
Abstract
The influence of tensile properties, void coalescence parameters, strain triaxiality \(\left( {\frac{{\varepsilon_{\text{m}} }}{{\varepsilon_{\text{eff}} }}} \right)\) and its fracture limits for various spindle rotational speeds in single point incremental forming were compared for titanium grade 2 and grade 4 sheets. The microstructure reveals the presence of α and β phase particles, as was confirmed using x-ray diffraction analysis. Forming limit diagrams and fracture limit curves were plotted for the sheets and the results were compared for both titanium grade sheets. The void coalescence in fractured samples showed an improved fracture resistance for the titanium grade 2 sheets compared with the titanium grade 4 sheets. The void size, ligament thickness, void (L/W) ratio, d-factor, strain triaxiality and further void coalescence parameters were also compared. In all cases, because of their better ductility, the titanium grade 2 sheets exhibited better forming and fracture limits (void coalescence) than that of grade 4 sheets.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Incremental sheet forming (ISF) is an emerging forming process for small batch production and rapid prototype development. An ISF process progressively forms sheet metal into a pre-designed, three-dimensional shape using computer numerical control (CNC). This process is highly flexible and, with careful tool path programming, can achieve very complex shapes. Therefore, ISF has been widely accepted as a more promising forming process compared with the conventional processes such as deep drawing and stamping [1]. Titanium and its alloys are the most frequently used materials in the aircraft, orthopedic, marine and dental implant industries because these materials have a high strength-to-weight ratio and good corrosion resistance compared to those of steel and aluminum alloys. Ambrogio et al. [2] Proposed a novel variant of ISF technology in which a continuous current is supplied in order to generate local heating, allowing easier formability and lowering the forces required for the manufacturing of light weight alloys. Liu [3] has developed heat-assisted incremental sheet forming methods for deforming hard materials at elevated temperatures and also showed a clear improvement in the geometrical accuracy and formability during the heat-assisted incremental forming process. Belhassen et al. [4, 5] experimentally and numerically analyzed the damage and spring-back occurring during the flexible forming process. An elasto-plastic constitutive material model incorporating a nonlinear isokinematic, a von Mises’ yield function, Lemaitre’s ductile damage law and the hardening law was applied in numerical simulations. Greater rubber hardness was shown to result in sheet thinning that increased the damage and reduced the formability. The applicability of the ductile fracture criteria (DFC) was examined in relation to practical forming practices and incremental forming of aluminum alloys [6]. Jawale et al. [7] carried out a microstructural investigation of a polycrystalline copper sheet that had been incrementally formed to a truncated conical geometry using various lubricants with the lubricant used as paste-state, achieving better surface roughness until fracture using the SPIF process. The influence of process parameters on the formability in an SPIF process was investigated [8], and it was shown that formability increased when the feed rates and the coefficient of friction at the interface between the tool and the sheet metal were reduced. Jawale et al. [9] experimentally investigated mode I and mode II fracture mechanics of failure loci in the transition region between failures by crack-opening during the SPIF process. Guzmán et al. [10] investigated the suitability of different variants of the Gurson-Tvergaard-Needleman (GTN) damage model for fracture prediction in SPIF of a truncated cone using a DC01 steel sheet. They reported that various versions of the studied micro mechanical model under estimated the maximum achievable forming angle. Ambrogio et al. [11] performed a detailed investigation into the suitability of ISF at extremely high feed rates that were used to reduce the processing time. This is an easy approach for reducing the part factual error. There are two types of incremental forming, namely positive incremental forming (PIF) and negative incremental forming (NIF). Feasible and innovative methods for analyzing the thinning limits of sheet metals during NIF, which is given by the cosine law of thickness distribution, were investigated in [12]. Liu [13] performed a comprehensive analysis to evaluate the tensile strength, surface quality; formability and micro-hardness of two typical parts deformed by friction stir incremental forming (FSIF). The experimental results revealed that local frictional heating enhanced formability, surface micro-hardness and tensile strength. Meanwhile, Xu et al. [14] investigated the effect