
Abstract
Multi-material components made from aluminum and steel sheet metal are an innovative approach for weight reduction in automotive applications. However, lightweight components made from aluminum and steel require suitable joining technologies. A promising solid-state welding technology for producing dissimilar steel aluminum joints is Friction Stir Welding, which minimizes the formation of Fe-Al intermetallic phases due to process temperatures lower than the melting temperatures of the base material. The results obtained show a comparison of steel aluminum joints made by FSW using DC04 mild steel with the strain hardened aluminum alloy AA5754-H22 on the one hand and the precipitation hardened aluminum alloy AA6082-T6 on the other hand. The difference between achieved maximum tensile strengths of the joints in relation to those from both base materials is investigated. Due to the stirring and heat input of the welding process, the temper condition of the precipitation hardened aluminum alloy is changed. To improve the mechanical properties of the welded joints, post weld heat treatments are performed. The post weld heat treatments of the produced multi-material specimens from AA6082-T6 aluminum alloy and mild steel at various heat treatment conditions show substantial growth of intermetallic phase layer, which is characterized in detail within the present work. Tensile tests show a degradation of the mechanical properties resulting in a decreased tensile strength and insufficient connection of both materials. Investigations using a scanning electron microscope (SEM) show a distinct increase of the thickness of intermetallic phases in the transition between aluminum and steel.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The combination of different materials within one part enables innovative and load-optimized lightweight design. A promising approach for lightweight design is the combination of aluminum and steel. Highly loaded areas can be made from steel while less loaded areas are made from aluminum to reduce the components weight. The combination of aluminum and steel constitutes some engineering challenges due to the differences of the mechanical properties of both base materials. Friction stir welding is a promising approach for welding different materials, such as aluminum and steel.
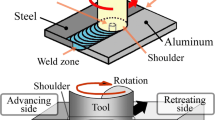
Friction stir welding (FSW) is a solid-state welding technology which was invented by The Welding Institute, Cambridge UK, in 1991 [1]. The welding mechanism of friction stir welding results from frictional heat input and plastic deformation [2]. A rotating tool is plunged into the butt between two sheet metals and moves alongside the butt. The frictional heat and the deformation plasticize and stir the materials. A continuous weld seam is produced. The weld seam shows three characteristic zones [2, 3]. The dynamically recrystallized zone (DRZ) is in the center of the weld seam. Due to the stirring of the tool pin, the highest process temperatures and material flow speed occur. The area, where the tool shoulder is in contact with the materials surface, is called the thermo-mechanically affected zone. Here, temperature and stirring in the upper region may change the microstructure and precipitation structure. The third zone is the heat-affected zone where only thermal influence occurs [4, 5]. The weld seam of friction stir welded parts shows hardly any bulge and distortion is comparatively low. During the process, additives and inert gas atmosphere are not required. Furthermore, the formation of intermetallic phases is reduced to a minimum due to process temperatures lower than the materials melting temperatures [6].
Friction stir welding was once invented for welding of aluminum alloys. The transfer to industrial relevance has already been successful. With the ongoing development of tool materials, friction stir welding can be used for harder materials such as steel as well. Furthermore, the FSW process experiences an upswing in the context of lightweight structures. For lightweight components, it is increasingly necessary to produce cohesive compounds, like aluminum-steel, aluminum-titanium or different aluminum alloys. These can be produced by friction stir welding [7–10] with the advantages of sound ability for automation and reproducibility, as well as an environmentally friendly process design [11].
A well-known challenge to friction stir welding is the change of microstructure and precipitation structure of aluminum alloys due to the excessive stirring and temperature influence of the welding process [12, 13]. Depending on the aluminum alloy, the effect may result in a decreased tensile strength of 15% and higher compared to the aluminum base material. Furthermore, the ductility of those multi-material blanks is reduced [14, 15]. Aluminum alloys are divided into two groups: precipitation hardened alloys, which are heat-treatable, and solid-solution-hardened alloys, which are non heat-treatable [16]. The hardening phases of precipitation hardened aluminum alloys of 6000 series are the metastable precursors (Mg/Si co-clusters) and the stable Mg2Si phase whose formation depends strongly on the temperature [17, 18]. The Mg2Si clusters are embedded in the aluminum lattice, whereby the aluminum matrix is distorted. Therefore, dislocation movement is hindered which increased the material’s strength [19]. Heat treatment of precipitation hardened alloys results in a change of the composition of the precipitates.
The carried out welding experiments allow a comparison of steel aluminum joints made by FSW using DC04 mild steel with the strain hardened aluminum alloy AA5754-H22 on the one hand and the precipitation hardened aluminum alloy AA6082-T6 on the other hand. In order to homogenize the microstructure and precipitation structure, heat treatments were performed using friction stir welded blanks made from DC04 and AA6082-T6. Tensile tests and hardness measurements were performed to investigate the effect of the heat treatments. Furthermore, scanning electron microscopy is used to evaluate the transition between aluminum and steel of the welded joints.
2 Experimental procedure
For experimental work, the Powerstir 345 C welding machine with a fixed gantry made by PTG Heavy Industries Ltd was used. The spindle power of the machine is 68 kW which results in a maximum axial force of 60 kN. The machine structure has a high stiffness to sustain the high process forces.
For the welding of thin sheet metals, a welding tool without profiling was used. The tool shoulder diameter is 18 mm and the tool pin diameter at the tip is 7.3 mm. The tool pin length is 0.75 mm and has a conical shape whereas the shoulder is additionally concave-shaped. The composition of the tool base material of tungsten carbide and cobalt prevents fractures on the tool surface and deformation of the tool [20]. Additionally, the tool is coated for welding of harder materials such as steel. The coating is made of chromium aluminum nitride (CrAlN).
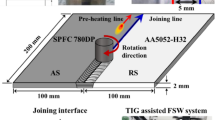
For welding experiments, sheet metals made from DC04 mild steel, AA5754H22 and AA6082-T6 aluminum alloys were used. The welding direction was in the longitudinal direction of the sheets and, thus, also matches the rolling direction. For the welding tests, the burr at cut edges was removed manually from the plates by fine sandpaper. The metal sheets were cleaned with acetone and clamped with mechanical fixation. The steel sheets were placed at the advancing side and the aluminum plates on the retreating side. The sheet metal thicknesses are 1 mm each. The chemical composition of the used materials are shown in Table 1.
For tensile tests and heat treatment investigations, weld seams with a length of 400 mm were produced using the welding parameters from Table 2. Figure 1 shows the schematic arrangement of the sheet metals during the welding with corresponding welding parameters.

