
Abstract
For finishing operations in machining, hardened steel hard turning can compete with grinding operations by means of accuracy and productivity. In the past research focussed on the effect of process parameters and tool macro geometry on the resulting surface roughness. Recent investigations show, that the cutting edge micro geometry is an important factor to influence surface quality. The knowledge generated by new methods displays the importance of asymmetric cutting edge roundings on cutting forces, chip formation and tool life. It is known, that chip formation also affects the resulting surface quality. Therefore, this paper investigates the effect of asymmetric cutting edge roundings on the resulting surface roughness in hard turning of roller bearing inner rings. Cutting tests with differently shaped cutting edges and two different feed values are conducted. The resulting surface roughness is measured. The consequent surface quality is explained by geometric coherences between uncut chip thickness and stresses along the cutting edge and the effect of material side flow. It is found, that the cutting edge geometry and the resulting stress distribution around the cutting edge affects the generated surface quality.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In today’s industry, the machining process for roller bearings is a combination of grinding and honing. For several years hard turning on precision lathes is able to compete with this finishing processes with respect to productivity and part quality. Additionally, hard turning is often applied by dry machining, which is more eco-friendly. Another important advantage of hard turning is the increased flexibility [1].
The effects of hard turning process parameters on the resulting surface quality and surface integrity are well described in literature. The most important factor for surface roughness in turning processes is the feed value f in combination with the nose radius of the cutting insert \(r_{\upepsilon }\). The geometric or theoretical roughness \(R_t\) can be estimated by Eq. (1) [2]
According to this, surface roughness becomes small for large nose radii and small feed values [3]. Sokolowski [4] proposed that according to the ploughing effect [5] a part of the material is elastically deformed and recovers after machining. This leads to an increased surface roughness. Brammertz [2] used the minimum uncut chip thickness \(h_{min}\) and extended Eq. (1) with the influence of the minimum uncut chip thickness. A comparison of the calculated and measured surface roughness in hard turning is shown by Brandt [6]. Several authors presented results which all prove this description. At the time Brammertz investigated his model the research about the effects of cutting edge geometries just started. Today it is well known, that cutting edge geometry has a crucial effect on surface quality. In hard turning of ASI 52100 an increasing cutting edge radius \(r_{\upbeta }\) leads to a significant increase of surface roughness [7].
Within the last years new tool geometries have been presented to minimize the effect of the tool nose radius \(r_{\upepsilon }\) on surface roughness. Multi-radii or wiper geometries have been applied in industrial processes to decrease surface roughness and increase productivity. Wiper geometries enable the use of higher feed values. Guddat et al. [8] analyzed the effect of wiper geometries for PCBN cutting inserts in hard turning operations of AISI 52100 bearing steel. Compared to standard corner geometries, surface roughness Ra is reduced about 83% for a feed value \(f=0.3\,\text{mm}\) \((Ra=0.5\,\upmu \text{m}).\) Using a wiper geometry also affects tool wear, which is another very important factor for the resulting surface quality [9].
Non-ideal material removal processes and chip formation lead to an additional effect to the kinematic surface roughness on the surface quality. Material side flow e.g. affects the finished surface quality in hard turning. Pekelharing and Gieszen mentioned this phenomenon in 1971. It is defined as the displacement of material in opposite direction to the feed [10]. The cutting tool macro and micro geometry influence the material side flow. When using large corner radii, the effect of material side flow increases due to a higher amount of material with an uncut chip thickness h less than the minimum uncut chip thickness \(h_{min}\). The same effect occurs for large cutting edge radii. In this case the ratio between uncut chip thickness h and cutting edge radius \(r_{\upbeta }\) gets worse for chip formation, which leads to an increased amount of material side flow [11]. Liu described the material side flow as a result of the indentation of the cutting insert into the surface [12].
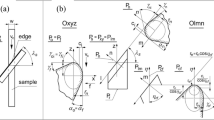
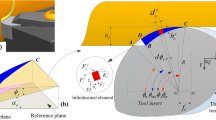
Recent investigations have been made by analyzing the effect of the cutting edge micro geometry on cutting forces [13], tool wear [14] and chip formation in turning [15] and milling [16]. As described above, chip formation is an important factor to create a high surface quality in hard turning. It is the aim of this paper to analyze the effect of asymmetric cutting edge roundings on the resulting surface quality in hard turning. To describe the cutting edge geometry the form factor K and the cutting edge segments on the rake face \(S_{\upgamma }\) and on the clearance face \(S_{\upalpha }\) are used, as summarized by Denkena and Biermann [17] and shown in Fig. 1.

