
Abstract
Asymmetric Incremental Sheet Forming (AISF) is a relatively new manufacturing process. In AISF, a CNC driven forming tool imposes a localized plastic deformation as it moves along the contour of the desired part. Thus, the final shape is obtained by a sequence of localized plastic deformations. AISF is suitable for small series production of sheet metal parts as needed in aeronautical and medical applications. Two main process limits restrict the range of application of AISF in these fields. These are the low geometrical accuracy of parts made from titanium alloys or high strength steels and, for titanium alloys, the limited formability at room temperature. In this paper a new concept for laser-assisted AISF is introduced including the required components. Furthermore, the CAX tools used for programming the NC path for the forming tool and the laser spot are illustrated. First experimental results show that the formability of the alloy Ti Grade 5 (TiAl6V4), which is usually used in aeronautic applications, can be increased.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Incremental sheet forming: introduction and state of the art
Asymmetric incremental sheet forming (AISF) is a relatively new sheet metal forming process. It can be used for rapid prototyping and small batch production of sheet metal parts. AISF is based on incremental, "kinematical" forming: the final part is obtained through a sequence of localized plastic deformations which are induced by the continuous motion of a CNC controlled forming tool [1].
The most important process variations of AISF are shown in Fig. 1. These are Single Point Incremental Forming (SPIF) in which the sheet metal is fastened to the sheet metal holder without added support, and Two Point Incremental Forming (TPIF) which includes a die to support the blank during forming.

Process variants of the AISF
SPIF is the variation which does not involve dedicated dies and is therefore very flexible. However, for many applications, it is mandatory to support the sheet metal to decrease unwanted deviations from the target geometry.
Due to the fact that only a single die or no die is used, AISF is optimally suited for the production of individualized products or small batch sizes such as parts for the aerospace industry or medical applications.
However, for AISF to be established e.g. in the aerospace industry, it is mandatory (1) to improve the geometrical accuracy of the process and (2) to enable forming of titanium alloys with low formability, which are commonly used in the aerospace industry.
AISF shows a special kind of localized springback. Due to the elastic fraction of the deformation induced by the forming tool, the sheet metal springs back behind the moving tool. Thus, bulges occur especially in large, shallow areas [2]. Springback increases as the ratio of elasticity modulus to yield stress increases, as it is the case for titanium alloys.
Titanium alloys, due to the hexagonal crystal structure, have a limited number of active slip systems and thus possess limited formability at room temperature [3].
Currently, super plastic forming is widely used to produce parts from TiAl6V4 [4]. Super plastic forming is carried out at high temperatures (T > 500°C) and very slow strain rates in the range of 10−4 s−1. For superplastic forming, complex tools made from high-temperature resistant steels are used.
Compared to super plastic forming, AISF could be advantageous due to the fact that cheaper tools can be used and that larger strain rates can be imposed. This has motivated research into warm incremental sheet metal forming processes in the younger past. In [5], laser-supported spinning of industrial parts made of Ti Grade 2 and TiAl6V4 is presented.
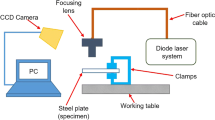
Preliminary tests on laser-assisted AISF were published in [6]. The aim of the experiments was to verify the possibility of increasing the formability of Ti-alloys through a combination of AISF with local laser heating among other things. The experimental set-up used is shown in Fig. 2. The laser was rigidly mounted on the sleeve of the machine. The laser’s incident angle was set to 45°, so that the sheet metal was heated by the laser spot at a constant distance to the forming tool. With a linear motion of the tool (see Fig. 2) only a simple elongated pocket could be produced.

Experimental setup—laser spot, forming tool and the procedure of the forming process [6]
Experiments were performed on Ti Grade 2 and Ti Grade 5 (TiAl6V4). The attainable forming depth was evaluated as a function of temperature (see Fig. 3). The maximum increase in forming depth was observed at temperatures of approximately 400°C. It was shown that a notably higher formability increase can be achieved for TiAl6V4 in comparison to Ti Grade 2.

