
Abstract
This paper analyses experimental results and different hypotheses about the resistance of the machined material to plastic deformation in machining. It is necessary to take into account that strain rate and temperature affects the mechanical properties of the material. It is useful to describe the regularities of material resistance to plastic deformation with differential equations, determining a dependence of the specific deformation work on deformation. For machining processes, the correlations between yield point and deformation or rather flow curves are analytically deduced from the differentiation of the specific deformation work. It has been found out that the flow curves are vaulted for the adiabatic conditions of deformation in the chip forming area and the accumulation zones near the cutting edge. The yield point here reaches its maximum for deformations that are usually lower than the true final shear of the material penetrating through the chip forming area. It is suggested to take these maximum values of the yield point as mechanical properties of the material to be machined. The main goal of the theoretical and experimental investigations presented in this paper is to establish the analytical dependence of the specific deformation work and therefore also of yield point and specific tangential forces on deformation, taking account of the effect of temperature on yield point. The main advantages of applying the specific deformation work is not only its direct relation to deformation temperature but also the possibility of experimentally determining this work through specific tangential forces and true final shear. In this way it is possible to establish how deformation temperature affects yield point by means of empirical constants.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The resistance characteristics of the machined material to deformation in cutting are usually determined by mechanical test methods for tension and pressure and the subsequent extrapolation to the necessary amount of plastic deformation occurring during machining. However, the deformation of the material and hence the specific deformation work during machining is usually higher by one order of magnitude, and the strain rate is higher by about eight orders of magnitude than in standard test methods for tension and pressure. In addition, large plastic deformation and an inhomogeneous deformation distribution in the primary shear zone cause a heterogeneous temperature distribution. In turn, this leads to an uneven resistance of the machined material to plastic deformation. It has to be taken into account that the conditions differ for the deformation of the material in the chip forming area or rather primary and secondary shear zones as well as in the accumulation zones and in the areas of the plastic contact between chip and wedge [1]. It must also be taken into consideration that the resistance of the material to plastic deformation in the shear and accumulation zones varies very much.
Deformation, strain rate and temperature are linked to each other during the machining process. When determining the mechanical properties of a material with a standard test, an operator establishes these factors irrespective of such interactions. This leads to substantial errors when determining the mechanical properties of the material to be machined. How the above-mentioned factors influence the dependence of yield point on deformation in machining is not taken into sufficient account. Such considerations are necessary because the conditions of the material’s deformation in machining processes differ considerably from standard tests. At present, analysing the regularities of the machined material’s resistance to plastic deformation in cutting is limited to examining only the mean values of yield point, which are extended to a wide range of change in deformation. This range includes both the areas of the hardening of the material to be machined and the areas of the softening [2–6]. Many investigations are exclusively restricted to the experimental determination of specific tangential forces in the chip forming area or primary shear zone [3–5, 7, 8]. This is, however, insufficient to be able to establish a dependence of yield point on deformation or rather a flow curve for machining processes and to evaluate maximum values of yield point.
For different machining conditions, deformation partly occurs in a relatively large region of the chip forming area. This deformation is partly located in a narrow region immediately at the boundary of the chip forming area [5]. The localisation of deformation in this narrow area has a considerable effect on the softening of the material to be machined. Such an effect must absolutely be taken into consideration when determining the flow curve.
It is impossible to determine a flow curve of the machined material by experiment under cutting conditions due to the uneven distribution of deformation in the shear zones. Moreover, the yield point of the material to be machined does not only depend on the size of deformation but also on the change in temperature, which involves changes in deformation and yield point. The parameters mentioned have a certain interaction with each other, which cannot be established by experiment. That is why not only experimental but also theoretical or analytical examinations have to be carried out to determine flow curves.
The main goal of the theoretical and experimental investigations presented in this paper is to establish the analytical dependence of the specific deformation work and therefore also of yield point and specific tangential forces on deformation, taking account of the effect of temperature on yield point.
