of beeswax in Fig. 3 shows little brittleness (no significant force reduction). On the contrary, when the curves of other waxes (MAG and DAG mixtures at various ratios) reached a peak force, a sharp decrease appeared and then the force reached a valley force followed by another increase. All the wax mixtures of MAG and DAG crumbled at peak force indicating that the samples were brittle. The compression force curves of waxes containing 30 and 40% DAG were similar to that of commercial lard [11] and showed a slightly longer duration of plastic flow than waxes with other ratios of MAG and DAG after the curve reached the peak force. The 30% DAG wax gave the lowest brittleness as shown in Fig. 2. All these MAG-DAG mixture waxes gave higher hardness and brittleness than those of beeswax, although 30% DAG had the closest values to those of beeswax. Brittle materials easily result in cracking of the painting surface and it was not a desirable trait. The 30% DAG wax was then used as the base material in other formulations and such mixture is referred as MDWAX hereafter.

Textural profiles of beeswax and waxes containing MAG and DAG in the compression test. The percentages are DAG content in the wax
Hardness and Brittleness of MDWAX Containing Additives
In art application, certain plasticity is required so that the wax can be manipulated to provide various visual effects. The reasons that beeswax is regarded as the best medium for encaustic paintings are not only because it gives a glossy surface but also it provides high consistency, plasticity, and physical stability in terms of final appearance. Beeswax consists primarily of the following components: (1) odd-numbered, straight chain hydrocarbons (12–16%, with predominate chain lengths of C27–C33). With increasing chain length, the proportion of unsaturated species increases; (2) linear wax monoesters (27–37%) and hydroxymonoesters (8%) with chain lengths generally of C40–C48. The esters are derived almost exclusively from palmitic, 15-hydroxypalmitic, and oleic acid. The chain lengths of the alcohol moiety vary between C14 and C34; (3) complex wax esters (15–27%) containing 15-hydroxypalmitic acid or diols, which are linked to another fatty acid molecules via an ester bond. Diesters, triesters, polyesters are also found at certain levels; (4) free fatty acids (12–14%), most of which are saturated (ca. 85%) and have a chain length of C24–C32; (5) free fatty alcohols (ca. 1%) with a chain length of C28–C35; (6) sterols (2%); and (7) unidentified substances [12, 13]. The composition of beeswax varies with the species and origin of the bees and the age of the wax. The complicated molecular mixture in beeswax results in a unique crystalline and amorphous structure, and beeswax is assumed to have a similar structure to Fischer–Tropsch wax, of which the long hydrocarbon chains resemble a crystalline zone while the voids and loose ends at the crystal borders form an amorphous zone due to the wide distribution in chain lengths in this zone. The branching of the long chains forms rigid amorphous zone, and the mobile amorphous zones contain liquid components of the wax [14]. Unlike paraffin, beeswax cannot form the stable lamellar structure, most likely due to the presence of some long chain and complex molecules, such as hydroxypolyesters, which suppress the eventual crystallization of monoesters in beeswax, and therefore, result in beeswax with its good pliability [15]. In order to improve the plasticity of MDWAX and possibly produce a network structure similar to that of beeswax, various additives were used, most of which were the components of beeswax and they included AM, OHWAX, FFA, fatty alcohol and dammar (see Table 1 for all abbreviations).
AM is often used by the food industry in products such as margarine and shortening and various food coatings as an emulsifier [16]. It is also used in non-food applications such as candle wicks and dental floss functioning as a plasticizer [7]. For the penetration test, waxes became softer as the content of AM in MDWAX increased, and their hardness ranged from 5,120 (10% AM) to 2,519 g (60% AM). However, the hardness did not change with the increasing OHWAX content, and the average hardness of 10–50% OHWAX waxes was 5,398 ± 275 g. The addition of 10–40% FFA to MDWAX gave similar hardness averaged at 4,867 ± 300 g, but 50% FFA noticeably increased the hardness by 31% when compared to the average of 10–40% FFA waxes. The 50% Fatty Alcohol wax had slightly lower hardness than 10 and 20% Fatty Alcohol waxes, but were not statistically different from 30 to 40% Fatty Alcohol waxes. Considering that there was only 1% free fatty alcohol in beeswax, we selected 10% Fatty Alcohol wax in the final formulations. Dammar resin is commonly used at 10–15% levels by encaustic painting artists to improve the quality of pigmented wax. Resin is also naturally present in beeswax as one of its minor constituents that is assumed to play an important role in the unique texture properties of beeswax [17]. The 10% dammar addition was evaluated along with other additives. No further attempt was made to determine the effect of dammar concentration on the texture properties of MDWAX.