Schematic arrangement of the sheet metals during the welding process, scheme of welding tool and process parameters
To evaluate the mechanical properties of the produced FSW blanks, tensile tests based on ISO 4136 standard were performed. Tensile tests were carried out on sheet metal strips with a width of 12 mm and plate shear cut edges. The traverse speed for tensile tests was 5 mm/min. In order to compare the samples with one another and the different material combination, the achievable maximum force and tensile strength was rated.
In case of heat treatment experiments, the weld joint was heat-treated according to the specification from Table 3. The scheduled times and temperatures have been derived based on existing literatures [16, 21]. On sample B, recrystallization annealing was performed. Samples C and E were annealed at different temperatures with subsequent natural ageing. For the same annealing temperatures, the samples D and F were aged artificially. Two different temperatures (520 and 540 °C) were chosen to find an optimum condition. Following the heat treatments, the welded sheet metals were quenched in water and aged according to specifications.
To evaluate the joint quality and the effect from the heat treatments, cross-sections of the welds were used. For this purpose, samples were embedded and polished. At these cross-section images, steel particles in aluminum and lack of fusion can be detected. By means of scanning electron microscope (SEM), the cross-sections were investigated with higher magnification. On the polished cross-sections, hardness measurements were performed according to the ISO 6507-1 to evaluate the influence of the welding process on the mechanical properties within the weld seam and the influence of the post-welding heat treatments. In the center of the sheet metals, measurement points are set at a pitch of 0.25 mm. Thus, the course of the hardness of the weld can be rated. The Vickers method with a test load of 1.961 N, which corresponds to a mass of 0.2 kg, was used. The standard ISO 6507-1 designates this setting as HV 0.2.
3 Results and discussion
3.1 Mechanical testing
Tensile tests were carried out on friction stir welded dissimilar joints made from AA6082-T6 aluminum alloy and DC04 mild steel. The welded samples show a reduction in the tensile strength of approximately 35% compared to the aluminum base material. Furthermore, a hardness decrease of 26% on the aluminum side was determined (Fig. 2, left). The reduction of the tensile strength and hardness results from the dissolution of the precipitation structure which is characteristic for precipitation-hardened aluminum alloys [14].

HV 0.2 hardness across AA6082-T6 (left) and AA5754H22 (right) after weld with DC04 steel compared to the hardness (average) of the base materials
The produced welds made from AA5754H22 and DC04 show tensile strengths comparable to those from the base material. Tensile strengths of up to 96% of the aluminum base material were achieved. Here, the hardness within the weld seam shows no reduction (Fig. 2, right).
To homogenize the microstructure and precipitations structure of the welded samples made from AA6082-T6 aluminum alloy and DC04 mild steel, various heat treatments were performed. Annealing at a temperature of 540 °C and following artificial ageing (strategy F) lead to an increase in hardness of the FSW blanks. Figure 3 shows the influence of the heat treatment F on the hardness of the FSW blanks. The aluminum within the weld seam shows a hardness of 110 to 120 HV 0.2, which meets the average hardness of the aluminum base material AA6082-T6.

