
Abstract
In recent years the modeling of dynamic processes in milling has become increasingly important especially in the determination of process stability. In the future the importance of these models will increase in order to establish a virtual machine tool technology. In literature several mathematical models are used for the prediction of cutting forces assuming simplified dynamic (chatter free) conditions. These models are based on different parameters which are identified in various ways. The aim of this paper is to improve the identification process for the coefficients of a basic state of the art cutting model by using a numerical optimization method. Based on this optimized model, which reflects the measured cutting force chart more precisely, dependencies of the cutting force parameters on the penetration angle are proven.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays mathematical cutting simulations are used in every kind of cutting process. The prediction of cutting forces is essential for the calculation of machine power and torque. Furthermore it is used to perform a stability analysis or for selection of the right cutting tool [2]. These calculations determine the material removal rate and quality, as well as the decision of investing in a new technology.
The basic structure of all these models can be empirical, semi-empirical or analytical. The first empirical models have been identified by observations on the turning process in the 1960s. These consist of constant cutting coefficients which are identified in different ways. At the attempt to use these models at a noncontinuous cut during milling which implies a changing chip cross section during a single cut, researchers found out, that the model does not fit precisely [9]. Based on these results the characteristics during turning at different cutting depths (cross sections) were analyzed [6]. The innovation of high speed milling shifted the focus of research towards the determination of stability limits (HSC-Milling). For most of those applications a simplified model is used because it provides acceptable results at a tolerable computing time [1].
Researchers spent time consuming studies on all kind of different effects in milling. Nevertheless it’s not sure if the feed rate effects the stability of the cut at low feed rates and respectively circular tooth paths [3, 5]. This paper presents a study dealing with the basic structure of the most common cutting force equations of Altintaş [3], Faassen [5], Kienzle [9], Stépán [8] and Weck [10].
In order to guarantee the usability of the presented approach a linear state of the art model is used. The linear structure assures the applicability on computation of stability lobes. On the other hand it is not as precise as an nonlinear equation regarding the identification of the cutting force parameters. In order to compensate the usage of a linear model an extended precise cutting force parameter identification method has been implemented. The exact characteristic chart was determined by using a special experimental setup. So the influence of the penetration angle on the specific cutting force parameters has been analyzed.
2 Cutting force prediction based on existing theories
All common models for cutting force prediction, except for FEM analysis, are based on the theory of orthogonal cutting conditions and plain stresses as described in [4]. As a consequence of these assumptions the particular mechanical power used for the cutting process W c has to be proportional to the material removal rate V c . This can be derived by the product of cutting depths a p , chip thickness h and cutting speed v c . The proportional gain is defined by constants known as cutting coefficients k c which can be identified by the relation of cutting Forces F c over chip geometry a p , h [4]
The common definition of undeformed chip thickness h(t) is considered to be a time-dependent sum of static and dynamic terms [5], whereas static implicates a dependency on the feed per tooth and penetration angle only.
The index j indicates the cutting tooth number. The dynamic part h j,dyn results in relative vibrations between cutter and workpiece, which is the leading term at the occurrence of unstable cutting conditions. In the assumed case of steady and stable cutting conditions the chip thickness h j (t) is always equal the static term \(h_j(t)=h_{j,{\rm stat}(t)} {\forall}t\) at all presented results.
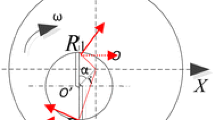
Due to the low feed rate a circular tool path which results in a sinusoidal chip thickness \(h_{j,{\rm stat}}=f_z \hbox{sin}{\phi}\) can be considered [5]. For simplification the resulting cutting force F c acting on a flute of the cutter can be split by using a coordinate system which is fixed to the cutter and consists of the radial F rc and tangential F tc direction. The level of axial forces has been insignificant and therefore neglected.
The basic structure of all mechanistic models can be written as follows [5]:
For different approaches these equations differ in the usage of edge coefficients k re , k te and the exponential term x f presented in Table 1.
Like mentioned before the analyses of a stable cut can considerable vary among the different models even if using only static terms. At a comparison of the radial and tangential forces, the variation can easily be of a factor of ten [7]. All models presented in Table 1 are applied with a common set of cutting force coefficients k tc = 1,391 N/mm2, k rc = 789 N/mm2, k te = 20 N, k re = 27 N, x f = 0.7 to create the corresponding trend which is shown in Fig. 1. This result demonstrates the importance of the parameter identification method which is different for each model.

