
Abstract
Different variants of high-chromium cast iron are commonly used for wear-resistant applications in mining and steel industries. These alloys are often used in the as-cast condition that limits the optimization of wear properties through microstructural engineering. This paper aims at improving the wear resistance of 20Cr–2C cast iron through an inexpensive single-step heat treatment. In the present study, samples were soaked at temperatures between 700 and 1200 °C at an interval of 100 °C and were air-cooled for destabilization of primary carbide networks. Detailed microstructural analysis was carried out using a scanning electron microscope coupled with electron probe micro-analysis. Image analysis technique was used to determine the effect of soaking temperature on fraction of primary and secondary carbides. Hardness and dry sliding wear tests were conducted to determine the effect of microstructure on mechanical and wear properties. It was observed that the network of primary carbide began to break only at soaking temperature of 1000 °C and above. Up to 800 °C, there was coarsening of primary carbides that led to lowering of hardness and deterioration of wear resistance. At 900 and 1000 °C, precipitation of secondary carbides was observed. At 1100 °C, maximum hardness and wear resistance were achieved. This was attributed to disintegration of primary carbides and the highest fraction of finely dispersed secondary carbides. At 1200 °C, most of the secondary carbides dissolved in the matrix which resulted in sharp fall in hardness and wear resistance. Micro-mechanism of wear was studied using an optical laser scanning microscope. Post-wear hardness measurement confirmed that the extent of work hardening depends on destabilizing treatments. This study is expected to help the practicing engineers to improve life cycle of high-chromium cast iron components prone to wear.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-chromium cast irons are commonly used for industrial applications where excellent wear and abrasion resistance along with an ability to withstand moderate impact is required [1]. Applications include mineral processing, cement manufacturing, slurry pumping, grinding balls and liners. These alloys are mostly used in the as-cast condition and obtain reasonably good wear and abrasion resistance due to the presence of eutectic M7C3 primary carbides [2, 3]. However, there exists a significant scope of improvement in wear resistance of these alloys. Owing to complex shapes of the components and inherent brittleness due to high chromium and carbon content, these alloys cannot be work hardened or forged [4, 5]. Although addition of expensive alloying elements like Nb and Ti is known to enhance the wear resistance [6, 7], their use in industries is limited due to economic constraints. Thus, a feasible and techno-economic alternative remains suitable inexpensive heat treatment.
The initial as-cast structure of these high-chromium alloys essentially consists of an austenitic dendritic matrix and a eutectic mixture of austenite/M7C3 carbides [8]. The eutectic mixture reduces the fracture toughness of the alloy making them very brittle and limiting their use in applications where the main requirement is only a good response to wear resistance [9,10,11,12,13,14]. However, most industrial applications of these alloys not only require excellent wear resistance but also an adequate resistance to repeated impact. As-cast microstructure can be altered by different destabilization heat treatment to improve the mechanical properties like hardness and wear resistance. The main aim of heat treatment is to precipitate secondary carbides to increase hardness and wear resistance. The destabilization heat treatments are usually conducted at 800–1100 °C for 1–6 h [1, 15,16,17,18,19,20,21,22,23].
