
Abstract
In this study enzymatic extraction of oil from wheat germ (WG) was investigated. Four enzymes (Viscozyme L, Multifect CX 13L, Multifect CX GC and Alcalase 2.4L FG) were screened for their efficacy to release oil from WG. Alcalase 2.4L FG treatment of WG improved oil extraction yield as compared to a control (aqueous extraction without enzyme). Alcalase 2.4L FG, which resulted in significantly higher oil yield than the other three enzymes, was chosen for optimization of the enzymatic oil extraction process by using Response Surface Methodology (RSM). Three processing parameters, liquid/solid ratio, extraction time and enzyme concentration, were investigated as the independent variables. Based on the experimental results, the highest oil yield, 66.5% (w/w), was obtained under the following conditions; liquid/solid ratio 16.5, enzyme concentration 1.1% and extraction time 19.25 h. A cubic model with R 2 of 0.91 was developed to describe the enzymatic extraction process. Although the cubic model predicted WG oil extraction yields well within the processing conditions studied in this study it was not effective beyond the experimental range. Further research focusing on high liquid/solid ratio, 16–20, and extraction time in 18–24 h and 0.5–5 h ranges is necessary to improve the model developed in this study.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wheat germ (WG) is a byproduct of the wheat milling industry. Commercial WG may contain up to 15% oil [1]. Wheat germ oil (WGO), a specialty product, is one of the richest natural sources of Vitamin E, which provides a number of health benefits to human beings [1]. WGO has been produced commercially and used in food, cosmetics and other products [2]. The conventional WGO extraction method utilizes hexane as a solvent. This method is very effective with an oil yield of higher than 95% [3]. However, hexane has been shown to be an environmental pollutant. Since hexane is a flammable solvent it requires special handling procedures to maintain a safe environment for the people working in the plants. In addition, health conscious consumers may have concerns about potential solvent residue in hexane extracted oil. Other alternatives to the hexane based extraction are mechanical pressing and supercritical fluid extraction. Mechanical pressing completely avoids the use of organic solvents. Thus the final product may be attractive to “natural-minded” consumers. However, the efficiency of this method is usually low, 50% or lower, depending on the germ pretreatment and type of press used for extraction [4]. Supercritical fluid extraction using non-toxic and non-explosive carbon dioxide as a solvent produces a chemical-free final product. Carbon dioxide is recycled to the system after oil separation [5]. Hence supercritical carbon dioxide extraction is environmentally benign and does not leave solvent residue in the oil. However, the capital cost required for a supercritical fluid system is quite high. New technologies need to be developed to overcome the disadvantages of the existing extraction methods.
Aqueous enzymatic extraction which utilizes water as the solvent and is performed under mild conditions with the aid of enzymes, can be a viable alternative technology for oil extraction from WG. The role of the enzyme is to hydrolyze the structural components of the plant, and release oil from the plant matrix to the aqueous media [3]. Many studies have been carried out to investigate the efficiency of aqueous enzymatic extraction on different oil-bearing plant materials such as soybean [6, 7], sunflower seeds [8], rice bran [9], corn germ [10, 11], and rapeseed [12]. However, information on aqueous enzymatic extraction of WGO is scarce. The objective of this study is to evaluate the effectiveness of aqueous enzymatic extraction of WGO.
Materials and Methods
Wheat Germ
Full-fat WG used in this study was obtained from ADM Milling Co. (Enid, OK, USA). The WG was used as is without roasting for stabilization. Prior to the extraction experiments the sample was ground using a laboratory mill (Model 3600, Perten Instruments, Sweden). Particle size distribution of the ground WG was determined by using a sieve system that was equipped with two sieves, 500 and 150 μm, and a pan. The ground WG was kept in an airtight plastic container at −20 °C until further use for proximate composition analysis and extraction tests.
Enzymes
Viscozyme L: This enzyme was kindly provided by Novozymes (Bagsvaerd, Denmark). It contains a variety of carbohydrases (arabanase, cellulase, β-glucanase, hemicellulase and xylanase), and has a declared activity of 100 FBG/g. One FBG is the amount of enzyme which releases glucose or reducing sugar equivalent to 1 μmol glucose from β-glucans at pH 5.0 and 30 °C in 1 min. The optimum conditions for the activity of this enzyme are pH 3.3–5.5 and a temperature of 40–50 °C.