Comparison of the maximum depth achieved in experiments with Ti Grade 2 and TiAl6V4 formed at room temperature (RT) and 400°C [6]
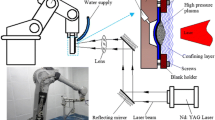
In [7] and [8] the possibility of formability and accuracy improvement by laser assistance due to the incremental forming process has been investigated for TiAl6V4 and other materials. The set up used in this work is based on SPIF. The laser spot and the forming tool act on different sides of the sheet metal. Their positions coincide during forming, i.e. the laser spot and the forming tool are moved synchronously. With this set-up, only SPIF can be performed. Also, it is not possible to heat the sheet metal ahead of the moving tool, which might be advantageous for formability since the deformation is not strictly localized under the forming tool.
To increase the flexibility of laser heating compared to previous approaches, a new laser optic is presented in this paper. The new laser optic allows to heat the sheet metal in a certain distance ahead of the moving tool. Due to the fact that the laser spot acts on the same side as the forming tool, the new set-up presented can be used to perform both SPIF and TPIF. In Sect. 2, the development of the laser optic and its integration into a dedicated AISF forming machine are detailed. Section 3 then features first experimental results achieved with the new setup.
2 Development of a hybrid incremental sheet forming system
2.1 Requirements for the development of laser-assisted AISF
Laser-assisted AISF is developed with the goal to process materials which are used in the aerospace industry, such as Ti alloys [9]. A machine concept was developed for the combination of AISF with local heating by laser radiation, which conforms to the following requirements:
-
Since forming in AISF is localized, localized heating of the forming zone shall be provided.
-
Heating shall occur in front of the moving forming tool. This is due to the wanted softening of the forming zone while simultaneously ensuring high stability of the adjoining material.
-
The laser spot has to be able to rotate around the forming tool for the production of complex geometries.
-
To ensure fast conversion from draft to part, the process planning has to be computer-assisted, based on CAD models of the parts.
-
Laser and optics have to be integrated into the machine controls.
In the following section, the developed machine components and their integration will be described.
2.2 Coaxial laser optics for laser-assisted AISF
For the laser-assisted AISF process the laser beam and the AISF tool have to be arranged in a way that the movements of the tool can be performed in all directions without obstruction due to the positioning of the laser optics. Therefore, a special optical system is needed that either creates a rotationally-symmetric laser beam distribution coaxially around the ISF tool (e.g. a ring-shaped beam), which enables synchronized movements of the tool and the laser beam without moving the laser. Alternatively, the beam can be arranged in a way that it maintains its position on the tool path ahead of the tool (in forward direction). In that case, for 2- or 3-dimensional movements of the tool either the laser optic or the beam needs to be able to rotate coaxially around the tool (Fig. 4).

Positioning of the laser beam with respect to the tool
In general, the laser optics cannot be rotated around the tool, since the tool is connected to the machine and the optical fiber for the beam delivery to the optics and supply circuits (e.g. for water, electricity, etc.) would be wound up by the machine and damaged. For that reason the beam has to be rotated within the optics.
2.2.1 Laser intensity distribution
To choose a suitable laser intensity distribution for the AISF process Finite Elemet (FE) simulations of the laser-assisted AISF process were performed.
The results of these FE simulations will be summarized here in condensed form since a detailed discussion of the FE model set-up and results would go beyond the scope of this work and will be published elsewhere in the future.
As possible intensity distributions two options were examined:
-
a stationary ring-shaped beam coaxially arranged to the tool
-
laser spots that are positioned in front of the tool, which rotate around the tool (on a circle with the in its center) to be ahead of the tool in the process.
It was found in the FE simulation that a ring-shaped beam around the tool is not advantageous for the process due to the continued heating of the sheet metal after the forming process has taken place. Rather, the energy input should be in front of the moving tool to heat the material shortly before forming takes place.
Therefore, it was decided to use a laser beam distribution that is positioned ahead of the tool to limit softening of the material to the area of the forming zone. Possible laser spot shapes are elliptical, round, rectangular, line- and crescent-shaped beams. The FE simulation did not show significant differences between these laser spot shapes in terms of local strain distributions and strain rates. For this reason, it was decided to choose simple elliptical intensity distributions for the experiments described in Sect. 3. Furthermore, it was decided to reduce the number of process parameters influencing the heating of the forming zone by keeping the distance between the forming tool and the laser spot, the spot size and shape, the intensity distribution of the laser and the laser power constant. A systematic analysis of these parameters will be subject of future work.
2.2.2 Optical concepts
The optical system for the AISF process has to be designed for operation with a 10 kW fiber coupled diode laser, which emits laser light in the range of 900–1,030 nm. The beam delivery fiber has a diameter of 1,000 μm and a numerical aperture (NA) of 0.22 ± 0.02. The laser beam has to be coaxially aligned with the forming tool. The tool consists of two components: the actual tool and the tool holder (Fig. 5). The maximum diameter of the tool holder is 53 mm.

