
Abstract
Titanium alloy (Ti6Al4V) is extensively used in the fabrication of upper stage propellant tanks for satellite launch vehicles. These tanks are of welded construction and are made from three types of domes and 5 types of rings. This paper investigates the occurrence of X-ray radiography and fluorescent penetrant indications in a specific ring component of the tank assembly after machining to thickness of 1.7 mm. The affected ring, with dimensions OD-φ1400 mm, ID-φ1300 mm, and height 410 mm, exhibited a multitude of surface and embedded indications across eight sectors, spanning approximately 140 mm in height at the mid-section of the ring. To ascertain the root cause of these indications, a comprehensive metallurgical analysis was conducted, involving X-ray radiography, optical/electron microscopy, and mechanical testing. By correlating non-destructive observations with microscopic findings, this study establishes that the occurrence of defects can be attributed to a combination of raw material and deformation processing issues. The results contribute to a better understanding of the factors influencing the quality of Ti6Al4V propellant tank rings and aid in the development of improved manufacturing processes.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The utilization of high specific strength materials in the upper stages of satellite launch vehicles is crucial for achieving weight reduction in structures and increasing payload capability [1]. In the context of propellant tanks, the material of choice for fabrication is Ti6Al4V [2, 3]. These tanks are designed with a cylindrical section closed at both ends by hemispherical domes, enabling the separation of fuel (Mono-Methyl Hydrazine—MMH) and oxidizer (Mixed Oxides of Nitrogen—MON-3) through a common bulkhead within the cylindrical portion. The cylindrical section of the tank is realized from the five types of Ti6Al4V alloy rings joined through electron beam welding. The manufacturing process involves saddle forging followed by ring rolling to shape the rings. Initially, the rings have a thickness of about 20–25 mm, which undergo various qualification tests, including mechanical and ultrasonic testing, as part of the acceptance process. Subsequently, the rings are machined to a thickness of 8 mm, at which point electron beam welding is performed to join them with the domes. Finally, the shell thickness is further reduced through machining to reach a final thickness of 1.7 mm. The rings during machining and post electron beam welding are subjected to fluorescent penetrant (FP) test and X-ray radiography. During the non-destructive testing of one of the rings, a significant number of indications were observed, distributed across continuous eight sectors of the ring. Out of a total of 47 indications, 14 were open to the surface, while 33 were embedded. These indications were specifically concentrated around the mid-height of the ring, approximately 110 mm away from the ring edge, within a band of approximately 140 mm in height across the section of the ring (as depicted schematically in Fig. 1).

Schematic diagram illustrating the distribution of defects in the Ti6Al4V ring of height 410 mm. The diagram displays the location of defects within the Ti6Al4V ring, which has a total height of 410 mm. The indications were identified at 70 mm from the bottom edge, opposite to the flange side, and extended up to a height of 140 mm. These indications were confined to eight consecutive sectors out of the total 18 sectors of the ring. Please note that the photograph of the ring is provided for illustrative purposes regarding the location only, and the actual shell thickness measures 1.7 mm
The purpose of this paper is to present the findings of a thorough metallurgical analysis conducted on the affected ring to determine the root cause of the observed indications. The analysis involved the utilization of x-ray radiography, optical/electron microscopy, and mechanical testing. The paper delves into the details of the investigations carried out in this ring, aiming to provide a comprehensive understanding of the underlying cause behind these indications.
Material and Methods
The defective ring, which exhibited indications through fluorescent penetrant and x-ray radiography, was fabricated using Ti6Al4V alloy. The alloy production adhered to rigorous aerospace titanium melting practices. The process began by consolidating Titanium sponge along with other alloying elements such as aluminum and vanadium, as well as TiO2 powder, into briquettes. These briquettes were then plasma welded to create a 4-ton electrode. Subsequently, double vacuum arc re-melting techniques were employed to cast an ingot with a diameter of 850 mm [4,5,6]. The cast ingots underwent cogging, reducing their diameter to 550 mm. Based on ultrasonic testing, any defective portions at both ends of the billet were removed. Macrostructure samples were taken from the top and bottom of the billet, while the remaining billet was cut into the required length for subsequent forging and ring rolling processes. The parted billets were ground and forged to achieve a diameter of 720 mm. To facilitate saddling operations, a central hole was punched using a 220-mm diameter punch. The rings were then subjected to a series of thermo-mechanical processing steps during the saddling and ring rolling stages.