Multifect CX GC: This cellulase was provided by Genencor (Rochester, NY, USA). It has side activities including hemicellulase, xylanase, and β-glucanase. The declared activity is 3,200 CMC/g. One CMC unit is defined as the amount of enzyme which produces 1 μmol glucose equivalent from carboxymethyl cellulose at pH 5.0 and 50 °C in 1 min. This enzyme is effective at a pH of 2.7–5.7 and temperature of 35–70 °C.
Multifect CX 13L: This enzyme was also provided by Genencor (Rochester, NY, USA). The enzyme, with a specified activity of 3,900 CMC/g, exhibits significant activity towards cellulose, hemicelluloses, β-glucans and arabinoxylans. This enzyme mixture is active over the pH range of 3.5–6.0 and temperatures between 40 and 75 °C.
Alcalase 2.4L FG: This enzyme was obtained from Novozymes (Bagsvaerd, Denmark). It is an alkaline endoproteinase with a declared activity of 2.4 AU/g. The definition for AU is given in the article by Zhao et al. [13]. The enzyme has an optimum activity at temperatures between 50 and 55 °C and pH of 7.5–8.5.
Enzyme Screening Tests
Ground WG (15 g) was mixed with 180 ml buffer in a 500-ml flask, to achieve a liquid/solid ratio of 12:1 (v/w). For Viscozyme L, Multifect CX GC and Multifect CX 13L 0.15 M citric-phosphate buffer at pH 5.0 was used. For Alcalase 2.4L FG, 0.1 M Tris–HCl buffer at pH 8.0 was used. The mixture of WG and buffer was placed in a water bath shaker (Model C76, New Brunswick Science, Edison, NJ, USA), and heated to 50 °C with constant shaking at 200 rpm. Enzymes were added at a concentration of 5% (w/w) based on the weight of the WG. Then the mixture was incubated for 4 h. After the incubation, the mixture was centrifuged in a bench top centrifuge (Sorvall RC 5C, Termo, Ashville, NC, USA) at 25,673×g and 25 °C for 15 min. The liquid phase was drained off, and 180 ml deionized water was added to the centrifuge tube containing wet residual solids to wash away any oil which may remain on the wall of the centrifuge tube and in the solid matrix. The wet residue was well mixed with the deionized water, and subjected to a second centrifugation under the same conditions used before. The liquid phase was drained off once again. The wet residue was dried in a forced-air oven (VWR Science, model 1370 FM, Bristol, CT, USA) at 85 °C for 16 h. The dried residue was weighed and analyzed for oil content. The oil extraction yield is calculated by the following formula:
The control experiment was carried out with deionized water as the aqueous solvent and without the addition of enzymes. The processing parameters were kept the same as those for the enzymatic process during the control experiments.
Optimization by Response Surface Methodology
Based on the results of the experiments described above, Alcalase 2.4L FG gave a higher oil yield than the other enzymes and was chosen for further investigation in the optimization experiments. Three processing parameters, liquid/solid ratio, extraction time and enzyme concentration at 5 levels each (Table 1) were the independent variables used to estimate the oil extraction yield in the enzymatic process. The combined effects of these independent variables were investigated using a central composite design (α = 1.68) in Response Surface Methodology [14]. The detailed experimental design is shown in Table 1. The extraction procedure and the other processing parameters used in these optimization experiments were the same as those employed in the experiments described above. The range of processing parameters used in this study was based on preliminary experiments and the other studies published in the literature.
Analytical Methods
The oil contents of the ground WG and the dried residue after extraction were measured according to AOAC method 2003.05 [15] with petroleum ether as the solvent. The moisture content of the ground WG was determined according to AACC method 44-15A [16]. The ash content of the ground WG was measured by AOAC method 923.03 [17]. The amount of protein in the ground WG was determined by the method of Forage Analyses Procedures [18]. The starch content of the ground wheat germ was determined according to AOAC method 996.11 which was based on the use of thermostable α-amylase and amyloglucosidase [15].
Statistical Analysis
All analytical tests and extraction experiments were carried out at least in duplicate and in randomized order. Analyses of the results from enzyme screening and the RSM experiments were performed using an SAS system (version 9.2, SAS Institute, Inc., Cary, NC, USA).
