
Abstract
The reactivity of flue gas desulphurization gypsum with ammonium carbonate has been studied in the temperature range (20–50) °C. Mechanism of this reaction was suggested and the kinetics parameters characterizing the reaction were determined. A mathematical model suitable for the prediction of the conversion of gypsum was proposed. The reaction is of the second order. Influence of the size of gypsum particles on the relationship between the surface and volume of the particles is not significant. From the obtained experimental results, it follows that the reaction does not proceed at the surface of the solid gypsum particles, but in the liquid phase between dissolved gypsum and ammonium carbonate. The diffusion of the dissolved gypsum through the liquid film formed at the surface of the solid gypsum particles is the rate-limiting step of the conversion reaction.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Gypsum (CaSO4·2H2O) is a natural mineral. It is, however, also well known as a by-product (co-fertilizer material) of technologies producing phosphate fertilizers (Parrish and Ogilvie 1939; Kongshaug et al. 2000), technologies used for the production of TiO2 (Gázquez et al. 2014), and others. From the “non-chemical” purposes, manufacture of sanitary wares that are deposited after decommissioning and become waste can be mentioned. Recently, a large portion of gypsum has started to be generated from desulfurization of flue gas (FGD) when slurry of ground limestone is used. Under oxidizing conditions, from CaCO3, water, oxygen, and SO2, the so-called flue gas desulphurization gypsum (FGDG) is formed (for details, see, e.g., Wikipedia 2018; Reijnders 2016). Properties and utilization of gypsum are well described by Wirsching (2000); prefabricated gypsum building components, gypsum plaster, and gypsum constructing materials generally, are main application areas (about 70%). Another area is to use gypsum as a fertilizer; directly as a water suspension, or a raw material for the production of other sulfur containing fertilizers, mainly in the form of ammonium sulfate and blends containing it. It can be also used as a component for neutralization of red mud (Kurdowski and Sorrentino 1997).
In the past, before introduction of the desulfurization process, SO2 escaped into the atmosphere and formed the so-called acid rains. Paradoxically, acid rains containing sulfur moieties (mainly SO42−) have been useful for fertilizing and growing of plants. Today, we need to use, instead of acid rains, sulfur containing fertilizers, e.g., (NH4)2SO4, and combination with other compounds, e.g., NH4NO3 (ammonium sulfate nitrate fertilizers, ASN). (NH4)2SO4 can be prepared directly by the reaction of sulfuric acid and ammonia, but also using the conversion reaction:
The discussed conversion process of gypsum is not new. It was carried out for the first time in industrial scale in Merseburg (Germany) in 1909 (Gopinath 1968). That is why, it is often called the Merseburg process. The economy of this process is crucial, and it is derived from a relatively sophisticated reactor system, the price for ammonia (rather high) and CO2 (low). For long time, the price for gypsum used to be very low, because it is a waste from the production of phosphoric acid from apatite (Gowariker et al. 2009). A complex analysis of technological feasibility of the Merseburg process from FGDG was done by Chou et al. (2005). The conversion of gypsum might be economically viable today due to growing expenses related to the deposition of FGD gypsum and the removal of CO2 captured as CaCO3 in this process. Moreover, as aforementioned, ammonium sulfate is more desired product today than in the past, which positively influences its price. The latter together with capture and storage of CO2 are reasons for a continuous interest for improvements and modifications of the Merseburg process; see papers published recently: Azdarpour et al. (2014); Msila et al. (2016); Bao et al. (2017). It is worthy to add that due to radioactivity of the raw material, mainly phosphates, not all gypsum as side products from the phosphate fertilizer production are suitable for further applications. Burnett et al. (1996) studied radioactivity represented mainly by 238U, 226Ra, and 210Pb (determined by high-resolution gamma spectrometry) of raw materials, gypsum from the production of phosphate fertilizers, and conversion products with (NH4)2CO3, i.e., CaCO3 and (NH4)2SO4 (see the reaction 2). The authors have realized that radioactive elements remain predominantly in the gypsum and in the CaCO3 cake after conversion of gypsum. This ascertainment is positive for the production of (NH4)2SO4; however, generally, phosphogypsum and waste from bauxite treatment (often called as red gypsum) are rather risky material both for the construction elements, as well as for utilization as fertilizing material. On the contrary to phosphogypsum, the FGDG has much higher quality. Usually, more than 96% of CaCO3 in limestone are required and measures in the FGD technology enable removal of heavy elements by proper treatment of ash (Reijnders 2016).
