
Abstract
Thermal barrier coatings (TBCs) are used to protect the hot sections of gas turbine and jet engines. A TBC system comprises of a substrate, bond coat (BC), and TBC top coat (TC). The residual stress development mechanism by high temperature exposure in TBC is important in designing a high-performance TBC. However, quantitative studies of the stress change and its modeling are few because of its difficulty. The objective of this study is to reveal the changing mechanism of coating stress under high temperature exposure. For this purpose, we applied a three-layered beam model to evaluate the TBC’s residual stress using the curvature change. Time-dependent residual stresses in the TC and BC thermally exposed at 600-1000 °C were evaluated by the curvature method. Subsequently, we investigated the stress-generating mechanism of the coatings by using a finite element analytical (FEA) model that reproduces the measured curvatures. Our experimental result revealed that the residual stress in the BC changed from tensile to compressive by thermal exposure. However, thermal exposure had an insignificant effect on the residual stress in the TC. These changes in coating stress, including temperature and time dependency, were consistently explained by stress relaxation in the BC using the FEA model.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
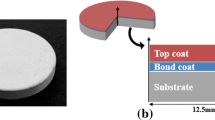
Thermal barrier coatings (TBCs) play a critical role in the hot sections of gas turbines and jet engines. They protect the underlying substrate from hot combustion gas by maintaining lower temperatures as a result of their low thermal conductivity. This leads to a more efficient turbine engine owing to the higher gas inlet and operating temperatures. A typical TBC system comprises of a substrate, metallic bond coat (BC), and ceramic top coat (TC), where MCrAlY alloys (M represents Co and/or Ni) and yttria-stabilized zirconia (YSZ) are used as BC and TC, respectively (Ref 1, 2).
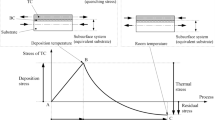
The residual stress has a strong influence on coating durability through its impacts on characteristics such as spallation resistance and thermal cycling life (Ref 3,4,5,6). Therefore, understanding the stress generation mechanism in TBCs is important for the manufacture of a well-designed TBC system. In the coating deposition process, it is well known that residual stress in the coating is caused by quenching of the coating and mismatch of thermal expansion coefficients between layers (Ref 6,7,8,9). However, for in-service coating, there is little understanding of the generation mechanism of residual stress due to high temperature exposure. Therefore, it is necessary to clarify the stress changing mechanism.
The methods for evaluating residual stress are roughly classified as follows: the material removal method (Ref 3, 10,11,12,13), x-ray diffraction (XRD) method (Ref 3,4,5, 14,15,16,17,18,19,20,21,22,23), and the curvature method (Ref 6,7,8,9, 19, 21, 24,25,26,27,28,29). The material removal method evaluates the residual stress of the coatings and substrate by using strain relaxation resulting from the removal process. However, many more specimens are required for building a comprehensive dataset, because the material removal method is destructive. On the other hand, the XRD method allows for sequential measurements, but there are little data on x-ray elastic constants of thermally sprayed coatings, which are necessary for stress evaluation.
The curvature method derives the residual stress distribution in TBC system nondestructively from the curvature changes resulting from the force and moment balances of each layer. The curvature method is widely used in as-sprayed coatings, while application to thermally treated TBCs is few (Ref 21). One of the reasons for this lack of consideration is that the more commonly used models such as Stoney’s equation (Ref 26) and Brenner and Senderoff’s equation (Ref 27) assume simple substrate deformation: it is difficult to accurately evaluate the stress in a thermally treated TBC specimen. In addition, an exact two-layered model proposed previously (Ref 6, 9, 28), which considers accurate deformation of each layer, is inapplicable to the three-layered TBC system. In this way, the practical three-layered model for evaluating residual stress of the TBC system had not yet been proposed.
We proposed a three-layered block process model (Ref 9) to evaluate the residual stress in as-sprayed TBC systems by using the differences in curvatures between an as-blasted substrate, as-sprayed two-layered, and three-layered specimens, instead of in situ curvature measurement during thermal spraying. In this paper, we apply the model to thermally treated materials: the residual stress in TC is obtained from the difference in curvatures between three- and two-layered specimens with the same thermal treatment. Similarly, the stress in BC is evaluated based on the difference in curvatures between two-layered and uncoated specimen. We thus evaluate the residual stress of each layer. The significance of this simple model is that the complicated change in residual stress due to thermal exposure can be evaluated by only RT elasticity without temperature-dependent properties (elasticity and coefficient of thermal expansion (CTE)).
The objective of this study is to reveal the changing mechanism of coating stress under high temperature exposure. To investigate the effects of exposure temperature and holding time, the time-dependent residual stresses in atmospheric plasma-sprayed (APSed) yttria-stabilized zirconia (YSZ) TC and CoNiCrAlY BC thermally exposed at 600-1000 °C, were evaluated by the curvature method. The TC and BC surface residual stresses were also evaluated by XRD to confirm the reliability of the curvature method. Finally, we developed a finite element analytical (FEA) model reproducing the measured curvatures of the specimen at room temperature (RT). The coating stress changing mechanisms under high temperature exposure were studied based on the FEA model.
Beam Model for Evaluating Residual Stress of High Temperature Exposed Thermal Barrier Coating
We had proposed an elastic curvature model for evaluating the residual stress of an as-sprayed three-layered material (Ref 9). We constructed the model as shown in Fig. 1. The curvature difference between coated and uncoated specimens is caused by the internal force of each layer due to misfit strain. Consequently, the internal force and the resulting moment are determined from the difference in curvatures; the residual stress of each layer is obtainable from the force and the resulting moment. Applying the model to thermally treated TBCs, the residual stress in TC is obtained from the difference in curvatures between three-layered (κc) and two-layered specimens (κb) with the same thermal treatment. In the model, the difference in curvature between thermally treated two- and three-layered specimens is assumed to be caused by only TC stress and balancing stress in the subsurface layers (BC and substrate). The method can evaluate the stress of target TC by subtracting the curvature of two-layered specimen if subsurface stress is identical to two-layered specimen. Similarly, the stress in BC is evaluated based on the difference in curvatures between κb and uncoated specimen (κs). We thus evaluate the residual stress of each layer. The residual stress distributions in each layer of a TBC system (σrs for substrate, σrb for BC, σrc for TC) are expressed by summing up the normal stress consisting of internal force and the bending stress resulting from moment as shown in Eq. 1-3. Equation 1 and 2 with κc = κb, represent the two-layered model (BC system specimen). Here, the y-direction is defined so that y = 0 is located at the interface between the substrate and BC as shown in Fig. 2.

