
Abstract
Glass fiber-reinforced plastics (GFRPs) composite materials are widely used in many areas due to their superior properties such as high strength, corrosion resistance against many chemicals, duplicate production, the possibility of production in very large dimensions, and lighter weight than metals and alloys. As the use of GFRP pipes increases, many test methods are performed to determine their mechanical properties. Hoop tensile strength of GFRP pipes was determined by hoop tensile strength test according to ASTM D 2290 standard, and fatigue tests of GFRP pipes were carried out by applying internal hydraulic pressure according to ASTM D 2992 standard. In this study, six-layered E-glass epoxy composite pipes which were manufactured by the filament wound method for winding angle ± 55° were subjected to fatigue tests at the different number of cycles, and hoop tensile strength of fatigued pipes was determined. The samples were subjected to a fatigue test at a stress ratio of 0.05 and a frequency of 0.42 Hz according to ASTM D 2992 standard. Fatigue tests were performed on samples with a stress value of 35% static burst pressure. As a result of experiments, the effects of the number of fatigue cycles on the hoop tensile strength of the GFRP pipes were investigated, and the damage occurred in the GFRP pipes was evaluated. The increase in the number of cycles from the fatigue tests applied to the samples resulted in a reduction in the tensile strength of the samples.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The composite materials obtained by adding glass fibers as a reinforcing material to the epoxy resin are called glass fiber-reinforced plastic materials. It has become important to implement many areas because GFRPs have advantageous properties such as high strength, corrosion resistance against many chemicals, duplicate production, possibilities of production in very large dimensions, and lighter weight than metals and alloys. One of the applications of GFRPs is pipe manufacturing, which has an important place in the industry. GFRP pipes are used in many fields such as drinking water lines, marine discharge lines of wastewater facilities, transmission lines of hydroelectric power plants, underpasses, GFRP tanks, and silos.
Numerous studies have been carried out on the investigation and improvement in the mechanical properties by increasing the use of GFRP pipes. Hawa et al. [1] have investigated the effects of aging time on impact behaviors of E-glass/epoxy composite pipes subjected to aging in pure water for different periods. In this study; E-glass epoxy composite pipes which were manufactured by the filament wound method for winding angle ± 55° were used. They found that the burst pressure strengths of aged samples and impacted samples at higher energy levels are lower than the others. As a further result, it is stated that peak force and displacement increase with the increase in the impact energy level. Demir et al. [2] investigated the effects of repeated transverse impact load on the burst strength of E-glass/epoxy composite pressure vessels. During the impact tests, the impact energy values were selected as 10, 15, 20, 25, 30 J for empty vessels and 10, 15, 20, 25 J for water-filled conditions at 25 and 70°C. The transverse impact load was carried out in single- and three-time repeated form. It was found that the burst pressure of empty vessels was higher than the water-filled vessels. Repeated loading reduced the burst pressure strength of vessels. The burst pressure of the water-filled vessels at 25°C is higher 70°C, so that the burst pressure is reduced by the increase in the water temperature. Deniz et al. [3] investigated the impact behavior of polymer matrix composite pipes and the effect of seawater on failure pressures. Dry and immersed in artificial seawater for 3, 6, and 9 months, E-glass/epoxy composite samples were subjected to static pressure test. It is stated that seawater and transverse impact parameters are important effects of composite pipes on failure pressures. Tarfaoui et al. [4] investigated the effect of sample sizes on the damage and dynamic response of tubular structures made of glass epoxy materials. According to the test results, it has been shown that the sample sizes are important in the first place in determining the relationship between the development of regional damage and the elastic deformation. Gemi et al. [5] investigated the fatigue failure behavior of filament wound composite pipes. The S–N curve containing the stages of failure development was obtained from the experimental results. The damage of the filament wound pipes was divided into three main steps. These steps are whitening, leakage, and final failure. Avci et al. [6] studied the fatigue behavior of filament wound composite pipes with surface cracks under variable internal pressure in corrosive environments. The fatigue crack propagation behavior of the pipe in the environmental conditions is strongly dependent on the crack parameters. Uyaner et al. [7] investigated the fatigue behavior of E-glass/epoxy composite tubes, which were exposed to low-velocity impact. The burst strength and the fatigue life of the tubes decrease with the increase in impact energy. Sari et al. [8] studied the effect of impact energy on static failure pressures and fatigue life of composite pipes. Impacted and non-impacted specimens were subjected to static and dynamic internal pressure testing for obtaining fatigue life and failure pressures. Arikan [9] investigated the static explosion damage behavior of E-glass/epoxy composite tubes with an inclined surface crack under internal pressure. It is stated that for the ± 55° winding angle composite pipes, the highest value in the explosion strength is obtained from the pipes with surface cracks inclined by 90°.