AISF forming tool
The tool holder is fixed to the machine head of the ISF-machine. The laser optics has to be arranged in such manner that the beam can be delivered from the side towards the tool and subsequently be guided by a mirror parallel to the tool onto the sheet metal. For rotating the beam around the tool without crossing of tool and beam, the beam has to be guided by a system of mirrors, or alternatively a system of prisms, around the tool by splitting up the beam, guiding separated parts of the beam around the tool and recombining the beams behind the tool. In the example of Fig. 6 an incident beam is being split up by a mirror-prism and redirected towards the outer mirrors, which direct the two parts of the beam towards the 90° bending mirror. The base of the mirror-prism needs to be at least as big as the diameter of the tool. This way the tool cannot be hit by the laser beam. The 90° bending mirror directs the two parts of the beam downwards where they are led by two more mirrors back inwards to another mirror-prism, which is identical to the first prism but reversed in direction of the optical path. At this second prism the two parts of the beam are recombined and directed towards the processing zone on the metal sheet. This way the beam is being guided around the tool without crossing it.

Guiding the beam around the tool without interaction of beam and tool (Example with a ring-shaped beam)
Essentially two main optical concepts are developed, which enable the realization of the above mentioned intensity distributions. The first optical concept is derived from a concept, which uses an axicon to create a ring-shaped laser beam as introduced in [10, 11, 12]. With this concept a variety of crescent-shaped beam distributions can be formed by decentering the beam relative to the axicon. Figure 7 shows in principle the transformation from a ring-shaped to a crescent-shaped laser beam distribution, where the middle picture shows the displacement of the beam by the size of the radius of the beam. To create a crescent shape beam distribution the original beam has to be displaced to an extent that the center of the axicon is not illuminated by the laser beam anymore. Therefore, the beam radius has to be less than half of the radius of the axicon. A proper crescent-shape has been achieved when the displacement of the beam equals or exceeds the radius of the original beam (Position 2 at the scale in Fig. 7).

Intensity distribution: Transformation of a ring-shaped beam into a crescent-shaped beam by displacement of the laser beam relative to the axicon
Figure 8 shows an optical system based on the above approach. The rotation of the beam in this concept is achieved by a lateral displacement of the beam with respect to the optical axis by a set of two prisms. By rotating these prisms around the optical axis the beam describes a circular path over the axicon. This way a rotating crescent-shaped beam is created. The mirror changes the direction of the beam so that the beam rotates around the tool. The beam-splitting prism prevents the beam from being blocked by the tool.

Concept for a coaxially rotating crescent-shaped laser beam distribution
The second concept (Fig. 9) is based on the lateral displacement of the beam and subsequent rotation of the beam by a set of two 45°-mirrors. The beam has to be split up and guided around the tool as well. This is realized by a set of prisms and mirrors. Without any further elements of beam shaping a circular shaped rotating beam is created. Cylindrical lenses, which focus or defocus the beam in only one direction, can be used to shape an elliptical beam. By the deployment of two cylindrical lenses that are turned 90° with respect to each other any given elliptical shape can be formed by choosing a suitable focal length for the lenses. The lenses are rotated together with the displacement mirrors, which enables the positioning of the laser spot in forward direction of the tool during the ISF process. For the realization of other beam shapes the cylindrical lenses can be replaced by appropriate beam shaping elements.