Powell and Laird [24] have studied the nucleation, growth and morphology of secondary carbides with increasing Cr content. They concluded the secondary carbides to be M3C, M7C3 and M23C6 in 9Cr, 18Cr and 30Cr, respectively. Powell and Bee [25] had studied the destabilization heat treatment of 18Cr white cast irons at 1100 °C for soaking period of 0.25 and 4 h. They suggested that the local depletion of C and Cr near the boundaries of eutectic carbides leads to the formation of thin layer of martensite. Also, the initial precipitation of secondary carbides occurs on the sub-grain boundaries in the austenitic matrix of as-cast material during cooling. Short heat treatment produces M23C6 as secondary carbides, while long heat treatment transforms some of the M23C6 carbides into M7C3carbides, which is contrary to the study of Powell and Laird. Tabrett et al. [1] in their review paper mentioned that in high-Cr white iron alloys with a low Cr/C ratio, secondary carbides precipitated uniformly within the dendrites, whereas in alloys with higher Cr/C ratio, precipitation occurred preferentially adjacent to eutectic carbides. Karantzalis [26] studied the effect of destabilization temperature on microstructure and hardness of 18Cr white cast iron in the temperature range from 800 to 1100 °C. They reported that maximum hardness is achieved at 1000 °C and it is due to optimum combination of carbide precipitation, carbide particle morphology as well as the extent of martensite formed.
Although the literature is available on improving the mechanical properties of high-chromium cast alloys, there exists a gap in consistency regarding microstructural evolution and micro-mechanism of wear in different heat-treated conditions. Furthermore, the present study focuses on optimization of destabilization/soaking temperature of a commercially available 20Cr–2.1C wt.% cast alloy in an economic single-step heat treatment. In addition, these improvements have been tried to explain using work hardening behaviour during sliding wear tests of the alloy post-different heat treatment processes.
Experimental Procedure
Material
The chemical composition of the alloy used in the present work was determined using inductively coupled plasma mass spectroscopy (ICP-MS) and energy-dispersive X-ray fluorescence (EDXRF) techniques. Table 1 summarizes the chemical composition (wt.%) of the alloy.
Heat Treatment and Microstructural Characterization
In order to destabilize the as-cast microstructure, the alloy was soaked at 6 different temperatures, viz 700, 800, 900, 1000, 1100 and 1200 °C, respectively, for the soaking time of 45 min in a muffle furnace, followed by air cooling. A slow heating rate of 4 °C/min was deployed for all the samples to prevent thermal shock [26]. Samples for metallography were cut using a water-cooled, disc cutting machine. They were hot-mounted using polymeric resin. These were polished using silicon carbide emery papers up to fineness of 2000 followed by diamond polishing using 6, 3 and 1 µm fineness. Etching was carried out using aqua regia (3:1 ratio of hydrochloric acid to nitric acid) for 15 s at room temperature. Scanning electron microscopy (SEM) was carried out under Zeiss SEM. Hardness measurements were made at a load of 10 kg with dwell time of 15 s using a Vickers hardness testing machine (Durascan 20). For each heat-treated condition, 5 hardness readings were taken and average values have been reported. Electron probe micro-analysis was carried out for the as-cast and all heat-treated samples to determine the distribution of carbides and their nature. Furthermore, Image J technique was used to calculate the fraction of primary and secondary carbides. An average of five SEM images from different locations in each condition were used for the calculation.
Sliding Wear Tests
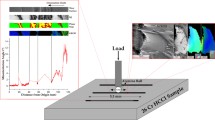
Pin-on-disc wear testing apparatus (Fig. 1) was used to perform wear testing of as-cast and different heat-treated specimens. Pin specimens having size of 12 × 12 × 45 mm3 were ground against 88wt.%WC–12wt.%Co disc. The hardness of the disc is measured to be 73 HRC. The wear tests have been performed at three different loads, i.e. 50, 30 and 10 N, respectively. The test was run for 15 min with constant track diameter of 100 mm. Each wear test was repeated at least 3 times. The specimens were weighed before and after wear tests using a digital scale with an accuracy of 0.1 mg to determine the weight loss. After wear testing, specimens were ultrasonically cleaned with acetone to remove any debris coming from the disc. Hardness values were measured using the Vickers hardness testing machine after each wear test to determine the extent of work hardening for different specimens. Worn-out surfaces were examined under the laser microscope to determine the micro-mechanism of wear.