The literature reviews and results of research of multiaxial and biaxial fatigue loading of composite materials have been complied by Harris [10] and presented by Shokrieh and Lessard [11]; these papers state that further research is needed. Using failure criteria for predicting fatigue failure of composite laminates is limited to special cases due to experimental difficulties.
In this study, GFRP pipes were fatigued for various numbers of cycles via an internal pressure test rig. After fatigue tests, the hoop tensile strength of fatigued and non-fatigued specimens was evaluated.
Materials and Methods
Production of GFRP Composite Pipes
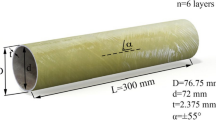
E-glass/epoxy composite pipes with a winding angle of ± 55° were used in this study. The fiber material used in the pipes was Vetrotex 1200 tex E-glass with 17 μm diameters, whereas the matrix material was Bisphenol A, Epoxy CY 225. The mechanical properties of the fiber and matrix used are given in Table 1 [12], and the geometry of the GFRP pipes is given in Fig. 1 [13].

Geometry of pipe [11]
Fatigue Test of GFRP Composite Pipes
Fatigue tests were carried out by using the fatigue test device controlled by the PLC under varying internal pressures according to the conditions specified in ASTM-D2992-12 (2012) standard [14]. Pipes were placed in the test cabin after the apparatus allowing the free-end internal pressure to be exposed in the composite pipe was placed. After the upper and lower pressure values to be applied from the PLC unit were entered, the connection between the composite pipes and the hydraulic power unit was established, and the fatigue test device was operated afterward. The upper pressure value will affect the test specimens; 35% of the static burst pressure was entered into the system. During the test period, R = 0.05 (σmin/σmax) and applied frequency value f = 0.416 Hz (25 cycles/min) were determined and kept constant. The internal pressure fatigue test device, which can be controlled by PLC used in fatigue tests, is shown in Fig. 2. The test device has an oil tank of 60 L, which can pump up to 8 L of fluid per minute (flow rate) and has a pressurizing capacity of 250 bar. There are two pressure relief valves in the experiment which can mechanically adjust the lower and upper pressures. Flexible hydraulic hoses are used to connect the samples to the hydraulic system. There are quick couplings at the ends for attaching and removing these hoses easily and quickly. To provide sinusoidal stress change during the fatigue test, a throttle valve is provided, which can be adjusted separately for the flow and return lines. A radiator cooling system is also included to prevent the oil temperature from rising due to the tester’s long cycle times.

PLC controlled fatigue testing instrument [7]
The operation of the system is as follows: when the pressure in the sample reaches the desired upper pressure value, the control unit detects the signal from the pressure sensor and directs the solenoid valve to discharge the pressurized oil to the tank. This process continues until the desired total number of cycles is reached. GFRP composite pipes were subjected to fatigue for 1000, 2500, 5000, and 10,000 cycles.
Hoop Tensile Strength Tests
One of the methods used to determine hoop tensile strength of GFRP composite pipes is hoop tensile strength tests. Hoop tensile strength test involves the determination of the tensile strength which is relatively pronounced for many plastics products, using test specimens in the form of a split disk or a hoop segment under specified conditions of pre-treatment, temperature, humidity, and test device speed. For reinforced thermoset resinous pipes, Procedure A of ASTM-D2290-12 (2012) standard is used [15]. In this study, hoop tensile strength tests were carried out according to ASTM-D2290-12 (2012) Procedure Part A and hoop tensile properties of GFRP composite pipes were determined. In Fig. 3, the shape of the specimens used in the hoop tensile strength tests is shown and placed on the test device.