of the use of a rotational textured tool on the ISF process. These efforts have significantly deepened our insight and understanding of the ISF process. However, due to its incremental and localized deformation characteristics, the ISF process may be affected by many factors, such as tool motion, material properties, lubricant condition or even thermal effects. Thus, the deformation behavior of a material can be extremely complex. Hussain et al. [15] conducted an experimental investigation into the suitability of various tools and lubricants by using different combinations of tools for forming commercially pure titanium sheets. Electrically heated incremental forming of titanium Ti–6Al–4V sheets was also investigated [16] for improving their formability and ease of forming. If a suitable lubricant, lubrication method and temperature range are adopted, the forming process can be performed efficiently. For example, nickel disulfide is a suitable lubricant for forming at high temperatures. The electrically heated incremental forming method is a novel technique for forming Ti–6Al–4 V sheet metals, but its geometrical accuracy is a major concern. To find the optimal parameters for obtaining improved geometrical accuracy, a single-point, electrically heated incremental formatting process for titanium Ti–6Al–4V sheets was simulated numerically using Mac Neal-Schwendler Corporation (MSC) software [17]. An economical technique for the formation of titanium alloy by varying the working temperature combined with electrical static heating and high spindle rotational speeds was also investigated [18], and a high spindle speed incremental forming process for Ti–6Al–4V alloy sheets was carried out [19] to improve the production rates of the SPIF process.
In conventional die and punch forming, the formability and fracture behavior are affected by void nucleation, void growth and void coalescence. Experiments were performed to investigate the microstructure, nucleation, and growth of the voids together with their coalescence during the conventional forming of three different high-strength low-alloy (HSLA) steel sheets of different thicknesses and interstitial free (IF) steel sheets [20,21,22]. Forming limit diagrams (FLDs) were mostly based on the strain measured at the safe necking and fracture areas. Sometimes these stress-based FLDs were more clear and useful for analyzing the conventional formability of the sheet metal. In this context, stress-based fracture limit diagrams (SBFLDs) were produced, and the fracture behavior of HSLA steel sheets was analyzed as reported elsewhere [23, 24]. Hence, it is clear that the study of voids, FLDs and SBFLDs for the SPIF process will be useful for both sheet metal manufacturers and users. An experimental investigation into formability and fracture mode analysis of SPIF was carried out and has been reported elsewhere [25]. Later, [26, 27] studied FLDs and strain distribution and performed fracture mode analysis by carrying out a multiple sheet single point incremental forming (MSSPIF) process of commercially pure aluminum and copper sheets in order to improve production rates and to obtain smoother components from incremental forming. They found that the top-most sheets had undergone significant plastic deformation prior to fracture and that the fracture mechanism was based on a shearing action due to tool movement. Incremental forming (IF) with three different forming strategies used to produce a moderately higher neck height, uniform wall thickness and maximum forming limit ratio was investigated [28], while a new methodology to obtain smooth surfaces in multi-pass SPIF for stepped features was developed as reported in [29]. However, little research has been carried out on the methods for the elimination of defects such as fold corners, squeezed-out wall formation, bulge height, and other wall defects reported elsewhere [30, 31]. For this work, previous work has provided guidelines for selecting the tool diameter for the SPIF process. There have been few research reports on the incremental forming of non-metallic materials, even though one such report was presented in [32].
In this present investigation is to study and compare the forming limit diagrams (FLDs) and fracture limit curves (FLCs) of titanium grade 2 and titanium grade 4 sheets. The stress-based fracture limit curves, void coalescence parameters, and strain triaxiality with respect to various spindle rotational speeds for both grades of titanium sheets were also compared and reported here.
Experimental Materials and Methods
Materials and x-ray Diffraction Analysis
The working materials selected for this experiment were titanium grade 2 and grade 4 sheets, both of which had a thickness of 1 mm. The chemical elements present in these grades of titanium are shown in Table 1. X-ray diffraction (XRD) analysis was carried out for these titanium sheets using a Rigaku Ultima III instrument with Cu-kα radiation of wavelength 1.5406 Å.
