
Abstract
The wastewaters collected from ships were preliminary separated in harbour installation into an oil fraction (slop oil) and the aqueous phase. The oil phase was then separated from slop oil, and the resulting water phase was subjected to the treatment in a coagulation/flotation process. The effluent (oil content 7–13 ppm) from these processes was further purified in biological wastewater treatment plant. A composition of bilge water is variable what affects the efficiency of coagulation/flotation process and the effluents may contain a significant amount of oil residues. The purification of effluents from coagulation/flotation process was performed in this work with ultrafiltration (UF), using FP100 membranes. The turbidity of obtained UF permeate was varied in the range of 0.08–0.26 NTU and the oil content was at a level of 0.9–1.1 ppm. Such purified water can be utilized for rinsing the oil–water separation devices located in the wastewater treatment plant, instead of tap water used so far. The obtained UF retentate contained 30 ppm of oil can be recycled to the coagulation/flotation process. Fouling of UF membranes was observed during the separation process, however, the FP100 membranes were effective cleaned with alkaline cleaning agents P3 Ultrasil 11.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The presence of even trace amounts of petroleum derivatives in the water causes a serious degradation of aqueous environment and harms human health (Dhorgham et al. 2012). Different types of wastes, such as ballast, black and grey waters, and bilge waters, which are harmful for the marine environment, are generated on the ships. Bilge waters are particularly dangerous due to the presence of petroleum and petroleum-derived products, the components which exhibit the carcinogenic properties. With regards to this, the regulations have been implemented for over 50 years, such as international conventions for the advection of pollution from ships OILPOL (1954) and MARPOL (1973/74) to prevent the discharge of oily wastewaters directly into the sea (Ulucan and Kurt 2015).
The treatment of oily wastewater can be performed using various chemical or physical processes, such as flotation, separation by centrifuge, filtration, and coagulation (Abbasi and Taheri 2013; Dhorgham et al. 2012; Rattanapan et al. 2011). Taking into consideration a fact, that oils frequently occurs in the emulsified form, the effectiveness of treatment such effluents by the classical methods is considerably limited. A high efficiency of treatment was achieved when the separation of oil with traditional coagulation and flotation was supported by electrocoagulation/electroflotation process (Ulucan and Kurt 2015). The bubbles formed in wastewater generate the large surface areas for adsorption of dispersed oil droplets and other precipitates, and remove them by floating. Recently, the membrane processes have been used for the separation of oily waste on wide scale. The microfiltration (MF) and ultrafiltration (UF) processes are most often utilized for oily wastewater treatment (Karakulski et al. 1998; Li et al. 2006; Padaki et al. 2015; Rekabdar et al. 2011; Salahi and Mohammadi 2010; Wang et al. 2009). The MF and UF processes were also used in the membrane bioreactors, what allowed to shorten hydraulic residual time and to enhance the effectiveness of treatment of oily wastewaters by biological methods (Emadian et al. 2015; Sun et al. 2010).
A serious limitation associated with the application of membrane technology is a decline of module yield caused by fouling and scaling of membranes (Peng and Tremblay 2008). Moreover, the suspended solids and oils present in the bilge water can block the feed channels in the case of spiral and capillary modules. These problems can be eliminated using the MF process as a pretreatment before the modules UF or RO (Salahi and Mohammadi 2010). However, a fouling problem of MF modules still remains.
There are two types of membrane fouling observed during oily wastewater treatment (Li et al. 2006). The reversible fouling occurs due to external deposition of sludge or colloidal particles on to the membrane surface and in the pores. A flux decline caused by reversible fouling can be recovered with mechanical cleaning and pure water rinsing or backwashing (Li et al. 2006; Salahi and Mohammadi 2010; Peng and Tremblay 2008). The other type is irreversible fouling, associated with a strong physical or chemical adsorption of solutes and particles on the surface and in the membrane pores. A flux decline caused by irreversible fouling can be only recovered by washing with acid or alkali solutions (Astudillo et al. 2010; Busca et al. 2003). However, the initial permeability of irreversibly fouled membranes cannot be restored even with the use of aggressive cleaning methods.
