
Abstract
An emulsion was prepared from hexadecane and a surfactant, Tween 80 (a commercial polyoxyethylene sorbitan mono-oleate), and the destabilization process was followed by visual observation of the separation of the emulsion aided by optical microscopy to estimate droplet size versus time. The emulsions had inferior stability, and the destabilization was completed within a few days. The results showed the emulsion to destabilize with the flocculation step immediately followed by coalescence. The separation rate was at a level calculated from the sedimentation rate of a dilute emulsion. This result was not anticipated, considering the large fraction of the dispersed phase, and an assumption was made as to what counteracting factors may have affected the results.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Investigations into emulsions are usually concerned with aqueous systems [1–3], which is a rational approach, because the interest in the area per se is mostly concerned with the properties of commercial emulsions under storage; especially with regards to their stability.
However, a large number of emulsion applications utilize non-aqueous systems called O/O emulsions. These emulsions have found use in such diverse fields as reaction vehicles for the preparation of sustained release formulations [4], electromagnetic break fluids [5] and formation of hydrocarbon dispersions of oils with limited solubility in hydrocarbons such as silicon oils [6] and perfluorocarbons [7].
However, in addition to these application areas, non-aqueous emulsions have an essential role in systems for skin care. It has been repeatedly shown [8, 9] that emulsions, which are used for topical applications, change their structure drastically during the evaporation process [10]. As a consequence, the structures in the final state, after evaporation of water and volatile organic compounds, are significantly different from those in the original aqueous system. The original O/W emulsion may have changed into a non-aqueous emulsion of a liquid crystal-in-oil, or a two-liquid emulsion of non-aqueous liquids is formed, of which one phase is mostly surfactant, etc.
Since this final state is the decisive vehicle for the action on the skin by topical emulsions, performing a preliminary investigation of the properties of such systems is justified. In this first publication, the system consists of hexadecane as the oil and Tween 80 (a commercial polyoxyethylene sorbitan mono-oleate) as the liquid surfactant, and the focus of the investigation is on the stability of such an emulsion.
Experimental Methods and Materials
Materials
The following chemicals were used without further purification: Tween 80, pentaoxyethylene sorbitan mono-oleate, was from Uniqema Co. ICI Surfactants (Wilmington, DE, USA), and n-hexadecane, C16, was from Fluka, Germany
Instruments
The following instruments were used:
-
LEITZ Wetzlar microscope (Ortholux II Pol-BK) with Orthomat camera.
-
Meiji ML 9400 Polarizing Microscope.
-
Mettler AJ150 Analytic Balance was used to determine the weight.
-
Vibrofix VFI Electronic (shaker) was used to mix the samples.
-
SI TRON TINCA 4003 Centrifuge with maximum speed of 5,500 per min was used to determine the extent of the solubility regions by separating multi-phase compositions.
Haake viscometer (viscosimeter) was used to determine the viscosity of the saturated surfactant solution (9.6% C16) relative to pure Tween 80.
Sample Preparation
The phase with less density (C16) was carefully layered on top of the one with greater density (Tween 80) in a weight ratio of one to three before mixing. The 1-cm diameter test tube with was manually shaken for 1 min to pre-form an emulsion, followed by treatment in the Vibromixer for 2 min at its highest energy level to establish the final emulsion. The test tube was placed on a flat plate with insulation from the bench surface to dampen any vibrations to the maximum extent.
The change in the height of the layers was measured at suitable intervals using a millimeter scale. The samples were maintained at 22 ± 2 °C throughout the studies. The temperature of the samples was controlled to within 2 °C to avoid the effect of altered temperature on emulsion stability.
Results and Discussion
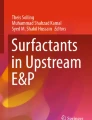
The destabilization process may be divided into three stages, as illustrated by the pictures of the emulsion test tubes in Fig. 1. In the first stage of the destabilization, lasting approximately 10 min, the processes are limited to those internal to the emulsion, while in the following period, up to 200 min, the oil phase separates. Finally, the third time interval is characterized by the remaining emulsion layer slowly becoming more transparent with no significant change in the amount of separated oil.

Photos of the emulsion at different times (min) after emulsification. a Prior, b 0, c 3, d 17, e 25, f 53, g 12, h 16, i 180, j 210, k 250, l 310, m 375, n 435, o 26 h, p 46 h
The initial separation process expressed as volume fractions is shown in Fig. 2. The separation of oil was insignificant after approximately 200 min.