Curvatures of (a) blast specimen, (b) 2-layered model (BC system specimen) and (c) 3-layered model (TBC system specimen). In this case, κ is negative. The difference in curvature between blast specimen and BC system specimen is caused by the moment, M1, resulting from internal force of BC, F1. Similarly, the curvature difference between BC system and TBC system specimen is caused by the moment, M2, resulting from internal force of TC, F2

Cross section of (a) 2-layered model (BC system specimen), and (b) 3-layered model (TBC system specimen)
F1, F2 are the internal forces originating from high temperature exposure in BC of the two-layer model and TC of the three-layer model, respectively, which are expressed as follows:
Here, b is the specimen width, h is the thickness of each layer, Σ is flexural rigidity, E′ is the effective Young’s modulus for equal biaxial stress′ state (E′ = E/(1 − ν)). δ denotes the distance from the neutral axis to the substrate/BC interface. The subscripts “s”, “b”, and “c” represent the substrate, bond coating, and ceramic top coating, respectively. Subscripts “1” and “2” represent the two-layered model and three-layered model, respectively. The curvature is defined to be negative if the coating surface is on the convex side (see Fig. 1).
Note that κs, κb, and κc cannot be compared directly with each other because of a little difference in initial curvatures of the individual substrates. Hence, the curvature of thermally treated specimens was evaluated by adding the curvature change caused by thermal treatment to the curvature of as-sprayed specimens.
Experimental and Numerical Evaluation Method
Specimen
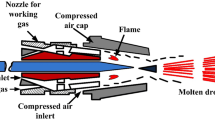
The substrate used in this study was a Ni-based super-alloy (Inconel alloy HX). It was 10 mm in width b and 2 mm in thickness hs. The length, L, was 110 mm for uncoated substrates. After blasting the substrate, the BC and TC were deposited via APS. The sprayed materials were CoNiCrAlY (Co-32Ni-21Cr-8Al-0.5Y, Amdry 9954 powder) and YSZ (ZrO2-8 wt.%Y2O3, Metco 204B-NS powder) for BC and TC, respectively. Details on the spraying conditions are listed in Table 1. Thereafter, the edge of the specimen was cut, and a length of 70 mm was adopted for the coated specimens. The side surfaces of the specimens were polished to remove the unwanted coating deposited during spraying.
Apparent thicknesses of the layers for each specimen are presented in Table 2. The thicknesses used in the calculations were measured for the individual specimens. The width and substrate thickness were measured using a micrometer. The thickness of each layer was obtained using scanning electron microscope (SEM) images of longitudinal sections of the specimens. A typical SEM image of a TBC system is shown in Fig. 3.