Microstructure of Titanium Grade 2 and Titanium Grade 4 Sheets
Samples of titanium grade 2 and grade 4 sheets were taken for analysis of their microstructure at room temperature. Standard metallographic procedures were followed to obtain the microstructure of these titanium sheets using an optical microscope, as shown in Fig. 1.

Optical micrograph of base material (a) titanium grade 2 and (b) titanium grade 4 sheets
Tensile Tests
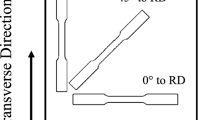
The tensile test specimen was prepared using the wire cut electrical discharge machining (WEDM) process according to the ASTM E8 standard and had a gauge length of 30 mm. The tensile test was carried out for both grades of the sheet material using an automatic computerized Tinius Olsen universal testing machine (UTM) (model: H50KL TINIUS OLSEN) at a strain rate of 1 mm/min with a load of 50 kN at room temperature. Figure 2 shows the plot of true stress versus true strain for the above-mentioned grades.

Plot of true stress versus true strain curve for titanium grade 2 and titanium grade 4 sheets
The true strain and true stress values were calculated from the load versus extension plot, and a curve was fitted to determine the strain-hardening exponent (n value), the material strength coefficient (K value) and other mechanical properties for both grades of titanium sheets, the obtained values are presented in Table 2. The fractured titanium grade 2 and grade 4 tensile specimens were also observed using a scanning electron microscope (SEM); the results are presented in Fig. 6.
The titanium grade 2 and grade 4 sheets were cut into blanks with dimensions of 150 mm (length) × 150 mm (width) × 1 mm (thickness). Circles with a diameter of 2 mm were engraved in a square array on one surface of the blanks at a depth of 0.05 mm using a laser grid-engraving machine. The tool was made of F6 tool steel, and hardened steel balls with diameters of 8.5, 10.5 and 12.5 mm were placed at the bottom end of the SPIF tool shank. The SPIF process was carried out by holding the sheet blanks in a fixture using a vertical CNC milling machine (model: GSK 928MA, GSK CNC Equipment Co. Ltd., China). Coconut oil was used as a lubricant to obtain a good surface finish. A computer numerical control (CNC) program was written and entered into the computer control unit of the vertical CNC milling machine to obtain the necessary tool movements. These movements were conducted at speeds of 350, 450 and 550 rpm, feed rates of 300, 600 and 900 mm/min, and vertical step depths (VSDs) of 0.2, 0.4 and 0.6 mm. Cup-shaped parts with variable wall angles were formed using the SPIF process, as presented in Fig. 3.

The cups deformed by SPIF (a, b) titanium grade 2 (c, d) titanium grade 4 sheets
Frustum cup-shaped parts with variable wall angles were obtained after the forming process, and the major diameter and minor diameter of the deformed grids of the circle close to the fracture points were measured using a video measuring machine (VMM) (model: STANDARD GAGE VISUAL 250) with an accuracy of 3 microns, and the strain values are computed using Eqs 1 and 2 (see Fig. 4), which are in good agreements by earlier reports [26].

The circular grid patterns, (a) before deformation and (b) after deformation
Major true strain and minor true strain were calculated:
where \(a\) is the major diameter of the ellipse and \(d\) is the diameter of the circular grid.
where \(b\) is the minor diameter of the ellipse.
The major true strain and minor true strain values are determined using Eqs 1 and 2. The forming limit diagrams (FLDs) and fracture limit curves (FLCs) for both sheets were plotted, with the major strain on the X axis and the minor strain on the Y axis, as shown in Figs. 7 and 8. The specimens for SEM were cut using the WEDM process. The mechanisms of forming and fracture behavior of titanium grade 2 and grade 4 sheets were examined under various magnifications using scanning electron microscopy (SEM) (model: JEOL–JSM 7500 F).
Results and Discussion
Materials, Microstructure, and x-ray Diffraction Analysis
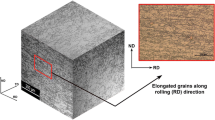
The microstructure contained fine grains for titanium grade 4 sheets and comparatively coarse grains for titanium grade 2 sheets. The light color shades represent the α phase, and the dark color shades represent the β phase as shown in Fig. 1.