Of course, if there is a special interest for the production of (NH4)2SO4, from flue gases containing SO2, a direct reaction with ammonia solution and oxygen should be applicated (Marsulex 2007).
Behavior of the system represented by transformation of gypsum to CaCO3 and (NH4)2SO4 is very complicated due to three active phases: (i) gypsum(S1); (ii) CaCO3(S2); (iii) water solution of (NH4)2CO3 and (NH4)2SO4 (in case of reacting gypsum with water solution of (NH4)2CO3) or four active phases (G-phase as the 4th) when ammonia slurry of gypsum reacts with gaseous CO2; eventually, NH3 is also added in the gas form. Gypsum solid phase diminishes and CaCO3 is generated by precipitation. The reaction rate increases with decreasing of the size of gypsum particles and stirring (minimizing hindrance against G–L and L–S transport. Surface reactivity of the gypsum is affected by the quality of the used limestone and operation conditions of the FGD process. A general guide to description of multiphase systems with solid reactants and products in the liquid phase, L–S, and G–L mass transfers can be found in the textbook of Doraiswamy and Sharma (1984). Xu and Meakin (2011) have described precipitation/dissolution phenomena including diffusion-limited precipitation. However, their approach is too sophisticated for common use. Morsi and Basha (2015) published a comprehensive review devoted to mass transfer in multiphase systems focusing on bubble columns and slurry system. Again, the statement about demandingness of model and deficiency of reliable parameters limits this approach. In addition to multiphasicity, various crystallographic modifications of CaCO3 (the most common: calcite, aragonite and vaterite) and their different solubility in water (Plummer and Busenberg 1982) contribute to cumbersomeness of the system analysis (Song et al. 2015). Therefore, simplified phenomenological ways are used for description and modelling of the gypsum conversion including effect of modifiers (Cordell 1968; Song et al. 2014; Zhao et al. 2015; Song et al. 2016; Tan et al. 2017; Zhao et al. 2017).
The reactivity of different sources of FGD gypsum was compared in the paper by Danielik et al. 2016. A method using the reaction of aqueous suspension of gypsum with ammonium carbonate solution with the following determination of the unreacted ammonium carbonate was developed. It was found out that the reactivity of the FGD gypsum from different sources is high and it is slightly correlated with the BET-specific surface (Danielik et al. 2016).
A simplified approach to the kinetics of the conversion reaction (2) has been discussed in papers of Ganz et al. (1959); Chalabi and Younis (1975); Elkanzi and Chalabi (1991). Basic information that follows from the literature is that the rate of the conversion of calcium sulfate increases with diminishing size of sulfate particles in the suspension. On the basis of this fact, the cited authors assumed that the conversion reaction proceeds mainly on the surface of particles of calcium sulfate. They assumed that, during the reaction, the surface of gypsum particles is covered with solid product, viz., calcium carbonate. The reactions taking part in the conversion process proceed in a three phase system (suspension of calcium carbonate in water + gas components NH3 and CO2) and their kinetics is influenced by:
-
1.
mass transport between gas and liquid;
-
2.
chemical reaction between the solution of ammonium hydroxide and carbon dioxide under the formation of ammonium carbonate;
-
3.
diffusion of ammonium carbonate through the layer of the product, viz. calcium carbonate;
-
4.
the chemical reaction on the surface of unreacted calcium sulfate.
Elkanzi and Chalabi (1991) came to the following conclusions: The absorption of CO2 in partly carbonated ammonia solution is controlled by the reaction between CO2 and NH3. According to them, it follows that the first two steps do not influence the rate of the conversion reaction. To elucidate the mechanism of the conversion reaction, they carried out experiments at the temperatures of 10, 15, and 20 °C. They added saturated solution of ammonium carbonate in surplus to stoichiometry to the suspension containing 5 mass% of gypsum. Size of gypsum particles was 50 µm; rotation of mixer was kept at its maximum value 2200 min−1. On the basis of literature data and their own experiments, they came to the conclusion that the conversion reaction is of the pseudo first order. The activation energy of this reaction was found to be 72 kJ mol−1.