2 Analysis of hypotheses about the regularities of material resistance to deformation in machining
2.1 Effect of strain, strain rate and temperature on the yield point
Many researchers assumed that there are uniform regularities, applying to the resistance of the material to be deformed to plastic deformation, for different cutting layouts of a material, including tension, forming and material removal, see, e.g., [3–5]. A large number of investigations on tensile tests assume that stress intensity depends on strain εi, strain rate \({\dot{\varepsilon }}_{i}\) and an increase in homologous temperature ΔT′ [9–13]:
Among other things, the equation (called conditional equation in the following) representing a dependence of shear yield point τp on deformation εp, strain rate \(\dot{\varepsilon }\) and an increase in homologous temperature ΔT′ is defined as follows [15]:
where Sb is true tensile strength, ε p is current value of the true shear, \(\upvarepsilon_{{_{0} }} \, = \,\sqrt 3 \cdot \ln \left( {1 + {\updelta \mathord{\left/ {\vphantom {\updelta {100}}} \right. \kern-0pt} {100}}} \right)\) is true shear deformation at a specific strain δ, is strain shear rate in tension, T is the temperature of a deformable material, m, n, k, B are empirical constants representing an effect of deformation, strain rate and temperature on a current value of the yield point τp, \({\varDelta \bar{T}}^{{\prime }}\) is the mean value of increase in the homologous temperature in the chip forming area, ΔT is the change in absolute temperature, T is the current temperature, T0 is room temperature, Tm is the melting temperature of the material.
The conditional equation in the form of (2) cannot be directly applied as material model for machining processes, as an increase in temperature during cutting is not an independent variable and depends on deformation εp as well as the current yield point τp. Hence, the conditional equation for meeting the deformation conditions in machining has to be searched for in the form of a flow curve τp(εp) containing empirical constants. These constants represent effects of deformation, strain rate and temperature.
2.2 Hypothesis about an application of the simple form of loading by cutting
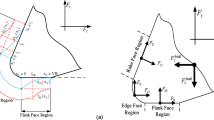
The dependences of specific tangential forces τ t in the conditional shear plane on true final shear εw when turning different steels were compared with the dependences of shear yield point on shear deformation in tension τp(εp) [3]. The specific tangential forces τt were interpreted here as maximum values of the yield point in the chip forming area. It is, however, more correct to interpret the specific tangential forces τt, obtained by experiment, as quotient of the specific deformation work in relation to true final shear εw or rather as average of the yield point. This follows from a definition of the specific tangential force τt in the chip forming area by the projection Fτ of the forces Rξ and Rν on the rake face of the wedge onto the shear plane A and the deformation capacity in the chip forming area through this force F τ and the specific deformation work Aw—Fig. 1.

Layout for establishing the specific tangential force ττ in the chip forming area (a), velocity diagram and cutting scheme (b)
The following dependences can be deduced from the above-mentioned and Fig. 1:
where b is width of cut.
The following can be concluded from (3):
where ν2 is the velocity of the chip shear relative to the workpiece in the direction of the shear plane A, εw is true final shear, K is chip compression ratio.
To extrapolate the dependences τp(εp), a law of “single load” was used which does not take account of an effect of strain rate and temperature on yield point [15]:
2.3 Hypothesis about the stability of specific tangential forces in the chip formation zone and their relation to material strength by tensile test
It was detected that specific tangential forces τt in machining were close to the shear yield point in tension in several cases [3]. This yield point was established here by extrapolating the dependence (3) on the size of deformation of the true shear during machining. For this reason an empirical correlation was suggested to estimate specific tangential forces τt in the shear plane during machining [3]:
where A is the empirical coefficient; A2.5 is the shear yield point in tensile tests, which is extrapolated to a deformation of ε = 2.5.
Regarding the majority of several examined steels, the forces τt did nevertheless not increase with growing deformation as required by the law of “single load” (see 6). They rather remained constant or even decreased.
Apart from the dependence (7), other correlations between forces τt and strength characteristics in tensile tests were suggested as well. Among other things, the following empirical correlations were obtained for establishing specific tangential forces τt in the chip forming area and on the rake face qF when turning different steels using tools with shortened rake faces [1, 16]:
These correlations obtained by experiment are presented in Fig. 2.

Mean specific tangential forces τ t in the chip forming area and on the shortened rake face of the wedge qF depending on true tensile strength Sb in machining [16]
These constant and decreasing dependences τt(εw) show that the flow curves τp(εp) for tensile tests and machining do not agree with each other. This corresponds with the experimental investigations on machining and pressure of aluminium in the range of changes in shear deformation between 0.6 and 1.5 [9]. The specific tangential forces in the shear plane during machining were considerably greater here than the compression strength.