Comparison of different approaches for (3) transformed into workpiece fixed coordinates
The first model of Weck corresponds to Eq. 1. Altintaş extended the existing formula by an edge force coefficient which mainly represents friction for h(t) = 0 and changes the entry and exit level of the simulated cutting forces. The following non linear models provide an additional possibility to adjust the equation. Stépán and Faassen are using an exponential factor x f < 1 which increases the force at a small chip thickness to obtain a improved consistency in these zones. Faassen extended this cutting force prediction by adding the edge coefficients introduced by Altintaş, which assumes an unaccounted change of the cutting forces at the start and end of the cut.
The oldest model introduced by Kienzle [9] is based on empirical data. It consists of changing cutting force coefficients depending on different immersion zones. At one full immersion cut the chip thickness will vary from zero thickness to maximum and back to zero. Kienzle is splitting up one immersion into three sections of different chip thickness. Thereby it consist of sets of coefficients for thin, medium and thick chips descripted in [10].
With regards to applicability the linear model of Altintaş has been combined with a novel concept of variable cutting force coefficients.
3 Experimental setup
In order to determine the specific cutting coefficients three things have to be paid special attention to in order to perform precise cutting experiments. Firstly the cut itself must be stable and free of any major disturbances. Secondly the tool must be in perfect conditions in order to guarantee a valid cutting force trend. The third objective is an experimental setup which contains of a precise measurement device for cutting forces and process parameters with a special interest on the immersion angle.
Two commonly used materials (steel ck-45 and aluminum alloy Al–Cu–Mg) identical in shape are milled to assure the transferability of the results and provide the base for detailed analysis of the thin chip sector.
The experiments have been carried out on a “Grob-BZ 500” high speed milling machine which is equipped by a motor spindle. Its maximum power is 15 kW and the maximum speed is 15,000 rpm. The tool used is a Sandvik/Coromant carbit face mill insert with a standard 90° edge angle mounted on a CoroMill-Century 590 at 50 mm diameter. In high performance cutting the feed per tooth is raised to maximal values which results in a trochoidal tool path [5] and the potential of self excited vibrations raises.
Yet another reason to limit the cutting speed is the restricted bandwidth caused by the force measurement device. Because of this the full slot milling test (a e = 50 mm) was carried out at a cutting speed range of 100–214 m/min. The material removal rate (MRR) was limited by the chosen depth of cut (a p = 0.5–1 mm) and the feed per tooth (f z = 0.1–0.2 mm).
In order to calculate the radial and tangential forces from the measured forces in feed and feed normal direction a tool equipped by only one cutting insert has been used. The usage of a single cutting edge provides great advantages. Primarily the cutting teeth which are not in cut cannot cause any force-error because of different cutting depts a p [5]. Secondary a decay of mechanical vibrations at the non cutting partial revolution was observed.
By means of the special equipment used precise measured process data has been recorded. For the measurement of cutting forces a well known Kistler dynamometer type 9257A has been used. The possible error caused by the vertical mounted dynamometer was neglected because of the small height of the work piece in z-direction (see Fig. 2). Additionally the experimental setup consists of a very accurate measurement system for the rotation angle ϕ. Therefore an inhouse designed sensor has been mounted at the spindle head (see Fig. 2). This proximity sensor detects the position of the single cutting edge by a change in the signal state at a fix angular position for every revolution. The signal-peak is aligned with the cutting edge and therefore detects the point of the theoretical start of cut at every immersion. Also this position will be aligned with the internal angular measurement system of the spindle unit to acquire the present rotation angle ϕ at every sample point.

Setup with dynamometer, coordinate system, cutting edge detection sensor
The spindle speed was measured during cutting and assumed to be constant due to the maximum over all variation of less than 1%.
4 Identification process
First of all the identification of the cutting force parameters (3) starts by a transformation of the measured cutting forces F x and F y aligned with the workpiece into the rotating coordinate system fixed to the cutting tool. The transformation uses the measured angle ϕ and results in the forces
The data recorded for several revolutions were used to generate an averaged revolution by sorting the force samples according to the immersion angle ϕ. This was done because of the accurate knowledge of the measured and aligned immersion angle like descripted above in Sect. 3. For the identification of the coefficients according to (3) we can define the model error for each sample
and
In [3] the identification of the cutting force coefficients is done by using the averaged forces \(\bar{F_r^*}, \bar{F_t^*}\) which result of the integration with respect to the angle ϕ. This approach makes use of every sample point to perform a least square minimization of the error ɛ in \(\theta=[k_{tc}\,k_{rc}\,k_{te}\,k_{re}]^{\rm T}\). In Fig. 3 the results for these two methods are presented by using data of one cutting experiment (CK45, a p = 1 mm, f z = 0.2 mm, n = 1,000 min−1). Figure 3 shows the measured forces, estimated forces and the error normalized at the peak force.