The grain sizes for titanium grade 4 sheets were 15–25 µm, while for titanium grade 2 sheets, the grain sizes were 20–40 µm. Finer grain sizes result in higher yield and tensile stress values, whereas increased grain sizes lead to greater ductility and plastic deformation. Therefore, it was evident from the microstructure analysis that titanium grade 4 sheets had less ductility than did the grade 2 sheets. The XRD analysis indicated the presence of α and β phase peaks, as shown in Fig. 5.

XRD patterns of titanium grade 2 and titanium grade 4 sheets
Comparing Forming Limit Diagrams of Titanium Grade 2 and Titanium Grade 4 Sheets
Variations in the forming limit diagrams (FLDs) for titanium grade 2 and grade 4 sheets were plotted for various spindle rotational speeds and vertical step depths (VSDs), ranging from 350 to 550 rpm (the highest spindle rotational speed selected) and 0.2 to 0.6 mm, respectively, as shown in Fig. 6. Vertical step depth showed higher limiting major true strain values when the sheet formed at 550 rpm and 0.6 mm because as the speed increases, the rotational shear stress transmitted to the sheet also increases, and this in turn increases the formability. This result is in good agreement with the findings of other researchers [13, 14]. Higher spindle rotational speeds greater than 550 rpm were not tested in the present research. Similarly, when the speed decreases, the limiting major true strain values also decrease, as evidenced by the FLDs. Furthermore, the FLDs showed that as the vertical step depth increased, the limiting major true strain value increased, due to the increasing vertical step depth inducing a greater strain on the material. The same variation was observed for the titanium grade 4 sheets. However, it should be noted that the major true strain values obtained for titanium grade 4 sheets were smaller than the values obtained for titanium grade 2 sheets.

Forming limit diagrams of (a) titanium grade 2 and (b) titanium grade 4 sheets
Comparing Fracture Limit Curves of Titanium Grade 2 and Titanium Grade 4 Sheets
Figure 7 shows a plot of the differences between the limiting major and minor true strain values at the fracture obtained from the variable angle conical frustum test for titanium grade 2 and grade 4 sheets, which were formed using tools of various diameters at various speeds and feed rates. The fracture limit curves (FLCs) show that as the CNC spindle rotational speed increased, the limiting major true strain and the limiting minor true strain values for both grades of titanium sheets increased at the fracture, as shown in Fig. 7. This was because the shear force transmitted to the sheet metal increased due to the higher CNC spindle rotational speeds. Hence, as the plastic deformation increases, the formability increases as well. The limiting major true strain and the limiting minor true strain values at the fracture of titanium grade 4 sheets were slightly less than those of titanium grade 2 due to the lower strain exponent value of titanium grade 4 sheets, as shown in Table 2. The shear stresses and plastic deformation were greater at higher speeds.

Plot of fracture limit curves for (a) titanium grade 2 and (b) titanium grade 4 sheets
SEM Analysis of SPIF Samples
Figures 8a–c and 9a–c show the fracture modes of the incrementally formed components of titanium grade 2 and grade 4 sheets at different spindle rotational speeds (350, 450 and 550 rpm). Titanium grade 4 sheets mostly exhibited the brittle mode of fracture, whereas the titanium grade 2 sheets showed a ductile mode of failure. These findings reflect the lower formability of titanium grade 4 sheets compared with titanium grade 2 sheets. The mechanical (tensile) properties of titanium grade 2 and grade 4 sheets were also determined and are presented in Table 2. As CNC spindle rotational speed increased, the void size and the void area fraction (percentage) also increased. This was due to the higher rotational speed of the tool that induced a greater shear stress in the material and increased the plastic deformation. The void size of the titanium grade 4 sheets was slightly smaller than that of the titanium grade 2 sheets. This is because the formability of titanium grade 4 is not as high as that of titanium grade 2, as established above.