That the flow curves for pressure and machining in the range of smaller deformations do not agree can be explained by the effect of strain rate on the stresses in the shear plane during machining. The effect of temperature on the yield point and the specific tangential forces in machining are assessed differently as well. One side contests that temperature affects the specific tangential forces in the chip forming area and on the rake face of the wedge [3, 4, 14]. This is confirmed by the fact that the temperature in the chip forming area does not exceed a limit of 400 °C as a rule [15]. In addition, it was assumed that a decrease in yield point during machining is completely compensated by its increase on account of a major effect of strain rate at higher temperatures [16]. Assuming that temperature has no substantial effect was accepted regarding both the specific tangential forces in the chip forming area and the specific tangential forces on the rake face of the wedge [8, 13, 17]. Another side confirms that strain rate and temperature have a considerable effect on the yield point in machining [1, 15].
The following analysis of the experimental data is presented to justify the latter point of view.
3 Effect of strain rate and temperature on specific tangential forces in the chip forming area
3.1 Effect of strain rate
Owing to the analysis of results obtained by experiment, it is detected in [3] that the ratio of strain rates in tension and machining affects the mean value of yield point. Specific tangential forces τt are examined when machining different steels at a depth of cut of a = 0.22 mm and a tool orthogonal rake angle of the wedge of γ = 20°. Experimental analyses were carried out at extremely low cutting speeds of ν = 0.2 m/min to rule out an effect of temperature on specific tangential forces τt [3]. In addition, tensile tests were simultaneously conducted at the same strain rates. A quotient of the strain rates in machining and tensile tests was approximately two powers smaller than with conventional cutting parameters. This quotient is, however, great enough and reaches about 106.
In view of the fact that specific tangential forces τt in the chip forming area are characterised by mean values of yield point, they are compared with extrapolated mean values of tensile strength:
where Aw,t is the dimensionless specific deformation work in tensile tests, which is extrapolated to deformations of the true final shear during machining εw.
If the strain rate is taken into account and an effect of temperature is ruled out, a dependence of specific tangential forces τt in the chip forming area at mean values of tensile strength can be approximated by the following function:
where Kε is the coefficient of deformability, determining the differences between the deformation conditions of the machined material in the chip forming area for machining and tensile tests.
Table 1 shows the experimental data and results when comparing specific tangential forces τ t in the shear plane with the mean values of yield point ττ,m.
In the machining of the examined steels, the forces τt are approximately 1.3 times greater than the mean values of tensile strength extrapolated to the deformation of true final shear in machining (see Table 1). Hence, the coefficient Kε is 1.3. According to this coefficient, an increase in strain rate by about 106, which corresponds to a transition from tensile tests to machining at relatively low homologous temperatures T′ = 0,165), is capable of causing a considerable rise in the mean value of yield point τt,m.
To estimate the effect of homologous temperature on the coefficient of deformability Kε, it is analysed how relative changes in strain rate affect the yield point in the machining of different materials [4] such as lead, aluminium and steel. The results of the analysis are shown in Fig. 3.

Effect of homologous temperature on the coefficient of deformability Kε
Hence, the coefficient of deformability Kε in machining and other kinds of deformation such as, e.g., tensile tests does not only depend on changes in strain rate \({\dot{\varepsilon }}\)/\({\dot{\varepsilon }}_{0}\) but also on changes in homologous temperature ΔT′. For modern machining processes, the difference in cutting speed is within one degree of power at most. Contrary to this, the difference between the speed of a standardised tensile or pressure test and the cutting speed in machining is eight degrees of power. A change in deformation speed within in one degree, which implies the change in cutting speeds for different machining processes, changes the derived coefficient of deformability from 1.258 to 1.344. This change in the coefficient of deformability can be ignored. Therefore, a quotient of strain rates for machining in the range of conventional cutting parameters and for tensile tests is about 108 and can be assumed as constant [15]. Accordingly, the values of the coefficient Kε have to be greater with growing homologous temperature (see Fig. 3). This coefficient can be represented as a function of the increase in homologous temperature:
3.2 Effect of the deformation temperature
Owing to the experimental data of specific tangential forces in the chip forming area and on the rake face of the wedge, it can be inferred that there is a hardening effect of the machined material due to the change in coefficient Kε as well as a softening effect of the temperature in machining [1]. For example, it can be concluded from the experimental data shown in Fig. 2a, that yield point rises roughly proportionally to the increase in true breaking point as well as that the quotient τt/Sb decreases with increasing true tensile strength Sb or correspondingly increasing deformation temperature θD:
where CV is the specific volumetric heat capacity of the material to be machined.