Concept of a coaxially rotating elliptical-shaped laser beam distribution
The advantage of the axicon concept is a smaller number of optical elements and the possibility to adjust the shape of the beam by simply moving the axicon relative to the beam. The disadvantage of this system for the intended application is that it needs a beam with a relatively small radius so that a proper crescent-shape is created without increasing the size of the axicon too much. Due to the low beam quality of the fiber coupled diode laser (100 mm·mrad) the divergence of the beam strongly increases for small beam radii which causes problems for the recombination of the beam after its components have been guided around the tool. Therefore and because of the exclusive use of standard components, the second concept with cylindrical lenses to create elliptical beam shapes has been chosen and realized.
2.2.3 Coaxial rotating optics for AISF
Figure 10 shows the realized optical system. The cylindrical lenses are fitted in slide-in modules, so that they can be exchanged easily to create different elliptical beam shapes. The distance between the laser spot and the tool on the metal sheet can be adjusted by varying the distance of the displacement mirrors. The motor that rotates the cylindrical lenses and displacement mirrors features a central free aperture of 35 mm through which the laser beam can propagate unobstructed. The first experiments were performed with a set-up that creates an elliptical spot of 15 mm × 45 mm at a distance of 45 mm to the tool (measured between the tool center point and the center of the laser spot, possible range: 40–50 mm) as starting position for future experiments. The distance was chosen in accordance with previous experiments with the set-up shown in Fig. 2. Without lenses the optic creates a round spot with a diameter of 35 mm. The optic features a water cooling for the fixed optical components and air cooling for the rotating optical components. The pressurized air that is used for the cooling is at the same time used as a cross jet when exiting the system through a set of small nozzles situated around the exit window of the optics.

Model (cross section) of the coaxial rotating optics for AISF
2.3 Machine concept and control system
Figure 11 shows a schematic diagram of the integration of the heating device into the machinery controls. Depending on the programmed tool path, the laser is turned on or off at designated positions by the controlling unit (NC) (see Fig. 11, 1→2). The laser beam is guided to a collimating optic through a light-conducting fiber (see Fig. 11, 2→5). The current position of the torque motor, which positions the laser beam, is transferred to the NC via a Driver Unit (an analog–digital converter) (see Fig. 11, 5→4→1). The NC controls the motion of the forming head (see Fig. 11, 1→3) and laser spot (see Fig. 11, 1→4→5) according to the programmed path. Therefore, the laser axis represents a fully fledged rotating axis in the controls.

Schematic diagram of the control system, 1 Numerical control, 2 Diode laser, 3 Optic connected to the spindle sleeve, 4 additional driver unit
The tool paths for forming are designed via CAD/CAM software Unigraphix NX5 (UG NX5). For this, a post processor (PP), which defines the position of the laser spot with respect to the tool path, was specifically developed for laser assisted AISF. The calculation is explained schematically in Fig. 12. First, a 3-dimensional tool path is calculated. The path follows the CAD-geometry and thus can be arbitrarily curved. In a second calculation, the path is segmented into defined line segments. The endpoints of the segments are represented as points in G-Code. For every point, a rotation angle for the laser spot is calculated, such that the movements of the forming tool and the heating spot are synchronized.

Schematic representation of path calculation
3 Experimental work
3.1 Experimental setup
Based on the initial experiments described in Sect. 1, the new machine set-up shown in Fig. 13 was used to perform experiments on 1.5 mm thick blanks of Ti Grade 2 and TiAl6V4. The laser optic was attached to an adaptor plate on the spindle sleeve. As the forming oil that is typically used in ISF cannot withstand higher temperatures, a carbon based, dry-film lubricant (Berulit 935) was applied to the blanks before forming. The settings of the laser optics were chosen such that an elliptical laser spot with dimensions of 15 mm × 45 mm at a distance of 45 mm to the tool was projected onto the sheet metal. The laser output (approx. 1,700 W) was kept constant during the entire experiment. To accomplish laser-assisted forming, the laser output was determined in preliminary tests, in which the heating of the forming zone to 400°C at given feed was guaranteed. To verify this, the temperature at the underside of the sheet metal was measured with thermocouples (Type K, NiCr-Ni).

Experimental setup
For the processing, forming tools from 1.2379 with spherical tips of 20 and 30 mm diameter, respectively, were used. The tools were coated with a heat resistant and friction reducing PVD-layer ((Ti,Zr)N/CrN+CrN). The formed geometry is a cone with a kidney-shaped base with a wall angle of 60° and a depth of 110 mm as shown in Fig. 14.