Effect of heat treatment F on the hardness of FSW blanks from AA6082-T6 and DC04
The untreated sample A shows a maximum force in the tensile test of about 2.3 kN. Sample B (400 °C recrystallization annealing) achieves 59% of the tensile strength of the untreated sample (Table 4). Heat treatments at higher temperatures result in even lower tensile strengths compared to the reference sample. The sample C, which was annealed at 520 °C and aged at 20 °C room temperature, reached 46% of the average maximum force in tensile test of the initial untreated sample condition. An additional artificial ageing reduces the tensile strength to 12% compared to sample A. Annealing at a temperature of 540 °C results in a material failure of the FSW blanks during the quenching process.
3.2 SEM investigations of intermetallic phase
Investigations on cross-sections of the produced FSW blanks using the scanning electron microscope (SEM) were performed to evaluate the quality of the transition of both materials. Furthermore, the thickness and the composition of intermetallic phases were evaluated.
Figure 4 shows a comparison of SEM pictures from samples (A, B, D and F) with 150× magnification. In the pictures made by SEM by means of Rutherford Backscattering Spectrometry Detector (RBSD) the steel side is brighter and the aluminum is darker. The initial weld joint condition is characterized by a complete connection (sample A). After an annealing treatment of 400 °C (sample B), the lack of fusion can be seen in the weld root. Annealing at the temperature of 520 °C (sample D) leads to a separation of the aluminum from the steel in large areas.

SEM pictures of samples with different heat treatment conditions (magnification ×150)
Considerations at a higher magnification show the formation of intermetallic phases in the upper region of the weld (Fig. 5). The annealing treatment at 540 °C (sample F) results in a complete separation of the welded materials. An intermetallic phase is formed at the entire contact surface of the two materials.

Detailed SEM pictures of intermetallic phase (magnification ×1000)
The heat treatment experiments show that intermetallic phases grow on material transition zone of the joint. With a 10,000× magnification of sample A, an intermetallic phase, hereafter called as IP, was not identified. After heat treatment, at the sample F a clear IP layer can be detected at the magnification at 10,000-fold (Fig. 6).

Comparison of sample A (no intermetallic phase) and sample F (intermetallic phase at steel side) (magnification ×10,000)
By measurement of IP layer thickness, the IP can be quantitatively categorized. After a 90 min heat treatment at 400 °C the occurring IP layer reaches a maximum thickness of about 0.6–0.7 µm (Fig. 7, left). The measurements show that the IP layer thickness depends on heat treatment conditions. The IP layer thickness grows with increased heat treatment temperature. After a 20 min heat treatment at 520 °C and artificial ageing, the maximum thickness on measured IP layer of sample D is within the range of 3.2–5.1 µm (Fig. 7, right).

Detailed SEM pictures of intermetallic phase (magnification ×10,000 left and ×2000 right)
The quenching of the samples after the heat treatment leads to a separation of the material joint due to the different coefficients of thermal expansion of steel and aluminum. This statement is supported by the fact that even in the aluminum alloy stirred steel particles have an enclosing phase and are surrounded by a cavity (Fig. 8).

Intermetallic phase at stirred steel particles (magnification ×250 left and ×1000 right)
Additional energy dispersive X-ray spectroscopy (EDX analysis) provides information about chemical consistence of the IP layer at the measurement points P1-P3 and of base material at the measurement fields P4 and P5 (Fig. 9). At the points P1-P3, the atomic percentage of aluminum is around 70% (Table 5). Because of the high aluminum content, here the IP consists of one or several Alrich intermetallic compounds like FeAl2, Fe2Al5 or FeAl3.

