
Abstract
The effect of post-weld heat treatment (PWHT) temperatures (650, 750, 850, and 950°C with a 2-h hold time on the microstructure, intergranular corrosion resistance, and mechanical properties of Inconel 625/AISI 4130 steel bimetal plates, which was manufactured through pulsed tungsten inert gas, was investigated. The results showed that the as-welded Inconel 625 overlay is mainly composed of equiaxed dendrites and columnar dendrites. With an increase in PWHT temperatures, equiaxed dendrites transfer into columnar dendrites, and columnar dendrites transfer into cellular dendrites. It is observed that there are seldom residual equiaxed dendrites distributed in the heat-treated Inconel 625 overlay at 750°C, and the Inconel 625 overlay heat treated at 850 and 950°C consisted of columnar dendrites and cellular dendrites. The intergranular corrosion tests indicated that heat treatment at 650°C is beneficial to improve the intergranular corrosion resistance of the Inconel 625 overlay, but the corrosion rates increase sharply with the rise of PWHT temperatures. In addition, the tensile tests demonstrated that the PWHT has detrimental effect on the yield strength (YS) and tensile strength (TS) of the substrate; however, it is beneficial to the elongation. It is found that the heat-treated substrate at 650°C features relatively good YS, TS, and elongation compared with those of heat treated at higher temperatures. Therefore, considering the intergranular corrosion resistance and mechanical properties, 650°C is recommended as the optimal PWHT temperature for the Inconel 625/AISI 4130 steel bimetal plates.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
As a well-known nickel-based superalloy, Inconel 625 shows favorable mechanical strength, outstanding corrosion resistance, high ductility, and great welding workability [1,2,3]. The large amounts of Cr and Ni in its composition provide the resistance against any form of oxidizing corrosion, while the existence of Mo and Ni enhances the resistance in non-oxidizing environment [4]. For the good comprehensive performance, Inconel 625 has been widely used to manufacture the important components in industries, including petroleum, chemical, aerospace, and other industrial fields [5, 6]. However, the high production cost is seriously detrimental to the individually bulk application of Inconel 625, which costs is about 3 to 10 times that of the stainless steels [2, 6]. Due to the good welding workability, Inconel 625 has been a commonly coating material choice for surface modification to integrate the material cost and corrosion resistance of the components used in severe corrosive environments [7, 8]. Various fusion cladding processes, such as electroslag welding [1], gas metal arc welding (GMAW) [7, 9, 10], cold metal arc transfer (CMT) [11], hot wire tungsten inert gas (TIG) [12], pulsed TIG (PTIG) [13], and laser cladding [14, 15], have been used to deposit Inconel 625 to enhance the corrosion performance of the general steel.
It is known that the residual stress inevitably exists in the weldments for the local plastic deformation issued from the melting and solidification of the materials. As usually reported, the residual stress resulted in cladding process seriously threatens the size and geometry stability of the components, and has notably negative influence on the toughness, fatigue strength, and creep rupture strength [16, 17]. Therefore, it is necessary to perform reasonable PWHT to relief the residual stresses, and improve the performance of the weldments [18]. Ban et al. [10] studied the PWHT temperatures on the corrosion resistance and precipitates of Inconel 625 overlay. The results pointed out that the γ″ and δ phases are observed in the Inconel 625 overlay heat treated at 750 and 850°C with a 24-h hold time, respectively, while the δ phase dissolves in the matrix of that heat treated at 950°C with the same hold time. In addition, the potentiodynamic polarization tests revealed that there is no evidence of pitting corrosion on the Inconel 625 overlay heat treated at various temperatures. Guo et al. [13, 16] reported that the PWHT temperatures, which are no greater than 750°C, are good for improving the yield strength (YS) and tensile strength (TS), while these are detrimental to the elongation of the Inconel 625 overlay deposited by PTIG. In addition, when the PWHT temperatures are beyond 750°C, the YS and TS decrease, and the elongation increases slightly. The corrosion tests in the environment containing H2S and CO2 indicated that the corrosion rates of the Inconel 625 overlay increase notably with the rise of PWHT temperatures except that less than 650°C. Marchese al. [18] found that there are some discoidal γ″ phases and discontinuous elongated M23C6 carbides distributed at the grain boundaries of directly aged (700°C for 24h) Inconel 625 processed by laser powder bed fusion process (LPBF). Meanwhile, this treatment process increases the strength, but decreases the ductility. Giulio et al. [19] reported that the laser sintering Inconel 625 heat treated at 1150°C and 1000°C, respectively, followed by water quenching shows notable grains growth, and there are some coarse precipitates along the grain boundaries compared with that as-welded Inconel 625. Hu et al. [20] pointed out that the TS and microhardness of the Inconel 625 fabricated by laser forming decrease with the rise of solution temperatures, while the change in TS resulted by solution temperature is not notable. Xing et al. [21] reported that a large number of γ″ phases precipitate at interdendrite regions in the Inconel 625 deposited metal after PWHT at 750°C with a 4-hour hold time, and the metastable γ″ directly transforms into a stable δ phase when the PWHT temperature increases to 850°C. Xu et al. [22] compared the microstructure, microhardness, and tensile properties of the Inconel 625 deposited using pulsed plasma arc deposition after various PWHT processes. The results revealed that the microstructure of the direct aged Inconel 625 shows little change except the precipitation of γ″ and γ' phases comparing with the as-welded microstructure, and the γ″ and γ' phases improved the hardness and tensile strength. Lass et al. [23] pointed that the coprecipitation of the γ″ phase alongside the δ-phase, during stress-relief annealing of additive manufacturing Inconel 625 at 870°C.
