
Abstract
Sheet metal hydroforming is a deep drawing process that uses a pressure medium for load transmission. The process is mainly influenced by the control of the blank holder force and the fluid pressure. This report describes investigations of a newly developed process-control system. Process variables can be controlled by the sealing state of the tool. The detection is performed by a CCD-camera system that allows the continuous recording of occurring leakages. Different control strategies can be used to control the multiple process parameters. This paper describes the performance and the limits of the aforementioned technology.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Sheet metal hydroforming of single sheets belongs to the area of deep drawing with fluids. In contrast to deep drawing with rigid tools, an active fluid medium performs the forming operation [1, 2]. A hydraulic pressure provides a sufficient clamping force to seal the system in every stage. The process is mainly influenced by the control of the clamping force and the increase of the fluid pressure [3]. Although the optimal force–pressure progression is closed to the sealing line and it depends on different system parameters [3, 4]. Higher clamping forces cause increased stretch-forming components and initial failures in critical areas [4–6]. Lower forces could effect wrinkling in areas of tangential buckling and leakage.
The process control is essential for the error-free production of complex metal parts by high-pressure sheet metal forming [4–7]. An optical detection system of the sealing state combined with an active elastic tool enables an on-line processing of the sealing line [8, 9]. This will increase the process quality and the process stability as measured by the cracking pressure.
Figure 1 shows a qualitative clamping force–pressure diagram and its essential borderlines as well as significant regions concerning the hydroforming of metal sheets. The main objective is to enlarge the working area by decreasing the required clamping force that is necessary to seal the tool. The limit state between sealed and leaky is an attainable target process state.

Schematic work diagram for internal high-pressure forming
2 High pressure sheet metal forming
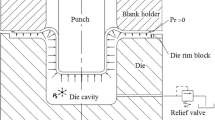
Figure 2 shows a high pressure sheet metal forming tool. The blank sheet is positioned in between the upper and the lower die. Sandwich plates of the lower die define the work piece geometry and the draw depth. The docking plate defines the upper border of the tool and enables the active fluid medium supply.

Tool design for sheet metal hydroforming with CCD-cameras for detection of leakage
Different configurations of the blank holder are possible to improve the material flow. The traditional drawing plate concept is performed rigid. A new development of the forming tool offers the possibility of a local elasticity of the drawing plate (Fig. 3) by grooves below the surface. Additionally to the pre-defined elastic behavior, there is the possibility of applying a hydraulic pressure into the grooves to stiffen the tool [3, 4]. The significant process control parameters are the internal pressure p i, the clamping force F S and the force–pressure function. In case of an active-elastic tool, the groove pressures can be controlled separately. An infinitely adjustable pressure setting enables the optimum surface pressure at the selected flange areas. The design and dimensioning of those tools is described in detail in Ref. [3].

Design of the lower die for parts with non-planar bottom [3]
Another approach to influence the surface pressure is a multipoint drawing tool introduced in Ref. [10]. The tool unloads selected regions in the flange area. This results in additional loading of the remaining areas.
Different control strategies can be used for sheet metal hydroforming [8]. A first strategy is based upon constant clamping forces during the forming process. Improvements can be achieved by a linear clamping force–pressure function. In this case, the pressure-factor f p describes the relationship between the clamping force F S and the internal pressure p i
The failure points in the work diagram produce the characteristic curve of the analyzed tool and the applied control strategy. According to Refs. [3, 5, 11] the cracking pressure can be consulted for the evaluation of the processes. In addition to that, the following characteristics will be regarded:
-
cracking pressure,
-
the material flow from the flange area into the cavity compared to the initial flange area, and
-
the sheet thickness in the critical corner regions.
The achievable final pressure with rigid dies (MW) and a constant clamping force is low. The borderline can be enlarged by using an active-elastic tool without (ACTEC 1) or with (ACTEC 2) an applied groove-pressure. In general, the higher the clamping force is the higher is the risk of failure because of cracks at low internal pressures (Fig. 4).

Force–pressure progressions at different tool configurations and constant clamping forces [6]
The borderlines of all configurations show a characteristic tendency at the transition from leaky to crack. An increase of the constant clamping force results in a lower cracking pressure. A decrease of the constant clamping force causes leakages. The highest pressure can be reached at the transition area where leakages and cracks occur simultaneously. The application of the active-elastic technology in combination with activated groove pressure (ACTEC 2) moves the border line at lower clamping forces to higher maximum pressures. Hereby the active-elastic tool achieves the requirement to seal the system and enable higher internal pressures. The benefits of the activated groove pressure examined at lower clamping forces vanish at higher clamping forces. The active-elastic tool with activated groove pressure (ACTEC’2) achieves similar results as the rigid die. In contrast, the configuration without groove pressure (ACTEC’1) achieves higher pressure values. A linear increasing clamping force can be applied instead of an initially adjusted high clamping force to avoid early cracks. The material flow will be improved because of the lower clamping forces at the initial state of the forming process. This results in a lower thinning in the critical corner regions.
A linear increasing force progression in combination with the active-elastic tool and activated groove pressure enlarges the working area additionally (Fig. 5). The occurrence of leakages does not lead to failure. However, it is possible to increase the internal pressure even though the tool system is leaky. The forming process can run to higher pressures with permitted leakages until the booster reaches the volume charge limit. This limitation is a newly arising process limitation and is mainly influenced by the clamping force gradient expressed by the pressure-factor f p. The total volume of the booster is a limitation that arises here additionally.