Figure 4 shows how temperature affects the mean yield point when machining different steels. Specific tangential forces in the area of plastic contact between tool and chip are lower than in the chip forming zone, when machining steels with a shortened rake face of the wedge (see 8): q F ≈ 0.75 · τ t [16]. Such a ratio of the values of mean specific tangential forces in the chip forming area and in the area of plastic contact can be interpreted in favour of the decrease in yield point of the machined material on the rake face with growing temperature (see Fig. 4b). This results in the uneven distribution of the specific tangential forces on the rake face of the wedge, involving an increase in temperature. This leads to the effect of temperature on yield point in machining.

Effect of temperature on the mean yield point when machining different steels
It is assumed that the maximum value of yield point is reached in the accumulation zone B (see Fig. 1a) near the cutting edge at lower temperatures. Accordingly, the maximum value of yield point in the accumulation zones of the rake face q0 and the flank face should be considerably greater than τt and qF.
Regarding today’s state of the measuring technology, it is impossible or very difficult to determine the direct experimental reason why there is such a maximum by means of establishing the change in specific tangential forces in the very small area of the accumulation zone B. However, this can be indirectly accounted for by establishing specific tangential forces in the accumulation zone G of the flank face (see Fig. 1a), where the deformation conditions are very similar to the corresponding conditions of the accumulation zone B [16]. Such changes in specific tangential forces in the accumulation zone G of the flank face were investigated for the machining of steel C45 [1]. It was found out that the specific tangential forces in the accumulation zone G are greater than in the chip forming area—Fig. 5.

Comparison between specific tangential forces on the rake face, in the area of plastic contact, in the accumulation zone of the flank face and in the wear chamfer of the flank face for the machining of steel C45
In the experimental examinations of forces and chip compression ratios [18] during the machining of steel C45, the quotient of the specific tangential forces qF/τt did not remain constant but decreased in accordance with the calculated cutting temperature on the rake face or the Péclet number [1, 19]—Fig. 6.

Quotient of the specific tangential forces qF/τt depending on Péclet number (a) and cutting temperature on the rake face of the wedge (b) [1]
The experimental results indicate that there are considerable changes in specific tangential forces, if the machining conditions differ. Yet changes in yield point, which could be even greater due to the effect of deformation, strain rate and temperature, may show considerably greater deviations than changes of its mean values. Due to the complexity of mathematically modelling whole flow curves τp(εp), it is useful in the first stage to restrict the examination of the regularities of the machined material’s hardening to balancing the intensity of hardening caused by deformation and strain rate as well as the intensity of softening caused by temperature.
4 Theoretical determination of the flow curve of the machined material in cutting
The main advantages of applying the specific deformation work is not only its direct relation to deformation temperature but also the possibility of experimentally determining this work through specific tangential forces and true final shear. In this way it is possible to establish how deformation temperature affects yield point by means of empirical constants.
4.1 Determining the flow curve for adiabatic deformation conditions in the chip forming area
Equation (2) defines the yield point as a function of three independent variables: ratio of deformations εp/ε0, ratio of strain rate \({\raise0.7ex\hbox{${{\dot{\varepsilon }}}$} \!\mathord{\left/ {\vphantom {{{\dot{\varepsilon }}} {{\dot{\varepsilon }}_{0} }}}\right.\kern-0pt} \!\lower0.7ex\hbox{${{\dot{\varepsilon }}_{0} }$}}\) and ratio of homologous temperature \(\varDelta {\rm T^{\prime}} = {{\varDelta \uptheta_{\rm D}}}/{\rm T_m}\). Due to the analysis carried out (see Chapter 3), it can be assumed that the ratio of strain rates in machining and tensile tests is constant and approximately 108. Characterising this ratio, the coefficient of deformability Kε can be represented here as a function of the increase in homologous temperature (see 12).