Fouling of the membrane surface causes the necessity of application various procedures to restore the initial permeate flux (Astudillo et al. 2010). The chemical methods are most widely used for membrane cleaning. In the case of bilge water treatment, good results were obtained by rinsing the modules with 1 wt% NaOH solution (Peng and Tremblay 2008). In the industrial applications, the membrane installations are frequently cleaned with the use of Ultrasil cleaning agents from Henkel (Astudillo et al. 2010; Jönsson et al. 2008). The Ultrasil solutions are generally used for the removal of proteins and fats, but these solutions are also suitable for cleaning of the membranes fouled by oily wastewater (Silalahi and Leiknes 2009).
Moreover, a periodical washing of membrane installation reduces the process effectiveness. For this reason, the membranes with antifouling performance or allowing to simplify a procedure of their cleaning have been searched (Benito et al. 2007).
A significant reduction of fouling intensity was achieved through a modification of composition of the membrane surface (Luo et al. 2015; Tang et al. 2015). Among commercially available membranes the FP100 membranes demonstrated the appropriate properties for the separation of oily wastewaters (Orecki et al. 2006; Tomaszewska et al. 2005). These membranes were successfully utilized for the separation of solutions with different compositions (Busca et al. 2003; Evans et al. 2008; Goldman et al. 2009).
In the biological treatment plant as well as in the installation for oil separation, significant amounts of clean water are used for rinsing of devices. Therefore, the installation effectiveness can be improved by water re-use. In the presented work, the possibility to recycle the effluents generated from coagulation/flotation stage of oily wastewater treatment plant was investigated. The purification of this effluent was performed with the application of UF process. Moreover, the important objective of performed studies was to determine whether the FP100 membranes, selected on the basis of previous studies of oily wastewaters separation, will be appropriate to produce the process water for rinsing devices in a modernized industrial installation for treatment of bilge water.
Experimental
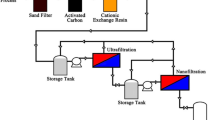
The oily wastewater used for UF process was obtained from harbour wastewater treatment facility Międzyodrze (Szczecin, Poland). In this treatment, plant was carried out a process of slop oil recovery from bilge waters. The aqueous phase formed from separation of slop oil was first subjected to the treatment by coagulation/flotation method and the effluents were further purified by biological treatment. A composition of treated bilge water is variable, therefore, in certain cases these wastes contain the components which deteriorated the effectiveness of treatment by coagulation/flotation processes. For this reason, an additional purification of effluents from these processes was proposed with the application of UF process (about 20–30 m3 of effluents per day). To determine the changes in wastewaters composition, their samples were periodically analyzed over a period of 2 months.
The UF process was also studied with the use of the standard solutions prepared from oil collected from the surface of bilge water, as well as from industrial emulsion Wirol 5000 and DrawLub (Karakulski and Morawski 2002, 2011).
The studies of UF process were carried out in a pilot plant described in previous works (Orecki et al. 2006; Tomaszewska et al. 2005). The PCI B1 tubular module (parallel flow) equipped with 18 membrane tubes of PCI FP100 was assembled in the pilot plant. The membrane area for the ultrafiltration amounted to 0.9 m2. The tubular FP100 membranes (1.25 cm in diameter and length of 1.2 m) made from polyvinylidene fluoride are manufactured by Aquious-PCI Membrane Systems, Inc. (USA and UK). According to the manufacture specification the FP100 membranes have the following characteristics: working pH range of 1.5–12, maximum pressure of 1.0 MPa, working temperature up to 60 °C, molecular weigh cut-off equal to 100,000 g mol−1 (MWCO 100 kDa), and a high hydrophobocity (Busca et al. 2003; Goldman et al. 2009).
The UF studies were performed at the transmembrane pressures (TMP) in the range of 0.1–0.4 MPa. The feed pressurized by a centrifugal pump (type VNR-8, Grundfos) was flowing inside the tubular membranes with velocity of 1.2 m s−1. The feed temperature was in the range of 25–35 °C during the UF process. The changes of the permeate flux caused by membrane fouling were determined using tap water or RO permeate as a feed. The module BW30 was used for tap water purification by reverse osmosis process.