Following the ring rolling process, the as-rolled rings underwent annealing at a temperature of 730 °C, followed by air cooling [7]. Once annealed, the rings were machined to their final dimensions. For mechanical testing purposes, samples were extracted from the extra projection provided in the ring height. On the other hand, non-destructive qualification tests were performed on the fully machined rings.
Visual inspection, along with fluorescent penetrant inspection, was conducted to detect any visible surface defects on the ring. Additionally, x-ray radiography was performed to examine the entire thickness of the ring for any indications. Upon identifying the locations of both surface and embedded defects, samples were extracted for further analysis.
The extracted samples were prepared for examination using a Carl Zeiss scanning electron microscope (SEM). The SEM was equipped with an energy-dispersive spectroscope (EDS) to determine the elemental composition of the specimens. Prior to SEM analysis, the samples were metallographically polished and etched using Kroll's reagent. Subsequently, the polished and etched specimens were observed under an optical microscope manufactured by Olympus.
To investigate the embedded defects further, attempts were made to open them through tensile pulling using a universal testing machine. Once opened, the surfaces were examined using the SEM for detailed analysis and characterization.
Results
Ultrasonic Testing
The Ti6Al4V ring, with dimensions (OD)—φ1400 mm, inner diameter (ID)—φ1300 mm, and a height of 410 mm, underwent ultrasonic inspection with specific acceptance criteria: 0.8 mm FBH for single, multiple, and linear indications in the radial direction, and 1.2 mm FBH in the axial direction. Subsequently, the ring was machined to 8 mm thickness and was subjected to ultrasonic inspection on OD in axial direction. No spurious indications were found, and the ring met all the specified acceptance criteria according to AMS 2631 practice. However, ultrasonic testing has limitations in detecting small or subtle defects below the defined limit (0.8 mm FBH) in the alloy, as these reflections may merge with "noise" echoes from grains or other microstructural features, including two-phase microstructures.
This ring was welded to a dome to prepare the propellant tank sub-assembly. The welded ring-dome sub-assembly was further machined to 1.7 mm thickness and was subjected to radiography. No defects were detected in the welded section. However, during the fluorescent penetrant (FP) inspection of the sub-assembly, defect indications were observed in the parent metal portion (ring). Subsequently, x-ray radiography of the entire ring was conducted, revealing 33 embedded indications.
These defects or indications were predominantly globular (point type) or linear (elongated type), appearing as isolated occurrences. Most of these indications were inclined to the axial direction. The estimated sizes of the defect were in the range of 0.9 × 0.15 to 2.6 × 0.15/ 2.0 × 0.45 mm (length/thickness). These defects were located at a depth of 0.4 mm or below from either surface of the ring. The radiographic examination divided the ring into 18 sectors, with indications limited to 8 continuous sectors at the mid-height of the ring within a 140-mm band. The defects exhibited a dark contrast in radiographic films, indicating partially filled linear isolated porosity or low-density material.
The defects identified in radiography could not be detected in FP inspection, ultrasonic inspection with 5 MHz phased array probe, or through eddy current test. However, when a 10-MHz micro dot probe was used, defects with equivalent sizes of less than 0.8 mm FBH could be detected. The noise level in ultrasonic inspection was found to be very high at the 1.7 mm thickness stage, occasionally reaching 90% of the E-notch or equivalent to 0.8 mm FBH with a sub-miniature probe, and occasionally going up to 120% of the E-notch or equivalent to 0.8 mm FBH with a miniature probe.
Metallographic Observations
A thorough metallographic examination was conducted to investigate both surface and embedded defects. In addition to the defective ring, samples were extracted from other rejected rings for comparison purposes. Two specific locations with higher intensity ultrasonic indications were identified and selected for further analysis. The samples were carefully machined, layer by layer, through milling to reach the desired depth and locate the defects. The milling process was performed from the outer diameter side toward the inner diameter side. Initially, the samples were analyzed using an optical microscope, followed by analysis under a scanning electron microscope (SEM) with energy-dispersive spectrometry (EDS) to obtain the elemental composition information.