Shape of ring test samples and hoop tensile test instrument
The specimens were prepared according to the geometries in Fig. 4 for Procedure A. The minimum width of the specimens from one end to the other should be 22.86 mm, and the width between the two notches (reduced cross section) should be minimum 13.97 mm due to the notches. The number of the reduced section should be one or two. If they are two, they must be spaced 180° apart. The reduced areas should be centered within 1.27 mm of the sample width, according to ASTM-D2290-12 (2012). Tests; the tensile speed of 5 mm/min using a tensile test device with the temperature 23 ± 2°C and the humidity is carried out under standard laboratory conditions of 50 ± 5%.

Reduced section specimens for Procedure A
By applying this test, the stress value can be determined by the following equation. In this equation, σa is the apparent yield or tensile strength value (MPa) of the sample, Pb is the maximum load value (N), Am is the minimum cross-sectional area (mm2) of two measurements (d × b), and d and b represent the thickness (mm) and width (mm) in the reduced area.
Results and Discussion
Fatigue Damage Analysis of GFRP Composite Pipes
Materials exposed to fatigue loads are loaded at much lower stress levels than their yield strengths, depending on the safety factor, so no static damage mode occurs. However, as the number of cycles increases, material properties deteriorate and damage begins to occur. The initial failure increases with the number of fatigue cycles, and catastrophic failure occurs. The idea of using polynomial failure criteria to predict the life of a composite ply under multiaxial fatigue loading has been utilized in many papers. In these papers, fatigue strength is used as a function of the number of cycles in failure criteria instead of static strength. Although this method is useful, it is extremely limited for experimental studies [10]. In the literature, no failure criteria are used on the fatigue behavior of composite pipes produced by filament winding.
GFRP composite pipe specimens were detonated by a static internal pressure blasting test, according to ASTM D 1599-14e1 [16] before being subjected to fatigue testing. As a result of the test, the tangential tensile strength of the samples was calculated to be 428.96 MPa. The tangential tensile strength was determined to be σmax, which is 35% of 150.136 MPa. Then, it is calculated that σmin is 7.51 MPa according to R = 0.05 ratio.
In the fatigue tests, the fibers with ± 55° winding angle in the tubes are oriented toward the tangential direction by the internal pressure effect. Depending on this orientation, there is a decrease in the length of the specimens, but an increase in the diameter of the specimens. As a result of straining and releasing of the fibers tangentially, shear stresses occur at the intersection of the fiber bundles. As the number of cycles increases, thin white lines start to form in the fiber direction due to the tensile stresses acting in the vertical direction and the shear stresses acting in the parallel direction. The first of these failure stages is the thin white lines that begin to form in the fiber direction [7]. No failure to the naked eye was observed in the samples subjected to the fatigue test at 1000, 2500, and 5000 cycles. However, it was observed that some whitening occurred in the samples subjected to 10,000 cycles. This whitening means that the fibers have begun to separate from the matrices. GFRP pipes were not subjected to fatigue tests at higher cycles in that the first fatigue failure occurred at 10,000 cycles. Figure 5 depicts the debonding on the inner surface of the specimens subjected to the fatigue cycle of 10,000. Because the debonding weakens the bonds between the fiber and the matrix, the pipes are suffering strength loss [13].