If the deformation conditions are very close to adiabatic processes, an increase in homologous temperature ΔT′(εp) can be made up for a current value of deformation εp by a current value of the specific deformation work Aw,t corresponding to this deformation as follows:
Compared to the shear yield point τp, the advantage of putting in the specific work Aw,t is that the specific work can be established from the specific tangential force τt obtained by experiment, from the true tensile strength Sb and the true final shear εw In contrast to the work Aw,t, the yield point τp(εp) cannot be directly determined by experiment in machining. Putting in the specific deformation work as a parameter of the machined material’s deformation condition also allows excluding not only temperature but also yield point from the conditional Eq. (2):
If (14) and (15) are taken into consideration, the conditional Eq. (2) is transformed as follows:
For example, in the case of
specific deformation work is defined as follows:
The values of the specific work as calculated according to Eq. (18) were compared with those established by experiment according to the measured values of the forces and the chip compression ratios in machining [1]. They show a good agreement of the results obtained by experiment and in theory—Fig. 7.

Comparison between calculated and experimentally determined values of the specific deformation work in machining and tensile tests
The specific work Aw,t in tensile tests is defined according to Eq. (10). These values, which are extrapolated in accordance with the usual deformations in machining according to the law of single load, differ more from the experimental results than the values calculated in view of the effect of strain rate and temperature (see Fig. 7). It is very important for the comparison to take into account that it is more reasonable to use the experimental data about resultant forces and chip compression ratios for directly determining the dependence of specific work on true shear than the characteristics of the flow curve τp(εp).
Owing to the ratio (15), Eq. (18) can be differentiated for establishing the flow curve τp(εp) for the deformation conditions in machining, taking the effect of strain rate and temperature [20] into consideration:
Comparing the flow curves for machining and tensile tests with the same deformations and at temperatures corresponding to different strain rates shows that strain rate considerably affects yield point—Fig. 8.

Comparison between calculated and experimentally obtained values of the ratio of yield point to shear for machining and true tensile strength
Analysing Fig. 8 shows that there is no considerable correlation between deformation and the dependences of yield point on current true shear εp and of specific tangential forces τt on true final shear εw in the machining of steel C45. Other researchers came to this conclusion as well [3, 9]. In this case, the current and maximum values of yield point differ only marginally from the mean value τt/Sb. These data also indicate that flow curves for machining and tensile tests do not correspond for a wide range of change in deformation. Hence, the correlations between yield point and final deformation can prove to be increasing, decreasing and constant for different machined materials, depending on the tendency of these materials towards deformation hardening and temperature softening.
The maximum value of yield point \(\tilde{\tau }\) and the corresponding value of deformation shear \(\tilde{\varepsilon }\) are attained if the material to be machined has the same intensities of hardening and softening:
where B = 1.25 and Kε = 1.3 are empirical constants taking account of the effect of temperature and strain rate on yield point.
4.2 Determining the flow curve for isothermal deformation conditions in the chip forming area
The condition that there is no hardening (20) is absolutely necessary for localising deformation in a narrow region close to the boundary of the chip forming area [21]. Owing to the localisation of deformation, yield point cannot be greater than a value corresponding to the highest temperature for true final shear εw:
The phenomenon of localising deformation in a narrow region and the involved softening of the material to be machined may considerably affect the dependences of the specific work and the specific tangential forces in the chip forming area on true final shear. Figure 9 presents such an example for the machining of steel 35Cr3MoNi.

Effect of localising deformation in a small area on the dependence of the specific work in the machining of steel 35Cr3MoNi [3]
According to the calculations, the ratio of shear yield point to true tensile strength attains a maximum value of \({\tilde{\tau }}\)/Sb = 0.726 at a localised shear of \({\tilde{\varepsilon }}_{\tau }\) = 0.41 when machining steel 35Cr3MoNi. If final shear is εw = 2, the ratio \({\tilde{\tau }}\)/Sb of yield point to true tensile strength stabilises at a value of 0.649. By contrast, this ratio stabilises at values of 0.593 and 0.544 if final shear is εw = 3 and εw = 4 respectively. Hence, the decreasing dependence of the specific tangential forces in the chip forming area on true final shear results from the effect of deformation temperature on the level of the yield point’s stabilisation when localising deformations in a narrow area—Fig. 10.