Image of a longitudinal section of TBC system specimen obtained using SEM
The thermal exposure was performed at 600, 800, and 1000 °C using an electric furnace. The heating rate was 8 °C/min. Holding at the maximum temperature was suspended at the appointed time (1, 2, 5, 10, 30, 50, and 75 h), and the specimens were cooled down to RT in the furnace. Thereafter, the curvature and coating surface XRD residual stress were measured at RT. Further, the RT Young’s modulus and Poisson’s ratio at each exposure condition were determined using the four-point bending (Ref 30, 31) and shown in our previous paper (Ref 31). The representative elasticity at RT is shown in Table 3. The thermal treatment and RT measurement (curvature, elasticity, XRD stress) were repeated until the total holding time reached 75 h, so that 7 cycles were applied to 75-h specimen. In addition, a single-cycle thermal treatment for 75 h was separately conducted for comparison.
It can be seen from Table 3 that the Young’s modulus and Poisson’s ratio increase by thermal treatment. It was confirmed that the sintering occurred and any damage was not observed in thermally treated TC and BC, from SEM images shown in our previous paper (Ref 31). These elasticities were used in the evaluation of the proposed method. Hence, the sintering effect was reflected in the evaluated residual stress by inputting the elasticity with sintering effect.
Curvature Measurement Method at Room Temperature
A stylus profilometer (Taylor Hobson, Form Talysurf PGI) was used to measure the deflection curves of specimens at RT. The curvature was calculated from the following relationship between the maximum deflection, ψ, and curvature, κ, in the case of span L (Ref 27):
The ψ and L were determined from the measured deflection curve. The L was approximately 95 mm for uncoated substrates and 55 mm for coated specimens.
Method for Evaluating X-Ray Residual Stress
The residual stresses of the TC and BC surfaces in the longitudinal direction were measured using XRD through cosα method (Ref 32) at RT. An XRD residual stress analyzer (Pulstec Industrial, μ-X360) with Cr-Kα radiation was employed. The x-ray conditions and X-ray elastic constants used in the calculation are shown in Table 4. The average stress of five different locations was evaluated for each specimen.
Finite Element Analysis Condition
Two-dimensional finite element analysis (2D-FEA) was performed to investigate the residual stress generation mechanism. The input temperature- and time-dependent values of as-sprayed and thermally treated materials are listed in Table 3. The temperature-dependent Young’s moduli of substrate were assumed from the value evaluated from resonance method. Those of as-sprayed and thermally treated BCs were assumed from the values evaluated using the resonance method for as-sprayed coating and thermally treated coating at 1000 °C for 2-h holding. For the TC, these moduli were assumed to reproduce the experimental curvature change during thermal cycling. By using a different elasticity between the as-sprayed and thermally exposed coatings, the sintering effect was reflected in the calculated stresses. Here, the effective Young’s modulus (E′ = E/(1 − ν)) was input for equal biaxial stress state.
The elastic–plastic deformation for the BC was assumed. The yielding stresses of BC shown in Table 3 were previously reported value (Ref 33). The tangent modulus for plastic deformation of the BC was assumed to be one-tenth of each temperature-dependent Young’s modulus. The BC creep effect was introduced according to Norton’s law, and the creep strain rate was defined as \(\dot{\varepsilon } = A\sigma^{n}\). Here, the creep effect was assumed to depend on temperature, where A was determined zero up to 500 °C and then varied from 1.7 × 10−24 (600 °C) to 4.2 × 10−16 s−1 MPa−n (1000 °C) to reproduce the experimental RT curvature of BC system specimens after thermal cycling at 600-1000 °C for 1-h holding. Here, A determined in this study included transient creep as well as steady creep. The rate constant, n, was assumed to be 7.9 (Ref 34).
The differential CTE is also shown in Table 3. Those of substrate were the measured value of uncoated substrate under an 1100 °C heating cycle. The CTE of as-sprayed coatings was the measured values of as-sprayed material under an 1100 °C heating cycle, and those of thermally treated coatings were assumed from the values of the second and onward 1100 °C heating cycles. It can be seen from Table 3 that the CTE of as-sprayed BC significantly decreases due to sintering at temperature higher than 600 °C. Thus, the sintering effect was also reflected in the CTE similarly to the elastic moduli. Note that the change in CTE of TC by thermal exposure was insignificant in this study.
The 2D-FEA was conducted using a FEA software (ANSYS 12.0) and employing eight-node quadrangle elements. Each layer was meshed into four elements in the thickness direction. The initial curvature in as-sprayed BC and TBC system is determined to reproduce the experimental curvature of each specimen. The stress and curvature changes during heating up to 600-1000 °C and the cooling were evaluated.
Results and Discussion
Deflection Curve at Room Temperature
Figure 4 shows the typical deflection curves of the TBC and BC systems and blasted substrate specimens at RT. Here, the blasted layer and the coating are on the convex side for both the as-sprayed specimen and thermally treated specimen at 800 °C for 2 h. For the as-sprayed materials, the deflection of the substrate is significantly reduced by BC deposition, while the curvature change due to TC deposition is insignificant. This suggests that the BC stress would be high tension and TC stress would be almost zero. In the case of thermally treated materials, the deflection of the substrate is lower than that of an as-sprayed substrate. The deflection of the BC system specimen is higher than that of the substrate, whereas there is insignificant difference in deflection between the BC and the TBC system specimens, indicating that the stress of the BC would be a significant compression, while that of the TC would be almost zero.

Measured curvatures of (a) as-sprayed specimen and (b) thermally treated specimen at 800 °C for 2 h. The blasted layer and coating are on the convex side for both as-sprayed and thermally treated specimens
Residual Stress Change in Bond Coat Due to Thermal Exposure
Figure 5(a) shows the change in the curvature of the blasted substrate by high temperature exposure. The horizontal axis represents the square root of total holding time. The linear time is also shown. The curvature of the blasted substrates approaches zero by thermal exposure. The higher the exposure temperature becomes, the closer to zero the curvatures get. Additionally, the curvature changes significantly with short thermal exposure (1 h), yet it remains almost unchanged by longer thermal exposure. The change is attributed to relaxation of blast stress due to creep by thermal exposure (Ref 35).