Schematic showing the sliding wear testing apparatus as per ASTM G-99
Results and Discussion
Characterization of as-Cast Sample
As-cast microstructure shown in Fig. 2a revealed network of blade-like primary eutectic carbides with small fraction of spherical secondary carbides in austenitic matrix. Fraction of primary carbide was calculated to be 36%, whereas the secondary carbide was measured to be around 3%. The fact that primary carbides are present in the form of network makes the alloy susceptible to rapid wear [1, 27]. The carbides are richer in chromium and depleted in iron. (Cr + Fe)/C ratio indicates these precipitates to be M7C3 type. Fast cooling during casting prevented any significant precipitation of secondary carbides.

SEM-EPMA micrographs of as-cast specimen: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C
Microstructural Evolution After Destabilization Heat Treatments
On soaking at 700 °C for 45 min, primary carbide network did not break (Fig. 3). In fact, compared to the as-cast microstructure, substantial coarsening of carbides was observed. However, precipitation of secondary carbides appears to have started. Fraction of primary and secondary carbides was calculated to be 43 and 7%, respectively. An increase in percentage of primary carbides was not due to nucleation of new carbides but because of their growth and coarsening. Furthermore, there was an increase in networking of carbides which was further detrimental. Such a microstructure is not expected to improve hardness and wear resistance [1, 27].

SEM-EPMA micrograph of specimen soaked at 700 °C: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C
At 800 °C, further growth and networking of carbides was observed as shown in Fig. 4. There was no substantial change in (Cr + Fe)/C ratio, and these carbides are of M7C3 type. It should be noted that even secondary carbides were coarser in size. Volume fraction of primary and secondary carbides was calculated to be 44 and 4%, respectively. Again, this increase in carbide fraction as compared to the as-cast sample is not expected to improve the hardness and wear properties as there is an increased networking and coarsening instead of refinement and uniform distribution of carbides.

SEM-EPMA micrograph of specimen soaked at 800 °C: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C
Specimen soaked at 900 °C had blade-like blocky primary carbides as shown in Fig. 5. Primary carbide networks were clearly not broken. However, there was an increased precipitation of secondary carbides due to faster diffusion kinetics compared to lower destabilizing temperatures. There was an increase in percentage of secondary carbides to around 10% with simultaneous decrease in primary carbide to around 23.5%. On soaking at 1000 °C, fragmentation of primary carbides was evident as shown in Fig. 6. It means lesser network of primary carbides. In addition, there was much refined secondary carbides which is expected to improve wear resistance. There is an increase in fraction of fine spherical secondary carbide to around 15% at the expense of reduction in fraction of primary carbide to approximately 8.5%.

SEM-EPMA micrograph of specimen soaked at 900 °C: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C

SEM-EPMA micrograph of specimen soaked at 1000 °C: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C
Figure 7 shows that there was a significant reduction in primary carbides for the specimen soaked at 1100 °C. Almost entire primary carbides had transformed to fine dispersion of uniformly distributed secondary carbides. This is possibly due to sufficient activation energy available for inter-diffusion of elements. Such a combination of disintegrated primary carbides and uniformly distributed fine secondary carbides is ideal for imparting wear resistance. At 1200 °C, as shown in Fig. 8, almost entire carbides had dissolved and thus such a high destabilization temperature may not be suitable for improving the wear resistance.

SEM-EPMA micrograph of specimen soaked at 1100 °C: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C

SEM-EPMA micrograph of specimen soaked at 1200 °C: (a) BSE micrograph, elemental distribution of (b) Fe, (c) Cr, (d) C
Figure 9 graphically summarizes the effect of different destabilizing heat treatment on fraction of primary and secondary carbides. It is evident that in the as-cast condition and lower destabilizing temperature heat treatment (700 and 800 °C), there is higher content of primary carbides with negligible secondary carbides. In contrast, at higher destabilization temperatures, viz., 900–1100 °C, there is a marked increase in percentage of secondary carbides with a simultaneous decrease in percentage of primary carbides. However, this beneficial effect ceases at 1200 °C where both primary and secondary carbides fraction is on the decline due to dissolution (Fig. 9).