Although many studies have focused on the microstructure, corrosion resistance, and mechanical properties of deposited Inconel 625, so far very little attention has been paid to the effect of PWHT temperatures on the microstructure and intergranular corrosion resistance of Inconel 625 overlay, and the mechanical properties of the substrate. Therefore, in the present study, the Inconel 625 was cladded on the substrate of AISI 4130 steel using PTIG, and the effect of PWHT temperatures on the microstructure, intergranular corrosion resistance, and mechanical properties of the Inconel 625/AISI 4130 steel bimetal plate were investigated.
Experimental
Materials and Cladding
AISI 4130 steel is widely used in oil and gas engineering, such as high-pressure pipelines of deep-water semi-submersible drilling platforms for its outstanding strength and excellent low-temperature toughness [24]. Therefore, the AISI 4130 carbon steel plates with dimensions of 150×150×25mm were chosen as the substrate. The filler wire was nickel-based ERNiCrMo-3 corresponding to the Inconel 625 alloy, and its diameter was 1.2mm. The chemical compositions of the substrate plates and filler wire are listed in Table 1. To reduce the cooling cracks, the substrate plates were preheated to 300°C before the cladding. A Fronius automatic PTIG system was utilized to deposit the weld overlay on the substrate. During the cladding experiments, pure argon gas is used as the shielding gas, and its flow rate is 15L/min. The welding parameters are listed in Table 2. For the poor corrosion resistance of the single-layer Inconel 625 overlay, two-layer overlay was deposited [2, 3], as shown in Fig. 1. Then, the weldments were separated into five groups. One was the as-welded status, and the substrate was marked as S1. The residual four groups were heat treated at 650, 750, 850, and 950°C with a 2-h duration following cooled in air to room temperature, the corresponding substrate were marked as S2, S3, S4, and S5, respectively. Subsequently, a series of tests were performed to evaluate the influence of PWHT temperatures on the microstructure, intergranular corrosion resistance, and mechanical properties of the Inconel 625/AISI 4130 steel bimetal plate.

Morphology of Inconel 625 overlay
Microstructure Characteristics
The specimens were sectioned from the overlay and substrate of weldments with various heat treatments to observe the microstructure of the Inconel 625 overlay and substrate. The characterized surface of the Inconel 625 overlay is parallel to the cladding surface of the substrate. Electrolytically etched method was used to prepare the microstructure specimens of the Inconel 625 overlay with different heat treatments. The etching media is a mixture solution of H3PO4 (12mL)+ HNO3 (40mL)+H2SO4 (48mL), the voltage is maintained at 6V, and the duration time was about 15s. Then, the microstructure was observed using an optical microscope (OM).