Identification results for two different methods compared to measured data (coordinates fixed at workpiece)
5 Dependence of cutting force to penetration angle ϕ
Based on precise measured force charts and an accurate identification of the cutting force parameters we are now reducing the minimized error using least square sense ɛ (5) by analysing its variation in respect to the immersion angle. At this approach only the main cutting force parameters k rc and k tc are analysed because these are directly linked to the chip thickness h(t) (3). Figure 4 presents the radial and tangential force error normalized to the maximum of the measured cutting force. Furthermore all cutting tests carried out present a similar error trend. Always the minimal error is located at ϕ = π/2; h = f z at full slot milling tests. This is indicating the angular position of the highest cutting force level. That’s caused by the least square identification process which attempts to approximate this particular section as good as possible in order to reduce the resulting local high force error.

Forces over ϕ in tooth fixed coordinates. Forces are fitted with and without novel weightening function w
The analysis of the model error for several experiments lead to the approach of an increasing respectively decreasing of the specific cutting force function depending on the angle ϕ. Therefore a weightening function is proposed by the authors.
This weightening function has been established which is multiplied by the already identified cutting force constants to create a specific cutting force function for each of the main constants. The factor p is chosen to the half of the maximum error p = 0.1 = 10%. The resulting equations for the radial and tangential force model are
The weightening function w(ϕ) was empirical modified at its percentual effect on the parameter p at the specific cutting force function and adjusted for two different materials. For an appropriate approach p is identified to be less than 0.2.
Figure 4 presents the result after applying the weightening function on the cutting force coefficients. By using an extended identification method the error can be reduced at all angular position as seen in Fig. 3. On basis of the introduced weightening function w defined in (6) the error could be reduced significantly Fig. 4.
6 Outlook
The approach presented in this article is based on a state of the art milling model which was extended by a different identification method using the instantaneous chip thickness. This method requires only one cutting test at a fixed feed rate and provides better results in terms of the average error.
Furthermore a set of milling tests were carried out by using a very precise configuration for the determination of the rotation angle which enables an immersion angle depending variation of specific cutting coefficients. By using a variation gradient similar to the chip thickness variation a better result for the cutting force estimation has been established.
Further research has to be done on the verification of the presented results in various cutting test at different radial and axial depth of cut. At such experiments the accurate correlation of specific cutting force function and immersion angle has to be the focus. For this reason the tooth entry and exit area has to be analyzed because of its huge variation in chip thickness.
References
Altintaş Y, Budak E (1995) Analytical prediction of stability lobes in milling. CIRP Ann Manuf Technol 44(1):357–362
Altintaş Y, Merdol SD (2007) Virtual high performance milling. CIRP Ann Manuf Technol 56(1):81–84
Altintaş Y (2000) Modelling approaches and software for predicting the performance of milling operations at mal-ubc. Mach Sci Technol 4(3):445–478
Denkena B, Tönshoff H (2004) Spanen. Springer, New York
Faassen R (2007) Chatter prediction and control for highspeed milling: modelling and experiments. University Press Facilities, Eindhoven
Kleckner J (2001) Ein Beitrag zur Analyse dynamischer Interaktionen bei selbsterregungsähigen Drehbearbeitungsprozessen. Dissertation, TU Darmstadt, Darmstadt
Mense C, Rott O, Hömberg D (2006) A comparison of analytical cutting force models. WIAS Preprint No. 1151
Stépán G (1990) Retarded dynamical systems: stability and characteristic functions. Longman Scientific Technical
Victor H, Kienzle O (1957) Spezifische schnittkräfte bei der Metallbearbeitung. Werkstattstechnik und Maschinenbau 47(5):224–225
Weck M, Teipel K (1977) Dynamisches Verhalten spanender Werkzeugmaschinen. Einflußgrößen, Beurteilungsverfahren, Meßgrößen. Springer-Verlag GmbH, New York
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Abele, E., Dietz, S. & Schiffler, A. Analysis of cutting force during milling with regards to the dependency on the penetration angle. Prod. Eng. Res. Devel. 3, 483 (2009). https://doi.org/10.1007/s11740-009-0170-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11740-009-0170-4