Elkanzi and Chalabi (1991) say that their model (based on the step 3) is supported by SEM images shown in paper by Higson (1951). They claim that one can clearly see that the crystals of calcium sulfate are covered with deposited calcium carbonate. According to our opinion, these pictures (as well as our results—Fig. 1) disprove validity of the model presented by Elkanzi and Chalabi (1991), because the surface of calcium sulfate is not compactly covered by precipitated calcium carbonate.

SEM image of partly reacted gypsum particles. One can see gypsum particles after a 5 min; b 10 min from the beginning of the reaction
In this work, we will present rather different view on the mechanism of the conversion reaction. We will also present a model that describes reasonably well the experimental data.
Experimental
The conversion reaction was studied using energy gypsum of industrial origin. Its purity was 98.9 wt%, main impurities being MgSO4 and the insoluble impurities. Three size fractions were used: (0–20), (20–50), and (50–100) µm. Particle size distribution was measured using a laser particle size distribution analyzer CILAS 930 Liquid from CILAS (France). Ammonium carbonate was of purity pro analysis (LACH-NER, CZ). The concentration of ammonium carbonate in water solution during experiment was determined by the addition of 1 M HCl and back titration with 1 M NaOH using methyl red as an indicator.
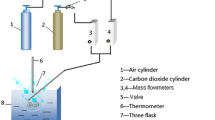
Experiments were carried out at the temperatures of 20, 30, 40, and 50 °C. Experiments at the temperature of 20 °C were performed in the following way: exactly, determined amount of gypsum (ca 30 g) was dispersed in deionized water (100 mL) for 10 min. This procedure was sufficient for disintegration of agglomerates of gypsum. Preliminary experiments showed that the intensity of stirring higher than 200 min−1 is not contributing to the increase of the conversion rate. Therefore, this intensity was applied in all the experiments. Under the constant stirring 200 min−1, 200 mL of the ammonium carbonate solution was added. Concentration of ammonium carbonate solution was chosen in such a way that a chosen initial molar ratio of gypsum and ammonium carbonate in the mixture could be achieved (0.8:1, 0.9:1, 1:1, and 1.1:1).
Samples of suspension (10 mL) were taken in chosen intervals (3, 6, 9, 12, 15, 18, 21, 24, 27, 30, 35, 45, 60, 75, 90, 105, and 120 min). Pure liquid for analysis was obtained by centrifugation. To 5 mL of pure liquid, 10 mL of 1 M HCl was added to decompose the unreacted ammonium carbonate. Remaining (dissolved) CO2 was removed by heating of the sample to 60 °C. For back titration of the excess of HCl, 1 M NaOH solution was used (methyl red was the indicator). The amount of unreacted gypsum was calculated from the amount of unreacted ammonium carbonate. Standard deviation of the conversion of gypsum determined in this way was lower than 1%.
Ammonium carbonate partly decomposes already at the temperature of 30 °C. For this reason, the experiments carried out at higher temperatures (30–50) °C were done in a pressure reactor (Parr 4842, USA). In this case, the solution of ammonium carbonate was heated in the pressure reactor to required temperature. Then, the suspension of gypsum in deionized water was added. Propeller rotation was 200 min−1 as in the previous experiments. After chosen time (10, 30, 60, and 90 min), the reactor was opened and the sample (10 mL) was immediately mixed with a weight amount of water–ice mixture (0 °C) and centrifuged. The analysis of the liquid portion, taking into account the dilution with the water–ice mixture showed deviation lower than 1% in comparison with no cooled and diluted sample. This deviation was in the range for analytical error (1%) of ammonium carbonate determination. The content of unreacted ammonium carbonate was analyzed as described above.
The obtained kinetic data were treated by own computer program for estimation of model parameter values using the Runga–Kutta fourth-order procedure for the solution of differential equations (see below) and Marquardt–Levenberg algorithm for the least-squares minimization. Rate constants for individual temperatures were estimated independently (Table 1). Afterwards, activation energy was calculated.
Exact concentration of all solutions [HCl, NaOH, (NH4)2CO3] was analyzed before each experiment.
Results and discussion
Figure 1 shows SEM images of the solid phase sampled from the reaction mixture after 5 and 10 min from the beginning of the reaction (T = 293 K). It can be seen that gypsum prism particles are not fully covered with calcium carbonate, which is in contrary with the mechanism proposed by Ganz et al. (1959); Chalabi and Younis (1975); Elkanzi and Chalabi (1991). This suggests that we have to consider that the conversion reaction proceeds in the liquid phase.