SEM image of the inner surface of the GFRP pipe [13]
Hoop Tensile Strength Test Results
Test specimens were subjected to fatigue test for the various number of cycles used in the hoop tensile strength test. Hoop tensile strength test continued until samples were broken. The average maximum tensile strength values obtained for the samples in the tensile tests were determined. By using these values, the hoop tensile strength of each sample was found with the help of correlation (1). The change in hoop tensile strength concerning the number of fatigue cycles is given in Fig. 6. For 0 cycle, 1000 cycles, and 2500 cycles, hoop tensile strengths were nearly the same. For 5000 cycles and 10,000 cycles fatigue values, the hoop tensile strength decreased 7.9 and 11.9%, respectively. In the fatigue tests, the initial failure and debonding formation were observed in the samples exposed to 10,000 cycles, and no initial failure was detected in the number of 5000 cycles. Although the initial failure was not detected in the 5,000 cycles, the reduction in the tensile strength of these samples indicates that the bonds between the fiber and the matrix were weakened. In the number of 10,000 cycles, the strength reduction in the strength of the samples is related to the initial failure in the samples.

Change in graph of the hoop tensile strength for various number of cycles
Figure 7 shows the final failure images obtained for the hoop tensile strength test of (a) 0 cycle, (b) 1000 cycles, (c) 2500 cycles, (d) 5000 cycles, and (e) 10,000 fatigue cycles GFRP composite pipes, respectively. When the stress value was reached hoop tensile strength for all samples, the fibers were broken, and the test specimens were divided into two by cracking the reduced area. It is seen in all samples that the crackage is in the ± 55° winding angle direction. In all samples, it is seen that the crack formation is in the direction of ± 55° winding angle, but the fracture is perpendicular to the winding angle. The reason is that the highest hoop tensile strength of the composite pipes is in the direction of the fiber. Depending on the load applied in the hoop tensile test, the resulting damage was reached when the fibers in the direction of ± 55° winding angle began to fracture. The weakening of the bonds between the fiber–matrix in high fatigue cycles makes it easier to separate the fibers from the matrix and has caused damage at lower loads.

Final failure images of GFRP pipes for (a) 0 cycle, (b) 1000 cycles, (c) 2500 cycles, (d) 5000 cycles, and (e) 10,000 cycles
Conclusions
In this study; six-layered GFRP pipes were subjected to fatigue tests at 1000, 2500, 5000, and 10,000 number of cycles according to ASTM D 2992 standard. After that hoop tensile strength test was performed according to ASTM D 2290 to determine the hoop tensile strengths of fatigued and non-fatigued pipes. At the end of the results obtained, the values were compared with each other, and the failures in the samples were evaluated. The results of the study are as follows:
-
There was no failure to GFRP pipe samples that were subjected to fatigue tests at 1000, 2500, and 5000 number of cycles. Nonetheless, it appears that there is whitening in the fatigued specimens of 10,000 cycles, which are the main cause of fatigue failure and indicate the separation of the fiber–matrix interface.
-
For all the energy levels employed in this work, as the rigidity of GFRP pipes for 0, 1000, and 2500 number of fatigue cycles was nearly same, the lowest rigidity was found at 10,000 cycles fatigue pipes.
-
The fatigue of composite pipe is seriously affecting the tensile strength.
-
When the hoop tensile strength test results were examined, it was determined that the results obtained from 1000 and 2500 number of fatigue cycle samples were nearly the same. On the other hand, it was found that hoop stress decreased by 7.9 and 11.9% in 5000 cycles and 10,000 cycles specimens.
-
The specimens were damaged in the direction of ± 55° of winding angle, with the breakage of the fibers divided into two by cracking the reduced area.