The investigations of UF process were carried out in a cross-flow mode, using two methods of permeate collection. In the first method, the permeate was recycled to a feed tank (200 dm3) to maintain a constant concentration of the feed. In the second mode, the permeate was collected from installation, thus, the feed concentration was gradually increased during UF process. In this case, the water recovery coefficient can be expressed by volume concentration ration (VCR), which was calculated with the following equation:
where V F and V P are volume of the feed and permeate, respectively.
After completing each filtration process, the UF module was immediately rinsed using either tap water or RO permeate. The UF module was also periodically cleaned to remove irreversible fouling. The chemical cleaning procedure of UF membranes was as follows: rinsing the installation with tap water (10 min—permeate valve closed), cleaning with a P3 Ultrasil 11 solution (0.3 wt%) for 60 min (at 56–60 °C and 0.05 MPa, permeate valve open), followed by rinsing (three times) with tap water over 60 min. The P3 Ultrasil 11 was purchased as a white powder contained about (wt%): sodium hydroxide 43.6, EDTA >30, anionic surfactants <5, and non-ionic surfactants <5 (Shorrock and Bird 1998).
The oil concentration was determined in examined samples by means of oil analyzer HORIBA OCMA 310. The turbidity of water was measured using a turbidimeter 2100 AN IS (HACH, USA) with the detection limit of 0.01 NTU.
A composition of tap water was determined using the ion chromatography method with conductivity detector (850 Professional IC, Herisau Metrohm, Switzerland). The separation of anions was achieved on a Metrosep RP guard column in series with a Metrohm A Supp5-250 analytical column. An analytical column Metrosep C2-150 was used for the separation of cations.
A distribution of oil droplet size in the tested wastewaters was determined using a Malvern Instrument Mastersizer 2000MU. To perform the measurements of oil droplet size it is necessary to know the exact refractive index of oil. In the case of wastewaters from ships, this index was determined for a sample of oil collected from the surface of real bilge water.
The electrical conductivity and total dissolved solids (TDS) of solutions were measured with a 6P Ultrameter (Myron L Company, USA). This meter was calibrated for measurements as NaCl using TDS/Conductivity standard solution (Myron L Company).
Results and discussion
Characteristics of oily wastewater
The dimensions of oil droplets forming the emulsion and the presence of dissolved substances in wastewaters strongly affect the efficiency of UF process. A variable bilge water composition, and the presence of different organic compounds and the surface active agents has a significant effect on the dimensions of oil droplets forming emulsion. The majority of works presenting the treatment of oily wastewater by ultrafiltration method was performed for simple model solutions prepared by mixing of oil with surface active agent (Benito et al. 2007; Silalahi and Leiknes 2009). However, with regard to complexity of fouling phenomenon, such procedure may decrease the utility of obtained results, what is of particular importance in the case of industrial applications.
The performed studies confirmed that the experimental results obtained for emulsions prepared on the basis of commercial oils were significantly different from those obtained for real wastewaters (Fig. 1). The measurements performed with bilge water demonstrated a bimodal distribution of oil droplet size having a maximum diameter at 1.6 and 20 μm. In the case of standard solutions (Wirol, DrawLub), a distribution of oil droplet size was a more uniform, mostly in the range of 0.5–1 μm. The similar results were obtained for model oil/water emulsions in other work (Benito et al. 2007).

A distribution of oil droplet size in tested bilge water and model wastewaters
A distribution of droplet size close to that obtained for real bilge water was achieved when the model wastewaters were prepared with the use of the oil phase collected from the surface of bilge water separated in a decanter (Fig. 2). This fact allows to approximate the results of performed studies with model solutions to real ones and to avoid logistic problems associated with a transport of large volume of bilge water to a laboratory. However, with regard to a variable composition of bilge water, proposed FP100 membranes should separate wastewaters efficiently with presented oil droplet size distribution.

A distribution of oil droplet size in tested bilge water (continuous line) and in prepared model bilge water (broken line)
A composition of bilge water can be varied from ship to ship, e.g. the oil concentration from 6.5 to 736 ppm, and suspended solids concentration varies between 13.3 and 660 mg L−1 (Bilgili et al. 2016). Much smaller differences in the values of examined parameters were found (over a studied period of 2 months) in wastewaters subjected to treatment in the deoiling installation Międzyodrze. A reason can be a fact, that bilge waters taken away from ships were first collected in large storage tanks. The results obtained for tested samples of wastewaters were similar to the values presented in Table 1 (samples collected at intervals of several days).