Therefore, MDWAX, MDWAX with 50% AM, 10% FFA, 10% Fatty Alcohol, 10% Dammar, or 10% OHWAX, paraffin and beeswax were among the final formulations to be evaluated in melting and crystallization profiles, surface buffability, crystalline pattern, storage stability as well as the hardness and brittleness tests. Table 1 gives the treatment descriptions and abbreviations of the final formulations.
Figure 4 shows the hardness and brittleness of final formulated waxes. MDWAX (hardness of 5,628 ± 162 g) was much harder than beeswax. The addition of 50% AM to MDWAX apparently reduced the hardness of MDWAX and gave the closest hardness to beeswax, i.e. 3,618 ± 46 g for 50% AM sample versus 3,558 ± 222 g for beeswax. Waxes with 10% Dammar and 10% OHWAX significantly increased the hardness of MDWAX by 31 and 18%, respectively. The 10% Fatty Alcohol and 10% FFA waxes had the same hardness as MDWAX. Paraffin wax was harder than MDWAX, and its hardness was similar to that of the 10% OHWAX.

The hardness (a) and brittleness (b) of MDWAX with various additives. The means ± standard deviation with different letters denote significant difference at p < 0.05. See Table 1 for abbreviations
Brittleness is a measure of attractive intermolecular forces of a substance. The nature and strength of these binding forces determine how brittle and cohesive the substance is. The addition of 10% FFA, 10% OHWAX and 10% Dammar did not alter the brittleness of MDWAX. OHWAX with about one-third of its fatty acids having a vicinal diol at 9, 10 positions was a soft and sticky wax. One would think that the high percentage of diols in OHWAX would strengthen the intermolecular forces by hydrogen bonding and thus lead to a stronger cohesion of the materials, i.e., less brittle materials. Our result indicates that a simple incorporation of such diol compounds did not increase the cohesiveness of MDWAX. Fatty Alcohol added at 10% level significantly increased the brittleness of MDWAX by 41%, probably because it encouraged a more ordered crystalline structure in the wax.
The above waxes all fractured under compression except the 50% AM wax that gave a force curve similar to that of beeswax and it did not crumble. Ductile materials generally exhibit a very linear stress–strain relationship up to a well-defined yield point. The linear upward portion of the curve is the elastic region where the deformation is recoverable. After the yield point, plastic deformation occurs, which is permanent and irreversible. As deformation continues, the stress increases on account of strain hardening until it reaches the ultimate strength. Therefore, less ductile materials do not have a well-defined yield point [18]. Beeswax behaves like a ductile material with a well-defined yield point as shown in the compression curve in Fig. 3. The 50% AM wax did not have such a yield point, which resulted in its brittleness calculation to be zero. Also, the strain hardening effect of beeswax was slightly greater than the 50% AM wax. Overall, the 50% AM addition not only softened the MDWAX to an appropriate level, but also dramatically increased its plasticity and decreased the brittleness. Other additives did not show such effect as AM did.
Textural Stability of Various Waxes During One-month Storage
To be used in art or other applications, the wax should be stable for years in both physical and chemical aspects. Encaustic paintings created as early as A.D. 50–100 remained unchanged for thousands of years [1]. Our preliminary experiments showed that the painting made with waxes containing MAG and DAG alone cracked after a few months. Thus, the textural stability of the waxes with additives over 1-month period was examined in this study. The wax with 50% AM showed high stability against textural changes during storage, and other waxes showed changes to various extents (Fig. 5). At day 1, all the waxes presented smooth force curves by the penetration test. However, the texture of MDWAX, 10% Fatty Alcohol, 10% OHWAX and 10% FFA wax may have altered after 1-week storage as indicated by the irregularity of the curves and they became more brittle. MDWAX and 10% Fatty Alcohol wax fractured in the penetration tests after 1-week storage and 10% FFA fractured at week 4. The 10% Dammar wax became harder and showed stronger strain hardening with storage times. The 50% AM wax was tested by an artist on a few actual paintings using various techniques and we did not observe any cracking by the time this manuscript was submitted (>1 year). Examination on the textural stability over a longer period of the actual wax paintings is on-going.