Emulsion volume fractions versus time
The initial liquid separation rate was calculated from the values for times less than 238 min giving a linear dependence with R 2 = 0.965; therefore, the volume of the separated liquid is linear with time.
The initial process at times less than 40 min showed high values due to air bubbles still resident in the emulsion. Excluding values from this time period gave a straight line dependence with R 2 = 0.983, a value supporting the claim of it to be a linear process.
These results can be related to the drop sizes provided by the images from the optical microscope. The photos of the emulsion taken immediately after formation (Fig. 3) show a highly concentrated emulsion with a wide distribution of particle sizes 0.15 mm and smaller. The distribution of sizes is difficult to discern in the photo of the emulsion per se, but is well accessible in a series of other photos (Figs. 4, 5, 6, 7). The drop-size distribution at the top of the emulsion after 30 min (Fig. 4a) is different from the original one only because of the presence of larger drops. The initial changes in the lower part of the emulsion are shown in the photo of this emulsion after two and 26 h (Fig. 4b, c) respectively, while the changes in the middle of the emulsion are characterized by a pronounced drop-size increase as shown in Fig. 5a–c, the large drops are now the predominant feature of the emulsion. This pattern remains unchanged between 2 h and 3 h (Fig. 5a, b). The dilute emulsion on top of the main body showed no specific features after 2 h, (Fig. 6a) but after 3 h, the number of drops was greatly reduced (Fig. 6b). On the other hand, the top and bottom of the white emulsion showed smaller drops in the same period of time (Fig. 7a, b).

Optical microscopy photograph of the freshly formed emulsion

Optical microscopy photograph of the bottom of the emulsion after. a 30 min, b 2 h, c 26 h

Optical microscopy photograph of the middle of the yellow emulsion after a 2 h, b 3 h, c 26 h

Optical microscopy photograph of the middle of the dilute (white) emulsion layer on top of the main emulsion after (Fig. 1). a 2 h, b 3 h