Temperature- and time dependencies of curvature of thermally treated (a) blasted substrate and (b) BC system specimens. The curvature of the blasted substrates approaches zero by thermal exposure. Thermal exposure lowers the curvature of the BC system specimen
The curvature change due to BC stress, which is the difference in curvatures between the BC system specimen (κb) and blasted substrate (κs), is shown as a solid line in Fig. 5(b). The raw curvature of the BC system specimen (κb) is also shown as a dashed line. Thermal exposure lowers the curvature of the BC system specimen. The raw κb for the specimen thermally treated at 1000 °C differs drastically from those at other temperatures: it significantly decreases with an increase in holding time for both single and 7 cycled specimen at 1000 °C. In this case, as discussed in section "Generating Mechanism of Residual Stress in the Bond Coat", the curvature method failed to evaluate the residual stress of BC; hence, we thus make no mention of the residual stress of the BC thermally treated at 1000 °C in this report. We then discuss the curvature change in the BC system specimens thermally treated at 600 and 800 °C. Both specimens with 600 and 800 °C exposure indicate a similar tendency, where the curvature changes significantly by the first exposure and insignificant after subsequent exposure. The greater curvature change, κb − κs, occurs by thermal exposure at higher temperature.
Next, the stress in the BC is discussed. Figure 6 presents the RT residual stress distribution in the BC system specimen thermally treated at 800 °C for 1-h exposure evaluated by the curvature method. The numerical result by FEA is also shown. Here, the substrate stress was assumed to be caused by only BC stress and did not contain stress change of the substrate itself; a blast stress; and so on. The BC stress distribution due to bending stress is insignificant. The obtained stress distribution and the stress value are close to the results evaluated by FEA. This ensures that the curvature method proposed in section "Beam Model for Evaluating Residual Stress of High Temperature Exposed Thermal Barrier Coating" provides reliable estimates at the treatment temperature less than 800 °C.

Room temperature (RT) stress distribution of thermally treated BC system specimen at 800 °C for 1-h exposure evaluated by curvature method. The FEA result is also plotted. The stress distribution evaluated by the curvature method is close to FEA result
Figure 7 shows measurements of RT residual stress at the BC surface evaluated by the curvature and XRD methods. The horizontal axis represents the square root of total holding time and the linear time. Thermal exposure changes the residual stress from tensile to compressive. A higher exposure temperature lowers the residual stress. The decrease in residual stress by thermal exposure is significant over a short period (1 h) and insignificant over longer periods. The results obtained by XRD provide strong support for the curvature method. Further, compressive stress in the BC induced by thermal exposure is previously reported (Ref 14, 20). Therefore, it is confirmed that the proposed curvature method can obtain consistent stress in BC.

Temperature and time dependencies of RT residual stress in a thermally treated BC surface by curvature and x-ray diffraction (XRD) methods. The residual stress is changed from tensile to compressive by thermal treatment at short period (1 h), and the decrease becomes insignificant over longer periods
Generating Mechanism of Residual Stress in the Bond Coat
We discuss the generating mechanism of residual stress in the BC by using FEA. First, the curvature changing mechanism is discussed. The curvature change of the as-sprayed BC system specimens, κb-κs, during thermal cycling with a holding time of 1 h, is shown in Fig. 8(a), together with the experimental data at RT. The horizontal axis denotes the temperature during thermal cycling. The initial curvature of as-sprayed BC system specimen is highly positive at RT. The curvature decreases during heating process owing to the stress relaxation of BC; the plastic and creep deformation. During the holding process, this curvature decreases due to the creep of the BC. Subsequently, during the cooling process, the mismatch of CTE results in the decrease in curvature. Finally, the resulting residual curvature becomes negative. Similar mechanism was reported that the RT curvature change of BC system specimen by higher 1150 °C thermal treatment was due to stress relaxations of BC and substrate (Ref 36).

Changes in (a) curvature and (b) stress at the center of the BC thickness for each BC system specimen under thermal treatment for 1 h evaluated by the FEA model. Experimental results evaluated by the curvature method at RT are also plotted. The creep property of BC was determined by reproducing the experimental curvature at RT. The experimental stresses evaluated by curvature model show good agreement with FEA result
It can be seen from FEA result in Fig. 8(a) that a higher exposure temperature results in a lower curvature. These results show good agreement with the experimental results at RT for specimens thermally treated at 600 and 800 °C. In contrast, as shown in Fig. 8(a), the FEA result with an elastic substrate under thermal cycles at 1000 °C is different from that in the experimental result. This difference can be explained by focusing on the significant creep of the substrate in BC system. The residual stress in blasted layer of BC system specimen was actually lower than that of blasted substrate because of stress relaxation during thermal spraying process. As a result, the curvature change of BC system specimen due to substrate creep would be different from that of blasted specimen. This difference in creep deformation became significant at 1000 °C. Hence, the substrate deformation for 1000 °C could not be canceled by subtracting the κs.
Next, we discuss the stress change. Figure 8(b) indicates the stress at the center of BC thickness during thermal cycling evaluated by FEA. The experimental results evaluated by the curvature method at RT are also shown. The generating mechanism of the BC stress at the treatment temperature less than 800 °C can be consistently explained by stress relaxation of the BC (Ref 20) similar to curvature change shown in Fig. 8(a): the BC stress is relaxed because of the creep and yielding of the BC during the heating process and creep during the holding process; subsequently, the compressive residual stress is caused by the cooling process. The lower residual stress arises at a higher exposure temperature because of the high-temperature creep. This is the generating mechanism of BC residual stress.
In the FEA, RT misfit strain between layers was resultant from inelastic strain of BC as well as elastic substrate. It is notable that the experimental stress of target inelastic BC evaluated by elastic curvature model at RT shows good agreement with inelastic FEA result shown in Fig. 8(b). Substrate had the strain distribution, and elastic beam model would fail to evaluate the stress if partially occurred creep caused the curvature change of substrate itself. Fortunately, BC was elastic at RT, and the BC strain was almost uniform owing to relatively thin thickness which would not cause the curvature change itself if it creeped. It was concluded that the method can provide the BC stress accurately if BC is elastic at RT, the stress distribution of BC is insignificant, and substrate is elastic during thermal cycling. In the model, the inelastic deformation of blasted substrate was able to be canceled by subtracting the substrate curvature. Note that the subtraction was effective if the substrate stress was identical to blasted substrate specimen.
Finally, we discuss the effect of holding time. The stress change caused by thermal exposure at 800 °C for 1 and 10 h is shown in Fig. 9. A longer holding time results in more changes of the stress; however, the difference is much lower than that of stress relaxation due to creep of the BC during the heating process. The time dependency of resulting stress is also insignificant, which agrees with the experimental time dependency shown in Fig. 7. As discussed in this section, the temperature- and time dependencies of the residual stress of BC were consistently explained by stress relaxation of the BC.