Fraction of primary and secondary carbides in 20Cr–1Mo steel in as-cast condition and after different destabilization heat treatments. These are obtained using image analysis technique with Image J
Sliding Wear Tests and Extent of Work Hardening
In general, wear resistance is reported to be a linear function of hardness of the material. Pin-on-disc wear tests were conducted at three different loads, viz. 10, 30 and 50 N. It was observed that for as-cast and all heat-treated specimens, there was a monotonic increase in volume loss due to wear with an increase in applied normal load (Fig. 10a). Compared to the as-cast specimen, volume loss was significantly higher in the specimen destabilized at 700 °C. This is in line with the decrease in hardness from 578 HV in the as-cast condition to 344 HV in destabilized at 700 °C condition. Decrease in hardness can be attributed to substantial coarsening of primary M7C3 carbides. In the case of the specimen destabilized at 800 °C, there was further reduction in hardness and a simultaneous increase in wear volume loss. This is again because of the increase in networking and coarsening of primary carbides. It is interesting to note here that after wear testing at 50 N for 30 min, there was only marginal increase in hardness of worn-out specimens in the as-cast condition as well as those destabilized at 700 and 800 °C. This suggests that work hardening was not prominent in these cases.

(a) Wear volume loss of specimens in as-cast and different heat-treated conditions, (b) hardness of different specimens before and after wear tests at 50 N applied load
In contrast to lower-temperature-destabilized specimens, at 900 °C, there was an improvement in wear resistance compared to the as-cast specimen. This is despite the fact that the average hardness of these specimens is at least 35 HV lower than that in the as-cast condition. A lower wear volume loss can be attributed to the greater extent of work hardening in the destabilized specimen. At 50 N load, for destabilized specimen (at 900 °C), an increase in hardness greater than 100 HV was observed in contrast to less than 10 HV increase in hardness for the as-cast specimen after wear test. Such an improvement in work hardening behaviour is due to the presence of fine secondary carbides that impede the motion of dislocation and results in forest of dislocations. Such phenomenon is less likely for blade-like coarser primary carbides. There is further improvement in wear resistance for the specimen destabilized at 1000 °C due to the combined effect of marginally higher initial hardness and substantially higher work hardening rate as suggested by an increase in hardness after wear test by 145 HV (Fig. 10b). Such an improvement is achieved due to disintegration of primary chromium carbide networks along with precipitation of approximately 15% fine secondary carbides. Owing to the highest initial hardness (679 HV) and the maximum extent of work hardening during wear test (increase in hardness by 207 HV during wear testing at 50 N load), specimens destabilized at 1100 °C showed maximum wear resistance as manifested as minimum wear volume loss at all applied loads. From microstructural point of view, this is due to complete fragmentation of primary carbide networks along with distribution of the highest fraction of fine secondary carbides (approximately 20%). The specimen destabilized at 1200 °C showed the lowest wear resistance (highest wear volume loss) because of dissolution of most of the carbides and the lowest initial hardness coupled with a low rate of work hardening during wear test. Thus, destabilizing treatment above 1100 °C was found to be detrimental for wear-resistant applications.
Wear Track Analysis Using Confocal Laser Optical Profilometer
Wear track of the as-cast specimen tested at 50 N load is shown in Fig. 11a. Number of lines running parallel to each other was observed. Wear scars were created during the test. 3-D profile of the worn-out surface is shown in Fig. 11b. It suggests two distinct surface topography indicated by green- and blue-coloured bands. Green bands represent surface worn out to lesser depth, whereas blue-coloured bands signify deeper groves and micro-cutting phenomena. Depth profile of a line perpendicular to the parallel wear scars (as marked by arrow in Fig. 11a) is shown in Fig. 11c. Corresponding to micro-grooves and micro-cutting, there were dip in the depth profile. Micro-cutting behaviour is generally associated with brittle phases, and in the present scenario, these are possibly due to network of primary carbides.