Optical microscopy photograph of a The top of the white emulsion after 3 h, b The bottom of the white emulsion after 3 h
It is essential to observe one other feature of the emulsion: the fact that the amount of oil phase is significantly reduced after emulsification and the separation. Obviously, some of the oil had become dissolved in the surfactant liquid, and it is essential to evaluate whether this factor could affect the emulsion destabilization process. This question was answered in a separate experiment. The freshly prepared emulsion was centrifuged and the amount of the oil phase measured. The result showed that the dissolution of the oil into the surfactant liquid was completed during the emulsification per se and was not of any consequence for the destabilization events.
Differences are observed between these emulsions and the O/O emulsions found in hydrocarbon-based systems, which contain two non-polar liquids with insignificant mutual solubility [5–7, 11–13]. These emulsions are stabilized by an added surface active material, which adsorbs to the interface between the two liquids. The present system may be described as the ultimate extension of increased surfactant concentration, with one of the liquids consisting entirely of the surfactant, albeit diluted with a modest amount of the opposite liquid.
This feature has a decisive effect both on the preference of which of the liquids will become the continuous phase during the emulsification process as well as on the stability of the emulsion. As to the first factor, the choice is limited to the simple case of one liquid being dispersed in the other, because an emulsion as unstable as the present one is unlikely to form double emulsions. The question that remains to be answered is if the system prefers an O/S or S/O configuration.
The fundamental factors for the preference for one phase to become the continuous one during the emulsification were initially established by Davies [14] and further developed by Ivanov [15]. The theory basically states that the phase in which the stabilizing surfactant is preferentially soluble will become the continuous phase, because the greater availability of surfactant will counteract the stabilizing action of the increased surface tension gradient at the thin film between the drops during coalescence. This phenomenon plays a role during the emulsification process when both kinds of drops are formed. The drops containing the surfactant are less stable and will form the continuous phase in the finished emulsion.
However, in the present case, the interfacial tension is extremely small, the accessibility of surfactant is at a maximum, and the lateral tension gradient is virtually zero. Hence, it is unlikely to be a decisive factor of which phase will be continuous. More likely, continuity in this case will be determined by the relative volumes of the two phases. The emulsion in this experiment formed an O/S emulsion, because the surfactant/oil ratio was greater than one.
These features also had an influence on the destabilization of the formed emulsion. The creaming process is obvious from Figs. 1 and 2, but the relative importance of the prefatory processes is evident first from the appearance of drops in the microscopy photos. Figures 3–7 show a wide distribution of drop sizes, but no aggregated drops and the destabilization evidently proceeded with flocculation followed by an instant coalescence. This conclusion is in agreement with the conclusions based on the composition of the two liquids.
The microscopy photos (Figs. 3, 4, 5, 6, 7) also provide information related to the creaming rate. From Stokes Law,
in which r is the radius, Δρ the difference in density between the liquids, g the gravity acceleration and η 0 the viscosity of the continuous phase.
The average distance traveled by the drops is 3.3 cm, and with a difference of density between the oil and the surfactant of 0.25 g/cm3 and a surfactant viscosity of approximately 400 cst., the flow of particles is extremely slow, hence the Reynolds number is low. The system is very dilute and, hence, the conditions for a single particle are applicable. Finally, assuming the drops are spherical, the following relation is obtained.
Solving the size of the radius gives r = 0.041 cm = 410 μm. This value is at the same level as those from the determinations on the microscopy photos (Figs. 3, 4, 5, 6, 7), which at a first appearance may be considered satisfactory. However, the agreement must be regarded as to some extent fortuitous, considering that many factors influence the creaming rate in an emulsion. [16] Since the present emulsion has a rather high fraction of dispersed phase, initially 0.25, the creaming rate is reduced. Richardson and Zaki [17] found an empirical relation between the dispersed fraction and the sedimentation rate. The ratio between the sedimentation rate of the emulsion and that of a diluted one was equal to (1 − Θ)4.65. For an emulsion with a 0.25 fraction of dispersed phase the reduction of the rate would be of the order of 75%, meaning the present numbers are definitely too high, even considering the Richardson and Zaki [17] expression to be highly approximate.
Of the other factors that modify the creaming rate, counter-diffusion is essential for emulsions with extremely small drops. However, in the present case, it is difficult to find this factor to be an issue of importance. The diffusion rate of a spherical drop is equal to kT/6πηr. With the present drop size at the magnitude of 1 mm, the diffusion constant becomes of the order of 10−16 s−1 cm2. Counter-diffusion may safely be excluded from having any influence on the process. This conclusion leaves modification of the drop shape during the creaming as the most probable factor of influence; a conclusion supported by the difference in viscosity between the two liquids.
This investigation was justified by the fact that oil and surfactant may be the only residues on the skin after water and volatile oil in a skin care emulsion have evaporated. The potential relation between the present results and the action on the skin is hence of high interest. As far as can be judged by the reported results, the state of the residue on the skin may be a rather coarse and unstable dispersion of the oil and the surfactant. Hence, for skin-care applications, the properties of both the surfactant and the oil should be considered when judging the potential action on the skin of an emulsion formulation.
References
Sjoeblom J (1996) Emulsions and emulsion stability. Marcel Dekker, New York pp 474
BincksBP (1998) Modern aspects of emulsion science. Royal Soc Chem London pp 430
Sjoeblom J (2001) Encyclopedic handbook of emulsion technology. Marcel Dekker Inc, New York pp 397–399
Thomas LW, Simpson DT, Val TN, Yu Z, Lim KT, Park EJ, Williams RO III, Johnston KP (2005) Encapsulation of protein nanoparticles into uniform-sized microspheres formed in a spinning oil film. AAPS PharmSciTech 6(4):E605
Chin BD, Park O. Ok (2001) Electrorheological responses of particulate suspensions and emulsion in a small-strain dynamic shear flow: viscoelasticity and yielding phenomena. Korean J Chem Eng 18(1):54
Helene L-D, Ricca J-M, Mathins D, Olier P (2003) Method for stabilizing an aqueous dispersion of an oil in silicone oil emulsion. PCT Int Appl pp 38
Riess JG (2002) Fluorous micro-and nanophases with a biomedical perspective. Tetrahedron 58:4113
Al-Bawab A (2002) Phase behavior of the α-hydroxyoctanoic acid/laureth 4/white oil/water system and preliminary evaluation of the phase changes during evaporation of its emulsion. J Cosmet Sci 53:151
Al-Bawab A, Friberg SE, Fusco C (2004) Evaporation of a model skin lotion with beta-hydroxy acids. Int J Cosmetic Sci 26:273
Friberg SE, Huang T, Aikens PA (1997) Phase changes during evaporation from a vegetable oil emulsion stabilized by a polyoxyethylene (20) sorbitan oleate. Colloids Surf 121:1
Binks BP, Fletcher PDI, Sager WFC, Thompson RL (1995) Adsorption of semifluorinated alkanes at hydrocarbon-air surfaces. Langmuir 11:977–983
Binks BP, Fletcher PDI, Kotsev SN, Thompson RL (1997) Adsorption and aggregation of semifluorinated alkanes in binary and ternary mixtures with hydrocarbon and fluorocarbon solvents. Langmuir 13:6669
Johansson B, Friman R, Denifl P, Rosenholm JB Kinetic stability of toluene–perfluorooctane emulsions (JDST In Press)
Davies JT (1957) A quantitative kinetic theory of emulsion type. I. Physical chemistry of the Emulsifying agent. Proc. Intern. Congr. Surface Activity. 2nd edn, London pp 1426–1438
Ivanov IB (1980) Effect of surface mobility on the dynamic behaviour of thin liquid films. Pure Appl Chem 52(5):1241
Robbins MM, Hibberd DJ (1998) Emulsion flocculation and creaming. In: Binks BP (ed) Modern aspects of emulsion science. Royal Society Chemistry, London, pp 115–144
Richardson JF, Zaki WN (1954) Sedimentation and fluidization. I. Trans Inst Chem Eng 32:35
Acknowledgments
This project was done during the sabbatical year that was given to Dr. Abeer Al-Bawab from the University of Jordan. The authors would like to thank the Deanship of Academic Research of the University of Jordan for funding this research project. The authors would also like to thank; Miss Ayat Bozeya, Mr. Sorqrat Qahosh, Mr. Azzam H. Karadsheh for their valuable help in this research project.
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Al-Bawab, A., Al-Zamar, T. & Friberg, S.E. An “O/S” Emulsion in a System Containing Tween 80 Surfactant and Hexadecane Oil. J Surfact Deterg 10, 195–200 (2007). https://doi.org/10.1007/s11743-007-1026-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11743-007-1026-6