
Abstract
Cross wedge rolling is a forming technology that offers a lot of advantages: No flash occurs, cycle times are low, lubricants are not necessary and the machines are easy to automate. Currently, cross wedge rolling is applied at hot temperatures only. An adaption of this technology to warm temperatures (about 500–950 °C) can increase the geometrical spectrum of warm forgings. The advantages of warm forged parts in comparison to hot forged parts are closer tolerances, reduced surface roughness, no scale and reduced decarburization. To apply cross wedge rolling at warm temperatures, the possibilities of defects e. g. internal voids and improper formed work pieces must be analysed. This paper describes the development of a warm cross wedge rolling process with one area reduction. The paper also includes results of finite element analysis (FEA), experimental trials with a downsized work piece and the adaption to the industrial work piece in original size. In the FEA simulations tools with serrations on the side have been used. The downsizing method is explained and the difference between FEA, downsized and originally sized work piece with the focus on forming forces, temperature distribution and defects are presented.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In modern business, the efficient use of resources, the optimization of processes and managing costs are key competitive factors. In the metal forming industry the pressure of competition is constantly increasing and the implementation of these competitive factors is important for staying in business.
Many automobile components, e. g. for engine, power train and chassis, are high duty parts with high requirements concerning mechanical properties and quality. They are mostly produced by forging. The standards for these parts are permanently increasing, thus the products and processes in forging also have to fulfil rising demands. Additionally, the globalization of economic life has intensified the suppliers’ competition. The increasing prices for energy and steel cause the manufacturers to reduce these cost factors. Next to the costs, another challenge is to meet the ecologic demands for the reduction of energy and material [1].
2 State of the art
2.1 Warm forging
The majority of parts made of steel are hot forged at temperatures between 1,000 and 1,300 °C. The main disadvantage of this temperature level is the occurrence of scale, which leads to bad surface qualities and a waste of valuable material. Additionally, scale exerts a negative influence on the durability of the tools. This can be avoided by using warm forging processes. Warm forging is an economical alternative to the conventional hot forging technology. Warm forging offers several advantages:
-
closer tolerances, IT 8 to IT 9, improving the material utilization and decreasing the allowances for subsequent machining operations,
-
reduced surface roughness (less than 20 μm),
-
no scale, reduced decarburization improving the product quality and
-
reduced energy input.
There are numerous definitions for the warm forging process of steel. They all have in common that the temperature range is considered to be approximately 600–900 °C. According to one of the latest definitions the warm temperature field of the forging method impact extrusion is between about 500 and 950 °C [2]. This temperature range is limited by major material specific properties, e. g. flow stress, fracture strain and scale formation. The lower limit of the temperature range is given by a significant increase in flow stress and a decrease in formability of material. The upper limit is set by an increase of scale formation and decarburization, which has a negative impact on the final work piece surface quality [3–5].
The geometrical spectrum of warm forged parts is limited. The more the mass distribution varies along the longitudinal axis, the more forging operations are necessary, as the tool material can only withstand limited loads. Additional forming operations cause a negative impact on the achievable tolerances. This is caused by cooling in each forming step [6].
2.2 Cross wedge rolling
Cross wedge rolling (CWR) is a metal processing technology, to plastically deform a cylindrical billet into an axis symmetrical part by two tools, which are moving tangentially relative to the work pieces main axis. Wedges are the shaping elements on the tools. Shafts with tapers, steps, shoulders and walls with almost no draft can be produced using the CWR technique [7, 8]. CWR processes offer several innovative and unique features over traditional machining, forging and casting operations. These features include [7, 9]:
-
higher productivity/low cycle time,
-
higher material utilization,
-
high area reductions in the cross section of the work piece,
-
improved environmental conditions,
-
simple machine concept and
-
less energy consumption.
Despite these advantages, the CWR process has not been widely accepted throughout the manufacturing community [10]. This can mainly be attributed to complexities involved in CWR-tool design. The design of CWR-tools is difficult, because of failure mechanisms that can lead to defects being encountered during the CWR process. These defects can be improperly formed cross section of work piece, surface defects and internal defects [11].
A typical CWR-tool consists of three or four zones. These are knifing, guiding, stretching and sizing zone. Further main geometric tool characteristics are the forming angle α and the wedge angle β. In Fig. 1 these angles are shown on a three-zone CWR-tool.