Wear track of as-cast high-chromium cast alloy at 50 N load: (a) optical micrograph, (b) 3-D profile of worn-out surface, (c) depth profile of the worn-out surface along a line perpendicular to the wear scars
Specimens subjected to lower-temperature destabilization heat treatment (700 and 800 °C) showed much deeper wear scars as shown in Fig. 12. In contrast to the 3-D topography of the as-cast specimen where light blue bands were observed intermittently, the specimen destabilized at 800 °C showed substantially higher concentration of areas of deep cutting and groove marks (Fig. 12b). Moreover, depth profile indicates greater peaks and troughs and constant spikes. These are in line with the greater wear volume loss.

Wear track of the high-chromium cast alloy destabilized at 800 °C at 50 N load: (a) optical micrograph, (b) 3-D profile of worn-out surface, (c) depth profile of the worn-out surface along a line perpendicular to the wear scars
Wear track of the specimen destabilized at 1100 °C is shown in Fig. 13. Unlike the as-cast specimen and the specimen destabilized at lower temperatures, it did not show any prominent micro-cutting or micro-grooves. Instead, uniform wear scars were observed. 3-D topography showed grossly levelled plane suggesting no prominent chipping to have occurred during wear testing. This also indicates that wear mechanism was basically gradual uniform removal of material. This corroborates well with the presence of finely dispersed secondary carbide and absence of any network of primary carbides, which may potentially provide site for chipping. Depth profile shown in Fig. 13c also revealed predominantly region consisting of very low surface roughness, with small areas of micro-pits. This favourable wear mechanism is in line with the minimum wear volume loss for the specimen destabilized at 1100 °C.

Wear track of high-chromium cast alloy destabilized at 1100 °C at 50 N load: (a) optical micrograph, (b) 3-D profile of worn-out surface, (c) depth profile of the worn-out surface along a line perpendicular to the wear scars
As shown in Fig. 14, wear track of the specimen destabilized at 1200 °C showed a large number of micro-cutting bands along with deformed layers. 3-D topography shown in Fig. 14b revealed continuous undulation with a large difference in depth across the worn-out surface. Similar features have been manifested in depth profile where huge crest and troughs were observed. This micro-mechanism of wear matches with large wear volume loss for these specimens.

Wear track of high-chromium cast alloy destabilized at 1200 °C at 50 N load: (a) optical micrograph, (b) 3-D profile of worn-out surface, (c) depth profile of the worn-out surface along a line perpendicular to the wear scars
Perspective for Future Application
As demonstrated in this work, simple one-step destabilization heat treatment at 1100 °C can significantly improve the microstructure and wear resistance of the as-cast high-chromium alloy. In contrast to the predominantly network of primary chromium carbide in the as-cast alloy, suitable destabilization heat treatment resulted in a microstructure consisting of fragmented primary carbides along with uniformly distributed fine secondary carbides. This alteration of microstructure resulted in improvement in wear mechanism from primarily micro-cutting to even uniform gradual wear with small micro-pits. On macroscopic level, there has been at least 50% reduction in volume loss due to wear. This is expected to be of significant use for many applications like grinding balls, wear-resistant liner plates, tips and blades of mining equipment, crushing hammers and liners, etc (Fig. 15). Instead of alloying with expensive elements like Mo, Nb, Ti or resorting to multi-step complex heat treatments, this study opens avenues for simple single destabilizing heat treatment for significant improvement in service life of equipment requiring wear resistance.