CAD-geometry of the test shape
The shape of the cone was chosen such that the laser spot, which runs ahead of the tool during forming, rotates both ways around the z-axis. During the experiment, the position of the laser spot was recorded to monitor its correct positioning (see Fig. 15). A z-level tool path was chosen for forming. The pitch between the z-levels was 0.35 mm. The forming velocity was set to 4,000 mm/min.

Position of the laser spot on the sheet metal during forming
3.2 Experimental results
Experiments have been carried out to show that the presented set-up permits the production of sheet metal parts with complex geometry. The position of the laser spot was monitored in order to verify the programming of the tool path and the integration of the laser axis into the CNC control unit.
Eight experiments were done in total. Four experiments were run with Ti Grade 2 and TiAl6V4, each. To measure the increase in formability due to laser heating, three of the four experiments for each material were performed using laser heating, and one reference experiment was performed at room temperature.
The forming process was aborted as soon as failure of the part was detected visually. The achieved forming depth was recorded. During the experiments, two different types of failures were observed: crack formation due to exceedance of the forming limit and penetration due to thermal input into the sheet metal. A summary of the results is given in Table 1.
A higher forming depth was achieved when using forming tools with a diameter of 20 mm compared to 30 mm. The maximum forming depth for Ti Grade 2 lies at 94 mm. For TiAl6V4 a depth of 98 mm was achieved. Without laser heating, it was possible to produce a part without failure from Ti Grade 2. However, for TiAl6V4, failure already occurred at a forming depth of 16 mm at room temperature.
A cone of Ti Grade 2 formed by laser-assisted AISF is shown in Fig. 16. It was observed that no dry lubricant was left on the sheet metal surface after forming. The surface which was in contact with the tool is highly scratched (detailed view lower-right side). The material particles stemming from the surface accumulated on the cone base (detailed view upper-right side). The particles take on the form of white powder.

Cone of Ti Grade 2 after forming, scratches and wear debris on working surface (see detail lower-right side), burned material particles (see detail upper-right side)
In the same way as for the part’s surface, wear is observed for the forming tools after the laser-assisted forming process (see Fig. 17). The applied coating was destroyed within the contact zone. After deterioration of the coating, the high adhesion tendency of steel to titanium causes high abrasive wear on both the part and the tool. This may be the reason for the different outcome in experiments with Ti Grade2 performed with the tool of 30 mm diameter as shown in Table 1 (2nd and 3rd experiment). Also, the substantial tool wear might explain the difference of the present results and previous results shown in Fig. 3, where an increase in formability had been observed for Ti Grade 2 in laser-assisted AISF compared to room temperature.

Wear on the tool tips, left tool with a diameter of 30 mm, right tool with a diameter of 20 mm
It is worth mentioning that wear is observed in all experiments, i.e. also at room temperature. As a consequence, it seems mandatory to reduce the forces generated by the sliding contact, e.g. using an idle, rotating tool, and to improve the stability of the coating of the forming tool.
A cone of TiAl6V4 (achieved depth 98 mm) is shown in Fig. 18. It can be observed that the temper color changes from the bottom to the top of the cone. This is due to the fact that the forming temperature increased towards the end of the forming process, where the loops of the tool path at a constant z-level are shorter than in the beginning of the process. Also, due to the constant laser power, the sheet metal is heated to a high temperature locally at locations with narrow radii of the tool path (see Fig. 18). The reason is the varying velocity of forming tool and laser spot. The velocity of the laser spot results from both the velocity of the forming tool and rotation about the tool axis. It is slowed down in areas with radii smaller than the distance between the tool and the laser spot. As a result of the constant laser output and the slower velocity, the energy input per unit length increases. The part shown in Fig. 18 finally failed due to the high local temperature. Still, the achieved depth increased significantly compared to cold forming.