Geometric CWR-tool parameters of a single wedge tool
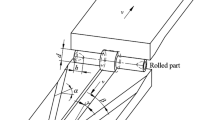
Industrial forming angles are defined between 25° and 35°; wedge angles are mostly selected from 7° to 9°. A larger wedge angle (e. g. 9°) reduces the tool length and hence, the tool mass as well. The deformation of the work piece diameter before rolling d0 and after rolling d (see Fig. 2), can be described using the parameter area reduction ΔA. This parameter can be calculated as follows [12]:

Geometric parameters of work piece
According to Lange [13] cross wedge rolling machines can be divided into three configurations. The criterion for this classification is the shape of the tools:
-
two convex curved rolling tools, mounted on two round rollers rotating in the same direction
-
flat rolling tools, with a linear movement
-
one convex rotating tool and one concave curved unmovable rolling tool
Xiong [14] conducted research concerning the effect of warm CWR at about 680 °C to the microstructure of high carbon steel rods made of a Fe-0.8-1Cr alloy. Results show a fining of the microstructure near the surface with cementite particles between 0.1 and 0.2 μm and an improved material flow in this area. Measurements of the mechanical properties show a low decrease of strength in the cross section of the billet. Details about the CWR process and a design procedure for industrial application are not presented.
3 New warm forging process chain
To combine the advantages of warm forging and cross wedge rolling a new process chain is developed in the EC-founded project “DeVaPro—Development of a Variable Warm Forging Process Chain”. In this project, a common hot CWR-process is adapted to the special requirements of warm forming. This preforming operation allows a wider mass distribution in one step in comparison to die forging. Furthermore, an intermediate heating operation is integrated in the process chain to compensate temperature loss. The following process chain configuration results: cutting, preliminary heating (induction), CWR, intermediate heating (induction), forging, trimming and cooling (see Fig. 2).
In the project DeVaPro a steering link, which is a long flat part, was chosen as a sample part. Long flat pieces are according to the definition of Spies [15] part of shape class 3, parts with pronounced longitudinal axis. Additionally, the work pieces are not axially symmetric to the longitudinal axis and have subsidiary elements. The steering link is a typical long flat piece and its forging sequence is shown in Fig. 2. The material of the steering link is a micro alloyed steel 38MnVS6. It is used for the development of the forging sequence, FEA and experimental CWR-analysis (Fig. 3).

Warm forging process chain of DeVaPro
4 FEA of forging sequence
4.1 Simulation model
FEA with the simulation software FORGE 2009 are used to investigate the effect of lower temperature during the rolling and forging processes, in comparison to hot forging. The approach is to use tools with serrations in the simulation and standard parameters (boundary conditions) concerning friction and thermal coefficient. No lubrication is used during cross wedge rolling of steel. So the friction factor μ = 0.4 and the friction module m = 0.8 have been chosen. Environmental temperature of 20 °C (still air) and tool temperature of 100 °C have been selected.
The cross wedge rolling tools (single wedge geometry) have been designed using the CAD-software Pro/ENGINEER and have been implemented in the FEA-program (see Fig. 4). The tools are symmetric. So, only one symmetric tool half is integrated in the simulation model, in order to reduce computing time. These tools are equipped with serrations on the side area (depth: 0.36 mm) to increase the friction between work piece and tool. The simulation model and details of the serrations are illustrated in Fig. 4.

