
Abstract
New requirements from the automotive industry regarding light weight design request the realization of structural parts with maximum strength over 1,000 MPa. On the other hand, demands concerning part complexity, function integration and part quality become higher and higher. The press hardening technology of boron-manganese alloyed steel for blank based part applications represent the state of the art. Typical applications are reinforcement parts in crash relevant car body structures. The consequently using of such parts allows to fulfil the requests of current and future cars regarding crash performance at acceptable structural weights. Beside press hardening parts also hydroformed profiles enable a high potential for applications in structural car body elements with high loads. By this, hydroforming of tubes and blanks at room temperature represents also the state of the art for several applications in car body structures or exhaust systems, but also for special applications outside the car industry. These parts are mainly made from materials such as steel, high-strength steel, stainless steel and aluminium. Originating from increased demands for hydroformed parts regarding maximum strength and complexity the limits of conventional hydroforming processes are reached. The use of temperature as a process parameter in hydroforming offers the chance to increase the application field of this innovative technology. The potential of this strategy was proven; complex car body parts of aluminium and magnesium were realized at elevated temperatures. However, today available fluids can only be used up to 300°C because of the limited thermal resistance of the available fluids. Gaseous media (e.g. nitrogen) offer the chance to use the potential of temperature-supported hydroforming also in steel forming. Consequently, temperatures up to 1,000°C can be provided. In analogy to hot stamping processes for blanks, it is also possible to combine the gas forming process with a special heat treatment and to realize closed structural parts with highest strength in anthology to applications of hydroformed car body structures, such as A-pillars (BMW, Volvo, Opel), roof rails (Audi), cross members (BMW), crash cans (Volvo) or sill reinforcement parts (Audi, Volvo), in serial production.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The automotive industry and its current complement of vehicles are characterized by constant change and a continuous development process. And, if nothing else, social change evokes tendencies within society such as an increasing orientation towards individualism, experience-orientated product geometry right through to subtle expressions of form as a status symbol which, in relation to motor vehicle development, are reflected in an increased diversity of products. In particular, increasing requirements in terms of safety and comfort have, over the past few years, led to a considerable increase in vehicle weight. Environmental considerations and the commercial viability of vehicles increase the demands placed on modern automotive construction and this has a significant effect on development targets for current and future generations of vehicles. At the same time both resource-saving vehicle operation and resource- and energy-efficient manufacture are in the forefront of the efforts being made by the automotive industry.
One of the most important challenges facing the automotive manufacturers in the next few years is to reduce significantly the fuel consumption fuel consumption. Concurrently, the development of highly efficient, environmentally-friendly powertrains highlights the potential, for weight reduction in motor vehicles. German motor manufacturers estimate that automobile weights need to be reduced by up to 30% in the next few years without prejudicing existing high comfort and safety standards.
The concept of lightweight construction has become a synonym for a revolutionary industrial trend [1]. The consistent implementation of lightweight concepts in the motor vehicle structure is regarded as an important step towards achieving the targeted weight savings without adversely affecting the function, safety and service life of the structure. At the same time, the use of lightweight materials in construction, together with the methodology employed in conditional as well as form/structural lightweight construction represents one of the most promising strategies for weight reduction [2–5].
In assessing the lightweight construction materials approach, not only are the absolute strength values taken into account but also variables related to the density of the material, such as for example, E-module, yield strength RP 0.2 or tensile strength Rm [6, 7]. Ultra-high strength steel materials in particular also play a significant role in lightweight motor vehicle construction alongside aluminum and magnesium.
In past years the press hardening process has become particularly well-established for manufacturing complex components made from ultra-high strength steel materials. By combining tempered forming and a transformation in the microstructure integral to this process, high-strength components with a high degree of geometric accuracy can be produced, especially for crash-critical automotive structures.
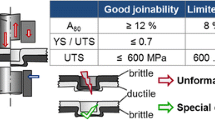
In addition to press-hardened structural parts based on flat metal sheets, there are also structure-related applications for closed profile components in the automotive field which, due to their complexity and requirements in relation to accuracy, are frequently manufactured by the hydroforming process. A comparison of the application areas for this technology definitely indicates points of intersection for their use as an alternative, as illustrated in Fig. 1. At the same time, the use of closed profiles is poised to acquire further significance in the coming years as regards lightweight bodywork construction (space frame technology) for future automotive applications. This technique embodies considerable lightweight construction potential, as has already been shown by its use in aeronautical and space travel applications.

Alternative application possibilities for press-hardened and tubes/closed profiles
Due to the further development of the hydroforming process to encompass the use of gaseous media, new possibilities are being developed for the thermal forming of tubes and closed profiles. Experience with such materials as aluminum, magnesium and titanium show that forming operations with gaseous active media for tubes and closed profiles are technically feasible (here it has already proved possible to achieve forming temperatures of more than 650°C). The following describes the further development of the process for forming ultra-high strength steel materials with integrated heat treatment.
The supposed press hardening operation inside a media based forming process is related to the conventional mechanical forming and press hardening process. Basically, There exists a heating operation for both the process chains outside the tool for an austenitic material structure, a fast transfer to the press and a forming operation with a cooled forming die necessary for the realization of a final martensitic structure inside the final component. The requested cooling rate in side of the die is 30 K/sec to get a nearly complete martensitic structure. Main difference between mechanical press hardening and media based press harding is in fact the forming technology—using gas pressure instead mechanical forming elements.
2 System- and die-related requirements
The system-related basis for press hardening of tubes and closed profiles is the gas pressure generator unit at the Fraunhofer IWU. The basic system schematic is shown in Fig. 2. Using the system it is possible for a theoretical gas volume of 2 × 10 l to be made available at a forming pressure of 800 bar.