The treated samples had color from light to dark brown and they exhibited a high turbidity. A sample filtration through a filter paper (5 μm) demonstrated that wastewater contained 0.5–1 g L−1 of suspended solids. The turbidity of shaken samples amounted to 46–565 NTU, and the values in the range of 15–58 NTU were obtained after a 5 days of samples holding, which indicated that sedimentation proceeds slowly. The UF process was carried out with wastewaters previously subjected to sedimentation for minimum one day.
The treatment of bilge water by UF process is difficult to perform with regard to a variable composition. Moreover, the removal of purified water (UF permeate) causes an increase of the oil content in the feed and affects the size of oil droplets, as can be seen from results presented in Fig. 3. The model wastewaters prepared from pure oil demonstrated a larger stability and still contained the majority of droplets with size below 1 μm. In the case of bilge water, the removal of 90% of water (VCR = 10) caused a significant agglomeration of oil droplets in the feed, therefore, the droplets dimensions was in the range of 30–130 μm.

The influence of feed concentration (VCR = 10) on the changes in of droplet size distribution
Characterization of FP100 membranes
A level of the permeate flux and the degree of separation comprises the fundamental properties characterizing a given membrane. The values of these parameters will adversely change during the operation of membrane installation. A magnitude of these changes is determined through a periodical measurement of a maximum permeate flux, using as a feed the water which will not cause fouling, usually distilled water or the RO permeate (Tomaszewska et al. 2005). In the case of application of RO permeate as a feed, a linear increase in the flux, proportional to the driving force (TMP) was obtained (Fig. 4). The results presented in this figure indicate that the maximum flux increased from 70 to 220 L m−2h−1 for TMP in the range of 0.1–0.4 MPa for new membranes FP100. In the deoiling installation Międzyodrze, a rinsing and cleaning of installation can only be performed with the utilization of tap water, the composition of which was presented in Table 2. However, such water contained a certain amount of suspended solids (1.2–1.8 NTU), what caused a gradual reduction of the permeate flux, in the studied case particularly above 0.3 MPa (Fig. 4).

The changes of permeate flux (feed: RO permeate—filled square, and tap water: +, open square series S1 and ×, open circle—series S2) and value of turbidity: filled diamond—feed, filled inverted triangle UF permeate
Moreover, the UF membranes undergo a compression as a result of increasing the TMP value, what decreases the membrane permeability. For this reason, after stabilization of the efficiency for 0.4 MPa, the return values of permeate flux were determined (TMP was reduced from 0.4 to 0.1 MPa), which were found to be slightly smaller (Fig. 4—open symbols). However, the determined values of the permeate flux are smaller in series S2 than those in series S1, both for growing TMP as well as for decreasing, what confirmed that not only the membrane compression, but also fouling caused a reduction of the permeate flux. The feed (tap water) was recycled to feed tank during these measurements, and the measurements of feed turbidity demonstrated a decrease in the NTU value, e.g. from 1.45 to 1.23 during series S1 (Fig. 4), which could be associated with deposition of a fraction of suspended solids on the membrane surface. Independently on the changes of the permeate fluxes, turbidity of obtained permeate was at a low level of 0.069–0.072 NTU.
Although the above presented results indicate that determined values of the maximum permeate flux are reduced by tap water, the application of this water for a procedure of membrane cleaning is not excluded since the turbidity of tap water was still 30–300 times smaller than turbidity of treated wastewaters (Table 1). Moreover, after completion these series of studies, the maximum permeate flux was found to decrease to 130 L m−2h−1 (TMP = 0.4 MPa), despite rinsing of the module with the application of RO permeate (repeated several times). Moreover, the application of chemical cleaning (P3 Ultrasile 11 solution) did not improve obtained value of the maximum permeate flux.