Intergranular Corrosion Test
To determine the influence of PWHT temperatures on the intergranular corrosion resistance of the Inconel 625 overlay, intergranular corrosion test was performed according to the standard of ISO 9400-90 (Nickel-Based Alloys-Determination of Resistance to Intergranular Corrosion). The specimens with dimensions of 50mm×18mm×3mm were cut from the overlay heat treated at various temperatures. To reduce the influence resulted in surface roughness, all specimens were prepared according to the standard metallographic procedures. The testing media is a mixture solution of H2O (400mL) + H2SO4 (236mL) + Fe2(SO4)3 (25g), which was heated to boiling condition using electric sleeve. Meanwhile, cooling water was followed into the condenser to cool the corrosive liquid for keeping a stable concentration and pressure of the solution. After 120 hours of corrosion test, the specimen was taken out, washed with a brush to eliminate the corrosion products, cleaned again using running water, and dried in cold air. Finally, the corrosion morphologies of the specimens were observed using a scanning electron microscope (SEM).
Mechanical Properties Test
To evaluate the influence of PWHT temperatures on the mechanical properties of the AISI 4130 substrate, tensile tests were carried out according to the standard of ISO 6892-1: 2009 (Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature). The tensile specimen of the substrate was cut with wire cutting method from the weldments after heat treated at different temperatures, and the distance between the top surface of the specimen and the bottom surface of the weldment is about 10mm, as schematically shown in Fig. 2. The normal strain rate of the tensile tests was maintained at 1 mm/min.

Schematic of the tensile test specimen (a) schematic location of the specimen extracted from weldment, and (b) dimensions of the tensile specimens.
Results and Discussion
Microstructure
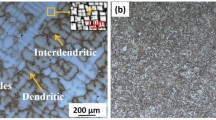
The microstructure of the Inconel 625 overlay heat treated at various temperatures is shown in Fig. 3. It is concluded that the PWHT temperatures have important influence on the grains morphologies and size of the Inconel 625 overlay. Figure 3a shows that the as-welded Inconel 625 overlay is mainly composed of equiaxed dendrites, and columnar dendrites. As shown in Fig. 3a–e, with an increase in PWHT temperatures, there is obvious coarsening in the dendrite spacing, and the trends of equiaxed dendrites transfer into columnar dendrites, and columnar dendrites transfer into cellular dendrites are more notable. The Inconel 625 heat treated at 650°C and 750°C consist of a large number of columnar dendrite and little equiaxed dendrite. From Fig. 3c, it is also found that only seldom equiaxed dendrites are residual in the heat-treated Inconel 625 overlay at 750°C. In addition, the heat-treated Inconel 625 overlay at 850 and 950°C are all composed of columnar dendrites and cellular dendrites, and the overall difference of the microstructure decrease notably, as shown in Fig. 3d–e.


Microstructure of the Inconel 625 overlay heat treated at various temperatures (a) and (b) without PWHT, (c) and (d) 650°C, (e) and (f) 750°C, (g) and (h) 850°C, and (i) and (j) 950°C
As shown in Fig. 3, it is also observed that the PWHT temperatures have influence on the precipitates of the Inconel 625 overlay. The precipitates in Inconel 625 overlay heat treated at various PWHT temperatures have been investigated in our prior work [13, 16], and similar investigation has been explored by Ban et al. [10]. The results revealed that the matrix is γ-Ni, and the main precipitates of the as-welded Inconel 625 overlay and that heat treated at 650°C are laves phase, which is richer in Mo and Ni [2, 7]. It is also pointed that little needle-shaped δ [Ni3Nb] phase is formed with partly dissolving of laves phase for overlay heat treated at 750°C [16]. Additionally, a great number of δ phase appear with a sharp decrease in laves phase in the overlay, which was heat treated at 850°C [16, 21]. It is also noticed that there is only coarsened δ phase distributed in the overlay after heat treated at 950°C [16].
Intergranular Corrosion Resistance of the Cladding
Figure 4 illustrates the intergranular corrosion rate of the Inconel 625 overlay heat treated at different PWHT temperatures. It is observed that the intergranular corrosion rate of the as-welded Inconel 625 overlay and that heat treated at 650°C are 34.73mpy and 27.54mpy, respectively. Moreover, the intergranular corrosion rate increases sharply with the rise of PWHT temperatures, which are higher than 650°C. It is worth noticed that the intergranular corrosion rate of the heat-treated Inconel 625 overlay at 950°C is as high as 963.62mpy, which is almost 25 times that of the as-welded Inconel 625 overlay. The results indicate that heat treatment at 650°C is good for improving the intergranular corrosion resistance of the Inconel 625 overlay, and other heat treatments have disadvantage influence on the intergranular corrosion resistance.