Force–pressure progressions at different pressure factor f p
3 Objectives
The request for a process control arises from the need of low clamping forces to increase the achievable maximum internal pressure without causing any cracking, wrinkling or leakage. This unknown curve of the clamping force is the designated “sealing line”. It describes the optimum force–pressure ratio. To run the process along this virtual curve, there is a need for a measurement system that runs on-line to the process and detects occurring leakages. The information of the sealing state will be used for feed back control of the process and enables a curve progression at the sealing line [3, 4, 6]. The implementation of the monitoring system is realised by an optical camera system and image processing software.
4 Process control strategy using a CCD-camera system
There are different combinations possible to influence the process parameters through the sealing state ψ. The results of a sensitivity analysis in Ref. [12] deal with the capacity of different control strategies based on a CCD-camera system. The first objective was to find out the most suitable control strategy. This analysis in Ref. [12] showed that a linear increasing internal pressure in combination with a CCD controlled clamping force enables the most promising results. Figure 6 illustrates this control strategy where the sealing state ψ represents the control variable. A CCD-camera system monitors the sealing state and provides an insight to the tool system continuously. The clamping force and the groove pressure are the manipulated variables. Due to the different reflection behavior of the forming medium opposed to the black painted forming tool, occurring leakages appear white highlighted. The pixel of the CCD-chip, which are arranged in a matrix form, create a grey value respectively to the incident light intensity. The mean value of all grey values represents the reference value for leakages [13]. If this value passes a predefined tolerance value, the image processing tool changes the sealing state ψ. The state varies from “sealed” to “leaky” (Fig. 6).

Strategy for force control loop using the sealing state ψ [12]
To ensure the full operation responsiveness of the press, the initial level of the clamping force is targeted at F S,0 = 400 kN. After the starting level is reached, the clamping force stays fix against the internal pressure which has a steady increase. The first interaction of ψ occurs when the sealing state changes from “sealed” to “leaky” and the clamping force increases until the process achieves the “sealed” state again. A process control at the sealing line generates new process limitations in addition to the established failures. The process is finished when the work piece bursts or the leakages reach an uncontrollable level.
5 Experimental investigations
Figure 7 illustrates the force–pressure curve of the most promising control strategy with CCD controlled groove pressures and clamping force (ACTEC 2) in comparison to a constant held or a manually adapted clamping force without groove pressures (ACTEC 1).

Force–pressure progressions using an active-elastic tool and different control strategies with a short blank cut
The curve of the CCD controlled forming process shows an increase of the internal pressure at the cracking limit or a significant decrease of the required clamping force at a forming pressure of p i = 16 MPa. The curve progression of a CCD controlled forming operation results in an adjustment to the static equilibrium line which is a physically given borderline. The characteristic of a process control at the sealing line is the different curve progression at each attempt. This results in an inevitable different cracking pressure from part to part. However, it expands the working area and permits higher internal pressures as shown in Fig. 8. There is no explicit curve that characterizes the process control in the working area like for constant or linear clamping forces. Due to fluctuations in the system or process parameters varying curve progressions arise. Therefore, cracking points of a CCD-based process control do not match each other in the working diagram but end up in a statistical variance.

Working diagram of ACTEC 2 configuration (cp. Fig. 4) and different control strategies
There arise additional limitations of the process like the volume charge limit or the total volume of the booster. A high rate of leakages depletes the booster in an early forming stage or leads to uncontrollable process. However, the process limit can be enlarged through a shape optimized blank cut.
Figure 9 illustrates an overview of the cracking pressures at different tool constellations and different control strategies. The ACTEC 2 tool constellation shows an improvement of about 25% compared to rigid dies at the initial situation. An improvement of 45% can be achieved additionally by adjusting a process control at the sealing line. It is shown that an ACTEC system moves the cracking limits to higher pressures and a process control at the sealing line increases the cracking limit additionally.

Overview of the acquired cracking pressures
Figure 10 illustrates a comparison of the material flow and the sheet thickness with different control strategies. A process control at the sealing line enables an enlargement of the material flow of about 12% in comparison to a constant clamping force. This leads to a significant decrease of the thinning in critical corner regions of about 25%. A lower thinning can be used to increase the forming depths or to reach a higher process stability respectively. A linear control strategy leads to almost similar improvements like an CCD controlled process strategy respectively to the bursting pressure or the material flow at reduced tool complexity. However, the process is not reproducible but highly instable.