Studies of UF process
The separation was performed applying standard solution of oily wastewaters, which were prepared using the oil collected from the surface of bilge water. The contaminants present in wastewater caused, that the permeate flux was significantly decreased in a comparison with the values obtained for RO permeate (Fig. 5). The UF process was carried out for 4 h, subsequently the wastewater was removed and the installation was rinsed with tap water. When the rinsing operation was completed, the obtained maximal yield of UF process decreased from 125 to 91 L m−2 h−1, at the transmembrane pressure equal to 0.4 MPa, which indicated for occurrence of significant irreversible fouling of the membranes. The separation of oily wastewater was repeated three times. As a result, the permeate flux decreased to a value of 70 L m−2 h−1 (series S3, TMP = 0.4 MPa), and after rinsing the module with tap water the permeate flux amounted to 74 L m−2 h−1. This yield is at almost the same level as that obtained for similar UF module (Orecki et al. 2006). These results revealed, that rinsing of UF module only with tap water is not effective.

The changes of permeate flux as a result of bilge water treatment. Feed: filled diamond—RO permeate; open square, open circle, ×—tap water; filled square, filled circle, +—model wastewater (150 ppm of oil), series: open square, filled square—S1, open circle, filled circle—S2, and +, ×—S3
In the next stage of studies the effluents obtained from wastewater treatment plant Międzyodrze was used as a feed. It was found that the module yield (TMP = 0.4 MPa) was decreased from 74 to 63 L m−2 h−1 after 5 h of installation operation (Fig. 6). Moreover, a non-linear influence of TMP on the permeate flux was observed. Such a result confirms the formation of a gel layer on the membrane surface which became a dominant factor of the flux (Li et al. 2006; Peng and Tremblay 2008; Salahi and Mohammadi 2010).

The influence of TMP value and composition of solution on the UF process efficiency
The monitoring of performance of deoiling installation Międzyodrze carried out for over a month have demonstrated that the coagulation/flotation process proceeds effectively in about 60–65% of cases and the effluents obtained from these processes have usually turbidity at a level of 70–150 NTU. The results presented in Fig. 7 were obtained for the feed having turbidity at a level of 100 NTU, whereas turbidity of obtained UF permeate was varied in the range of 0.26–0.077 NTU. The permeate turbidity decreases along with increasing TMP, which as associated with enhancement of the degree of membrane compression, moreover, the studies were carried out with a gradual increase in the TMP. It can be expected that during the UF process on the membrane surface was accumulated a layer of deposits, which improves the separation of suspensions, as was demonstrated in several works (Li et al. 2006; Rekabdar et al. 2011; Salahi and Mohammadi 2010; Wang et al. 2009).

The effect of TMP value on changes of turbidity and oil concentration in obtained UF permeate. Initial oil concentration in the feed 8 ppm. Feed—mixed OW1 and OW2
The obtained results of turbidity measurements and the oil content confirmed, that a high degree of separation was being achieved with used FP100 membranes. The oil content in the feed was at a level of 8 ppm, whereas at a level of 0.9–1.1 ppm in the permeate. Enhancement of TMP increases the force pushing the droplets through the pores, therefore, the oil concentration in the permeate was increased along the increase in TMP (Benito et al. 2007). However, the obtained value of oil content in the permeate is much smaller than 5 ppm required by MARPOL convention (Ulucan and Kurt 2015).
The linear velocity of feed flow alongside the membrane surface should amount 1.5–2 m s−1 to limit the fouling (Hilal et al. 2004), which is achieved using the feed flow rate several times larger than the permeate flux. The feed is recycled to obtain a sufficiently high value of VCR, therefore, a temperature of wastewater in the feed tank was gradually increased. The results shown in Fig. 8 indicated that the permeate flux was slightly increased with increasing operation temperature, because water viscosity is inversely proportional to temperature. This effect is advantageous because it allows to avoid additional costs of feed cooling. The flow resistance of feed through the tubular membrane are reversibly proportional to the feed viscosity (Wang et al. 2009). For this reason, a decrease of viscosity value resulting from elevation of temperature from 27 to 32 °C, caused a simultaneous increase in the permeate flux from 42 to 55 L m−2 h−1. However, a viscosity of oil also decreases along with increasing temperature, which can facilitate the oil droplets forcing through the pores and deteriorate the separation (Busca et al. 2003) taking these relationships into account it was demonstrated that the feed temperature in the deoiling process should not exceed 35 °C (Rekabdar et al. 2011).