References
A. Hawa, M.S.A. Majid, M. Afendi, H.F.A. Marzuki, N.A.M. Amin, F. Mat, A.G. Gibson, Burst strength and impact behaviour of hydrothermally aged glass fibre/epoxy composite pipes. Mater. Des. 89, 455–464 (2016). https://doi.org/10.1016/j.matdes.2015.09.082
I. Demir, O. Sayman, A. Dogan, V. Arikan, Y. Arman, The effects of repeated transverse impact load on the burst pressure of composite pressure vessel. Compos. Part B Eng. 68, 121–125 (2015). https://doi.org/10.1016/j.compositesb.2014.08.038
M.E. Deniz, O. Ozdemir, M. Ozen, R. Karakuzu, Failure pressure and impact response of glass-epoxy pipes exposed to seawater. Compos. Part B Eng. 53, 355–361 (2013). https://doi.org/10.1016/j.compositesb.2013.05.047
M. Tarfaoui, P.B. Gning, P. Davies, F. Collombet, Scale and size effects on dynamic response and damage of glass/epoxy tubular structures. J. Compos. Mater. 41(5), 547–558 (2007). https://doi.org/10.1177/0021998306065287
L. Gemi, N. Tarakcioglu, A. Akdemir, O.S. Sahin, Progressive fatigue failure behavior of glass/epoxy (± 75)(2) filament-wound pipes under pure internal pressure. Mater. Des. 30(10), 4293–4298 (2009). https://doi.org/10.1016/j.matdes.2009.04.025
A. Avci, O.S. Sahin, N. Tarakcioglu, Fatigue behavior of surface cracked filament wound pipes with high tangential strength in corrosive environment. Compos. Part A Appl. Sci. Manuf. 38(4), 1192–1199 (2007). https://doi.org/10.1016/j.compositesa.2006.04.011
M. Uyaner, M. Kara, A. Sahin, Fatigue behavior of filament wound E-glass/epoxy composite tubes damaged by low velocity impact. Compos. Part B Eng. 61, 358–364 (2014). https://doi.org/10.1016/j.compositesb.2013.06.039
M. Sari, R. Karakuzu, M.E. Deniz, B.M. Icten, Residual failure pressures and fatigue life of filament-wound composite pipes subjected to lateral impact. J. Compos. Mater. 46(15), 1787–1794 (2012). https://doi.org/10.1177/0021998311425717
H. Arikan, Failure analysis of (± 55°) (3) filament wound composite pipes with an inclined surface crack under static internal pressure. Compos. Struct. 92(1), 182–187 (2010). https://doi.org/10.1016/j.compstruct.2009.07.027
B. Harris, in A Historical Review of the Fatigue Behavior of Fiber-Reinforced Plastics. Fatigue in Composites, ed. by B. Harris (Woodhead Publishing Ltd and CRC Press LLC, 2003)
M.M. Shokrieh, L.B. Lessard, Fatigue under multiaxial stress systems, in Fatigue in Composites, ed. by B. Harris (Woodhead Publishing Ltd and CRC Press LLC, 2003)
A. Samancı, Fatigue behavior of filament wound GFRP pipe with surface crack under internal pressure, Selcuk University, Graduate School of Natural and Applied Sciences, Doctoral Thesis, Konya (2004)
M. Kara, M. Kırıcı, Effects of the number of fatigue cycles on the impact behavior of glass fiber/epoxy composite tubes. Compos. B Eng. 123, 55–63 (2017). https://doi.org/10.1016/j.compositesb.2017.04.021
ASTM-D2992-12, Standard practice for obtaining hydrostatic or pressure design basis for “fiberglass” (glass–fiber–reinforced thermosetting-resin) pipe and fittings, ASTM International, West Conshohocken, PA (2012), https://doi.org/10.1520/d2992-12, www.astm.org
ASTM-D2290-12, Standard test method for apparent hoop tensile strength of plastic or reinforced plastic pipe, ASTM International, West Conshohocken, PA (2012), https://doi.org/10.1520/d2290-12, www.astm.org
ASTM D1599-14e1. Standard test method for resistance to short-time hydraulic pressure of plastic pipe, tubing, and fittings. West Conshohocken, PA: ASTM International (2014), https://doi.org/10.1520/D1599-14E01
Acknowledgments
This study was carried out as a Master of Science thesis by Muhammed KIRICI in the Graduate School of Natural and Applied Science at University of Selcuk, Konya, Turkey.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kara, M., Kirici, M. & Cagan, S.C. Effects of the Number of Fatigue Cycles on the Hoop Tensile Strength of Glass Fiber/Epoxy Composite Pipes. J Fail. Anal. and Preven. 19, 1181–1186 (2019). https://doi.org/10.1007/s11668-019-00720-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-019-00720-z