Effect of storage time on the penetration test texture profiles of selected waxes. Samples were stored in closed tin box at room temperature
Melting and Crystallization Properties of Various Wax Formulations
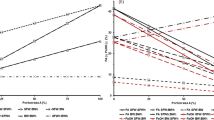
The melting and crystallization properties of the 10% OHWAX wax had close similarity to those of beeswax (Table 2). MDWAX, 10% FFA, and 10% Fatty Alcohol wax melted and crystallized at temperatures similar to beeswax, but had rather narrower transition temperature ranges. The 50% AM wax had lower melting and crystallization temperatures than beeswax, but wider transition ranges. Paraffin had melting and crystallization temperature similar to the 50% AM but narrower transition ranges. It is known that melting or crystallization temperature ranges depend on the composition of a fat. A fat with a wide compositional range such as milk fat has a broad melting range whereas a fat with a homogeneous composition such as cocoa butter has a narrow melting range. Moreover, the crystal size distribution strongly influences the completing temperature of melting and hence results in the variation of melting range [19]. Wide distribution of crystal size usually leads to a broad melting range and a narrow one to a sharp peak. Therefore, the reason why the addition of OHWAX, AM or dammar increased the transition temperature ranges of MDWAX can be explained by the fact that these additives decreased the compositional homogeneity of MDWAX. Such compositional changes also altered the crystal size distribution of MDWAX as seen in the PLM images (Fig. 6), and contributed to the increase in their transition temperature ranges. The melting and crystallization temperature of mixtures of MAG and DAG decreased with increasing percentage of DAG. Pure MAG (i.e., 0% DAG) had the widest transition temperature range, which was similar to that of beeswax.

Polarized light microscopy images of waxes. Scale bars represent 20 μm. See Table 1 for abbreviations
Microstructure of Various Waxes
Rheological properties of fats depend on the fractal nature of the fat crystal network as well as the actual solid fat content and crystal polymorphic forms [20]. The fractal nature includes the size and shape of the crystals and crystal arrangement in the network. Microstructures of various waxes were studied with PLM and XRD techniques. As seen in Fig. 6, both beeswax and paraffin displayed a needle-like appearance, and the crystallites of beeswax were slightly more densely packed than those of paraffin. The XRD patterns of beeswax and paraffin show two sharp peaks at 4.2 and 3.8 Å in the short spacing region, corresponding to β′ polymorphs (Fig. 7). This agrees with the other findings [21, 22] that beeswax and Fischer–Tropsch wax both were stable as β′ polymorph with prevailing orthorhombic subcells. A weak band spacing at 4.6 Å in beeswax XRD was observed, and it corresponds to the monoclinic subcell arrangement of the β form, which probably results from the chain packing of the free fatty acids and alcohols present in the beeswax [22]. Small, grain-like crystallites were observed in MDWAX with disordered but dense packing (Fig. 6). The XRD of MDWAX showed a band at 4.6 Å indicating that the β polymorph dominated the chain packing in the crystalline portion. However, the broad peak of MDWAX indicates less crystal order and more crystal defects than FHSO, which had a highly crystalline β polymorph featuring diffraction peaks at 4.6, 3.9 and 3.7 Å. The addition of FFA to MDWAX encouraged the crystal aggregation but the longer crystals were loosely packed. The XRD spectra of 10% FFA exhibited reduced 4.6 Å peak, and β′ polymorph became dominant. The 10% OHWAX and 10% Fatty Alcohol samples had large grain-like crystallites clustered to indistinct flower-like aggregates (Fig. 6). The crystal network of 10% OHWAX was a combination of small and a few large clusters, whereas 10% Fatty Alcohol wax had the combination of large clusters with smaller crystallites filling the spaces between clusters. The PLM image of 10% Fatty Alcohol wax was similar to that of tallow [23]. The XRD of 10% Fatty Alcohol wax showed a pattern similar to that of 10% FFA, but the intensity of the 4.6 and 3.9 Å bands were greater and the peak shapes were better defined than in the 10% FFA wax. The 4.6 Å peak completely disappeared in the 10% OHWAX but its 4.2 Å peak was sharper than that of the 10% Fatty Alcohol.