On the basis of this observation, viz., that the reaction does not proceed on the surface of solid gypsum particles (i.e., it does not form a compact layer of calcium carbonate), we proposed the following steps:
-
1.
The dissolution of solid gypsum.
-
2.
Diffusion (transport) of dissolved gypsum through the liquid film formed on the surface of solid gypsum particle into bulk of the liquid phase. The liquid film is established between the surface of the solid particle and aqueous solution. It represents the diffusion layer between the surface of the solid particle and the bulk of the aqueous solution.
-
3.
The chemical reaction between dissolved gypsum and solution of ammonium carbonate. Calcium carbonate that is formed due to this reaction is a gel (hydrated calcium carbonate) in the first stage. It is a precursor for formation of different forms of crystals of calcium carbonate as suggested by Ogino et al. (1987).
-
4.
Transport of ammonium sulfate from the boundary layer into bulk of the reaction mixture and the transport of ammonium carbonate from the bulk to the boundary layer.
Due to intensive mixing, we can neglect the step (4) as the rate determining. Dissolution of gypsum can be described as a reversible reaction:
which can be also written in a simplified form:
We assume that after a short time from the beginning of the reaction, the concentration of dissolved calcium sulfate on the boundary of the liquid film formed on the surface of solid particles will be constant and it equals the solubility of gypsum under given conditions. The following conversion reaction proceeds on the outer boundary of the liquid film:
or when using ions that are present in the solution, it can be written as follows:
As the electroneutrality has to be established at any point in the solution, we will consider the diffusion of CaSO4 instead of the diffusion of ions. The notation \( {\text{CaSO}}_{4} \left( {\text{aq}} \right) \) does not indicate solvated undissociated CaSO4 species. The solvated ions Ca2+ and SO42− are formed during dissolution of gypsum (Eq. 3), however, close to surface these ions are in stoichiometry (required by condition of electric neutrality). Therefore, we have used the simplified formula \( {\text{CaSO}}_{4} \left( {\text{aq}} \right) \) expressing the dissolved gypsum. The same holds for reactions (4, 7, 8). Simultaneously, we assume that there is an equilibrium between solid and dissolved “calcium carbonate” on the outer boundary of the liquid film:
or
Solubility of calcium carbonate is only a rough estimation, because the intermediate products of precipitation of calcium carbonate, as they are described by Ogino et al. (1987), have higher solubility than calcite (equilibrium phase of calcium carbonate under given conditions), e.g., the solubility of vaterite is by order higher than the solubility of calcite (Plummer and Busenberg 1982; Railsback 2017).
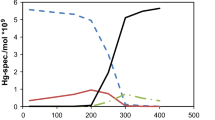
Dissolved gypsum diffuses through the layer of liquid film and reacts with ammonium carbonate under the formation of CaCO3. If we assume that reaction (7) is in equilibrium, we can (on the basis of experimental data) calculate the amount of diffusing calcium sulfate as a function of time. Flow of calcium sulfate through the liquid film calculated from all experiments carried out at the temperature of 20 °C for gypsum powder having size (0–20) µm is shown in Fig. 2. Similar curves were also obtained for the other fractions of gypsum powder. It can be seen that, at the beginning, the flow of dissolved gypsum increases and reaches maximum after several minutes. Then, it falls down. After 30 min, the reaction is so slow that the molar flow is almost zero. This behavior can be explained by a saturation of the liquid phase, i.e., closeness to equilibrium of the studied reaction system. Consequently, a driving force for the dissolution of gypsum diminishes and the reaction rate approaches zero.

Molar flow of the dissolved gypsum through the diffusion layer vs. reaction time for the fraction (0–20) μm. Full line represents the formal description of the experimental data
We assume that the increase in the flow of dissolved gypsum in the beginning of the experiment is caused by non-stationary conditions. Maximal solubility of gypsum (Eq. 3) has not been reached yet. As the concentration of dissolved gypsum increases, driving force of diffusion increases, as well. When saturated concentration on the surface of gypsum particles is achieved, the driving force of diffusion is constant. In this case also, the flow of dissolved gypsum related to unit surface will be constant. The decrease of the flow of gypsum is caused by diminishing of the surface of undissolved gypsum. This scenario might be complicated by the formation of different structures of CaCO3 species (hydrated CaCO3, vaterite, calcite, and aragonite) which have different solubility.