Characterization of cutting edge geometries with the K-factor method [17]
2 Experimental setup
To analyze the effect of asymmetric cutting edges on surface roughness in hard turning, cemented carbide cutting inserts type DNMA150616 with a nose radius (\(r_{\upepsilon }\) = 1.6 mm) are prepared by brushing and are coated afterwards with a multilayer \(\text{Ti}(\text{C},\text{N})\) and \(\text{Al}_{2}\text{O}_3\) CVD-coating. For the cutting edge preparation SiC brushing tools are used. The prepared cutting inserts are coated by an industrial standard coating procedure. Cutting edge geometries of the inserts are analyzed using a MicroCAD GFM and characterized by the cutting edge segments \(S_{\upalpha }\) and \(S_{\upgamma }\) and the form factor K.
The roller bearing inner rings type NU206 are finish machined on a high precision lathe Hembrug Slantbed Microturn 100. The material is AISI 52100 with a hardness of 62 HRC. For the cutting inserts a DDJNL2020 toolholder with a nominal rake angle of \(\upgamma =-6^\circ \) and a clearance angle of \(\upalpha =6^\circ \) is used. Common cutting parameters are used for the process, a cutting speed of \(v_c=200\,\text{m}/\text{min}\) and a depth of cut of \(a_p=0.1\,\text{mm}.\) As presented by Denkena et al. [7] surface roughness is influenced by the interaction of cutting edge geometry and feed. Therefore, two different feed values of \(f=0.07\,\text{mm}\) and \(f=0.1\,\text{mm}\) are used within the experiments. During the machining process cutting forces are measured using a 3-components dynamometer Kistler type 9121. No coolant is used during the experiments.
To analyze the surface tactile and optical roughness measurements are conducted. For the tactile roughness measurements a Mahr profilometer, for the optical roughness measurements a confocal Nanofocus Microscope \(\upmu \)Surf is used. The tactile measurements follow the DIN EN ISO 4287 with a measurement length of 5.6 mm, a Gaussian filter and a cut-off \(\uplambda _c=0.8\,\text{mm}.\) An area of \(1.6\,\text{mm}\times 0.96\,\text{mm}\) is used for the optical measurement. All experiments are conducted with one repetition.
3 Affecting the surface quality in hard turning
It is a well-known fact, that surface roughness is influenced by feed and corner radius of the cutting insert. By a combination of small feed values and big corner radii small theoretical surface roughness are generated. As shown in [7] the cutting edge rounding has a huge influence on surface roughness. Figure 2 shows the resulting surface roughness values Rz for two different feed values (\(f=0.07\,\text{mm}\) and 0.2 mm). The figure shows the surface roughness for all in this paper presented cutting edge geometries randomly and independent from the cutting edge geometry, which varies form a mean cutting edge rounding of 20–100 \(\upmu \)m and from a form factor of \(\text{K}=0.5\) to 1.2. It can be seen, that the mean roughness of all experiments for the small feed value is better than for the higher one. However, the variation of surface roughness by a changing cutting edge rounding is up to ±50% compared with the mean roughness of all experiments, which leads to the motivation of this research. To increase the part quality of hard turned parts, as for example roller bearings, the cutting edge radius has to be optimized to smoothen the surface roughness. The effect of cutting edge geometry on surface roughness is analyzed to identify optimal cutting edge geometries for a high surface quality in hard turning of roller bearing raceways.

Roughness deviation due to random cutting edge geometries
An increasing cutting edge radius also increases the minimum uncut chip thickness \(h_{\rm min}\), which leads to a higher surface roughness, according to the model of Brammertz [2]. Within the conducted experiments surface roughness increases from \(Rz=1.8\,\upmu \text{m}\) for a feed of \(f=0.2\,\text{mm},\) using a sharp cutting edge of \(S_{\upalpha }=20\upmu \text{m}\) and \(S_{\upgamma }=20\,\upmu \text{m},\) up to \(Rz=4.2\,\upmu \text{m}\) for a large cutting edge rounding \(S_{\upalpha }=100\,\upmu \text{m}\) and \(S_{\upgamma }=100\,\upmu \text{m}\) (Fig. 3). The same trend can be seen for a feed value of \(f=0.07\,\text{mm}.\)
To analyze the effect of cutting edge geometries with asymmetric roundings \((\text{K}\ne 1)\) on the resulting tool life, Denkena et al. introduced tool life maps [14]. These maps are color-coded graphs to show the optimum areas of a cutting edge geometry. The x-axis shows the cutting edge segment \(S_{\upalpha }\) and the y-axis the cutting edge segment \(S_{\upgamma }\). For each combination, the resulting tool life is shown by a different color. Applying this method to surface roughness values in hard turning (Fig. 3) it can been seen that the surface roughness gets smaller for cutting edges with a \(\text{K}<1.\) Figure 3 shows this effect for the mean roughness Rz and the arithmetic roughness Ra. For a cutting edge geometry of \(S_{\upalpha }=100\,\upmu \text{m}\) and \(S_{\upgamma }=50\,\upmu \text{m}\) the experiments lead to a surface roughness of \(Rz=1.5\,\upmu \text{m}.\)