X-ray diffraction spetra of waxes. FHSO, fully hydrogenated soybean oil. See Table 1 for other abbreviations
The 50% AM and 10% Dammar waxes had a granular morphology similar to that of an α polymorph, but the individual crystallites were much larger and the size of granules was not as uniform as those typical of an α polymorph [24]. Pure acetylated monoacylglyceride is stable in α form [25], which typically exhibits one dominating diffraction peak between 4.12 and 4.20 Å. MDWAX exhibits a β polymorph as described earlier. A 1:1 (wt.) mixture of AM and MDWAX gave a unique crystalline packing pattern with α and β polymorphs in equal proportions, as indicated by the two peaks with the same intensity at 4.6 and 4.12 Å. The crystallites in the 10% Dammar sample were densely packed, and they tended to form larger clusters. The dominant peak at 4.2 Å of the 10% Dammar sample was weak, suggesting that it lacks crystalline structure.
The degree of crystallinity of the tested waxes relative to beeswax obtained from DSC is presented in Table 2. Paraffin has crystallinity (%) as high as beeswax. The rest had crystallinity about 65–78% of beeswax, in a descending order of 10% Fatty Alcohol, MDWAX, 10% OHWAX, 10% FFA, 10% Dammar and 50% AM wax. These crystallinity data calculated from the heat of fusion in the thermal analysis agree with the intensity and shape of diffraction peaks shown in Fig. 7 in that a sharper peak with higher intensity in the XRD spectra typically related to higher crystalline structures.
Most of the formulated waxes except MDWAX and 50% AM were dominantly the β′ form, in agreement with the generally accepted fact that β′ is more stable in complex mixtures. None of the formulated waxes showed a crystal network similar to that of beeswax. Given the similar plasticity of beeswax and 50% AM, their main components that were responsible for the unique textural properties, may work in different ways in creating their own crystal networks.
Sensory Evaluation on the Buffability of the Waxes
We found that the buffability or surface smoothness of the selected waxes was in an ascending order of 10% Dammar, MDWAX, 50% AM, paraffin, and beeswax (Fig. 8). The differences in the surface smoothness among these waxes were significant to the panelists. The tests performed with bare finger-touch agreed to that with cloth-wrapped finger touch. Waxes with 10% FFA, 10% Fatty Alcohol, and 10% OHWAX were not included in the final evaluation because they could not be differentiated from MDWAX by the panelists in the preliminary studies. The feeling of surface roughness is generally caused by the surface irregularity, which is related to the extent of fat crystallization on the surface [26]. The increase of surface roughness was suggested to be attributed by the fat microstructural heterogeneity [27]. Thus, the distinct microstructures of various waxes as shown in Fig. 6 and their different polymorphic forms might be the major reasons for the differences in their surface roughness. The panelists also commented that the surface of the 10% Dammar samples sometimes felt sandy or orange peel-like. Such phenomenon might be caused by the incompatibility of resin in the fat. It was suggested that the non-fat components contributed to the overall roughness as they formed a concrete-like backbone network by various interactions [26].

The surface buffability of waxes evaluated by sensory analysis. Values from finger-touch followed by the same lower case letter and from cloth-touch followed by the same upper case letter are not significantly different at p<0.05. On the smoothness score scale, 15 represents “smoothest” and 0 “least smooth”, respectively. See Table 1 for abbreviations
A similar motion or mechanism of surface texture evaluation as that of finger buffability test was also developed by using a microtribometer with the contacting metal ball probe covered by a cloth. However, no reproducible results can be obtained. Other mechanical or instrumental measurements may be examined to support sensory evaluations.
Conclusion
Upon the evaluation of various vegetable oil-based waxes, the 50% AM wax, containing equal quantities of MDWAX and AM had the most similar hardness and brittleness to that of beeswax and it is suitable for use as an encaustic painting medium. The texture of 50% AM remained unchanged during 1-month of storage. However, the difference in melting and crystallization profiles of the 50% AM wax from beeswax and in the crystalline microstructure indicates that further improvement may be needed. We have demonstrated that it is possible to produce a vegetable oil-based wax with similar textural properties to beeswax. Waxes with appropriate compositional modifications will have a wide range of applications, such as encaustic painting, food coating and packaging, candle-making, and cosmetics formulation.