As can be seen from Fig. 2, stationary state is achieved after approximately 6 min. At this moment, the concentrations of gypsum at the surface of solid particle and on the outer boundary of the liquid film are constant. Meaning of these concentrations is illustrated in Fig. 3. \( c^{\text{s}}_{\text{CaSO4,aq}} \) denotes the saturated concentration at the surface of the particle (x = rS). Concentration cCaSO4,aq on the external boundary of the film layer can be estimated on the basis of equimolar ratio of CaSO4 and CaCO3, and it is proportional to the solubility of CaCO3 in the solution. This reasoning follows from the fact that deciding factor for precipitation of CaCO3 is the concentration of Ca2+(aq) ions, while their ratio in gypsum and calcium carbonate is 1:1.

Scheme of concentrations of dissolved CaSO4 in the liquid film formed on the surface of gypsum particle. \( c^{\text{s}}_{\text{CaSO4,aq}} \) is the saturated concentration at the surface of solid gypsum particle (x = rS); cCaSO4,aq is the concentration of dissolved CaSO4 on the boundary of the liquid film at the distance x = rS + δ from the solid particle
As mentioned above, stationary state is reached after short time (several minutes). In stationary state, the rates of all three processes are equal; thus
r3 = r4 = speed of diffusion (ri is the rate of reaction i).
For the rate of reaction (5), \( r_{{{\text{S}},4}} \), related to unit surface of the gypsum, one can write:
where dn(CaSO4, aq) is the change of the amount of substance of dissolved CaSO4 on the external boundary of the liquid film. S is the current surface of solid gypsum at a given time, and Φ is the extent of the reaction.
Because we assume a stationary state, it holds
where dnS(CaSO4, aq) is the change in the amount of substance of dissolved CaSO4 at the surface of solid particle. The amount of dissolved gypsum can be written as follows:
where n0(CaSO4,s) is the amount of solid gypsum added to the reaction system in the beginning of the experiment and f(CaSO4,s) is the conversion of gypsum. Surface of the solid phase diminishes in the course of the reaction and it can be approximated as follows:
where S is the surface of the solid phase (gypsum) in time t and S0 is the surface at the beginning of the reaction, t = 0. Similarly, V and n(CaSO4,s) are the volume and the amount of substance, respectively, in time t, while the index zero marks these parameters at t = 0. The coefficient x depends on the shape of particles and their size distribution.
Parameters in relationship (13) (the change in surface and volume of the particles) were determined from the flow of dissolved gypsum (Fig. 2). Size distribution of particles was also taken into account. Change in the amount of solid gypsum was calculated using iteration procedure as a function of CaSO4 that diffused through the film layer. As a result, we obtained diminishing of larger solid particles and complete dissolution of smaller particles as a function of time. In the next, surface and volume of unreacted particles at given time could be obtained. The dependence of the surface of undissolved (unreacted) particles as function of their volume related to the volume in zero time is shown in Fig. 4.

Dependence of the surface and volume change of the undissolved gypsum for all studied fractions. (squares): fraction (0–20) µm; (circles): fraction (20–50) µm; (triangles): fraction (50–100) µm
As can be seen from Fig. 4, the data can be described well by the power law, which corresponds to relationship (13). Reasonably good fit of the experimental data with proposed model suggests that the model describes physical reality. For size fraction of gypsum particles (0–20) μm, the exponent x equals 0.91; for fraction (20–50) μm, it equals 0.87; and for fraction (50–100) μm, it equals 0.86. These values are rather close. When all data were treated together, the exponent x was 0.88.
The proposed model is based on elementary reactions (4), (5), and (7). Then, for reaction (5), we can write
Combining the assumption about equilibrium of reaction (3) with relationships (11), (12), and (14), and taking into account relationship (13), we finally get the rate equation for the conversion of gypsum:
where
where M(CaSO4) is the molar weight.
As seen from Eq. (16), the solubility product of the gypsum is not included in the overall rate constant k′; it does not influence the reaction rate in the studied time range. The change in solubility of gypsum with the temperature influences the reaction rate during the first minutes, while the steady state (the saturation level of gypsum under given conditions) is not achieved.