Intergranular corrosion rate of Inconel 625 overlay with different PWHT temperatures
The morphologies of the Inconel 625 overlay after intergranular corrosion test are shown in Fig. 5. It can be seen that the mass reduction in Inconel 625 overlay is mainly due to the corrosion dissolution of intergranular regions as well as the fall-off of the precipitates. This is agree with the results reported by Xu et al. [26]. Comparing Fig. 5a with b shows that there is no remarkable morphological difference occurred at the non-heat-treated initial Inconel 625 overlay and the Inconel 625 overlay heat treated at 650°C. However, there are still a large number of shallow corrosion pits distributed in the columnar crystals. As shown in Fig. 5c, it is noticed that the corrosion pits on the heat-treated Inconel 625 overlay at 750°C show obvious increase in area, and some pits are connected to form corrosion groove. Figure 5d shows the corroded micrographs of the Inconel 625 overlay heat treated at 850°C, it can be seen that the intergranular regions are almost corroded exhausted, and only isolated columnar grains exist on the corroded surface. From Fig. 5e, it is also observed that a lot of obvious corrosion gully formed on the heat-treated Inconel 625 overlay at 950°C. The corresponding morphologies demonstrated that the matrix was corroded seriously and the precipitates fall-off notably. Therefore, the morphologies of the corroded surface are consistent with the intergranular corrosion rate.

Micrographs of corroded Inconel 625 overlay treated at various temperatures: (a) as-welded, (b) 650°C, (c) 750°C, (d) 850°C, and (e) 950°C
The reason for intergranular corrosion of the Inconel 625 overlay heat treated at various PWHT temperatures can be attributed to galvanic coupling where the matrix regions around the precipitates play a role as the sacrificial anode, and the matrix core regions act as cathode [10]. During the solidification process of molten pool, Nb and Mo segregate to intergranular regions boosting the precipitation of laves phases, which cause the potential difference in the matrix regions around and far from the laves phases [2, 24]. Therefore, for the as-welded Inconel 625 overlay, the matrix regions around the laves phases are corroded resulting the fall-off of laves phases. The improved intergranular corrosion resistance of Inconel 625 overlay heat treated at 650°C is due to the growth of grains resulting in the decrease in grain boundary density and overall difference of dendrites. When the heat treatments performed above 750°C, the elements, such as Cr, Nb, and Mo, diffuse from dendrite cores to inter-dendritic regions, enhancing the formation of δ phases at the inter-dendritic regions. The formation of δ phases results in depletion of Cr, Nb and Mo at the matrix region around the δ phases [13, 21]. This causes the potential difference in the matrix around and far from the δ phases, and the matrix regions around δ phase act as anode, and the matrix play roles as cathode. In addition, the diffusion rate of these elements increases rapidly with the PWHT temperatures. Hence, higher PWHT temperature is equal to more depletion of corrosion resistance elements. Thus, the intergranular corrosion resistance is deteriorated with the increase in PWHT temperatures.
Mechanical Properties of the Substrate
The tensile properties of the substrate with different PWHT temperatures are shown in Fig. 6. The yield strength (YS), tensile strength (TS), and elongation of the non-heat-treated substrate are 683 MPa, 867 MPa, and 9.6%, respectively. The values of YS follow the sequence: S1>S2>S4>S5>S3, while the values order of the TS is S1>S4>S5>S2>S3. It is noticed that heat treated at 750°C is seriously detrimental to the YS and TS, which corresponding reductions are 27.96 and 24.2% compared with the original substrate. In addition, it can be seen that the sequence of elongation is S3>S2>S5>S4>S1. Particularly, the elongation of substrate heat treated at 750°C is nearly 2.4 times that of the non-heat-treated status. The results show that the heat treatments have notable adverse influence on the YS and TS, while heat treatments are benefit to improve the elongation. Therefore, it is concluded that the substrate heat treated at 650°C shows relative good YS, TS and elongation compared with that of heat treated at other temperatures.

Tensile properties parameters of substrate heat treated with different temperatures
Conclusions
The effect of PWHT temperatures on the microstructure, intergranular corrosion resistance, and mechanical properties of Inconel 625/AISI 4130 steel bimetal plate was studied. The main conclusions can be summarized as follows:
-
(1) The as-welded Inconel 625 overlay is mainly composed of equiaxed dendrites and columnar dendrites. With an increase in heat treatment temperatures, there is obvious coarsening in dendrite spacing, and the trends of equiaxed dendrites transfer into columnar dendrites, and columnar dendrites transfer into cellular dendrites are more notable. It is noticed that seldom equiaxed dendrites remain in the heat-treated Inconel 625 overlay at 750°C. In addition, which heat treated at 850 and 950°C are consisted of columnar dendrites and cellular dendrites.