SEM images of titanium grade 2 sheets when the sheet is formed at a speed of (a) 350 rpm, (b) 450 rpm and (c) 550 rpm

SEM images of titanium grade 4 sheets when the sheet is formed at a speed of (a) 350 rpm, (b) 450 rpm and (c) 550 rpm
Stress-Based Fracture Limit Curves of Titanium Grade 2 and Titanium Grade 4 Sheets
Figure 10 represents the variation in the \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) ratio at the fracture with respect to the \(\left( {\frac{{\sigma_{2} }}{YS}} \right)\) ratio at different ball diameters (10.5 mm and 12.5 mm) and various spindle rotational speeds (350, 450 and 550 rpm). As the spindle rotation speed increased, the rotational shear stresses increased. \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) also depends on the ball diameter and varies due to the variations in the rotational shear stresses.

Plot of fracture limit stress curves of (a) titanium grade 2 and (b) titanium grade 4 sheets
The stress ratio \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) for the titanium grade 4 sheets was smaller than that for the grade 2 sheets. This is because the yield and tensile strength of titanium grade 4 was higher than that of titanium grade 2 (Table 2). As the tool diameter increased from 10.5 to 12.5 mm, the stress ratio value \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) showed an increase for both titanium grade 2 and grade 4. This was due to the fact that as the tool diameter increased, the force transmitted to each sheet of the metal increased, increasing the \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) ratio, as reported in Fig. 10. It was also found that the FLCs were very complex. Therefore, the proper explanation could not be given for the variation in \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) with respect to \(\left( {\frac{{\sigma_{2} }}{YS}} \right)\).
Fracture Limit Analysis and Intercrystalline Separation (ICS) with Respect to Various Spindle Speeds
Figure 11 represents the variation in the void size, length of void to width of void (L/W) ratio, ligament thickness (LT) (space between two consecutive voids), d-factor (the ratio of ligament thickness to the void circumference), and void area fraction (%) with respect to various CNC spindle rotational speeds. The strain triaxiality \(\left( {\frac{{\varepsilon_{\text{m}} }}{{\varepsilon_{\text{eff}} }}} \right)\) can be determined as described by previous reports [22, 33]. The ligament thickness for the titanium grade 4 sheets was higher than that of the titanium grade 2 sheets. This was due to the greater ductility of titanium grade 2. Plastic deformation will therefore be smaller for the titanium grade 4 sheets than the titanium grade 2 sheets. The L/W ratio for titanium grade 4 was smaller than that of titanium grade 2 because titanium grade 2 undergoes greater plastic deformation. The d-factor, which is the ratio of the ligament thickness to the void circumference, was lower for titanium grade 4 than titanium grade 2 due to the greater void size for titanium grade 2 that arises from its higher formability. The strain triaxiality for titanium grade 2 was smaller than that of the titanium grade 4 sheets because of the higher mean strain due to plastic deformation for titanium grade 2 than for titanium grade 4, as shown in Fig. 11. The void area fraction increased with increasing speed and vice versa. Accordingly, the ductility of titanium grade 2 increased with the increasing CNC spindle milling speed. The ligament thickness was much smaller at lower speeds, as shown in Fig. 11, while the void size was smaller at increased speeds; these findings are in good agreement with previous reports [34, 35].

Plot of ligament thickness (LT), (L/W) ratio, strain triaxiality and d-factor versus spindle rotational speeds for (a) titanium grade 2 and (b) titanium grade 4 sheets
Figure 12 shows the variations in intercrystalline separation (ICS) size, strain triaxiality and intercrystalline separation (L/W) ratio with respect to the various CNC spindle rotational speeds. The intercrystalline separation size and intercrystalline separation area fractions were measured by SEM fractography using AutoCAD software. The intercrystalline size decreased with increasing speed for both titanium grade 2 and grade 4 sheets. Intercrystalline separation was higher for grade 2 than for grade 4 because of grade 2’s better ductility. Strain triaxiality decreased with increasing speed for titanium grade 2, and hence, its formability increased. Strain triaxiality was better for the grade 2 sheets than for the grade 4 sheets, and therefore, the formability of the grade 2 sheets was better than that of the grade 4 sheets. Figure 12 shows that the (L/W) ratio increased for titanium grade 2 with increasing speed. However, the opposite was observed for the grade 4 sheets. With the increase in the L/W ratio, for the length of the intercrystalline size, the length increased and width decreased. Thus, the L/W ratio was always higher than 4.0. As the CNC spindle milling speed increased, the rotational shear stress became higher, accommodating higher void coalescence. At lower speeds, the CNC spindle rotational shear stresses generated are much lower, and the intercrystalline separation size decreases with increasing strain or increasing speed, which are in good agreement with an earlier report [35].