Topography-map for a hard turning operation with \(f=0.2\,\text{mm}\)
During hard turning, three effects can occur which influence surface roughness. The effects are summarized in Fig. 4. The first effect is described by the model of Sokolevsky [4], where material is elastically deformed and ploughing occurs underneath the cutting edge. The material is not removed by the chip and remains on the surface. Sokolowski proposed, that the material portion which is smaller than the minimum uncut chip thickness \(h_{min}\) remains on the surface and generates the resulting surface roughness. This model can be proven by the increasing surface roughness for symmetric cutting edge roundings as proposed above. The second effect to influence the surface roughness is material side flow or burr on the surface [12]. As a third effect surface roughness is affected by tool vibration, which causes a wavy surface in cutting direction [18]. Within this paper, the effects of elastic recovery and material side flow on surface roughness are analyzed.

Effects on surface roughness in hard turning
The top image in Fig. 5 shows the schematic effect of the cutting edge segments on the minimum uncut chip thickness for \(S_{\upgamma }\) is larger than \(S_{\upalpha }\). The bottom image shows the minimum uncut chip thickness for \(\text{K}<1.\) As shown by Rehe, the minimum uncut chip thickness increases with the cutting edge segment \(S_{\upalpha }\) [19]. The images also demonstrate the normal stress acting on the clearance face \(\upsigma_{\upalpha }\), due to the elastic recovery of the material, which was pressed into the surface. It seems reasonable, if the minimum uncut chip thickness increases, the stresses also get higher. For cutting edges with a form factor \(\text{K}>1\) the contact length between tool and surface is small as well as the maximum normal stress, which is demonstrated by the stress field. The image at the bottom of Fig. 5 shows a larger stress field with an increased contact length and maximum normal stress. This changed stresses lead to a varied ratio between elastic and plastic deformation. The material volume which is elastically deformed is in both cases similar. Due to the increased uncut chip thickness and the higher contact stresses, the plastically deformed material volume increases. Therefore, the resulting surface roughness is decreased for cutting edges with a form factor of \(\text{K}<1.\)

Influence of the stress distribution at the cutting edge on surface roughness
4 Influence of cutting edge geometry on material side flow

SEM images of hard turned surfaces
An increased cutting edge radius results in higher material side flow, as it is known from burr generation. Figure 6 shows SEM images of hard turned surfaces. In image (a) within Fig. 6 the surface machined with a sharp cutting edge with \(S_{\upalpha }=S_{\upgamma }=20\,\upmu \text{m}\) is shown. Here the edges between two feed marks are sharp without any material side flow. In the middle image (b) the same feed of \(f=0.2\,\text{mm}\) is used. Here the cutting edge segments are \(S_{\upalpha }=S_{\upgamma }=100\,\upmu \text{m}.\) No sharp lines can be identified between two feed marks. This effect increases even more, if the feed value gets smaller, as it is shown in image (c). In this case an additional feed of \(f=0.03\,\text{mm}\) and a cutting edge radius of \(S_{\upalpha }=S_{\upgamma }=100\,\upmu \text{m}\) is used. The ratio between the cutting edge radius and the uncut chip thickness h becomes that unfavorable, that the effect of the material side flow superimposes the surface roughness.
By using asymmetric cutting edges with \(\text{K}<1\) the effect of material side flow can be eliminated even for large cutting edge radii. As seen in Fig. 6d, the SEM image does not show any material side flow. To proof this finding the confocal microscope is used, because burr can be identified very clear by white and not sharp edges here (Fig. 7). The measurements demonstrate, that the burr generated by material side flow, significantly affects surface roughness and cannot be neglected.