The values of the rate constants are summarized in Table 1. The temperature dependence of the rate constant is described by Arrhenius equation:
The parameters for the overall rate constant k′ are as follows::
When taking into account Eq. (16) and separating the temperature dependence of the solubility product of calcium carbonate [Ks(CaCO3)], the parameters of the temperature dependence of the rate constant kS,5 differ on the basis for which type of CaCO3 the solubility products is used. When we assume that the primary solid product is vaterite, then using the solubility product of vaterite (Plummer and Busenberg 1982), the parameters of the temperature dependence of the rate constant kS,5 are as follows:
Rate constants considering the solubility product of vaterite, calcite (Plummer and Busenberg 1982), and amorphous calcium carbonate (Clarkson et al. 1992) together with the overall rate constants k′ are in Table 1. For the formation of calcite and amorphous CaCO3 activation energies, E = (37.0 ± 2.9) kJ mol−1 and E = (48.2 ± 3.4) kJ mol−1, resulted, respectively.
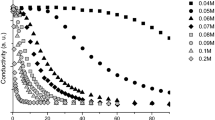
Comparison of the experimental and calculated values of conversion of gypsum obtained at 20 °C for all size fraction of gypsum powder are plotted in Fig. 5a–c. Figure 5d shows the comparison for the temperature 50 °C. Figure 6 shows the temperature dependence of the rate constant k′ for Eq. (17) and the rate constant kS,5 for Eqs. (14, 16) considering the solubility product (KS) of vaterite. It can be seen that the natural logarithm of kS,5 is approximately 15 times higher due to low solubility of CaCO3,

Comparison of the experimental and calculated values of gypsum conversion at the temperatures 20 °C (a–c) and 50 °C (d). The initial molar ratio of gypsum and ammonium carbonate was 1:1. Size fraction of gypsum: a (0 –20) µm; b, d (20–50) µm; c (50–100) µm

From Fig. 5a–d, one can see that the proposed model describes the experimental data of the reaction of gypsum with (NH4)2CO3 (conversion reaction) solution well. The model is not intended to describe the first minutes of the reaction when a stationary state in the diffusion layer formed on the surface of gypsum particles has not been achieved. The value of the activation energy of the conversion reaction found in this work is remarkably lower than that reported by Chalabi and Younis (1975); Elkanzi and Chalabi (1991), viz., 72 kJ mol−1. Of course, our model is very different from that presented by cited papers. Because of using more concentrated reaction mixture, about 9 wt% of gypsum in our work in comparison with ca. 1.5 wt% used by Elkanzi and Chalabi (1991), our model is more suitable for technological purposes.
Conclusions
The experimental measurements of the reactivity of flue gas desulphurization gypsum with ammonium carbonate have been performed in the temperature range (20–50) °C. Mechanism and kinetic parameters of the reaction were estimated. These parameters were used in a mathematical model which allows predicting the conversion of gypsum. From the experimental results and the mathematical model, it follows that the reaction does not proceed at the surface of the solid gypsum particles. It seems that the reaction proceeds in a liquid phase between dissolved gypsum and ammonium carbonate. The model assumes the following steps:
-
1.
The dissolution of solid gypsum.
-
2.
Diffusion (transport) of dissolved gypsum through the layer formed on the surface of solid gypsum particle into bulk of the liquid phase.
-
3.
The chemical reaction between dissolved gypsum and solution of ammonium carbonate.
-
4.
Transport of ammonium sulfate from the boundary layer into bulk of the reaction mixture and the transport of ammonium carbonate from the bulk to the boundary layer.
The conversion reaction is of the second order. Influence of the size of gypsum particles on the kinetic parameter x in Eq. 13 is not significant.