On-field images of perspective applications where the current study may be of significant use: (a) grinding mill liners and balls, (b) paddle feeder tip, (c) teeth of mining equipment, (d) coal crushing hammer head and wear-resistant liners [28]
Conclusions
Based on the detailed microstructural characterization, hardness and wear tests at different applied loads and study of micro-mechanism of wear for different specimens in the as-cast condition and after different destabilization heat treatments, the following conclusions are made:
- 1.
The as-cast high-chromium alloy consisted of predominantly network of primary chromium carbides (around 35 volume%) with very small fraction of secondary carbide. Such a microstructure yielded in an average hardness value of 578 HV. Because of the presence of chunks of primary carbides, micro-mechanism of wear is identified to be a combination of micro-cutting and micro-grooving along with multiple parallel lines of wear scars.
- 2.
At lower-temperature destabilization heat treatment (700 and 800 °C), there was coarsening and increased networking of primary carbides that resulted in drop in average hardness value to 344 and 321 HV, respectively. Because of such undesirable microstructure and lower hardness values, there was a marked increase in wear volume loss at all applied loads. Furthermore, micro-mechanism of wear was identified to be prominently deep cutting and grooving over a larger fraction of the worn-out surface with increased depth of wear scars.
- 3.
Between destabilization temperatures of 900–1100 °C, there was a monotonic increase in percentage of secondary carbides with simultaneous reduction in percentage of primary carbides. This has manifested as an increase in hardness value and, more importantly, an improved work hardening during wear test as suggested by increased hardness by as much as 200 HV during wear testing of specimen destabilized at 1100 °C. Due to the presence of uniformly distributed secondary carbides and broken primary carbide networks, there is at least 50% reduction in wear volume as compared to the as-cast specimen. This is accompanied by a transition in micro-mechanism of wear from micro-cutting to uniform gradual removal of material with small micro-pits and much lesser depth of wear scars.
- 4.
A higher destabilization temperature of 1200 °C resulted in dissolution of majority of primary and secondary carbides and pronounced decrease in hardness value and increase in wear volume loss.
- 5.
For all specimens, there was an increase in wear volume loss with an increase in the applied load.
- 6.
Overall study suggests destabilization heat treatment at 1100 °C is optimum from the standpoint of microstructure and distribution of secondary carbides. This results in the highest hardness and work hardening with the lowest wear volume loss along with favourable micro-mechanism of wear.
References
C.P. Tabrett, I.R. Sare, M.R. Ghomashchi, Microstructure-property relationships in high chromium white iron alloys. Int. Mater. Rev. 41(2), 52–89 (1996)
D. Li, L. Liu, Y. Zhang et al., Phase diagram calculation of high chromium cast irons and influence of its chemical composition. Mater. Des. 30(2), 340 (2009)
I. Fernandez, F.J. Belzunce, Wear and oxidation behavior of high chromium cast iron. Mater. Charact. 58(6), 669 (2008)
S.B. Biner, Can. Metall. Q. 24, 155–167 (1985)
L.M. Barker, Eng. Fract. Mech. 9, 361–369 (1977)
X. Zhi, J. Xing, H. Fu, B. Xiao, Effect of niobium on the as-cast microstructure of hypereutectic high chromium cast iron. Mater. Lett. 62(6–7), 857–860 (2008)
A. Bedolla-Jacuinde, R. Correa, J.G. Quezada, C. Maldonado, Effect of titanium on the as-cast microstructure of a 16% chromium white iron. Mater. Sci. Eng. A 398(1–2), 297–308 (2005)
A.E. Karantzalis, A. Lekatou, H. Mavros, Microstructural modifications of as-cast high-chromium white iron by heat treatment. JMEPEG 18, 174–181 (2009). https://doi.org/10.1007/s11665-008-9285-6