Results and Discussion
Particle Size and Proximate Composition of WG
Particle size distribution of the ground WG was as follows: 5.9% over 500 μm, 88.6% between 150 and 500 μm and 3.9% less than 150 μm. The size of the ground WG was much smaller than those reported in literature, 1 mm or larger [18–21]. The proximate composition of the WG used in this study is shown in Table 2. The moisture content of the sample was about 11% (w/w, as is basis). The oil content of the WG extracted by petroleum ether was about 11% (w/w, as is basis). This result is in agreement with the data reported in the literature for commercial WG [1, 22, 23], but is much lower than that obtained from dissected WG, 25–30% [24]. The lower oil content in commercial WG is because of the contamination from bran which usually contains less than 5% oil and significant amount of starchy endosperm [1]. Indeed, about 9% starch was detected in our samples (Table 2). This is much lower than that reported by Barnes, 20% [1]. WG is well known as a rich source of protein. WG contains 26–36% protein [1, 23, 25, 26]. WG used in this study had about 34% protein which is within the range reported in literature. The level of ash in WG was similar to that reported in literature [1, 23]. Other components, which account for about 30% of WG, may comprise mainly non-starch carbohydrates including free sugars such as sucrose and raffinose, fiber and pentosans [27, 28].
Effect of Enzyme Type on Oil Extraction Yield
The oil extraction yields obtained from aqueous extraction experiments with and without enzymes (the control) are shown in Fig. 1. Alcalase 2.4L FG gave a significantly higher oil yield than Viscozyme L, Multifect CX 13L, Multifect CX GC. There was no significant difference among the oil extraction yields obtained with Viscozyme L, Multifect CX 13L and Multifect CX GC. When compared to the control, Viscozyme L, Multifect CX 13L and Multifect CX GC failed to enhance oil extraction yield, while 2.4L FG significantly improved oil extraction yield. This finding is consistent with the results obtained with rice bran [9] and soybean [7], where proteases and carbohydrases were compared for their effect on oil extraction yield. However improvements in rice bran and soybean oil yields were achieved with protease over the control. Different results obtained with protease in this and latter study may be due to compositional differences among WG, rice bran and soybean, i.e. WG has significantly lower oil content than rice bran and soybean. It is also important to note that different experimental conditions (particle size of material, liquid/solid ratio, enzyme concentration, extraction time) were employed in these studies.

Effects of enzymes on oil extraction yield (see “Methods” section-enzyme screening tests for extraction conditions. For control experiments distilled water, pH 6.7 was used). Means with the same letter are not significantly different from each other (P < 0.05) (n = 2)
Optimization of the Aqueous Extraction Process
RSM was utilized to optimize the Alcalase 2.4 L FG aided enzymatic oil extraction process parameters and thus maximize the oil extraction yield. The experimental data obtained from extraction runs are shown in Table 1. Oil extraction yields ranged from 10.63 to 66.45%. Enzyme treatment of WG significantly increase oil yield (66.5%) as compared to control (48%) (Table 1). A quadratic model was tested to fit the experimental data, but the low R 2 (0.49) and significant lack of fit indicated its inadequacy. Further statistical analysis showed that there was a significant 3-way interaction among the independent variables. Therefore, the following cubic model with a R 2 of 0.91 was established to explain the relationship between oil yield and processing parameters for the aqueous enzymatic extraction processes.
where Y represents the estimated oil yields for the enzymatic extraction process. R, C and T are the processing parameters, liquid/solid ratio, enzyme concentration, and extraction time, respectively. The model was significant at the 5% level (Table 3). The variables that had significant effects on oil extraction yield included the cubic term of liquid/solid ratio, the quadratic and cubic terms of enzyme concentration, the linear to cubic terms for extraction time (Table 3), the interaction term for liquid/solid ratio and extraction, and the interaction term for the three processing parameters.
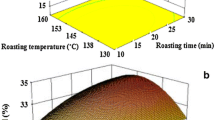
Figures 2, 3, and 4 are the contour plots of the cubic model for the oil extraction yield as a function of liquid/solid ratio and extraction time at three different levels of enzyme concentration. The shapes of the contour plots varied at different enzyme concentrations indicating that the interaction between liquid/solid ratio and extraction time changed with enzyme concentration. This is due to the significant 3-way interaction among the three processing parameters. At enzyme concentration of 0.1% (Fig. 2), higher liquid/solid ratio and longer extraction time favored higher oil extraction yield. The similar effects of liquid/solid ratio and extraction time on oil extraction yield were also found at enzyme concentration of 2.55% (Fig. 3). At an enzyme concentration of 5% (Fig. 4), higher oil extraction yield can be achieved at higher liquid/solid ratio and shorter extraction time, or at lower liquid/solid ratio and longer extraction time.