Changes in stress at the center of the BC thickness for the BC system specimen under thermal treatment at 800 °C for 1 h and 10 h evaluated by the FEA model. Experimental result evaluated by the curvature method at RT is also plotted. The time dependency of resulting stress after thermal cycling is insignificant
Residual Stress Change in the Top Coat Due to Thermal Exposure
The curvature change originating from TC stress, κc − κb, is shown as a solid line in Fig. 10. The average and standard deviation of the two specimens are shown. The raw curvature of TBC system specimen (κc) is also shown as a dashed line. The horizontal axis shows the square root of total holding time. The linear time is also shown. The raw κc of thermally treated specimen at 1000 °C decreases with increasing holding time for the single-cycled specimen, while, for the repeatedly cycled specimen, the raw κc turns to an increase after the first cycle (1 h). The strange response was also reported for 1150 °C thermal cycling (Ref 21). The reason for the unexpected curvature change of the 1000 °C repeatedly cycled specimen is discussed in section "Generating Mechanism of Residual Stress in the Top Coat". We only evaluate the residual stress in the TC of the single-cycled specimen for 1000 °C. We then discuss the curvature change by thermal exposure at 600 and 800 °C of repeated cycles and 1000 °C of single cycle. Our measurements show that the curvature changes, κc-κb, due to stress of TC are almost zero, suggesting that the change in raw curvature, κc, is caused by stress change of the subsurface layers (BC and substrate).

Temperature and time dependencies of curvature of thermally treated TBC system specimens. The curvature change originating from TC stress, κc − κb, is insignificant
Next, the stress in the TC is discussed. Figure 11 shows evaluated RT residual stress distribution of the TBC system specimens thermally exposed at 800 °C for 1 h by the curvature method. The numerical result by FEA is also shown. Here, the substrate stress was assumed to be caused by only coating stresses and did not include stress change of the substrate itself; a blast stress; and so on. The TC stress is low tension and almost uniform through the thickness. The TC stress is almost consistent with FEA result: the stress in TC can be consistently evaluated by the curvature change, κc − κb. Note that the stress of subsurface layers (BC and substrate) differs from the FEA result. This was because that the allocation of TC force into subsurface layers was different from that of inelastic model due to relaxation of BC stress. Thus, the analytical three-layered model provides the reasonable stress of the target TC layer, but not the stresses of subsurface layers.

Typical RT stress distribution of thermally treated TBC system specimen at 800 °C for 1-h exposure evaluated by curvature method. The FEA result is also plotted. The stress in target TC shows good agreements with FEA result, though the stresses in subsurface layers (BC and substrate) are inaccurate because of the inelastic deformation of BC
Figure 12 indicates surface RT residual stress of as-sprayed and thermally treated TC evaluated by the curvature and XRD methods. The average and standard deviation of two specimens are indicated. For the thermally exposed TC at 1000 °C, only the results of single cycle are shown. The surface stress obtained by the curvature method is low tension. Figure 12 indicates that the TC stress is not changed by thermal exposure: independent of exposure temperature and time. This measurement is supported by the result of the XRD measurement. The similar insignificant change of mean stress in TC was previously reported (Ref 20). Therefore, our proposed method provides reliable estimates for the target TC. Note that the stresses of thermally treated TC at 800 °C for the time longer than 30 h are not shown because it was inaccurate due to creep affection of substrate by thermal stress described in section "Generating Mechanism of Residual Stress in the Top Coat".

Temperature and time dependencies of RT residual stress in the thermally treated TC surface by curvature and XRD methods. The TC stress is almost not changed by thermal treatment and independent of exposure temperature and time
Generating Mechanism of Residual Stress in the Top Coat
We discuss the generating mechanism of TC residual stress during thermal cycling by using FEA. First, we investigate the changing mechanism of the curvature. Typical curvature change of as-sprayed TBC system specimen caused by TC, κc − κb, during thermal cycling with 1-h holding is shown in Fig. 13(a), together with the experimental data at RT. The horizontal axis denotes the temperature during thermal cycling. The initial curvature of as-sprayed TBC system specimen is almost zero at RT. The curvature increases with inflection points during the heating process similarly to previous report (Ref 25, 37) as a result of a mismatch of CTE across each layer and stress relaxation of BC. Subsequently, the holding process does not almost change the curvature. Thereafter, the curvature decreases continuously during the cooling process. The resulting curvature is close to zero at RT. This numerical behavior is consistent with experimental results at RT for specimens thermally treated at 600 and 800 °C. Furthermore, unlike the BC system specimen, the experimental result of thermally treated specimen at 1000 °C is also consistent with FEA result. This means that the inelastic deformation of the single-cycled subsurface layer was able to be canceled by subtracting κb, because the residual blast stress of two- and three-layered specimen was almost the same, and the first thermal stress of substrate was low owing to as-sprayed material constants in the three-layered system.