Plot of intercrystalline separation size, (L/W) ratio, strain triaxiality versus various spindle rotational speeds for (a) titanium grade 2 and (b) titanium grade 4 sheets
Conclusions
Titanium grade 2 and titanium grade 4 sheets were successfully formed at room temperature using the SPIF process. The obtained sheets were compared, resulting in the following conclusions
-
1.
The microstructure and x-ray diffraction analysis revealed that the titanium grade 4 sheets have a finer grain size than do the titanium grade 2 sheets, revealing that titanium grade 2 is more ductile in nature.
-
2.
By increasing spindle rotational speeds and vertical step depth, an increase in the limiting major true strain values is obtained, with the opposite effect occurring as the speed and the vertical step depth decrease, as evidenced by the forming limit diagrams (FLDs) and fracture limit curves (FLCs).
-
3.
The stress ratio \(\left( {\frac{{\sigma_{1} }}{YS}} \right)\) for titanium grade 4 is smaller than that of titanium grade 2 because the yield and tensile strength of titanium grade 4 is higher than that of titanium grade 2.
-
4.
Strain triaxiality \(\left( {\frac{{\varepsilon_{\text{m}} }}{{\varepsilon_{\text{eff}} }}} \right)\) decreases with increasing speed for titanium grade 2, and hence, its formability increases. The strain triaxiality is lower and better for titanium grade 2 sheets than for grade 4 sheets.
-
5.
The void size (µm), void ratio (L/W), ligament thickness (µm) and d-factor for titanium grade 2 sheets are higher and exhibit better fracture resistance than do the corresponding values for titanium grade 4 sheets.
-
6.
Fracture limit analysis showed a larger void size (µm) and void area fraction (%) for titanium grade 2 than for titanium grade 4 at various spindle rotational speeds.
References
S.B.M. Echrif, M. Hrairi, Research and progress in incremental sheet forming processes. Mater. Manuf. Process. 26(11), 1404–1414 (2011). https://doi.org/10.1080/10426914.2010.544817
G. Ambrogio, L. Filice, F. Gagliardi, Formability of lightweight alloys by hot incremental sheet forming. Mater. Des. 34, 501–508 (2012). https://doi.org/10.1016/j.matdes.2011.08.024
Z. Liu, Heat-assisted incremental sheet forming: a state-of-the-art review. Int. J. Adv. Manuf. Technol. 98(9–12), 2987–3003 (2018). https://doi.org/10.1007/s00170-018-2470-3
L. Belhassen, S. Koubaa, M. Wali, F. Dammak, Numerical prediction of springback and ductile damage in rubber-pad forming process of aluminum sheet metal. Int. J. Mech. Sci. 117, 218–226 (2016). https://doi.org/10.1016/j.ijmecsci.2016.08.015
L. Belhassen, S. Koubaa, M. Wali, F. Dammak, Anisotropic effects in the compression beading of aluminum thin-walled tubes with rubber. Thin-Walled Struct. 119, 902–910 (2017). https://doi.org/10.1016/j.tws.2017.08.010
L. Ben Said, J. Mars, M. Wali, F. Dammak, Numerical prediction of the ductile damage in single point incremental forming process. Int. J. Mech. Sci. 131–132, 546–558 (2017). https://doi.org/10.1016/j.ijmecsci.2017.08.026
K. Jawale, J.F. Duarte, A. Reis, M.B. Silva, Microstructural investigation and lubrication study for single point incremental forming of copper. Int. J. Solids Struct. (2017). https://doi.org/10.1016/j.ijsolstr.2017.09.018
S. Gatea, H. Ou, G. McCartney, Review on the influence of process parameters in incremental sheet forming. Int. J. Adv. Manuf. Technol. 87(1–4), 479–499 (2016). https://doi.org/10.1007/s00170-016-8426-6