Different flow curves and the dependence of the specific tangential forces in the chip forming area on true final shear when machining steel 35Cr3MoNi [3]
Hence, material resistance to plastic deformation in machining as well as differences in the regularities of how true final shear affects the specific tangential forces in the chip forming area are connected with such factors as a tendency of the machined material to deformation hardening (factor m) as well as a degree of the deformation temperature’s effect on yield point Bτ and true tensile strength Sb.
Information about the specific tangential forces in the chip forming area is not sufficient to completely describe the resistance of the machined material to deformation in machining. The experimental results presented in Fig. 3 show that the coefficient of deformation conditions may take on different values for the deformation zone areas with different temperature distributions and thus with different mean values of temperature increase ΔT′ even if final shear εw is constant.
Concerning machining, it is useful to distinguish between the quantity of the coefficient of deformation conditions for the chip forming area and the one for the accumulation zones B and G (see Fig. 1): Kετ for the chip forming area and Kεq for the accumulation zones. Thus Kετ ≈ 1.3 for the homologous temperature T′ = 0.167, characteristic of the chip forming area, in which deformations are unevenly distributed [15].
4.3 Determining the flow curve for adiabatic deformation conditions in accumulation zones at the rake and flank faces of the wedge
If the temperature is more evenly distributed in the accumulation zone B (see Fig. 1) at T′ = 0.33, the coefficient of the deformation conditions can attain greater values of Kεq ≈ 1.6. The uneven distribution of temperature also influences the coefficient of the deformation conditions here. Correspondingly, the dependence of yield point q on current true shear εp is established for the accumulation zones B and G with the coefficient of the deformation conditions Kq by using the following equation:
Similar dependences are characteristic of the yield point in the chip forming area and in the accumulation zones as well—Fig. 11. Among other things, the maximum yield point can attain a value of \({\tilde{\tau }}\) = 663 MPa for a true final shear of εp = \({\tilde{\varepsilon }}_{\tau }\) = 1.6 in the machining of steel C45.

Yield point depending on current true shear for the machining of steel C45
As it follows from Eq. (9), the maximum value of yield point \({\tilde{\tau }}\), which can be reached in the chip forming area, only depends on constants of the material to be machined. These constants determine the material’s strength characteristics in tensile tests, a tendency towards hardening of deformation and strain rate as well as a tendency towards temperature softening. Hence, the maximum value of yield point characterises the resistance of the machined material to plastic deformation under the conditions prevailing in the chip forming area. In the accumulation zone B, the value of maximum yield point \(\tilde{q}\) has to be determined with the following equation due to the greater strain rate hardening, owing to the more evenly distributed temperature:
Under these deformation conditions, the material to be machined is characterised by a varying resistance to plastic deformation. The maximum value of yield point \(\tilde{q}\) is used as a characteristic of the material’s resistance to plastic deformation in the accumulation zone B. The maximum yield point reaches a value of \(\tilde{q}\) = 794 MPa in the accumulation zones B and G at a true final shear of εw = \({\tilde{\varepsilon }}_{q}\) = 1.36 for steel C45 with mechanical properties corresponding to the experimental data described in Fig. 11. The maximum yield point of 794 MPa in the machining of steel C45 is 1.76 times higher than shear true tensile strength (\(\tau_{tw} \; = \,{{S_{b} } \mathord{\left/ {\vphantom {{S_{b} } {\sqrt 3 }}} \right. \kern-0pt} {\sqrt 3 }}\) = 452 MPa).
Schematising the distribution of the yield point and thus the heat flow density in the accumulation zone G of the wedge’s flank face and the wear chamfer D is of decisive importance for calculating the temperature on the flank faces of the tool. It is equally important to establish the maximum value of the yield point at the boundary between zones B and C (see Fig. 1). This information is to be used for calculating the temperature distribution and the yield point, which are connected to each other, in the zone C of plastic contact between the chip and the rake face of the wedge.
5 Conclusion
The conducted experimental results confirm that the specific tangential forces change considerably under different machining conditions, resulting from the effect of deformation, strain rate and temperature. They affect the yield point of the material to be machined if the mass is greater.