References
Azdarpour A, Asadullah M, Junin R, Manan M, Hamidi H, Mohammadian E (2014) Direct carbonation of red gypsum to produce solid carbonates. Fuel Proc Technol 126:429–434. https://doi.org/10.1016/j.fuproc.2014.05.028
Bao W, Zhao H, Li H, Li S, Lin W (2017) Process simulation of mineral carbonation of phosphogypsum with ammonia under increased CO2 pressure. J CO2 Utilization 17:125–136. https://doi.org/10.1016/j.jcou.2016.11.012
Benjamin MM (2002) Water chemistry. McGraw-Hill, Maidenheach (ISBN-10: 1577666674)
Burnett WC, Schultz MK, Hull CD (1996) Radionuclide flow during the conversion of phosphogypsum to ammonium sulfate. J Environ Radioact 32(1–2):33–51. https://doi.org/10.1016/0265-931X(95)00078-O
Chalabi MF, Younis SM (1975) Conversion of CaSO4 into (NH4)2SO4 at ammoniated gypsum slurries by CO2 Gas. In: Chisa International Congress on Chemical Engineering, Prague, Czechoslovakia
Chang R, Kim S, Lee S, Choi S, Kim M, Park Y (2017) Calcium carbonate precipitation for CO2 storage and utilization: a review of the carbonate crystallization and polymorphism. Front Energy Res 5:17. https://doi.org/10.3389/fenrg.2017.00017
Chou MIM, Bruinius JA, Benig V, Chou SFJ, Carty RH (2005) Producing ammonium sulfate from flue gas desulfurization by-products. Energy Sources 27(11):1061–1071. https://doi.org/10.1080/00908310490479510
Clarkson JR, Price TJ, Adams CJ (1992) Role of metastable phases in the spontaneous precipitation of calcium carbonate. J Chem Soc Faraday Trans 88:243–249. https://doi.org/10.1039/FT9928800243
Cordell GB (1968) Reaction kinetics of production of ammonium sulfate from anhydrite. Ind Eng Chem Proc Des Dev 7(2):278–285. https://doi.org/10.1021/i260026a022
Danielik V, Fellner P, Jurišová J, Králik M (2016) Determination of the reactivity of CaSO4 2H2O. Acta Chimica Slovaca 9(1):1–5. https://doi.org/10.1515/acs-2016-0001
Doraiswamy LK, Sharma MM (1984) Heterogeneous reactions: analysis, examples, and reactor design. Volume 1: gas–solid and solid–solid reactions, 538 pp; volume 2: fluid–fluid–solid reactions, 378 pp. Wiley, New York
Elkanzi EM, Chalabi MF (1991) Kinetics of the conversion of calcium sulfate to ammonium sulfate using ammonium carbonate aqueous solution. Ind Eng Chem Res 30:1289–1293. https://doi.org/10.1021/ie00054a032
Ganz SN, Leibovish SB, Gorbman SI (1959) Conversion of CaSO4 into (NH4)2SO4 by agitating a mixture of gypsum slurry, NH3 and CO2 in a variable speed disc mixer. Zh Prikl Khim 32:975–978
Gázquez MJ, Bolívar JP, Garcia-Tenorio R, Vaca F (2014) A review of the production cycle of titanium dioxide pigment. Mater Sci Appl 5(07):441–458. https://doi.org/10.4236/msa.2014.57048
Gopinath ND (1968) Disposal or use of gypsum in production of ammonium sulfate. In: Slack AV (ed) Phosphoric acid, vol 1. Part 11. Marcel Dekker, New York, pp 541–566
Gowariker V, Krishnamurthy VN, Gowariker S, Dhanorkar M, Paranjape K (2009) The fertilizer encyclopedia. Wiley, New York. ISBN 978-0-470-41034-9
Higson GI (1951) The Manufacture of Ammonium Sulfate from Anhydrite. Chem Ind 1951:750–754 (cited by Elkanzi EM, Chalabi MF (1991))
Kongshaug G, Brentnall BA, Chaney K, Gregersen JH, Stokka P, Persson B, Kolmeijer NW, Conradsen A, Legard T, Munk H, Skauli Ø, Kiiski H, Solheim KR, Legard T, Brentnall BA, Rauman-Aalto P (2000) Phosphate fertilizers. In: Ullmann’s encyclopedia of industrial chemistry. Wiley-VCH Verlag GmbH & Co. KGaA. https://doi.org/10.1002/14356007.a19_421.pub2
Kurdowski W, Sorrentino F (1997) Red mud and phosphogypsum and their fields of application. In: Chandra S (ed) Waste materials used in concrete manufacturing. Noyes publications, Westwood, New Jersey, USA, pp 290–351
Linde DR (2002) CRC handbook of chemistry and physics, 83rd edn. CRC Press, Boca Raton
Morsi BI, Basha OM (2015) Mass transfer in multiphase systems. In: Mass transfer-advancement in process modelling. InTech, pp 189–217. https://doi.org/10.5772/60516