Formed cone of TiAl6V4, left isometric view, right front view with observable penetration caused by laser heating
4 Summary and conclusions
The new setup for laser-assisted AISF was presented above, which allowed for the forming of a test shape made of TiAl6V4 to a much larger forming depth than by cold forming.
The developed heating unit, composed of a dedicated laser optics and laser, was successfully integrated into the forming machine. The integration of the laser axis into the CNC-controls allows for reproducible process control. The location of the heating zone can be established with the help of the given software used on the part’s geometry. Therefore, an important prerequisite for the successful combination of AISF and heating through laser radiation is fulfilled.
The experiments performed confirm the results of the preliminary investigations. Through the combination of laser heating and AISF, the formability of TiAl6V4 could be increased. In the case of Ti Grade 2, no improvement of formability of the material was found. Ti Grade 2, however, already has sufficient formability at room temperature and thus only served as a reference. The reason for the premature failure of Ti Grade 2 during laser-assisted AISF shows that temperature control and the reduction of friction and wear are mandatory in this process.
In future work, a concept shall be developed to measure and control the temperature in the forming zone. Tactile measurement of the temperature in the heating zone is not possible due to the movement of the forming tool and the laser spot. Preliminary experiments also showed that optical measuring principles, such as pyrometry and thermometry, are not easily applicable due to the changing geometry and surface quality of the sheet metal during forming and the connected change of its emissivity. The development of suitable measurement and control concepts, as well as alternative control principles for process temperature, will be the focus of future work. Additional FEM-simulations shall help study the influence of process parameters such as the distance between laser spot and forming tool. The strong abrasive wear of the tools and the worked sheet metal surfaces is a typical problem found in the processing of titanium. The surface roughness is a determining parameter for the part’s quality. Because of this, suitable tool concepts for the minimization of wear need to be developed.
References
Jeswiet J et al (2005) Asymmetric single point incremental forming of sheet metal. Annals CIRP 54
Bambach M et al (2009) Strategies to improve the geometric accuracy in asymmetric single point incremental forming. Prod Eng 3:145–156
Ames J (2008) Systematische Untersuchung der Beeinflussung des Werkstoffflusses bei der Inkremetellen Blechumformung mit CNC-Werkzeugmaschinen. Shaker Verlag, Aachen
G. Gottstein (2007) Physikalische Grundlagen der Materialkunde. 3. Aufl. ed. Springer, Berlin [u.a.]
ASM Handbook: metal working (2006) 10 ed. vol 14 B: ASM International
Klocke F, Wehrmeister T (2004) Laser-assisted metal spinnig of advanced materials, presented at the International conference on lasers in manufacturing (LANE), Erlangen
Biermann T et al (2009) Hybrid laser assisted incremental sheet forming: improving formability of Ti- and Mg-based alloys, in International conference on lasers in manufacturing (LiM)
Duflou JR et al (2007) Laser assisted incremental forming: formability and accuracy improvement. Cirp Annals Manuf Techn 56:273–276
Callebaut B et al (2008) Influence of laser assisted incremental forming on residual materials properties in International workshop on thermal forming and welding distorption, Bremen, pp 133–144
Diettrich J (2008) Applikationsangepasste Strahlgeometrie für das Laserstrahl-Löten, ed. Fraunhofer ILT Jahresbericht
Diettrich J (2008) Berarbeitungskopf für das Laserstrahl-Hartlöten mit abschattungsfreier, koaxialer Drahtzufuhr, presented at the Workshop Industrielle Anwendungen von Hochleistungsdiodenlasern, Dresden
Diettrich J et al (2009) Coaxial laser brazing head, in 5. International WLT-conference on lasers in manufacturing, München
Acknowledgments
The authors would like to thank the German Research Foundation DFG for the support of the depicted research within the Cluster of Excellence ‘‘Integrative Production Technology for High-Wage Countries’’. Furthermore we would like to thank our project partners, the Department of Ferrous Metallurgy IEHK, the Welding and Joining Institute ISF, the Fraunhofer Institute for Laser Technology ILT, the Chair for Technology of Optical Systems TOS and our industrial partners EiMA Maschinenbau GmbH and iCASOD GmbH.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Göttmann, A., Diettrich, J., Bergweiler, G. et al. Laser-assisted asymmetric incremental sheet forming of titanium sheet metal parts. Prod. Eng. Res. Devel. 5, 263–271 (2011). https://doi.org/10.1007/s11740-011-0299-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-011-0299-9