Typical changes in (a) curvature and (b) stress at the center of the TC thickness for each TBC system specimen under thermal treatment for 1 h evaluated by the FEA model. Experimental result evaluated by the curvature method at RT is also plotted. The experimental stress evaluated by curvature model shows good agreement with FEA result
In contrast, the increasing κc after the first cycle, as shown by the red dashed line in Fig. 10, can be explained by the high thermal stress of the substrate due to sintered material constants: a significant creep at around 1000 °C would result in a positive curvature change in the TBC system specimen. The inelastic deformation for the thermally cycled TBC system cannot be canceled because of the difference in thermal stress between the two- and three-layered specimens. For this reason, the curvature model is inapplicable to the repeatedly cycled specimen. However, this problem could be cleared by using a thicker substrate, thereby reducing the thermal stress of the substrate during the thermal cycle.
Figure 13(b) indicates the stress change at the center of TC thickness during thermal cycling by FEA, together with the experimental data. Stress change is similar to curvature change shown in Fig. 13(a): the TC stress increases with inflection points during the heating process, remains stable during holding process, and decreases continuously during the cooling process. As a result, the TC stress is not affected by thermal exposure, leading to the insignificant temperature dependency of residual stress. This is the mechanism of unchanged TC residual stress.
It is notable that the experimental stress of target TC evaluated by elastic curvature model at RT shows good agreement with FEA result shown in Fig. 13(b). Substrate had the strain distribution, and elastic beam model would fail to evaluate the stress if partially occurred creep caused the curvature change of substrate itself. Hence, the stress of TC can be evaluated if the subsurface layer is elastic during thermal cycling. In the model, the inelastic deformation of subsurface layer was able to be canceled by subtracting the two-layered curvature. Note that the subtraction was effective if subsurface stress was identical to two-layered specimen.
Finally, we discuss the effect of holding time. The stress change in the specimen thermally treated at 800 °C for 1 and 10 h is shown in Fig. 14. The stress changes little during the holding process, resulting in an insignificant change in the RT stress. This view is supported by experimental results shown in Fig. 12. As discussed in this section, the FEA model revealed that the residual stress of TC was not changed by thermal exposure: it did not depend on exposure temperature and time.