The effect of feed temperature on the yield of UF process. Continuous concentration of feed from 140 min. TMP = 0.4 MPa
The operating temperature of UF process was stabilized at 32 °C in the studied case (Fig. 8). During the stabilization period (140 min) the permeate was returned to the feed tank (constant feed concentration). After 140 min of UF process duration, the collection of permeate was started and the feed concentration was systematically increased, which caused a decrease of the permeate flux. When the feed was concentrated for 120 min, the yield was reduced from 55 to 41 L m−2 h−1 (Fig. 8), and a VCR coefficient equal to 2.85 was obtained. As a result of feed concentration, turbidity of the feed was increased from 100 to 148 NTU, whereas that of permeates from 0.077 to 0.17 NTU. Moreover, the oil content in the UF retentate was increased to 30 ppm. It is proposed to recycle the retentate at this concentration to the deoiling process. Moreover, the presence of significant amount of suspended solids was found in the tested wastewater, which can cause a progressive clogging of spray nozzles in the deoiling installation. The results presented above indicate, that the UF permeate can be successfully used for installation rinsing.
Studies of chemical cleaning
The UF studies of oily wastewaters treatment were carried out for 5–8 h per day over a period of several weeks. The studies were finished by the separation of OW6 wastewater sample (Table 1), which was filtered for a period of 15 h. After completing each UF series, the installation was rinsed with tap water for 1 h. The final value of the permeate flux (TMP = 0.4 MPa) obtained for tap water amounted to 57 L m−2 h−1 (Fig. 9), which was significantly lower than that achieved in the initial series of oily wastewaters separation (74–79 L m−2 h−1, Fig. 5). These results indicated that the yield of UF installation was decreased due to the membrane fouling, which was also observed during oily wastewater treatment in other works (Peng and Tremblay 2008; Rekabdar et al. 2011; Wang et al. 2009). For this reason, the possibility of foulants removal and the membrane durability is a basic condition for industrial application of presented solution. The results shown in Fig. 9 indicate that rinsing of UF module with tap water did not cause a recovery of its initial yield, which indicates for a significant contribution of irreversible fouling. Therefore, the chemical cleaning of the membranes was performed using the Ultrasil 11 solutions.

The effect of TMP value and membranes cleaning on the yield of UF process. Feed—tap water. filled square—new membranes, open square—membrane rinsed by tap water after wastewater separation, filled inverted triangle—membrane cleaned with Ultrasil 11 solution
A cleaning of UF installation with a solution of Ultrasil 11 at 56 °C for 1 h resulted in the increase of the permeate flux from 57 to 120 L m−2 h−1. However, this value is still lower than that achieved for new membranes (177 L m−2 h−1) during the first feeding of UF installation with tap water (Fig. 4). Such results demonstrated that, although the application of cleaning procedure of UF module allowed to recover the process yield in a significant level a small amount of foulants was still not removed from the membranes by Ultrasill 11 solution. These results confirmed, that the initial permeability of irreversibly fouled membranes is difficult to restore, even with the use of aggressive cleaning methods (Astudillo et al. 2010; Busca et al. 2003).
The cleaning of UF membranes was also performed with the application of RO permeate to determine the effectiveness of chemical cleaning procedure. However, the improvement of yield was not obtained, despite three times repeated cleaning of module with solution of Ultrasill 11 (Fig. 10). The experimental results indicate that the application of tap water for the preparation of Ultrasil 11 solution and rinsing of modules did not affect the UF yield for the case of tested oily wastewater.

The changes of permeate flux after membrane cleaning with Ultrasil 11 solution. Feed: RO permeate. Cleaning procedure repeated three times
The effectiveness of membrane cleaning was also dependent on the time of this operation running. The performed studies demonstrated that a stabilization of the permeate flux was achieved after about 20 min of membrane module cleaning (Fig. 11). This result is close to that obtained by Shorrock and Bird (1998).

The influence of cleaning time on the permeate flux. Feed—RO permeate. Membranes cleaned with Ultrasill 11 solutions. TMP = 0.05 MPa
Conclusions
Deoiling performed by coagulation/flotation method of effluents generated from dehydratation of the oil phase obtained from bilge water treatment does not allow to remove the oily contaminants up to a level of 5 ppm required by MARPOL convention. The required degree of purification was achieved by additional treatment with the application of ultrafiltration process.