Simulation model for FEA and detail of serrations on the wedge side
The mash size is set to 2 mm for the work piece and 5 mm for the wedge tool. At the serration, the mash size is adjusted manually, due to the complicated surface geometry.
4.2 FEA-results
For the FEA three temperatures are chosen: 850 and 950 °C in the warm temperature field and 1,250 °C in the common hot temperature field as reference. The main focus is on the rolling forces, defects and the temperature distribution, because these are the most important parameters in forging industry.
The mass distribution of the rolled billet (original and downsized dimensions) in the forging sequence is parameterized and shown in Fig. 2 relating to Table 1.
This billet shape allows minimum flash occurrence after final forming (see final forming in Fig. 2). The area reduction ΔA of this billet is 50 %. For the new cross wedge rolling process an optimum design of the rolling tools (flat wedge tools) is derived from the billet geometry (see Fig. 1). The wedge angle β is iteratively varied between the maximum of 9° and the minimum of 5°. Criteria, to be met, includes a minimum wedge length, with the purpose of reducing temperature loss and a rolled billet free from structural defects. The optimum wedge angle β is found at 7° with a forming angle α of 25°.
To identify the effect of lower temperatures on the load of the rolling machine, horizontal and vertical rolling forces have been analysed for the CWR-process in original size (100 %). The simulations show that the maximum horizontal force increases from 20 kN (1,250 °C) up to 50 kN (950 °C). At 850 °C the horizontal force is 60 kN. The maximum vertical force increases from 60 kN (1,250 °C) to 140 kN (950 °C). In general, the horizontal force is about a third of the vertical force.
5 Downsized cross wedge rolling process
Experimental trials have been performed to verify the FEA simulations and to investigate defects of the work piece. To margin technical and monetary effort of the experimental equipment the wedge and work piece geometry have been downsized. The challenge is to represent the original process. The most essential criterion during the downsizing procedure is the surface-volume-ratio. This ratio has a significant impact on the temperature distribution in the work piece. Figure 5 shows the surface-volume-ratio of the raw part and the rolled work piece at geometrical sizes between 20 and 100 % in steps of 10 %.

Surface-volume-ratio of raw part and rolled work piece at different sizes
The flow stress has a high impact on the forming characteristics of a material and depends on the temperature significantly. So, the temperature distribution in the downsized model must be qualitatively equal to the original process, to represent similar forming characteristics. The approach is to size the geometrical parameters length, width and breadth in 20 %-steps down to 40 % using FEA and select an expedient compromise, with regard to the similarity of the temperature distribution in the work piece. An adequate compromise was found at a size of 60 % (see Fig. 6). The differences in temperature distribution between the rolled originally sized work pieces (100 %) and downsized work pieces (80 and 60 %) are only slight; at 40 % size a large aberration can be seen (see Figs. 6, 7). In all cases rolling time is about 1.5 s and is between industrial approved CWR times of one or two seconds.

Temperature distribution of billet at different sizes (initial temperature: 950 °C, ΔA = 50 %, α = 25°, β = 7°)

Temperature distribution along centerline of work piece at different sizes in FEA (initial temperature: 950 °C, ΔA = 50 %, α = 25°, β = 7°)
Figure 7 presents the temperature distribution along the centreline of one symmetric half of the work piece, directly after rolling. In this diagram the dimensions of the downsized work pieces are adjusted to the same length for a better comparison. All four work piece sizes have in common that the temperature is increased in the work pieces centre. The initial work piece temperature is 950 °C and at the sizes of 60, 80 and 100 % the temperature increases to values between 975 and 980 °C. At 40 % size it is only 960 °C. At the surface of the work piece the temperature values are equally to the initial temperature for all sizes.
Further significant forging parameters are the deformation degree and stress in the work piece. For all work piece sizes the deformation degree at the beginning of the stretching zone and the von Mises stress have been analysed and a high similarity has been found (see Fig. 8).

Von Mises strain and deformation degree in FEA at different sizes at the beginning of the stretching zone (initial temperature: 950 °C, ΔA = 50 %, α = 25°, β = 7°)
The chosen downsizing ratio of 60 % provides the representation of the developed CWR-process in original size by the downsized CWR-process. The temperature distribution of the downsized work piece is comparable to the original size, deformation degree and von Mises stress are almost the same and the geometrical dimensions are sufficiently reduced, to achieve an adequate economic level. The maximum horizontal force at 60 % size and 950 °C is 19 kN and the maximum vertical force is 52 kN. So, small standard components e. g. hydraulic cylinders and hydraulic power units can be used for the new experimental CWR-apparatus.
6 Experimental CWR analysis
The aim of the experiments is the applied investigation of the effect of different temperatures and wedge configurations on the CWR-process. The downsized work piece and tool geometries (60 %) are used for the experiments.
The experimental equipment is integrated in a hydraulic press of the manufacturer NEFF with a maximum force of 6,300 kN at IPH. The wedge tools are designed in a flat wedge configuration and are moved linear by the force of two hydraulic cylinders. This experimental equipment configuration is much simpler and more economical in comparison to a cross wedge rolling machine with two round rollers.
The wedge fixture allows mounting of different wedge tools, in order to test different wedge geometries. Two hydraulic cylinders (maximum force: 50 kN each) are connected with bearing blocks to the wedge fixture and execute the forming force. Hence, the direction of the hydraulic cylinders and the forming force are in the same plane. Thereby, shear force and negative torque are avoided. The bearing block allows clearing in the case of overturning. To record the forming forces between wedge fixture and hydraulic cylinder, force probes are mounted. The upper system of the experimental equipment is equal to the lower system and is mounted to the press ram directly. Lower and upper systems compose the complete experimental equipment (see Fig. 9).