System schematic and test rig
The gas pressure generator unit is self-contained and is deployed in the control unit of the test press “SHP 50.000” with assurance of a synchronized build-up of pressure via the axial feed path and the press clamping force over the whole of the forming process.
The design of the test dies corresponds, as far as the principle of their construction is concerned, to that of conventional dies used in hydroforming, at the same time an additional cooling system as well as gas connection and safety screening facilities have to be integrated before press hardening can be used.
Because of the use of solid steel blocks for the active tool parts, die cooling is based on a system of cooling holes. Water is used as a cooling medium. In order to achieve form-fitting cooling channels it was necessary to undertake a geometric gradation of the holes between the individual die segments. Particular importance here was attached to sealing the cooling system between the individual active part inserts.
In the course of extensive preliminary risk evaluation studies conducted in relation to forming with gaseous active media at high pressure, safety standards for both the die and the system were compiled. One important feature here is that the active tool parts should be appropriately screened off. In addition to avoiding any uncontrolled discharge of integral component elements in the event of failure, this measure even helps to achieve a considerable reduction in acoustic emissions in the vicinity of the press.
The test die illustrated in Fig. 3 for manufacturing complex component geometries is modular in construction and consists of 3-off active part segments each (i.e. 2-off axial feed inserts, 1-off forming insert) in the upper and lower sections of the die. At the same time the centre forming insert is flexibly interchangeable for illustrating a range of test geometries with a total length of up to 400 mm. The cooling holes are arranged parallel to the lengthwise alignment of the tube on the basis of the counterflow principle.

Test component and associated test die
The cooling system has been designed in such a way as to ensure that various cooling zones can also be incorporated in the test die to correspond to the respective component requirements, hence enabling local mechanical strength properties to be set specifically by directly manipulating the cooling speed.
3 Simulation-based die and process design
The technological design of the forming process and the structural configuration of the forming die were based on thermo-mechanically coupled process simulation with LS-DYNA. In addition to the manufacturing feasibility of the component from a forming technology viewpoint, die cooling as a function of local cooling behavior was also optimized to get the best cooling results regarding position and dimension of cooling channels. Figure 4 shows as an example the distribution of temperature in the die and the component at the point in time when the forming tool is completely closed. Material properties for the numerical simulation were determined for test material 22MnB5.

Thermo-mechanically coupled forming simulation—detail for tool (left) and test component (right)
As test material, volume production tubes from Jansen AG, made from 22MnB5 and measuring Ø 70 × 2 mm, were provided. To protect against scale and to improve the tribological characteristics, the coating x-Tec 4020 from NanoX GmbH was selected.
The basic procedure for the thermo-mechanical coupled process simulation was the description of the tool active elements by a CATIA model. This first design loop was performed without cooling channels inside the tool active elements. During the simulation loops there was a parallel thermal optimization of the cooling system of the tool done.
The process methods namely tool closing, forming and cooling (holding) where described within the simulation. Following parameters and constraints where assumed:
-
3D tool, rigid solids with heat conduction, about 220,000 tetrahedron elements, tool temperature 100°C
-
Material LS-DYNA, material 106 (elastic, viskoplastic, thermal), 15,200 shell elements (fully integrated), work piece temperature 950°C
An optimum, theoretical forming process was devised using a number of optimization loops in the finite elements (FE) simulation. The parameters determined served as initial values for the subsequent actual tests, a maximum pressure of approx. 700 bar and an axial feed path of 14 mm were found to represent an optimum for the forming of components with maximum component strength. The most uncertain factor for the simulation parameters was the description of an exact friction coefficient. Based on experience in comparable media based forming operations at elevated temperatures a value of μ = 0.3 was selected. Simulation results show that a modification of the friction coefficient has a direct influence to the axial feeding distance. This impact therefore is an important aspect for alignment to the planed experimental studies.
4 Experimental studies
The experimental studies conducted in relation to test component geometry were carried out on the Schuler conventional 50,000 kN hydroforming test press at Fraunhofer IWU Chemnitz. The water hydraulics were disabled via the control unit and replaced by activation of the gas pressure generator unit. Initially, a slot radiation furnace was used as a heating device for semi-finished items. For subsequent studies, experiments were also conducted using inductive heating as an alternative. The pre-heating times for furnace heating as well as the temperature management corresponded to comparable values derived from heat forming of semi-finished sheet metal items. Considerable reductions in pre-heating time were achieved by the use of inductive heating.
Corresponding to the start values derived from the forming simulation exercise, good forming results were achieved in each case at a forming pressure of approx. 700 bar and an axial feed path of 10 mm. The reduction of axial feeding length compared to the simulation results in a wrinkling tendency inside the depression elements at testing geometry. During the tryout the wrinkling could be avoided by a reduction of the axial feeding length. Lower values to 10 mm on each side are not feasible because of the loss sealing effect at the axial punches. The results lead to an assumption that friction values at the experimental studies are below the selected value of μ = 0.3. Further tests to confirm this assumption are planed.
Studies involving comparisons with cold semi-finished products and identical process parameters demonstrated, at forming pressures of ~300 bar, component failure as a result of cracking in the area where the greatest radial expansion had taken place. Using a special test geometry, it also proved possible to examine the effect of compressing the component mechanically during the die closure process. In so doing, a satisfactory level of conformity with the results of the forming simulation exercise was noted, in particular where the mechanical strength properties emerging as a result of locally variable heat dissipation into the test die were concerned. Figure 5 shows the time sequence from heating of the semi-finished parts up to the closure of the forming die.