-
(2) Heat treatment at 650°C is beneficial to improve the intergranular corrosion resistance of the Inconel 625 overlay, and its corrosion rate is about 27.54mpy. When the PWHT temperatures are higher than 650°C, the intergranular corrosion rates sharply increase with the rise of PWHT temperatures. It is noticed that the intergranular corrosion rate of the heat-treated Inconel 625 overlay at 950°C is as high as 963.62mpy.
-
(3) Heat treatments have notable detrimental influence on the YS and TS of the substrate, while those are beneficial to the elongation. The heat-treated substrate at 650°C shows relative good YS, TS, and elongation compared with that of heat treated at higher temperatures. Considering the effect of PWHT on the intergranular corrosion resistance and mechanical properties of the Inconel 625/AISI 4130 steel bimetal plates, 650°C is determined as the optimal PWHT temperature.
References
C.P. Alvarães, J.C.F. Jorge, L.F.G.D. Souza, L.S. Araújo, M.C. Mendes, H.N. Farneze, Microstructure and corrosion properties of single layer Inconel 625 weld cladding obtained by the electroslag welding process. J. Market. Res. 9, 16146–16158 (2020)
H.R. Zareie Rajani, S.A.A. Akbari Mousavi, S.F. Madani, Comparison of corrosion behavior between fusion cladded and explosive cladded Inconel 625/plain carbon steel bimetal plates. Mater. Des. 43, 467–474 (2013)
G. Longlong, Z. Hualin, L. Shaohu, L. Yueqin, X. Xiaodong, F. Chunyu, Formation quality optimization and corrosion performance of Inconel 625 weld overlay using hot wire pulsed TIG. Rare Metal Mat Eng. 45, 2219–2226 (2016)
L. Wang, H. Li, Q. Liu, L. Xu, S. Lin, K. Zheng, Effect of sodium chloride on the electrochemical corrosion of Inconel 625 at high temperature and pressure. J Alloy Compd. 703, 523–529 (2017)
L. Xu, J. Zhang, Y. Han, L. Zhao, H. Jing, Insights into the intergranular corrosion of overlay welded joints of X65-Inconel 625 clad pipe and its relationship to damage penetration. Corros Sci. (2019). https://doi.org/10.1016/j.corsci.2019.108169
S. Seddighi, F. Ostovan, E. Shafiei, M. Toozandehjani, A study on the effect of stress relief heat treatment on the microstructure and mechanical properties of dissimilar GTAW weld joints of Inconel 625 and A106 carbon steel. Mater Res Express. (2019). https://doi.org/10.1088/2053-1591/ab1fcb
V. Rajkumar, T.V. Arjunan, K.A. Rajesh, Investigations on hardfacing and wear characteristics of nickel-based Inconel 625 overlaid welds over AISI 347 pipe. J Braz Soc Mech Sci. (2020). https://doi.org/10.1007/s40430-019-2092-1
N. Wang, J. Shen, S. Hu, Y. Liang, Numerical analysis of the TIG arc preheating effect in CMT based cladding of Inconel 625. Eng. Res. Express. (2020). https://doi.org/10.1088/2631-8695/ab70e9
V. Rajkumar, T.V. Arjunan, A. Vasan, K.A. Rajesh, Effect of heat input on micro-hardness and shear strength of inconel 625 hardfacing onto AISI 347 steel pipes by GMAW process. J. phys. Conf. series. (2019). https://doi.org/10.1088/1742-6596/1355/1/012029
S. Ban, Y. Shin, S.R. Lee, H. Lee, Corrosion resistance of Inconel 625 overlay welded inside pipes as a function of heat treatment temperature. Int J Electrochem Sc. 11, 7764–7774 (2016)
A. Evangeline, P. Sathiya, Cold metal arc transfer (CMT) metal deposition of Inconel 625 superalloy on 316L austenitic stainless steel: microstructural evaluation, corrosion and wear resistance properties. Mater Res Express. (2019). https://doi.org/10.1088/2053-1591/ab0a10
A. Evangeline, P. Sathiya, Structure–property relationships of Inconel 625 cladding on AISI 316L substrate produced by hot wire (HW) TIG metal deposition technique. Mater Res Express. (2019). https://doi.org/10.1088/2053-1591/ab350f