M.X. Zhang, P.M. Kelly, J.D. Gates, The effect of heat treatment on the toughness, hardness and microstructure of low carbon white cast iron. J. Mater. Sci. 36, 3865–3875 (2001)
I.R. Sare, Abrasion resistance and fracture toughness of white cast iron. Met Technol. 6, 412–419 (1979)
A. Kootsookos, J.D. Gates, R.A. Eaton, Development of a white cast iron of fracture toughness 40 MPa √m. Cast Met. 7, 239–246 (1995)
M. Radulovic, M. Fiset, K. Peev et al., The influence of vanadium on fracture toughness and abrasion resistance in high chromium white cast irons. J. Mater. Sci. 29, 5085–5094 (1994)
I.R. Sare, B.K. Arnold, The influence of heat treatment on high-stress abrasion resistance and fracture toughness of alloy white cast irons. Metall. Mater. Trans. A 26, 1785–1793 (1995)
X.L. Dun, K.P. Liu, H.S. Liu et al., Effect of multicomponent modifier on microstructure and mechanical properties of high Ni-Cr-Mo cast iron. Mater. Sci. Technol. 27, 1840–1845 (2011)
C.P. Tabrett, I.R. Sare, The effect of heat treatment on the abrasion resistance of alloy white irons. Wear 203–204, 206–219 (1997)
C.P. Tabrett, I.R. Sare, Effect of high temperature and sub-ambient treatments on the matrix structure and abrasion resistance of a high chromium white iron. Scr. Mater. 38(12), 1747–1753 (1998)
O.N. Dogan, J.A. Hawk, G. Laird II, Solidification structure and abrasion resistance of high chromium white irons. Metall. Mater. Trans. 28A, 1315–1328 (1997)
O.N. Dogan, J.A. Hawk, Effect of carbide orientation on abrasion of high cr white cast iron. Wear 189, 136–142 (1995)
O.N. Dogan, G. Laird II, J.A. Hawk, Abrasion resistance of the columnar zone in high cr white cast irons. Wear 181–183, 342–349 (1995)
S. Turenne, F. Lavallee, J. Masounave, Matrix microstructure effect in the abrasion resistance of high chromium white cast iron. J. Mater. Sci. 24, 3021–3028 (1989)
M. Durand-Charre, Microstructure of Steels and Cast Irons, Microstructure of Steels and Cast Irons (Springer, New York, 2004), pp. 51–73
C.P. Tabrett, I.R. Sare, Fracture toughness of high-chromium white irons: influence of cast structure. J. Mater. Sci. 35, 2069–2077 (2000)
J. Asensio, J.A. Pero-Sanz, J.I. Verdeja, Microstructure selection criteria for cast irons with more than 10 wt% chromium for wear applications. Mater. Character. 49, 83–93 (2003)
G.L.F. Powell, G. Laird II, Structure, nucleation, growth and morphology of secondary carbides in high chromium and Cr-Ni white irons. J. Mater. Sci. 27, 29–35 (1992)
G.L.F. Powell, J.V. Bee, Secondary carbide precipitation in an 18 wt% Cr-1 wt% Mo white iron. J. Mater. Sci. 31, 707–711 (1996)
A.E. Karantzalis, A. Lekatou, E. Diavati, Effect of destabilization heat treatments on the microstructure of high-chromium cast iron: a microscopy examination approach. JMEPEG 18, 1078–1085 (2009). https://doi.org/10.1007/s11665-009-9353-6
J.T.H. Pearce, Examination of M7C3 carbides in high chromium cast irons using thin foil transmission electron microscopy. J. Mater. Sci. Lett. 2, 428–432 (1983)
K. Kishore, M. Adhikary, G. Mukhopadhyay, S. Bhattacharyya, Development of wear resistant hammer heads for coal crushing application through experimental studies and field trials. Int. J. Refract Metal Hard Mater. 79, 185–196 (2019)
Acknowledgments
Authors express their sincere gratitude to Tata Steel Limited, Jamshedpur for allowing us to publish this work. Authors are thankful to supervisors and technicians of Scientific Services for preparation of metallography samples.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kishore, K., Kumar, U., Dinesh, N. et al. Effect of Soaking Temperature on Carbide Precipitation, Hardness, and Wear Resistance of High-Chromium Cast Iron. J Fail. Anal. and Preven. 20, 249–260 (2020). https://doi.org/10.1007/s11668-020-00836-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-020-00836-7