Discussion
Extensive metallographic analysis was conducted on both surface and embedded defects. Conventional metallographic techniques were employed for optical microscopy near the defect indications, whether they were open to the surface or embedded. In comparison with defect-free areas, the microstructures adjacent to the defects exhibited non-uniformity. Voids/defects are preferentially present along the prior β grain boundary as presented in Fig. 2a. The defect along the prior grain boundary is highlighted by dotted lines in Fig. 2a. Similar feature have been previously reported as prior β boundary cracking [8] and/or strain-induced porosity (SIP) [9,10,11]. The occurrences of these features have been attributed to deformation parameters and degree of deformation. The observation of SIP have been ascribed to deformation in the α + β range [12, 13]. In the present study, the microstructure presented in Fig. 2a closely resembles the microstructure reported by Prasad et al. [13] for the Ti6Al4V alloy sample subjected to hot compression at 800 °C and a strain rate of 0.01 s-1. In the current case, the deformation temperature and strain rate also fell within the range of 850–950 °C and 0.01–0.1 s-1, respectively. Additionally, a significant amount of work was incorporated within this temperature range. However, similar microstructures were also observed at other locations in the rings where no ultrasonic indications were reported (Fig. 2b). This suggests that the defects and ultrasonic indications were not necessarily associated with minor variations in microstructure.

Photomicrograph of (a) defect location and (b) location away from defect. The microstructure presented in (a) exhibits cracking at prior Beta grain boundaries
To further understand the nature of the defects, two samples were extracted from the ring at locations with ultrasonic indications. These samples were meticulously polished, etched, and observed under a scanning electron microscope (SEM). The microstructure of the first sample, as shown in Fig 3, revealed a stabilized alpha region characterized by the presence of hard alpha phase and a brittle alpha shell structure (indicated by dotted arrow) within the core (Fig. 3a). Multiple microcracks (indicated by short arrow) were observed surrounding the hard alpha grain in the alpha-stabilized region (Fig. 3b). The diameter of the hard alpha region was approximately 500 µm, and chipping-off of the hard alpha phase from the surface during polishing was also observed.

SEM fractography illustrating the presence of hard alpha phase and associated grain boundary cracks (a) morphology of the hard alpha phase and associated cracks, and (b) higher magnification of grain boundary cracks associated with the hard alpha phase
The second sample exhibited isolated voids (highlighted by dotted ellipse in Fig. 4a) connected with faint cracks near the prior beta grain boundaries. Fig. 4b shows one of the voids (highlighted by dotted rectangular box in Fig. 4b) at higher magnification. EDAX results for both samples revealed an oxygen enrichment of over 60% in these regions.

The SEM fractography showing the presence of (a) isolated voids connecting with faint crack close to the prior beta grain boundary and (b) the void at higher magnification
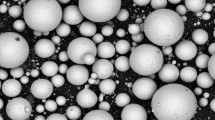
Further microscopic examination of the defect location revealed the presence of embedded particles inside the crack (Fig. 5). These were spherical (highlighted by dotted circle) in nature and showed chemistry corresponding to TiO2. The morphology of the spherical TiO2 particle was like the TiO2 particle added along with the sponge and other alloying additions. TiO2 is added for controlling the oxygen content in the alloy which in turn controls the mechanical properties of the material. Some of these spherical particles were found to get sintered and agglomerated and were not uniformly dispersed due to poor electrode preparation. The same is highlighted by arrow in the SEM image presented at higher magnification in Fig. 5. These particles were of approximately 25–40 µm in size. During briquette making for consolidation, these TiO2 particles are added by spreading over the layer of titanium sponge mixed with other alloying additions in a wedge die. This scheme of addition of the TiO2 particles did not result in their uniform dispersion. The presence of these unblended TiO2 due to poor electrode preparation resulted in exogenous particles in the alloy. These entrapped hard particles in the alloy matrix caused decohesion during subsequent thermo-mechanical processing steps leading to the formation of microcracks and their subsequent opening. These cracks give different types of indications (recordable, non-recordable, and rejectable) during ultrasonic testing.

The presence of globular particles at crack site resembling high-purity titanium dioxide powder used in briquette preparation. EDS analysis reveals dominant titanium and oxygen peaks with minor vanadium and aluminum
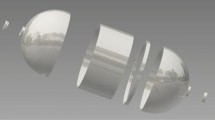
To validate these findings, samples were fabricated from the locations in the rings where ultrasonic indications were observed, ensuring that the embedded defects were positioned in the center of the gauge length of the tensile sample (Fig. 6a). A deliberate side notch was created near the defect location to induce failure near the embedded defects. After tensile pulling, the fracture surfaces were examined under a scanning electron microscope, confirming the presence of exogenous particles (Fig. 6b). The microscopic examination was repeated with ultrasonic cleaning of the specimens to eliminate the possibility of surface dust or contaminants, and the observations were consistent. This confirms the presence of exogenous particles within the material at defective locations. Representative fractography from these tensile samples are presented in Fig. 6. The occurrence of such exogenous inclusions has also been reported by Mitchell in an extensive study on the melting and forging of Ti alloy [13].