References
Mattera J (2001) The art of encaustic painting: contemporary expression in the ancient medium of pigmented wax. Watson-Guptill Publication, New York, p 17
Leal WS, Bromenshenk JJ, Henderson CB, Wick CH, Stanford MF, Zulich AW, Jabbour RE, Deshpande SV, McCubbin PE, Seccomb RA, Welch PM, Williams T, Firth DR, Skowronski E, Lehmann MM, Bilimoria SL, Gress J, Wanner KW, Cramer RA Jr (2010) Iridovirus and microsporidian linked to honey bee colony decline. PLoS ONE 5:e13181
Wang L, Wang T (2007) Chemical modification of partially hydrogenated vegetable oil to improve its functional properties for candles. J Am Oil Chem Soc 84:1149–1159
Rezaei K, Wang T, Johnson LA (2002) Hydrogenated vegetable oils as candle wax. J Am Oil Chem Soc 79:1241–1247
Rezaei K, Wang T, Johnson LA (2002) Combustion characteristics of candles made from hydrogenated soybean oil. J Am Oil Chem Soc 79:803–808
Woods JH, Graves, TR, Nasser WE, Jagtap AN (1985) Wax composition useful as a beeswax substitute. U.S. Patent 4,500,359
Cap DS (2009) Acetylated wax compositions and articles containing them. U.S. Patent 7,510,584
de Man L, de Man JM, Blackman B (1991) Physical and textural characteristics of some North American shortenings. J Am Oil Chem Soc 68:63–69
ASTM (2007) Standard test method for measurement of enthalpy of fusion, percent crystallinity, and melting point of ultra-high-molecular weight polyethylene by means of differential scanning calorimetry. Designated F2625-10
Hagemann JW (1988) Thermal behavior and polymorphism of acylglycerides. In: Garti N, Sato K (eds) Crystallization and polymorphism of fats and fatty acids. Marcel Dekker, New York, p 24
de Man JM, de Man L (2002) Texture of fats. In: Marangoni AG, Narine SS (eds) Physical properties of lipids. Marcel Dekker, New York, p 191
FAO/WHO (2005) Beeswax. In Chemical and Technical Assessment of the Joint FAO/WHO Expert Committee on Food Additives, 65th meeting, June 2005, Geneva
Rit T, Behrer R (1999) Beeswax through the ages. Koster Keunen Holland BV publication, Netherlands
Basson I, Reynhardt EC (1988) An investigation of the structures and molecular dynamics of natural waxes: I. Beeswax. J Phys D: Appl Phys 21:1421–1428
Dorset DL (1995) The crystal structure of waxes. Acta Cryst B51:1021–1028
Guillard V, Guilbert S, Bonazzi C, Gontard N (2001) Edible acetylated monoglyceride films: effect of film-forming technique on moisture barrier properties. J Am Oil Chem Soc 81:1053–1058
Puleo SL (1991) Beeswax minor components: a new approach. Cosmetics & Toiletries 106:83–89
Jones RM (2009) Deformation theory of plasticity. Bull Ridge Publishing, Blacksburg
Breitschuh B, Windhab EJ (1996) Direct measurement of thermal fat crystal properties for milk-fat fractionation. J Am Oil Chem Soc 73:1603–1610
Marangoni AG, Rousseau D (1996) Is plastic fat rheology governed by the fractal nature of the fat crystal network. J Am Oil Chem Soc 73:991–994
Jenning V, Gohla S (2000) Comparison of wax and glyceride solid lipid nanoparticles. Int J Pharm 196:219–222
Kameda T, Tamada Y (2009) Variable-temperature 13C solid-state NMR study of the molecular structure of honeybee wax and silk. Inter J Biol Macromol 44:64–69
Narine SS, Marangoni AG (2002) Structure and mechanical properties of fat crystal networks. In: Marangoni AG, Narine SS (eds) Physical properties of lipids. Marcel Dekker, New York, p 69
McGauley SE, Marangoni AG (2002) Static crystallization behavior of cocoa butter and its relationship to network microstructure. In: Marangoni AG, Narine SS (eds) Physical properties of lipids. Marcel Dekker, New York, p 110
Jackson ME, Lutton ES (1952) The polymorphism of 1-stearyl- and 1-palmityldiacetin, -dibutyrin, -dicaproin and 1-stearyldipropionin. J Am Chem Soc 74:4827–4829
Rousseau D, Sonwai S, Khan R (2010) Microscale surface roughening of chocolate viewed with optical profilometry. J Am Oil Chem Soc 87:1127–1136
Sonwai S, Rousseau D (2010) Controlling fat bloom formation in chocolate–impact of milk fat on microstructure and fat phase crystallization. Food Chem 119:286–297
Acknowledgments
We thank Professor Barbara Walton of the College of Art and Design at Iowa State University for providing knowledge and expertise on encaustic painting.
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Yao, L., Wang, T. Textural and Physical Properties of Biorenewable “Waxes” Containing Partial Acylglycerides. J Am Oil Chem Soc 89, 155–166 (2012). https://doi.org/10.1007/s11746-011-1896-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-011-1896-7