K. Jawale, J.F. Duarte, A. Reis, M.B. Silva, Characterizing fracture forming limit and shear fracture forming limit for sheet metals. J. Mater. Process. Technol. 255, 886–897 (2018). https://doi.org/10.1016/j.jmatprotec.2018.01.035
C.F. Guzmán, S. Yuan, L. Duchêne, E.I.S. Flores, A.M. Habraken, Damage prediction in single point incremental forming using an extended Gurson model. Int. J. Solids Struct. (2017). https://doi.org/10.1016/j.ijsolstr.2017.04.013
G. Ambrogio, L. Filice, F. Gagliardi, Improving industrial suitability of incremental sheet forming process. Int. J. Adv. Manuf. Technol. 58(9–12), 941–947 (2012). https://doi.org/10.1007/s00170-011-3448-6
G. Hussain, L. Gao, A novel method to test the thinning limits of sheet metals in negative incremental forming. Int. J. Mach. Tools Manuf. 47(3–4), 419–435 (2007). https://doi.org/10.1016/j.ijmachtools.2006.06.015
Z. Liu, Friction stir incremental forming of AA7075-O sheets: investigation on process feasibility. Proc. Eng. 207, 783–788 (2017). https://doi.org/10.1016/j.proeng.2017.10.829
D. Xu, W. Wu, R. Malhotra, J. Chen, B. Lu, J. Cao, Mechanism investigation for the influence of tool rotation and laser surface texturing (LST) on formability in single point incremental forming. Int. J. Mach. Tools Manuf. 73, 37–46 (2013). https://doi.org/10.1016/j.ijmachtools.2013.06.007
G. Hussain, L. Gao, N. Hayat, Z. Cui, Y.C. Pang, N.U. Dar, Tool and lubrication for negative incremental forming of a commercially pure titanium sheet. J. Mater. Process. Technol. 203(1–3), 193–201 (2008). https://doi.org/10.1016/j.jmatprotec.2007.10.043
G. Fan, L. Gao, Mechanical property of Ti–6Al–4V sheet in one-sided electric hot incremental forming. Int. J. Adv. Manuf. Technol. 72(5–8), 989–994 (2014). https://doi.org/10.1007/s00170-014-5733-7
G. Fan, F. Sun, X. Meng, L. Gao, G. Tong, Electric hot incremental forming of Ti–6Al–4V titanium sheet. Int. J. Adv. Manuf. Technol. 49(9–12), 941–947 (2010). https://doi.org/10.1007/s00170-009-2472-2
G. Palumbo, M. Brandizzi, experimental investigations on the single point incremental forming of a titanium alloy component combining static heating with high tool rotation speed. Mater. Des. 40, 43–51 (2012). https://doi.org/10.1016/j.matdes.2012.03.031
G. Ambrogio, F. Gagliardi, S. Bruschi, L. Filice, On the high-speed single point incremental forming of titanium alloys. CIRP Ann. Manuf. Technol. 62(1), 243–246 (2013). https://doi.org/10.1016/j.cirp.2013.03.053
R. Narayanasamy, C. Sathiya Narayanan, N.L. Parthasarathi, Some analysis on stress and strain limit for necking and fracture during Forming of some HSLA steel sheets. Mater. Sci. Eng. A 445, 427–439 (2007). https://doi.org/10.1016/j.msea.2006.09.110
R. Narayanasamy, C.S. Narayanan, Experimental analysis and evaluation of forming limit diagram for interstitial free steels. Mater. Des. 28(5), 1490–1512 (2007). https://doi.org/10.1016/J.MATDES.2006.03.010
R. Narayanasamy, C. Sathiya Narayanan, Some aspects on fracture limit diagram developed for different steel sheets. Mater. Sci. Eng. A 417(1–2), 197–224 (2006). https://doi.org/10.1016/j.msea.2005.10.052
R. Narayanasamy, J. Satheeesh, C.S. Narayanan, Experimental evaluation of wrinkling limit diagrams for aluminium alloy 5052 sheets annealed at different temperatures. J. Strain Anal. Eng. Des. 43(3), 149–163 (2008). https://doi.org/10.1243/03093247JSA357