(a) Configuration and geometry of notched samples for tensile testing, and (b) fracture surfaces from different locations of the fractured samples
Conclusions and Preventive Actions
In conclusion, the presence of ultrasonic indications in the defective ring can be attributed to the existence of agglomerated hard spherical particles of TiO2 within the matrix, originating from the melting stage. This occurrence is linked to poor electrode preparation. These unmelted and entrapped hard particles in the matrix result in decohesion during thermo-mechanical processing, leading to the formation of cracks. These cracks subsequently give rise to indications, both recordable and non-recordable, during ultrasonic testing, as well as low-density inclusions in x-ray radiography.
To prevent such issues, it is crucial to utilize high-quality raw materials that are free from hard particles. Additionally, machining of the primary ingot should be performed carefully to prevent the entrapment of these hard particles within the matrix. Moreover, it is recommended to revise the current practice of adding TiO2 powder as an intermediate bed during compaction in briquette preparation. Instead, blending the TiO2 powder with titanium sponge would be a more suitable approach.
Furthermore, the occasional detection of grain boundary voids at prior β boundaries should be avoided. This can be achieved by optimizing the thermo-mechanical processing parameters, specifically fine-tuning the strain rate and temperature, to prevent the occurrence of regions prone to strain-induced porosity.
By implementing these recommendations, the likelihood of encountering defects associated with agglomerated hard particles and grain boundary voids can be significantly reduced, ultimately improving the overall quality and integrity of the material.
References
G. Henson, C.S. Jone III, Materials for Launch Vehicle Structures. Aerospace Materials and Application, 2018.
A. Norman, et al., Advanced Manufacturing of Titanium Propellant Tanks for Space Applications Part 1: Tank Design and Demonstrator Manufacturing. CEAS Space J., pp. 1–11 (2021).
W. Tam, M. Hersh, I. Ballinger, Hybrid propellant tanks for spacecraft and launch vehicles. in 39th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit (2003)
R. Williamson et al., A demonstration of melt rate control during VAR of “Cracked” electrodes. J. Mater. Sci. 39(24), 7161–7168 (2004)
K. Chan, G. Leverant, L. Perocchi, Constitutive properties of hard-alpha titanium. Metall. Mater. Trans. A. 31(12), 3029–3040 (2000)
J. Bellot et al., Dissolution of hard-alpha inclusions in liquid titanium alloys. Metall. Mater. Trans. B. 28(6), 1001–1010 (1997)
R. Gupta et al., Solution treatment and aging of thick rings from titanium alloy Ti6Al4V. Met. Sci. Heat Treat. 57(3), 169–174 (2015)
S. Tamirisakandala, R. Bhat, B. Vedam, Recent advances in the deformation processing of titanium alloys. J. Mater. Eng. Perform. 12(6), 661–673 (2003)
A. Mitchell, Melting, casting and forging problems in titanium alloys. Mater. Sci. Eng. A. 243(1–2), 257–262 (1998)
S. Semiatin, V. Seetharaman, I. Weiss, Hot workability of titanium and titanium aluminide alloys: an overview. Mater. Sci. Eng. A. 243(1–2), 1–24 (1998)
S. Seagle, K. Yu, S. Giangiordano, Considerations in processing titanium. Mater. Sci. Eng. A. 263(2), 237–242 (1999)
T. Seshacharyulu et al., Hot deformation and microstructural damage mechanisms in extra-low interstitial (ELI) grade Ti–6Al–4V. Mater. Sci. Eng. A. 279(1–2), 289–299 (2000)
Y. Prasad, et al. Hot deformation mechanisms in Ti–6Al–4V with transformed β starting microstructure: commercial v. extra low interstitial grade. Mater. Sci. Technol. 16(9), 1029–1036 (2000)
Acknowledgments
Authors wish to thank the internal expert committee on titanium alloy ring defect analysis and NDT team for their guidance and support. Authors wish to express their deep sense of gratitude to Group Director, Materials and Metallurgy Group and Deputy Director, Materials and Mechanical Entity for their encouragement and support during this work. Authors are thankful to Director, VSSC for his permission to publish this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nayan, N., Gupta, R.K., Anil Kumar, V. et al. Metallurgical Investigation and Root Cause Analysis of Defects in a Titanium Alloy (Ti6Al4V) Propellant Tank Ring. J Fail. Anal. and Preven. 23, 1484–1490 (2023). https://doi.org/10.1007/s11668-023-01712-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-023-01712-w