Experimental equipment at IPH
The distance between the wedge tools implicates the area reduction of the work piece and is controlled by the press ram. Therefore, different area reductions can be tested by moving the press ram before a rolling operation.
In the experimental trials the following parameters were chosen (Table 2):
The measured data of rolling forces, which occur in horizontal direction in the downsized process (size: 60 %) at 850, 950 and 1,250 °C are shown in Fig. 10. The maximum horizontal force increases beginning from 14 kN (1,250 °C) up to 32 kN (950 °C). At 850 °C the horizontal force is 37 kN.

Measured horizontal forming force (size: 60 %, ΔA = 50 %, α = 25°, β = 7°)
So, the horizontal forming force is more than doubled (plus 229 %) by decreasing the work piece temperature from the common hot forging temperature 1,250 °C to 950 °C. This increase of force is caused by the increasing flow stress of the material at lower temperatures. By decreasing the work piece temperature from 1,250 °C to 850 °C, the force increase is about 264 %. The increase of these forces is typical for warm forging processes and equal to those.
The effect of the area reduction ΔA to the forming force is insignificant: it varies about 2 kN between all tested area reductions of 40, 50 and 60 %. This seems to be illogical, because more material is formed and this fact cannot be explained with certainty. So, the authors conclude, that from the geometrical CWR-process parameters only the wedge angle α, the forming angle β and the raw material diameter d0 have a significant influence on the horizontal forming force.
7 Validation of measured temperatures and forces at different work piece sizes in FEA and experiments
The difference between FEA, experimental trials for the downsized and the original CWR-process is analysed, with regard to the temperature distribution on the surface and the forming forces.
Using an infrared camera, the temperature of the work piece was measured over the whole length directly after rolling at orginal size (100 %) in the process chain and at downscaled size (60 %) for the initial temperature 900 °C (measurements at 850 and 950 °C are too inaccurate and not presented). The temperature distribution measured at 100 % is a little lower than at 60 % size. The measurements have more up- and downturns than in the FEA, where the curves are more plane. The upper peaks of the measured curve at 60 % size are up to 50 °C lower than in the simulation. The upper peaks of the measurements have around 5 °C difference to the simulation. A difference of 50 °C at 900 °C initial temperature is about 5.5 % and is tolerable. Comparing the curve measured at 100 % size with the simulation at 100 % size a minimum difference of 10 °C (1.1 %) and maximum difference of about 100 °C (11.1 %) are identified. The temperature distributions are presented in Fig. 11 and the length of the downsized work pieces are stretched to the same length of the work piece in original size, to allow a better comparison.

Comparison of temperature distribution measurement and FEA-calculation after rolling at 60 and 100 % size (initial temperature: 900 °C, ΔA = 50 %, α = 25°, β = 7°)
To conclude, the average of all four curves in Fig. 11 is around ±50 °C (±5.5 %) distant to each curve. This is tolerated, because in this case temperature measurement is not trivial: Different factors, e. g. surface properties of work piece, inhomogeneous temperature distribution, tolerances of furnace and thermo camera can influence the results negatively. More precise measurements can be done, however especially the monetary effort increases then and this was not possible in the project.
The measurement of the horizontal force in the experimental trials (60 % size) includes an additional force, which is caused by the friction between the tool and the guiding plate. After subtracting this additional force, the force in horizontal direction is about 20 % higher than in the FEA at an initial temperature of 950 °C (see Fig. 12). One assumption for this difference could be the used material models, which are well investigated for forging, but not for CWR. Furthermore, the friction in the slide bearing is different from the technical data sheet. The shape of the force-stroke plot in FEA and experimental trials have a high similarity. The arithmetical average of five measurements is calculated and presented in Fig. 12.