A variable composition of wastewater collected from harbour is deteriorates the effectiveness of deoiling in the coagulation/flotation process. A discharge of poorly deoiling effluents caused disturbances in the operation of biological wastewater treatment plant. The application of UF process allows to eliminate these problems.
The used FP100 membranes confirmed their usefulness for the separation of bilge water. UF process produced an oil concentrate with turbidity above 200 NTU and the permeate with turbidity in the range of 0.08–0.26 NTU. The concentrate obtained in tested UF pilot plant can be recycled to the deoiling process. The permeate can be utilized instead of tap water for rinsing the devices used in the deoiling installation and in the biological wastewater treatment plant.
The cleaning agent P3 Ultrasil 11 was found to be efficient in UF membranes cleaning procedure for over 20 min. However, the initial membrane permeability was not recovered although the cleaning procedure was repeated several times. The obtained membrane permeability demonstrated that a small amount of foulants was not removed from the interior pores of the used membranes.
References
Abbasi M, Taheri A (2013) Effect of coagulant agents on oily wastewater treatment performance using mullite ceramic MF Membranes: experimental and modeling studies. Separation Science and engineering. Chinese J Chem Eng 21:1251–1259. doi:10.1016/S1004-9541(13)60617-5
Astudillo C, Parra J, González S, Cancino B (2010) A new parameter for membrane cleaning evaluation. Sep Purif Technol 73:286–293. doi:10.1016/j.seppur.2010.04.015
Benito JM, Sánchez MJ, Pena P, Rodríguez MA (2007) Development of a new high porosity ceramic membrane for the treatment of bilge water. Desalination 214:91–101. doi:10.1016/j.desal.2006.10.020
Bilgili MS, Ince M, Tari GT, Adar E, Balahorli V, Yildiz S (2016) Batch and continuous treatability of oily wastewaters from port waste reception facilities: a pilot scale study. J Electroanal Chem 760:119–126. doi:10.1016/j.jelechem.2015.11.024
Busca G, Hilal N, Atkin BP (2003) Optimisation of washing cycle on ultrafiltration membranes used in treatment of metalworking fluids. Desalination 156:199–207. doi:10.1016/S0011-9164(03)00342-4
Dhorgham DS, Sakthipriya N, Balasubramanian N (2012) Electro-coagulation treatment of oily wastewater with sludge analysis. Water Sci Technol 66:2533–2538. doi:10.2166/wst.2012.481
Emadian SM, Hosseini M, Rahimnejad M, Shahavi MH, Khoshandam B (2015) Treatment of a low-strength bilge water of Caspian Sea ships by HUASB technique. Ecol Eng 82:272–275. doi:10.1016/j.ecoleng.2015.04.055
Evans PJ, Bird MR, Pihlajamäki A, Nyström M (2008) The influence of hydrophobicity, roughness and charge upon ultrafiltration membranes for black tea liquor clarification. J Membr Sci 313:250–262. doi:10.1016/j.memsci.2008.01.010
Goldman G, Starosvetsky J, Armon R (2009) Inhibition of biofilm formation on UF membrane by use of specific bacteriophages. J Membr Sci 342:145–152. doi:10.1016/j.memsci.2009.06.036
Hilal N, Busca G, Hankins N, Mohammad AW (2004) The use of ultrafiltration and nanonofiltration membranews in the treatment of metal-working fluids. Desalination 167:227–238. doi:10.1016/j.desal.2004.06.132
Jönsson AS, Nordin AK, Wallberg O (2008) Concentration and purification of lignin in hardwood kraft pulping liquor by ultrafiltration and nanofiltration. Chem Eng Res Des 86:1271–1280. doi:10.1016/j.cherd.2008.06.003
Karakulski K, Morawski WA (2002) Treatment of spent emulsion from a cable factory by an integrated UF/NF membrane system. Desalination 149:163–167. doi:10.1016/S0011-9164(02)00749-X