Actual test—temperature loss in transferring component from induction heating to die
In addition to utilizing the heat transferred from the component into the die, the effects of post-process adiabatic gas expansion as well as flushing with a gaseous cooling medium during the cooling phase of the component in the die were used as cooling mechanisms.
Figure 6 shows the actual forming sequence adopted as well as the temperature distribution on the component on conclusion of the forming and cooling phase prior to removal of the component.

Actual test—forming sequence (left) and post-process temperature distribution across the component (right)
For purposes of evaluating the experimental studies a CMM geometrical survey was carried out on the component. In addition, sections of the component were taken for micro-hardness testing and microscopic structural analysis. Evidence of local strengths of between 1,400 and 1,600 MPa was found. The corresponding structural analysis showed a homogeneous, martensitic structure in the areas exhibiting maximum strength, as shown in Fig. 7 right.

Test evaluation and component analysis for a expansion radius (above) and a depression radius below
5 Summary and outlook
During the theoretical work and the experimental studies the assimilated results highlight that a media based press hardening process is feasible on principle. The value of the heat transfer from the work piece to the tool active element is significantly huge to realize a nearly complete martensitic structure in the main part areas. In work piece elements that were formed only by a high pressure level the end of the forming process the martensitic structure was only incomplete. This proves that heat transfer was not sufficient in these areas, related to the contact conditions.
Largely, the results of FE-simulation correspond quite well with the testing results but to achieve an aspired target in the future, it is important to optimize the accuracy of forming simulation by a more exact description of parameters and constraints again.
Based on the successful studies carried out with the test component geometries, there are plans for further work aimed at verifying the results, optimizing systems and dies as well as determining the technical boundaries of the process.
Another focus will be on the further study and optimization of inductive tube heating. There are also plans to apply the findings to production-orientated components such as a flangeless B pillar as shown in Fig. 8.

flange less B-pillar
In summary, it may be stated that, in active media based forming processes, using gas as an active medium, process hardening operations may be implemented and at the same time acceptable mechanical strength properties generated in the component. With the help of the projected further studies it is hoped to put forward evidence of transfer capability to series production processes as well as statements on cost- and energy-efficiency.
References
Neugebauer R, Bräunlich H (1999) Lightweight construction by innovative forming technologies. In: Proceedings of the 6th international conference on technology of plasticity “advanced technology of plasticity 1999”. Nuremberg 24–29 September 1999, pp 1119–1128
Klein B (1994) Leichtbau-Konstruktion, Berechnungsgrundlagen und Gestaltung. Friedr. Viehweg & Sohn Verlagsgesellschaft mbH, Braunschweig/Wiesbaden
Schmidt W, Puri W (2000) Systematische entwicklung gewichtsoptimierter bauteile. Tagungsband zum 11. Symposium „Design for X”. Schnaittach, 12–13 October 2000, pp 37–40
Geiger M, Hofmann A (1999) Neue Entwicklungen in der Aluminiumblechumformung, Erlangen. Das Umformen von Aluminium im Automobilbau. Praxis Forum, Bad Nauheim, pp 111–131
Hoffmann H, Toussaint A (1999) Strategies and future developments in the manufacturing process of lightweight car bodies. Advanced technology of plasticity. Bd. II. Springer, Berlin, pp 1129–1140
Drewes E-J, Wagner S, Welsh F (1999) Karosseriegestaltung unter Berücksichtigung moderner Stahlwerkstoffe und neuer Fertigungsverfahren. In: FTK’97 Innovation durch Technik und Organisation. Springer, Berlin, pp 96–106
Novotny S (2002) Innenhochdruck-umformen von blechen aus aluminium- und magnesiumlegierungen bei erhöhter temperatur. Dissertation, Technische Fakultät der Friedrich-Alexander-Universität Erlangen Nürnberg
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Neugebauer, R., Schieck, F. Active media-based form hardening of tubes and profiles. Prod. Eng. Res. Devel. 4, 385–390 (2010). https://doi.org/10.1007/s11740-010-0258-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-010-0258-x