Measurement points and fields for EDX analysis (magnification ×2000)
4 Conclusion and outlook
Multi-material blanks made from mild steel DC04 combined with aluminum alloy AA6082-T6 and AA5754-H22 can be produced using the same friction stir welding parameters. The FSW blanks with the strain hardened aluminum alloy AA5754 show tensile strengths and hardness HV 0.2 similar to those from the aluminum base material. The FSW blanks from DC04 and AA6082 show a significant reduction of both, tensile strength and hardness. Post-weld heat treatments result in an increased hardness on the aluminum side, which meets the hardness of the aluminum base material.
Additionally, heat treatments show a growth of intermetallic phases at the transition zone of steel and aluminum. The brittle intermetallic phases in combination with the very different coefficients of thermal expansion of steel and aluminum lead to a material separation during the quenching. The intermetallic phases are formed as a result of elevated temperatures upon contact of the two metals. Even with an increase in strength by precipitates in the aluminum alloy, the intermetallic phase remains the weakest point of the weld joint. It is assumed that the brittle intermetallic phase represents an unacceptable deterioration of the material composite even without thermal shock, so a heat treatment without quenching in water cannot be sufficient.
The present results can be used for development and design of multi-material structural components made of welded aluminum and steel sheets especially in automotive applications. The described heat treatment investigation work allows the determination of intermetallic phase and basic description of IP appearing after heat effect on a multi material weld joint. Although the heat treatment of aluminum steel joints is not appropriate for increasing the mechanical properties, the knowledge about IP growth phenomena depending on temperature is important for safety reasons.
References
Thomas WM, Nicholas ED, Needham JC, Murch MG, Temple-Smith P, Dawes CJ (1991) International Patent Application No. PCT/GB92/02203 and GB Patent Application No. 9125978.9
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R 50:1–78
Dawes CJ, Woodward R, Leroy C (1999) Friction Stir Welding (Basic Level). TALAT Lecture 4410
Sauvage X, Dédé A, Cabello Munoz A, Huneau B (2008) Precipitate stability and recrystallisation in the weld nuggets of friction stir welded Al-Mg-Si and Al-Mg-Sc alloys. Mater Sci Eng A 491:364–371
Adadande AS, Naniwadekar AM, Gaikwad SP, Khot AR (2013) An overview of friction stir welded alloys: microstructure and properties. IOSR J Mech Civil Eng (IOSR-JMCE) 2:1–6
Jiang WH, Kovacevic R (2004) Feasibility study of friction stir welding of 6061-T6 aluminium alloy with AISI 1018 steel. Instn Mech Eng Part B J Eng Manuf 218:1323–1331
Watanabe T, Takayama H, Yanagisawa A (2006) Joining of aluminum alloy to steel by friction stir welding. J Mater Process Technol 178:342–349
Coelho RS, Kostka A, dos Santos JF, Kaysser-Pyzalla A (2012) Friction-stir dissimilar welding of aluminum alloy to high strength steels: mechanical properties and their relation to microstructure. Mater Sci Eng 556(A):175–183
Göttmann A, Mertin C, Mosecker L, Naumov A, Bambach M (2013) Properties of friction stir welded blanks made from DC04 mild steel and aluminum AA6016. Adv Mater Res 769:237–244
Murr LE (2009) A review of FSW research in dissimilar metal and alloy system. J Mater Eng Perform 19(8):1071–1089
Cater S, Galloway A, McPherson N, Steel R, Tatlock G, Dawson K (2013) Friction stir welding of steel: a process update. Welding and Cutting 12, DVS Media, pp 268–276
Sato Y, Kokawa H, Enomoto M, Jogan S (1999) Microstructural evolution of 6063 aluminum during friction-stir welding. Metall Mater Trans 30A:2429–2437
Shigematsu I, Kwon YJ, Suzuki K, Imai T, Saito N (2003) Joining of 5083 and 6061 aluminum alloys by friction stir welding. J Mater Sci Lett 22:353–356
Mertin C, Naumov A, Mosecker L, Bambach M, Hirt G (2014) Influence of the process temperature on the properties of friction stir welded blanks made of mild steel and aluminum. Key Eng Mater 611–612:1429–1436
Mertin C, Mosecker L, Naumov A, Göttmann A (2013) Analyse von rührreibgeschweißten Verbunden aus Tiefziehstahl DC04 und der Aluminiumlegierung AA6016. 20. Sächsische Fachtagung Umformtechnik, 27.-28.11.2013, Hrsg.: A. Brosius, Technische Universität Dresden 2013, pp 73–82
Kammer C (2010) Aluminium-Taschenbuch. Band 1–3. Aluminium, Düsseldorf
Edwards GA, Stiller K, Dunlop GL, Couper MJ (1998) The precipitation sequence in Al-Mg-Si alloys. Acta Mater 46:3893–3904
Simar A, Bréchet Y, de Meester B, Denquin A, Pardoen T (2007) Sequential modeling of local precipitation, strength and strain hardening in friction stir welds of an aluminum alloy 6005A-T6. Acta Mater 55:6133–6143
Geiger M, Merklein M, Vogt U (2009) Aluminum tailored heat treated blanks. Prod Eng Res Devel 3:401–410
Kolbeck C (2008) Reibrührschweißwerkzeug-EP 2219814 B1, Patent
Lacková P, Buršák M, Milkovič O, Vojtko M, Dragošek L (2015) Influence of heat treatment on properties of EN AW 6082 aluminium alloy. Acta Metallurgica Slovaca 21(1):25–34
Acknowledgements
The authors thank the German Research Foundation DFG for the support of the depicted research work within the Cluster of Excellence “Integrative Production Technology for High Wage Countries”.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Naumov, A., Mertin, C., Korte, F. et al. On the growth of intermetallic phases by heat treatment of friction stir welded aluminum steel joints. Prod. Eng. Res. Devel. 11, 175–182 (2017). https://doi.org/10.1007/s11740-017-0712-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-017-0712-0