Comparison of measured and calculated force in horizontal direction at 60 % size (initial temperature: 950 °C, ΔA = 50 %, α = 25°, β = 7°)
At 850 °C the measured force in horizontal direction is 10 % higher and at 1,250 °C it is 24 % higher than in the simulations.
These force differences up to 24 % between simulation and measurement can be accepted, because based on IPH’s experience much higher differences can occur e.g. in die forging simulations, although optimal parameters (e.g. friction coefficient) have been used. On the other hand, this shows the importance of experimental tests to identify exact forces, if required. Parameters e.g. friction coefficient and heat transfer setting were varied in order to improve the simulation results concerning the forces. Nevertheless, no reasonable improvements were reached.
The temperature distribution and the horizontal forming force of original and down sized model are compared with FEA-results and the measurements of the experimental trials. This model can be used for new CWR processes as a first approach. The temperature measurement should be improved, if differences of about 11 % are not allowed. Process forces have to be measured experimentally in addition to the FEA or can be adjusted according to the achieved results.
8 Material analysis
8.1 Defects (internal voids)
The parts rolled with different tool geometries, using three forging temperatures and three levels of area reduction (40, 50, 60 %) have been examined in order to determine the influence of the rolling parameters on microstructure and mechanical characteristics.
A special attention has been paid to the formation of internal defects such as voids and cracks induced by the onset of Mannesmann effect, which influence the forged parts negatively [7, 12]. From all the parts tested just two were found with internal defects (elongated voids, in the symmetry axis). These defects appear in the middle zone of the parts, due to the large stretching efforts reached during deformation process. Both of the parts belong to the parameter set tool geometry β = 5°, α = 25° and 60 % area reduction. The rolling temperatures for these two parts were 850 °C (see Fig. 13) and respectively 950 °C.