Changes in stress at the center of the TC thickness for the TBC system specimen under thermal treatment at 800 °C for 1 h and 10 h evaluated by the FEA model. Experimental results evaluated by the curvature method at RT are also plotted. The time dependency of resulting stress after thermal cycling is insignificant
Conclusion
The effect of high temperature, 600-1000 °C, exposure on residual stress in a YSZ TC and CoNiCrAlY BC was investigated by using curvature method. To investigate the applicability of the method, the residual stresses of the TC and BC surfaces were also evaluated using XRD and compared to those evaluated by the curvature method. Finally, the generating mechanism of residual stresses in the coatings was investigated by using finite element analysis, reproducing the measured curvatures of the specimen at RT. The constructed FEA model revealed the complicated stress change of as-sprayed material by thermal cycling. The results obtained were summarized as follows.
-
1.
The residual stress in thermally treated BC and TC was evaluated by the difference in curvatures of a blasted substrate, two-layered specimen and three-layered specimen with the same thermal treatment. In the model, the difference in curvature was simply assumed to be caused by only target coating stress and balancing stress in the subsurface layers. In this case, the complicated change in residual stress due to thermal exposure was able to be evaluated by only RT elasticity without temperature-dependent properties (elasticity and CTE).
-
2.
The simply evaluated residual stress in the target coatings showed good agreement with both XRD stress and FEA results by subtracting the subsurface curvature. However, the curvature method failed to evaluate the residual stress of the specimen involving a significant creep deformation of substrate which could not be canceled by the subtraction.
-
3.
The curvature model was able to provide the BC stress accurately if BC was elastic at RT, the stress distribution of BC was insignificant, and substrate was elastic during thermal cycling. In the model, the inelastic deformation of blasted substrate was able to be canceled by subtracting the substrate curvature. Note that the subtraction was effective if the substrate stress was identical to blasted substrate specimen.
-
4.
The stress of TC was able to be evaluated if the subsurface layer was elastic during thermal cycling. In the model, the inelastic deformation of subsurface layer was able to be canceled by subtracting the subsurface curvature. Note that the subtraction was effective if subsurface stress was identical to two-layered specimen.
-
5.
The residual stress in the as-sprayed BC changed from tensile to compressive by thermal exposure. A higher exposure temperature lowered the residual stress. The decrease in residual stress by thermal exposure was significant over a short period (1 h) and insignificant over a longer duration.
-
6.
We revealed that the stress change in BC was caused by stress relaxation of the BC using the FEA model. The temperature and time dependencies of the residual stress were consistently explained by stress relaxation of the BC.
-
7.
The residual stress in as-sprayed TC was not affected by thermal exposure in this study. The stress change was consistently explained by the curvature difference between three- and two-layered specimens, i.e., the change in curvature of TBC system specimen was caused mainly by stress changes in the subsurface layers.
References
N.P. Padture, M. Gell, and E.H. Jordan, Thermal Barrier Coatings for Gas-Turbine Engine Applications, Science, 2002, 296, p 280-284
A. Feuerstein, J. Knapp, T. Taylor, A. Ashary, A. Bolcavage, and N. Hitchman, Technical and Economical Aspects of Current Thermal Barrier Coating Systems for Gas Turbine Engines by Thermal Spray and EBPVD: A Review, J. Therm. Spray Technol., 2008, 17(2), p 199-213
J. Gibmeier, H.C. Back, M. Mutter, F. Vollert, J.R. Kornmeier, R. Mücke, and R. Vaßen, Study of Stability of Microstructure and Residual Strain after Thermal Loading of Plasma Sprayed YSZ by Through Surface Neutron Scanning, Physica B Condens. Matter, 2018, 551(15), p 69-78
Q. Chen, W.G. Mao, Y.C. Zhou, and C. Lu, Effect of Young’s Modulus Evolution on Residual Stress Measurement of Thermal Barrier Coatings by X-Ray Diffraction, Appl. Surf. Sci., 2010, 256, p 7311-7315
P. Jiang, X. Fan, Y. Sun, H. Wang, L. Su, and T. Wang, Thermal-Cycle Dependent Residual Stress within the Crack-Susceptible Zone in Thermal Barrier Coating System, J. Am. Ceram. Soc., 2018, 101, p 4256-4261
Y.C. Tsui and T.W. Clyne, An Analytical Model for Predicting Residual Stresses in Progressively Deposited Coatings Part1: Planar Geometry, Thin Solid Films, 1997, 306, p 23-33
J. Matejicek and S. Sampath, In Situ Measurement of Residual Stresses and Elastic Moduli in Thermal Sprayed Coatings Part 1: Apparatus and Analysis, Acta Mater., 2003, 51, p 863-872
S. Kuroda, T. Fukushima, and S. Kitahara, Simultaneous Measurement of Coating Thickness and Deposition Stress during Thermal Spraying, Thin Solid Films, 1988, 164, p 157-163
T. Hayase, H. Waki, Y. Hasebe, and 2, Evaluation Method of the Residual Stress in Thermal Barrier Coating System Based on the Curvature of the Three-Layered Specimen, J. Soc. Mat. Sci. Jpn., 2017, 66(2), p 150-157 (in Japanese)
D.J. Greving, E.F. Rybicki, and J.R. Shadley, Through-Thickness Residual Stress Evaluations for Several Industrial Thermal Spray Coatings Using a Modified Layer-Removal Method, J. Therm. Spray Technol., 1994, 3(4), p 379-388
Y. Yamazaki, H. Fukanuma, and N. Ohno, Effect of Interfacial Roughness of Bond Coat on the Residual Adhesion Strength of a Plasma Sprayed TBC System after Thermal Cycle Fatigue, Trans. Jpn. Soc. Mech. Eng. A, 2010, 76(767), p 831-838