If the intensities of the cutting material’s hardening and softening are balanced out, deformation is localised in a narrow region of the chip forming area and leads to change in yield point as well as to its decrease due to the effect of final temperature on the whole localised area. It was proven by experiment that yield point reaches a maximum in the chip forming area and in the accumulation zones, where yield point is greater than in the chip forming area. Yield point does not depend on machining conditions and thus can be assumed as true mechanical properties of the material to be machined. To determine these mechanical properties, theoretical approaches were worked out which can be used as a thermomechanical model for establishing true mechanical properties of the machined material.
The thermomechanical model qualitatively and quantitatively explains how yield point changes for a wide range of varying machining conditions. In addition, the true mechanical properties of the machined workpiece, which were determined with the acquired thermomechanical model, can be used as a material model for numerical cutting models.
References
Heisel U, Kushner V, Storchak M (2012) Effect of machining conditions on specific tangential forces. Ann WGP, Prod Eng 6(6):621–629
Childs TH, Maekawa K, Obikawa T, Yamane Y (2000) Metal machining theory and applications. Arhold, London, p 403
Zorev NN (1966) Metal cutting mechanics. Pergamon Press GmbH, Frankfurt am Main, p 526
Rosenberg AM, Eremin AN (1956) Theorieelemente des zerspanprozesses von metallen. GNTIML, Moskau, p 319
Zorev NN, Granovskiy GI, Larin MN, u A (1967) Development of cutting metal science, Moscow, Machinery, p. 415
Thomsen GG (1966) Application of the mechanics of plastic deformation to metal catting. CIRP Ann 14:113–123
Astakhov VP, Shvets S (2004) The assessment of plastic deformation in metal cutting. J Mater Process Technol 146:193–202
Shaw MC (1984) Metal cutting principles. Clarendon Press, Oxford, p 200
Finni I, Yolec I (1962) Application of chip strain for stress–strain diagram receive by testing data of metal cutting. ASME Constr 4:39–46
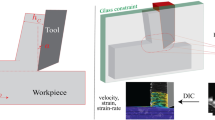
Heisel U, Storchak M, Eberhard P, Gaugele T (2011) Experimental studies for verification of thermal effects in cutting. Ann WGP, Prod Eng 5(5):507–515
Johnson GR, Cook WH (1983) A constitutive model and data for metals subjected to large strains, high strain and high temperatures. Proc. 7th Int. Symp. On Ballistics, The Hague, Netherlands, pp. 541–547
Özel T, Zeren E (2004) A methodology to determine work material flow stress and tool-chip interfacial friction properties by using analysis of machining. Proceedings of IMECE’04, Anaheim, California, November 13–19, pp. 529–537
Oxley PLB (1989) Mechanics of machining, an analytical approach to assessing machinability. Ellis Horwood, Chichester 242 p
Heisel U, Storchak M, Krivoruchko D (2013) Thermal effects in orthogonal cutting. Ann WGP, Prod Eng 7(2):203–211
Vereshchaka AS, Kushner VS (2009) Cutting of metals. High School, Moscow, p 536
Kushner VS (1982) Thermomechanische theorie des ununterbrochenen zerspanprozesses von plastischen materialien. Universität Irkutsk, p. 180S
Poletika MF (1969) Contact loading at cutting surfaces tool. Machinery, Moscow, p 150
Merchant ME (1945) Mechanics of the metal cutting process, J Appl Phys 16(6)
Großmann K, Jungnickel G, Mühl A, u.a. (2012) Ermittlung des Aufteilungsverhältnisses der beim Spanen in Wärme umgesetzten Verlustleistung. ZWF 4S:217–222
Hill R (1998) Mathematical theory of plasticity. Oxford Classic Texts in the Physical Sciences, p. 368
Kushner VS, Storchak MG, Zhavnerov AN, Krutko AA (2009) Definition of the real mechanical properties of materials at the big strains in adiabatic conditions//the Omsk scientific bulletin. Omsk. 2 (80):65–69
Acknowledgments
The presented results were gained in the project “Development of a Concept for Determining the Mechanical Properties of the Cutting Material in Machining”, funded by the German Research Foundation (DFG). The authors would like to thank the DFG for this support, which is highly appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kushner, V., Storchak, M. Determining mechanical characteristics of material resistance to deformation in machining. Prod. Eng. Res. Devel. 8, 679–688 (2014). https://doi.org/10.1007/s11740-014-0573-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-014-0573-8