Rolled work piece with internal void (initial temperature: 850 °C, ΔA = 60%, α = 25°, β = 5°)
This analysis shows that the tool geometry and the area reduction are the main factors, which can induce internal elongated voids rather than the value of temperature. Void formation is more supposable at lower rolling temperatures.
For the CWR-tools used in the process chain at 100 %, the wedge angle 7° and forming angle 25° have been selected alongside with the area reduction 50 %. The rolled work pieces at 850, 900, and 950 °C have been analysed and no internal voids have been found.
The surface quality in the middle section of the work piece is improved by increasing the rolling time. Best results were achieved at rolling times of 3 s: Spiral groves, which would occur at rolling times of about 1 s are not identified.
8.2 Mechanical properties
Taca [16] investigated the mechanical properties of the rolled work pieces. A good compromise between the strength properties (tensile strength and 0.2 offset yield strength) and the impact properties was reached by using a rolling temperature of 900 °C. The moderate tensile characteristics (about Rm = 850 and Rp0.2 = 520 MPa) above the minimum target values (Rm = 800 and Rp0.2 = 520 MPa) are accompanied by values of impact energy over 50 J. The microstructure is fine, consisting of ferrite-pearlite grains and just the inclusions (especially manganese sulphides) create a slight orientated aspect. At 900 °C, the steel 38MnVS6 has excellent workability, rare cracks, good ductility; the deformation can be done with higher strain rates and heavy reduction. Considering the shape of engineering tensile curves (stress–strain), the material has the following behaviour: very short range of uniform plastic deformation (elongation, without necking) until the maximum load. This indicates a high tendency of the materials to reach local plastic deformation in the very early stage of the process.
The conclusion is: up to a value of about 60 % local plastic deformations, no significant defects appear in the material under tension. Fatigue cracks were initiated on external points of the specimens and developed to the centre, reducing the cross section area and inducing the final fracture. 38MnVS6 steel shows a uniform distribution of voids on both fatigue fracture areas and on the final one.
9 Summary and outlook
A new warm forging process chain including warm cross wedge rolling has been developed and taken into operation. The geometrical spectrum of warm forgings can be expanded by warm cross wedge rolling. The investigation of the new cross wedge rolling process was done by using FEA and experimental trials based on a geometrically downsized model. The downscaling allowed a reduction of monetary effort concerning tools, machine and analysis.
Using CWR-tools with a wedge angle of 7°, a forming angle of 25° or 30° and a maximum area reduction of 60 % work pieces without internal voids can be rolled at minimum temperature of 850 °C. The force in moving/horizontal direction of the flat wedge tools increases from the common hot forming temperature 1,250 °C to the warm forging temperature of 850 °C and is about three times higher.
The development of the warm CWR-process was successful and can be applied, if closer tolerances and higher surface qualities than in common hot CWR are needed. In this case, the advantages are more valuable than the e. g. three times higher forming forces. For large work pieces, the maximum machine power is almost reached in hot CWR and warm CWR could not be possible or machines with much more power are necessary.
In the field of research and development, future work should focus on the boundary condition of warm CWR for other part groups, where multi-wedge tools are used, e. g. pinion drive shafts. Especially, the adoption of further materials, including hybrid materials, should be investigated.
From the industrial point of view, the power of the machines should be adapted to the requirements of warm CWR. Machines with flat wedge tools or CWR-modules, which can be integrated in e. g. a hydraulic press allow the economic application of CWR at small batch sizes.
References
Müller S, Lau P, Nickel R (2008) Influence of the process parameters on the multi-directional forging operation of a two cylinder crankshaft. In: TMS 2008 137th annual meeting and exhibition: proceedings of the ninth global innovations symposium, 9–13 March 2008, New Orleans, LA, USA, pp 121–127
N N (1998) Kaltmassivumformen von Stählen—Anwendung, Arbeitsbeispiele, Wirtschaftlichkeitsbetrachtungen für das Kaltfließpressen. In: VDI-Richtlinie 3138, VDI-Gesellschaft Produktionstechnik, Düsseldorf, Germany
International Cold Forging Group (2001) ICFG Document, No. 12/01, Erlangen, Germany
Geiger M, Neugebauer R (2003) Process basics of warm forging for shaft-shaped parts (Prozessgrundlagen für die Halbwarmumformung wellenförmiger Teile mit weit auskragenden Formelementen). Studiengesellschaft Stahlanwendung, Report P 452, Düsseldorf, Germany
Hustedt P, Kohlstette J (2003) Warm precision forging of long part (Präzisionsschmieden von Langteilen—jetzt auch im Halbwarmbereich). Schmiedejournal 3:24–26
Behrens B-A, Suchmann P, Schott A (2008) Warm forging: new forming sequence for the manufacturing of long flat parts. In: Production engineering, Springer Verlag, Berlin, 2–3, pp 261–268
Li Q, Lovell M (2008) Cross wedge rolling failure mechanisms and industrial application. Int J Adv Manuf Technol 37(3–4):265–278
Pater Z (2003) Tools optimization in cross wedge rolling. J Mater Process Technol 139(1–3):153–159
Herbertz R, Hermanns H (1997) Querkeilwalzen. Ein wirtschaftliches und flexibles Vorformverfahren für die Großserienfertigung. Schmiede-Journal, Industrieverband Massivumformung e 2:20–21
Wang B (2006) Roller type wedge cross-rolling process of shaping eccentric stepped shaft, Patent: CN000001810407A, WANG BAOYU HU
Johnson W, Mamalis AG (1977) A survey of some physical defects arising in metal working processes. In: 17th international MTDR conference, IFC, Ltd., eds., London, pp 607–621
Li Q et al (2002) Investigation of the morphology of internal defects in cross wedge rolling. J Mater Process Technol, no. 125–126:248–257
Lange K (1988) Umformtechnik Band 2: Massivumformung. Springer-Verlag, Berlin u.a
Xiong Y et al (2006) Effect of warm cross-wedge rolling on microstructure and mechanical property of high carbon steel rods. Mater Sci Eng A 431:152–157
Spies K (1959) Die-preforming and production using rolling (Die Zwischenformen beim Gesenkschmieden und ihre Herstellung durch Formwalzen). Westdeutscher Verlag, Köln, Germany
Taca M, Vasile E, Alexandrescu E (2011) Influence of forging temperature on the mechanical properties of micro alloyed steels. In: The eighth international congress in materials science and engineering Iasi, Romania, 6–29 May 2011
Acknowledgments
The authors thank the European Commission for the funding of this project (project number: 221967) within the 7th Framework Programme (Research for the Benefits of SMEs; Call identifier: FP7-SME-2007-1).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kache, H., Stonis, M. & Behrens, BA. Development of a warm cross wedge rolling process using FEA and downsized experimental trials. Prod. Eng. Res. Devel. 6, 339–348 (2012). https://doi.org/10.1007/s11740-012-0379-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-012-0379-5