L. Guo, F. Xiao, F. Wang, W. Wei, Y. He, F. Luo, Influence of heat treatments on microstructure, mechanical properties and corrosion resistance of Inconel 625 overlay cladded using PTIG. Mater Res Express. (2020). https://doi.org/10.1088/2053-1591/abb858
T.E. Abioye, D.G. McCartneyb, A.T. Clare, Laser cladding of Inconel 625 wire for corrosion protection. J Mater Process Tech. 217, 232–240 (2015)
M. Naghiyan Fesharaki, R. Shoja-Razavi, H.A. Mansouri, H. Jamali, Evaluation of the hot corrosion behavior of Inconel 625 coatings on the Inconel 738 substrate by laser and TIG cladding techniques. Optics Laser Technol. (2018). https://doi.org/10.1016/j.optlastec.2018.09.011
L.L. Guo, H.L. Zheng, S.H. Liu, Y.Q. Li, C.Y. Feng, X.D. Xu, Effect of heat treatment temperatures on microstructure and corrosion properties of Inconel 625 weld overlay deposited by PTIG. Int J Electrochem Sc. 11, 5507–5519 (2016)
M. Diehl, N. Messler, Using stress relaxation tests for evaluating and optimizing postweld heat treatments of alloy 625 welds. Weld J. 74, 109–114 (1995)
G. Marchese, M. Lorusso, S. Parizia, E. Bassini, J. Lee, F. Calignano, D. Manfredi, M. Terner, H. Hong, D. Ugues, M. Lombardi, S. Biamino, Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater Sci Eng: A. 729, 64–75 (2018)
G. Marchese, E. Bassini, M. Calandri, E.P. Ambrosio, F. Calignano, M. Lorusso, D. Manfredi, M. Pavese, S. Biamino, P. Fino, Microstructural investigation of as-fabricated and heat-treated Inconel 625 and Inconel 718 fabricated by direct metal laser sintering: contribution of Politecnico di Torino and Istituto Italiano di Tecnologia (IIT) di Torino. Met. Powder Rep. 71, 273–278 (2016)
Y.L. Hu, X. Lin, S.Y. Zhang, Y.M. Jiang, X.F. Lu, H.O. Yang, W.D. Huang, Effect of solution heat treatment on the microstructure and mechanical properties of Inconel 625 superalloy fabricated by laser solid forming. J Alloy Compd. 767, 330–344 (2018)
X. Xing, X. Di, B. Wang, The effect of post-weld heat treatment temperature on the microstructure of Inconel 625 deposited metal. J Alloy Compd. 593, 110–116 (2014)
F. Xu, Y. Lv, Y. Liu, B. Xu, P. He, Effect of heat treatment on microstructure and mechanical properties of Inconel 625 alloy fabricated by pulsed plasma arc deposition. Phys. Procedia. 50, 48–54 (2013)
E.A. Lass, M.R. Stoudt, M.B. Katz, M.E. Williams, Precipitation and dissolution of δ and γ″ during heat treatment of a laser powder-bed fusion produced Ni-based superalloy. Scripta Mater. 154, 83–86 (2018)
L.Y. Xu, J.Y. Zhang, Y.D. Han, L. Zhao, H.Y. Jing, Insights into the intergranular corrosion of overlay welded joints of X65-Inconel 625 clad pipe and its relationship to damage penetration. Corr. Sci. (2019). https://doi.org/10.1016/j.corsci.2019.108169
Acknowledgments
This study is financially supported by the Natural Science Basic Research Plan in Shaanxi Province of China (No. 2020JQ-780), Open Foundation of Chongqing Engineering Technology Research Center for Light Alloy Materials and Processing (No. GCZX202001), and Graduate Student Innovation and Practice Ability Training Program Funding of Xi'an Shiyou University (No. YCS20211036).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Guo, L., Xiao, F., Wang, F. et al. Effect of Post-Weld Heat Treatment Temperatures on Microstructure, Intergranular Corrosion Resistance, and Mechanical Properties of 4130 Steel with Inconel 625 Weld Overlay. J Fail. Anal. and Preven. 21, 1775–1783 (2021). https://doi.org/10.1007/s11668-021-01225-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-021-01225-4