Material flow and resulting sheet thickness in critical corner regions with different control strategies at p i = 19 MPa, ACTEC 2
6 Conclusion and perspectives
The process control of forming operations is essential particularly with respect to the quality of the formed parts. The investigations demonstrate, the higher the reached internal pressure is the higher is the forming grade of the sheet metal part. The CCD based optical detection system in combination with an active-elastic tool offers new perspectives during sheet metal hydroforming. In comparison to the concepts at the initial situation, the developed system shows the following improvements:
-
improved and homogeneous material flow,
-
lower thinning, higher drawing depth,
-
lower forces, lower required energy, lower laid-out tools,
-
active material flow control,
-
higher process stability through higher cracking limits, and
-
a high grade of automation.
To ensure the full performance and the repeatability of the described technology some improvements are still required. Further arisen process limitations through the volume charge limit and the total volume of the booster are some of them. Further on the elastic behavior of the ACTEC tool tends to result in plastic deformations if the maximum clamping force is applied. The new challenges might be solved through a pump system for the active fluid supply at lower pressures where the main material flow occurs. The limitation due to the volume charge limit and the total volume of the booster would be avoided. The booster could be used for calibration purposes at higher internal pressures. However, the effects of a process control at the sealing line to the parts quality by terms of sheet thickness distribution and geometry tolerances are not analyzed yet.
References
DIN Deutsches Institut für Normung e.V. (2003) DIN 8584-3 , Issue 2003–09; Fertigungsverfahren Zugdruckumformen––Part 3: Tiefziehen; Einordnung, Unterteilung, Begriffe. Beuth Verlag, Berlin
Groche P, Metz C, Kaufmann M (2004) DIN-Fachbericht 137: Einbindung der Innenhochdruck-Verfahren in die Normenreihe der DIN 8580ff––Ausgabe 2003–09; DIN Deutsches Institut für Normung e.V. (Ed); 1st Vol. 1, 2004; Beuth Verlag GmbH, Berlin, Wien, Zürich
Metz C (2005) Aktiv-elastische Werkzeugsysteme zum Tiefziehen mit Innenhochdruck, vol 65; Darmstadt (Germany), Technische Universität, PhD thesis, Shaker, Aachen
Dick P (1997) Technologie des Hochdruckumformens ebener Bleche. PhD thesis, Darmstadt University of Technology, Germany; Shaker, Aachen
Hein P (1999) Innenhochdruck-Umformen von Blechpaaren: Modellierung, Prozessauslegung und Prozessführung. PhD thesis, University of Erlangen-Nuernberg, Germany; Meisenbach, Bamberg
Celeghini M (2004) Wirkmedienbasierte Blechumformung: Grundlagen-untersuchungen zum Einfluss von Werkstoff und Bauteilgeometrie. PhD thesis, University of Erlangen Nuernberg, Germany; Meisenbach, Bamberg
Schmoeckel D, Hielscher C, Huber R, Geiger M (1999) Metal forming of tubes and sheets with liquid and other flexible media. Ann CIRP 48(2):497–513
Groche P, Ertuğrul M (2005) Optical detection of leakages during sheet metal hydroforming. In: Wissenschaftliche Gesellschaft für Produktionstechnik (WGP)––Annals of the German Academic Society for Production Engineering, Braunschweig, XII(2), pp 73–76
Groche P, Ertuğrul M, Metz C (2005) Increase of process stability of sheet metal hydroforming due to feed back control. In: Steel Research International, vol. 76, Special Issue on Sheet Metal Hydroforming, 12/(2005), pp 879–883
Neugebauer R, Bahn V, Noack S (2006) Gesteuerte, partielle Beeinflussung des Werkstoffflusses zur Erweiterung der Umformgrenzen beim Innenhochdruck-Blechumform-Prozess (IHB). In: DFG final report (SPP 1098) sheet metal hydroforming, Institut für Umformtechnik und Leichtbau, Shaker, Aachen, pp 289–303
Bobbert S (2000) Simulationsgestützte Auslegung für das Innenhochdruck-Umformen von Blechpaaren. PhD thesis, University of Erlangen-Nuremberg, Germany; Meisenbach, Bamberg
Groche P, Ertuğrul M (2006) Erhöhung der Prozesssicherheit beim IHU von unverschweißten Blechen durch Regelung. In: DFG Final Report (SPP 1098) sheet metal hydroforming, IUL, Institut für Umformtechnik und Leichtbau, Shaker, Aachen, pp 247–256
Haberäcker P (1995) Praxis der Digitalen Bildverarbeitung und Mustererkennung. Carl Hanser, München
Author information
Authors and Affiliations
Corresponding author
Additional information
The investigations presented in this paper were carried out within the research project “Erhöhung der Prozesssicherheit durch Regelung beim Innenhochdruck Umformen von unverrschweißten Blechen” a part of the Priority Program SPP 1098 „Wirkmedienbasierte Fertigungstechniken zur Blechumformung”, supported by the Deutsche Forschungsgemeinschaft (DFG).
Rights and permissions
About this article
Cite this article
Groche, P., Ertuğrul, M. Process control at the sealing line during sheet metal hydroforming. Prod. Eng. Res. Devel. 2, 3–8 (2008). https://doi.org/10.1007/s11740-007-0056-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-007-0056-2