Material side flow due to asymmetric cutting edge roundings
5 Conclusion and outlook
From literature it is known, that by using asymmetric cutting edge radii the cutting forces, the stress distribution along the cutting edge and the resulting tool life is highly influenced. Within this paper the importance of cutting edge geometry for surface quality is demonstrated. Hard turning experiments of AISI 52100 roller bearing inner rings are conducted. The resulting surface roughness and the material side flow are analyzed by tactile and optical surface measurements. The results show very clear, that the resulting surface quality is highly influenced by the cutting edge geometry. An increased symmetric cutting edge radius increases surface roughness because of a higher minimum uncut chip thickness. The effect of material side flow on surface roughness also increases. Asymmetric cutting edge roundings influence the stress distribution along the cutting edge. This leads to a higher plastic deformation of ploughed material and the surface roughness decreases, which is summarized in the model in Fig. 8. Using this knowledge cutting tool manufacturers can increase the part quality and tool life by finding an optimum spot within the tool life and topography maps.

Schematic influence of asymmetric cutting edges on surface roughness
The next steps within this research will be to analyze the effect of asymmetric cutting edges on the subsurface. The changed stress distribution will cause different residual stresses. As it is known from previous experiments, an increased radius leads to higher compressive residual stresses. In addition, the effect of cutting edge geometries on microstructural changes and hardness will be analyzed in future research.
References
Tönshoff HK, Arendt C, Ben Amor R (2000) Cutting of hardened steel. Ann CIRP 49(2):547–566
Brammertz P-H (1961) Die Entstehung der Oberflächenrauheit beim Feindrehen. Industrie-Anzeiger 2:25–32
Thiele JD, Melkote SN (1999) Effect of cutting edge geometry and workpiece hardness on surface generation in finish hard turning of AISI 52100 steel. J Mater Process Technol 94:216–226
Sokolowski AP (1955) Präzision in der Metallbearbeitung. VEB Verlag Technik, Berlin
Albrecht P (1960) New developments in the theory of metal-cutting process—part I. ASME Trans J Eng Ind 84(4):348–358
Brandt X (1995) Titel, Dr.-Ing. Dissertation, Universität Hannover
Denkena B, Grove T, Maiss O (2015) Influence of the cutting edge radius on surface integrity in hard turning of roller bearing inner rings. Prod Eng 9(3):299–305
Guddat J, M’Saoubi R, Alm P, Meyer D (2011) Hard turning of AISI 52100 using PSBN wiper geometry inserts and the resulting surface integrity. Proc Eng 19:118–124
Grzesik W (2008) Influence of tool wear in surface roughness in hard turning using differently shaped ceramic tools. Wear 265:327–335
Pekeharing AJ, Gieszen CA (1971) Material side flow in finish turning. Ann CIRP 20:21–22
Kishawy HA, Elbestawi MA (1999) Effects of process parameters on material side flow during hard turning. Int J Mach Tools Manuf 39:1017–1030
Liu K, Melkote SN (2006) Effect of plastic side flow on surface roughness in micro-turning process. Int J Mach Tools Manuf 46:1778–1785
Denkena B, Koehler J, Rehe M (2012) Influence of the honed cutting edge on tool wear and surface integrity in slot milling of 42CrMo4 steel. Proc CIRP 1:190–195
Denkena B, Lucas A, Bassett E (2011) Effects of the cutting edge microgeometry on tool wear and its thermo-mechanical load. CIRP Ann Manuf Technol 60(1):73–76
Bassett E, Koehler J, Denkena B (2012) On the honed cutting edge and its side effects during orthogonal turning operations of AISI1045 with coated WC-Co inserts. CIRP J Manuf Sci Technol 5(2):108–126
Fulemová J, Rehor J (2015) Influence of form factor of the cutting edge on tool life during finishing milling. Proc Eng 100:682–688
Denkena B, Biermann D (2014) Cutting edge geometries. CIRP Ann Manuf Technol 63(2):631–653
Altintas Y, Eynian M, Onozuka H (2008) Identification of dynamic cutting force coefficients and chatter stability with process damping. CIRP Ann Manuf Technol 57(1):371–374
Rehe M (2015) Herleitung prozessbezogener Kenngrößen der Schneidkantenverrundung im Fräsprozess, Dr.-Ing. Dissertation, Leibniz Universität Hannover
Acknowledgements
The authors thank the DFG (German Research Foundation) for supporting this project in the context of the research program “Resource Efficient Machine Elements (SPP1551)”.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Maiss, O., Grove, T. & Denkena, B. Influence of asymmetric cutting edge roundings on surface topography. Prod. Eng. Res. Devel. 11, 383–388 (2017). https://doi.org/10.1007/s11740-017-0742-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-017-0742-7