M.B. Silva, T.M. Martinho, P.A.F. Martins, Incremental forming of hole-flanges in polymer sheets. Mater. Manuf. Process. 28(3), 330–335 (2013). https://doi.org/10.1080/10426914.2012.682488
R. Narayanasamy, N.L. Parthasarathi, C. Sathiya Narayanan, T. Venugopal, H.T. Pradhan, A study on fracture behaviour of three different high strength low alloy steel sheets during formation with different strain ratios. Mater. Des. 29(9), 1868–1885 (2008). https://doi.org/10.1016/j.matdes.2007.03.001
C. Raju, N. Haloi, C. Sathiya Narayanan, Strain distribution and failure mode in single point incremental forming (SPIF) of multiple commercially pure aluminum sheets. J. Manuf. Process. 30, 328–335 (2017). https://doi.org/10.1016/j.jmapro.2017.09.033
C. Raju, C. Sathiya Narayanan, FLD and fractography analysis of multiple sheet single point incremental forming. Trans. Indian Inst. Met. 69(6), 1237–1243 (2016). https://doi.org/10.1007/s12666-015-0679-5
Z. Cui, L. Gao, Studies on hole-flanging process using multistage incremental forming. CIRP J. Manuf. Sci. Technol. 2(2), 124–128 (2010). https://doi.org/10.1016/J.CIRPJ.2010.02.001
R. Malhotra, A. Bhattacharya, A. Kumar, N.V. Reddy, J. Cao, A New methodology for multi-pass single point incremental forming with mixed toolpaths. CIRP Ann. 60(1), 323–326 (2011). https://doi.org/10.1016/J.CIRP.2011.03.145
G. Hussain, L. Gao, N. Hayat, Forming parameters and forming defects in incremental forming of an aluminum sheet: correlation, empirical modeling, and optimization: part A. Mater. Manuf. Process. 26(12), 1546–1553 (2011). https://doi.org/10.1080/10426914.2011.552017
G. Hussain, K.A. Al-Ghamdi, H. Khalatbari, A. Iqbal, M. Hashemipour, Forming parameters and forming defects in incremental forming process: part B. Mater. Manuf. Process. 29(4), 454–460 (2014). https://doi.org/10.1080/10426914.2014.880457
G. Hussain, H.R. Khan, L. Gao, N. Hayat, Guidelines for tool-size selection for single-point incremental forming of an aerospace alloy. Mater. Manuf. Process. 28(3), 324–329 (2013). https://doi.org/10.1080/10426914.2012.700151
S. Vigneshwaran, K.S.V.B.R. Krishna, K.C. Sekhar, K. Sivaprasad, K. Venkateswarlu, R. Narayanasamy, A study on the work hardening and the effect of triaxiality on the fracture behaviour of some cryorolled aluminium alloys. Mater. Sci. Eng. A 678, 165–177 (2016). https://doi.org/10.1016/j.msea.2016.09.104
R. Ravindran, K. Manonmani, R. Narayanasamy, An analysis of void coalescence in AL 5052 alloy sheets annealed at different temperatures formed under different stress conditions. Mater. Sci. Eng. A 507(1–2), 252–267 (2009). https://doi.org/10.1016/j.msea.2009.01.010
G. Yoganjaneyulu, C. Sathiya Narayanan, R. Narayanasamy, Investigation on the fracture behavior of titanium grade 2 sheets by using the single point incremental forming process. J. Manuf. Process. 35, 197–204 (2018)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yoganjaneyulu, G., Sathiya Narayanan, C. A Comparison of Fracture Limit Analysis on Titanium Grade 2 and Titanium Grade 4 Sheets During Single Point Incremental Forming. J Fail. Anal. and Preven. 19, 1286–1296 (2019). https://doi.org/10.1007/s11668-019-00721-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-019-00721-y