M. Arai and K. Kishimoto, Influence of High-Temperature Exposure on Interfacial Fracture Toughness of Thermal Barrier Coating, J. Solid Mech. Meter. Eng., 2007, 1(8), p 1005-1016
M. Okazaki, S. Yamagishi, Y. Yamazaki, K. Ogawa, H. Waki, and M. Arai, Adhesion Strength of Ceramic Top Coat in Thermal Barrier Coatings Subjected to Thermal Cycles: Effects of Thermal Cycle Testing Method and Environment, Int. J. Fatigue, 2013, 53, p 33-39
Y. Itoh, M. Saitoh, and M. Miyazaki, Microstructure and Residual Stress of Low-Pressure Plasma-Sprayed MCrAlY Coatings, Trans. Jpn. Soc. Mech. Eng. A, 1995, 61(581), p 87-92 ((in Japanese))
Y. Chen, X. Zhao, Y. Dang, P. Xiao, N. Curry, N. Markocsan, and P. Nylen, Characterization and Understanding of Residual Stresses in a NiCoCrAlY Bond Coat for Thermal Barrier Coating Application, Acta Mater., 2015, 94, p 1-14
K. Suzuki, K. Tanaka, Y. Akiniwa, M. Kawamura, K. Nishio, and H. Okado, In-Situ Stress Measurement of Bond Coatings at High Temperature by High-Energy Synchrotron X-Rays, J. Soc. Mater. Sci. Jpn., 2003, 52(7), p 756-763 (in Japanese)
K. Suzuki, S. Machiya, K. Tanaka, and Y. Sakaida, X-Ray Study on Deformation Characteristics of Thermal Barrier Coating Films, Trans. Jpn. Soc. Mech. Eng. A, 2001, 67(660), p 1325-1331 ((in Japanese))
K. Suzuki, T. Kubo, K. Tanaka, and Y. Akiniwa, Analysis on Residual Stress Distribution in Oxidized Thermal Barrier Coatings, J. Soc. Mater. Sci. Jpn., 2005, 54(7), p 679-684
V. Teixeira, M. Andritschky, W. Fischer, H.P. Buchkremer, and D. Stöver, Analysis of Residual Stress in Thermal Barrier Coatings, J. Mater. Process. Technol., 1999, 92–93, p 209-216
C.M. Weyant, J. Almer, and K.T. Faber, Through-Thickness Determination of Phase Composition and Residual Stresses in Thermal Barrier Coatings Using High-Energy X-Rays, Acta Mater., 2010, 58, p 943-951
L. Yang, F. Yang, Y. Long, Y. Zhao, X. Xiong, X. Zhao, and P. Xiao, Evolution of Residual Stress in Air Plasma Sprayed Yttria Stabilized Zirconia Thermal Barrier Coatings after Isothermal Treatment, Surf. Coat. Technol., 2014, 251, p 98-105
K. Suzuki and T. Shobu, Internal Stress in EB-PVD Thermal Barrier Coatings under Thermal Cycle, J. Soc. Mater. Sci. Jpn., 2009, 58(7), p 562-567 (in Japanese)
F. Wang, Y. Zhang, and H. Wang, Residual Stress and Damage Evolution in TBCs by Optical Method, Key Eng. Mater., 2006, 324–325, p 1047-1050
M. Arai, Coating Stresses in Thermal Barrier Coatings by an In-situ Curvature Monitoring Technique, J. Solid Mech. Meter. Eng., 2008, 2(9), p 1207-1219
M. Arai, Mechanistic Study on the Degradation of Thermal Barrier Coatings Induced by Volcanic Ash Deposition, J. Therm. Spray Technol., 2017, 26, p 1207-1221
G.G. Stoney, The Tension of Metallic Films Deposited by Electrolysis, Proc. R. Soc. Lond. Ser. A, 1909, 82, p 172-175
A. Brenner and S. Senderoff, Calculation of Stress in Electrodeposits from the Curvature of a Plated Strip, J. Res. Nat. Bur. Stand., 1949, 42, p 105-123
T.W. Clyne, Residual Stresses in Surface Coatings and Their Effects on Interfacial Debonding, Key Eng. Mater., 1996, 116–117, p 307-330
J. Zhu, H. Xie, Z. Hu, P. Chen, and Q. Zhang, Residual Stress in Thermal Spray Coatings Measured by Curvature Based on 3D Digital Image Correlation Technique, Surf. Coat. Technol., 2011, 206, p 1396-1402
T. Hayase and H. Waki, Measurement of Young’s Modulus and Poisson’s Ratio of Thermal Barrier Coating Based on Bending of Three-Layered Plate, J. Therm. Spray Technol., 2018, 27(5), p 983-998
T. Hayase, H. Waki, and K. Adachi, Effect of Heat Treatment on Young’s Modulus and Poisson’s Ratio of Thermal Barrier Coating Studied by Bending of Three-Layered Specimen. J. Soc. Mater. Sci. Jpn. 69, (2020) (in press)
K. Tanaka, X-Ray Stress Measurement by the Cos α Method Using Two-Dimensional Detector Part 1: Fundamentals of Measurements, J. Soc. Mater. Sci. Jpn., 2017, 66(7), p 470-478 (in Japanese)
A.A. Wareszczak, J.G. Hemrick, T.P. Kirkland, and J.A. Haynes, Stress Relaxation of MCrAlY Bond Coat alloys as a Function of Temperature and Strain, in The International Gas Turbine and Aeroengine Congress and Exhibition, June 2–5 (Stockholm), 98-GT-403 (1998)
H. Chen, T.H. Hyde, K.T. Voisey, and D.G. McCartney, Application of Small Punch Creep Testing to a Thermally Sprayed CoNiCrAlY Bond Coat, Mater. Sci. Eng., A, 2013, 585, p 205-213
R. John, D.J. Buchanan, M.J. Caton, and S.K. Jha, Stability of Shot Peen Residual Stresses in IN 100 Subjected to Creep and Fatigue Loading, Procedia Eng., 2010, 2, p 1887-1893
L. Yang, Z. Zou, Z. Kou, Y. Chen, G. Zhao, X. Zhao, F. Guo, and P. Xiao, High Temperature Stress and Its Influence on Surface Rumpling in NiCoCrAlY Bond Coat, Acta Mater., 2017, 139, p 122-0137
M. Arai, U. Iwata, T. Suidzu, and K. Tani, Functional Evaluations for a Vertical-Crack Induced Thermal Barrier Coating System, J. Soc. Mater. Sci. Jpn., 2004, 53(9), p 1024-1029 ((in Japanese))
Acknowledgments
We wish to thank Dr. T. Kuwashima (Iwate Industrial Research Institute) for preparation of the specimens, and Pulstec Industrial Co., Ltd., for XRD stress measurement. This research was supported by JSPS KAKENHI Grant Number JP17K06039.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is part of a special topical focus in the Journal of Thermal Spray Technology on Advanced Residual Stress Analysis in Thermal Spray and Cold Spray Processes. This issue was organized by Dr. Vladimir Luzin, Australian Centre for Neutron Scattering; Dr. Seiji Kuroda, National Institute of Materials Science; Dr. Shuo Yin, Trinity College Dublin; and Dr. Andrew Ang, Swinburne University of Technology.
Rights and permissions
About this article

Cite this article
Hayase, T., Waki, H. & Adachi, K. Residual Stress Change in Thermal Barrier Coating Due to Thermal Exposure Evaluated by Curvature Method. J Therm Spray Tech 29, 1300–1312 (2020). https://doi.org/10.1007/s11666-020-01032-7
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-020-01032-7