Contour plot for oil extraction yield as a function of liquid:solid ratio and extraction time, at enzyme concentration of 0.1%

Response surface for oil extraction yield a function of liquid:solid ratio and extraction time, at enzyme concentration of 2.55%

Response surface for oil extraction yield a function of liquid:solid ratio and extraction time, at enzyme concentration of 5%
Figure 5 shows a good agreement between predicted and experimental oil yields within the experimental range. The highest oil extraction yield predicted by the cubic model was 100%, which could be obtained at various combinations of the three processing parameters. Subsequent verification experiments carried out with two of the optimal conditions predicted by the model, liquid/solid ratio of 20, extraction time of 24 h, enzyme concentration of 0.1%, and liquid/solid ratio of 20, extraction time of 0.5 h, enzyme concentration of 5%, failed to confirm the predicted oil yields. It is important to note that the optimal conditions predicted by the model were out of the experimental range. Further statistical analysis of the model revealed significant lack of fit (F = 209.91, P < 0.0001). Even though the cubic model developed in this study was statistically significant (P < 0.0001), had a high R 2 and predicted the oil yields well within the experimental range, it failed to predict oil yields effectively outside the experimental range.

Observed and predicted oil yields
In conclusion, Alcalase 2.4L FG was more effective in increasing oil extraction yield than Viscozyme L, Multifect CX 13L, Multifect CX GC. As described in the Material and Methods section of this paper, during the enzyme screening tests high enzyme concentration, 5%, was used. When distilled water (pH 6.7) was used for oil extraction, the yield was very low, less than 10% (Fig. 1). Both enzymatic (5% Alcalase concentration) and non-enzymatic extraction at pH 8 resulted in similar oil yields, 52 and 49%, respectively. Optimization of the process variables improved oil yield to 66.5% and reduced the enzyme concentration to 1.1% (3.9% reduction in enzyme consumption), leading to potential cost saving (Table 1). When enzymatic extraction process with Alcalase 2.4L FG was optimized using RSM a cubic model with R 2 of 0.91 was obtained. Although the cubic model predicted WGO extraction yields well within the experimental range it was not effective beyond the experimental range. Further research focusing on high liquid/solid ratio, 16–20 and high and low extraction time, 18–24 h and 0.5–5 h, is necessary to improve the model developed in this study.
Aqueous and enzymatic extraction resulted in an emulsion which needs to be broken for oil recovery. Emulsions can be broken by centrifugation or adjustment of the solution pH to the isoelectric point of the proteins extracted along with WGO. WGO is susceptible to oxidation and has a relatively low shelf life. Encapsulation of WGO in proteins generates a more stable and easy-to-use powder product. Hence, our approach is to dry the emulsion generated during enzymatic extraction as it is to produce WGO-protein microcapsules rather than breaking the emulsion to recover oil.