Karakulski K, Morawski WA (2011) Recovery of process water from spent emulsions generated in copper cable factory. J Hazard Mater 186:1667–1671. doi:10.1016/j.jhazmat.2010.12.041
Karakulski K, Morawski WA, Grzechulska J (1998) Purification of bilge water by hybrid ultrafiltration and photocatalytic processes. Sep Purif Technol 14:163–173. doi:10.1016/S1383-5866(98)00071-9
Li YS, Yan L, Xiang ChB, Hong LJ (2006) Treatment of oily wastewater by organic–inorganic composite tubular ultrafiltration (UF) membranes. Desalination 196:76–83. doi:10.1016/j.desal.2005.11.021
Luo L, Han G, Chung TS, Weber M, Staudt C, Maletzko C (2015) Oil/water separation via ultrafiltration by novel triangle-shape tri-bore hollow fiber membranes from sulfonated polyphenylenesulfone. J Membr Sci 476:162–170. doi:10.1016/j.memsci.2014.11.035
Orecki AM, Tomaszewska M, Karakulski K (2006) Removal of oil from model oily wastewater using the UF/NF hybrid process. Polish J Environ Studies 15:173–177
Padaki M, Surya Murali R, Abdullaha MS, Misdana N, Moslehyani A, Kassima MA, Hilal N, Ismail AF (2015) Membrane technology enhancement in oil–water separation: a review. Desalination 357:197–207. doi:10.1016/j.desal.2014.11.023
Peng H, Tremblay AY (2008) Membrane regeneration and filtration modeling in treating oily wastewaters. J Membr Sci 324:59–66. doi:10.1016/j.memsci.2008.06.062
Rattanapan Ch, Sawain A, Suksaroj T, Suksaroj Ch (2011) Enhanced efficiency of dissolved air flotation for biodiesel wastewater treatment by acidification and coagulation processes. Desalination 280:370–377. doi:10.1016/j.desal.2011.07.018
Rekabdar F, Mohammadi T, Abadi SRH, Sebzari MR, Hemati M (2011) Ceramic membrane performance in microfiltration of oily wastewater. Desalination 265:222–228. doi:10.1016/j.desal.2010.07.055
Salahi A, Mohammadi T (2010) Experimental investigation of oily wastewater treatment using combined membrane systems. Water Sci Technol 62:245–255. doi:10.2166/wst.2010.184
Shorrock CJ, Bird MR (1998) Membrane cleaning: chemically enhanced removal of deposits formed during yeast cell harvesting. Food Bioprod Process 76:30–38. doi:10.1205/096030898531729
Silalahi SHD, Leiknes T (2009) Cleaning strategies in ceramic microfiltration membranes fouled by oil and particulate matter in produced water. Desalination 236:160–169. doi:10.1016/j.desal.2007.10.063
Sun Ch, Leiknes T, Weitzenböck J, Thorstensen B (2010) Development of an integrated shipboard wastewater treatment system using biofilm-MBR. Sep Purif Technol 75:22–31. doi:10.1016/j.seppur.2010.07.005
Tang YP, Chan JX, Chung TS, Weber M, Staudt C, Maletzko C (2015) Simultaneously covalent and ionic bridging towards antifouling of GO-imbedded nanocomposite hollow fiber membranes. J Mater Chem A 3:10573–10584. doi:10.1039/c5ta01715g
Tomaszewska M, Orecki A, Karakulski K (2005) Treatment of bilge water using a combination of ultrafiltration and reverse osmosis. Desalination 185:203–212. doi:10.1016/j.desal.2005.03.078
Ulucan K, Kurt U (2015) Comparative study of electrochemical wastewater treatment processes for bilge water as oily wastewater: a kinetic approach. J Electroanal Chem 747:104–111. doi:10.1016/j.jelechem.2015.04.005
Wang Y, Chen X, Zhang J, Yin J, Wang H (2009) Investigation of microfiltration for treatment of emulsified oily from the processing of petroleum products. Desalination 249:1223–1227. doi:10.1016/j.desal.2009.06.033
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Karakulski, K., Gryta, M. The application of ultrafiltration for treatment of ships generated oily wastewater. Chem. Pap. 71, 1165–1173 (2017). https://doi.org/10.1007/s11696-016-0108-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-016-0108-1