Msila X, Billing DG, Barnard W (2016) Capture and storage of CO2 into waste phosphogypsum: the modified Merseburg process. Clean Technol Environ Policy 18(8):2709–2715. https://doi.org/10.1007/s10098-016-1157-4
Ogino T, Suzuki T, Sawada K (1987) The formation and transformation mechanism of calcium carbonate in water. Geochim Cosmochim Acta 51(10):2757–2767. https://doi.org/10.1016/0016-7037(87)90155-4
Parrish P, Ogilvie A (1939) Calcium superphosphate and compound fertilisers. Hutchinson’s Scientific and Technical Publications, London, p 279
Plummer LN, Busenberg E (1982) The solubilities of calcite, aragonite and vaterite in CO2–H2O solutions between 0 and 90 °C, and an evaluation of the aqueous model for the system CaCO3–CO2–H2O. Geochim Cosmochim Acta 46(6):1011–1040. https://doi.org/10.1016/0016-7037(82)90056-4
Railsback LB (2017) Solubility of common carbonate minerals. Some Fundamentals of Mineralogy and Geochemistry, UGA Sedimentary Geochemistry Laboratory, University of Georgia, http://www.gly.uga.edu/railsback/Fundamentals/FundamentalsCarbs.html. Accessed 28 Sep 2017
Reijnders L (2016) Disposal and Utilization of Coal Combustion, Gasification, and Coking Residues. In: Riazi MR, Gupta R (eds) Coal production and processing technology technology. CRC Press, Boca Raton, pp 413–433
Song K, Jang YN, Kim W, Lee MG, Shin D, Bang JH, Jeon CW, Chae SC (2014) Factors affecting the precipitation of pure calcium carbonate during the direct aqueous carbonation of flue gas desulfurization gypsum. Energy 65:527–532. https://doi.org/10.1016/j.energy.2013.11.008
Song K, Kim W, Bang JH, Park S, Jeon CW (2015) Polymorphs of pure calcium carbonate prepared by the mineral carbonation of flue gas desulfurization gypsum. Mater Design 83:308–313. https://doi.org/10.1016/j.matdes.2015.06.051
Song K, Kim W, Park S, Bang JH, Jeon CW, Ahn JW (2016) Effect of polyacrylic acid on direct aqueous mineral carbonation of flue gas desulfurization gypsum. Chem Eng J 301:51–57. https://doi.org/10.1016/j.cej.2016.04.142
Tan W, Zhang Z, Li H, Li Y, Shen Z (2017) Carbonation of gypsum from wet flue gas desulfurization process: experiments and modeling. Environ Sci Pollut Res 24(9):8602–8608. https://doi.org/10.1007/s11356-017-8480-0
Wikipedia (2018) Flue-gas desulfurization. https://en.wikipedia.org/wiki/Flue-gas_desulfurization. Accessed 10 Mar 2018
Wirsching F (2000) Calcium sulfate. In: Ullmann’s Encyclopedia of Industrial Chemistry. Wiley-VCH Verlag GmbH & Co. KGaA, New York. https://doi.org/10.1002/14356007.a04_555
Xu Z, Meakin P (2011) Phase-field modeling of two-dimensional solute precipitation/dissolution: solid fingers and diffusion-limited precipitation. J Chem Phys 134(4):044137_1–044137_9. https://doi.org/10.1063/1.3537973
Zhao J, Song X, Sun Y, Chen B, Yu J (2015) Study on crystallization of calcium carbonate from calcium sulfate and ammonium carbonate in the presence of magnesium ions. Cryst Res Technol 50(4):277–283. https://doi.org/10.1002/crat.201400135
Zhao S, Li C, Ma L, Wang D, Yang J, Peng Y, Wang L (2017) Process characteristics of synthesis calcium carbonate using desulfurization gypsum in integrated reaction and separation equipment. Ind Eng Chem Res 56(46):13945–13954. https://doi.org/10.1021/acs.iecr.7b02724
Acknowledgements
This work was supported by the Slovak Research and Development Agency under contract no. APVV-14-0217 (Exploitation of gypsum into valuable chemical products and intermediates—EGYVACHEP) and funding by VUCHT a.s. This publication is the result of the project implementation: centre for materials, layers and systems for applications and chemical processes under extreme conditions—Stage II, ITMS no.: 26240120021 supported by the Research & Development Operational Programme funded by the ERDF.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Danielik, V., Fellner, P., Jurišová, J. et al. Kinetics of the conversion reaction of gypsum with ammonium carbonate. Chem. Pap. 72, 2631–2639 (2018). https://doi.org/10.1007/s11696-018-0493-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-018-0493-8