References
Barnes PJ (1982) Lipid composition of wheat germ and wheat germ oil. Fette Seifen Anstrichmittel 84:256–269
Kohlon TS (1989) Nutritional applications and uses of wheat and oat kernel oil. Cereal Food World 34:872–875
Rosenthal A, Pyle DL, Niranjan K (1996) Aqueous and enzymatic processes for edible oil extraction. Enzym Microb Technol 19:402–420
Dunford NT (2009) Wheat germ oil. In: Moreau RA, Kamal-Eldin A (eds) Gourmet and health-promoting specialty oils. AOCS Press, Champaign, pp 359–376
Eisenmenger M, Dunford N, Eller F, Taylor S, Martinez J (2006) Pilot-scale supercritical carbon dioxide extraction and fractionation of wheat germ oil. J Am Oil Chem Soc 83:863–868
Rosenthal A, Pyle DL, Niranjan K, Gilmour S, Trinca L (2001) Combined effect of operational variables and enzyme activity on aqueous enzymatic extraction of oil and protein from soybean. Enzym Microb Technol 28:499–509
Lamsal B, Murphy P, Johnson L (2006) Flaking and extrusion as mechanical treatments for enzyme-assisted aqueous extraction of oil from soybeans. J Am Oil Chem Soc 83:973–979
Sineiro J, Dominguez H, Nunez MJ, Lema JM (1998) Optimization of the enzymatic treatment during aqueous oil extraction from sunflower seeds. Food Chem 61:467–474
Hanmoungjai P, Pyle DL, Niranjan K (2002) Enzyme-assisted water-extraction of oil and protein from rice bran. J Chem Technol Biotechnol 77:771–776
Bocevska M, Karlović D, Turkulov J, Pericin D (1993) Quality of corn germ oil obtained by aqueous enzymatic extraction. J Am Oil Chem Soc 70:1273–1277
Moreau R, Johnston D, Powell M, Hicks K (2004) A comparison of commercial enzymes for the aqueous enzymatic extraction of corn oil from corn germ. J Am Oil Chem Soc 81:1071–1075
Zhang S, Wang Z, Xu S (2007) Optimization of the aqueous enzymatic extraction of rapeseed oil and protein hydrolysates. J Am Oil Chem Soc 84:97–105
Zhao H, Luo RG, Malhotra SV (2003) Kinetic study on the enzymatic resolution of homophenylalanine ester using ionic liquid. Biotechnol Prog 19:1016–1018
Myers RH, Montgomery DC, Anderson-Cook CM (2009) Response surface methodology: process and product optimization using designed experiments. Wiley, New Jersey
Association of Official Analytical Chemists (AOAC) (2005) Official methods of analysis, 18th edn. AOAC International, Gaithersburg
American Association of Cereal Chemists (AACC) (1995) Approved methods of the AACC, 9th edn. AACC International, St. Paul
Association of Official Analytical Chemists (AOAC) (1995) Official methods of analysis, 16th edn. AOAC International, Gaithersburg
National Forage Testing Association (1993) Forage analysis procedures. National Forage Testing Association, Omaha
Domínguez H, Núñez MJ, Lema JM (1995) Aqueous processing of sunflower kernel with enzymatic technology. Food Chem 53:427–434
Sengupta R, Bhattacharyya DK (1996) Enzymatic extraction of mustard seed and rice bran. J Am Oil Chem Soc 73:687–692
Hanmoungjai P, Pyle DL, Niranjan K (2001) Enzymatic process for extracting oil and protein from rice bran. J Am Oil Chem Soc 78:817–821
Santamaría R, Soto C, Zúñiga M, Chamy R, López-Munguía A (2003) Enzymatic extraction of oil from Gevuina avellana, the Chilean hazelnut. J Am Oil Chem Soc 80:33–36
Dunford NT, Zhang M (2003) Pressurized solvent extraction of wheat germ oil. Food Res Int 36:905–909
Zhu KX, Zhou HM, Qian HF (2006) Proteins extracted from defatted wheat germ: Nutritional and structural properties. Cereal Chem 83:69–75
Hargin KD, Morrison WR (1980) The distribution of acyl lipids in the germ, aleurone, starch and non-starch endosperm of four wheat varieties. J Sci Food Agric 31:877–888
Ge Y, Sun A, Ni Y, Cai T (2000) Some nutritional and functional properties of defatted wheat germ protein. J Agric Food Chem 48:6215–6218
Claver IP, Zhou H (2005) Enzymatic hydrolysis of defatted wheat germ by proteases and the effect on the functional properties of resulting protein hydrolysates. J Food Biochem 29:13–26
Dubois M, Geddes W, Smith F (1960) The carbohydrates of the Gramineae. X. A quantitative study of the carbohydrates of wheat germ. Cereal Chem 37:557–567
Amado R, Arrigoni E (1992) Nutritive and functional properties of wheat germ. Int Food Ingred 4:30–34
Author information
Authors and Affiliations
Corresponding author
Additional information
Published with approval of the Director, Oklahoma Agricultural Experiment Station.
About this article
Cite this article
Xie, M., Dunford, N.T. & Goad, C. Enzymatic Extraction of Wheat Germ Oil. J Am Oil Chem Soc 88, 2015–2021 (2011). https://doi.org/10.1007/s11746-011-1861-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-011-1861-5