
Abstract
The feedstock powder morphology has an important effect on the deposition behavior of cold spray coatings, and this effect is even more significant while spraying cermet coating by the mixture powders. The effect of alumina powder morphology on the deposition efficiency and coatings mechanical properties is investigated in the cold spray deposition of aluminum–alumina cermets. The deposition of aluminum mixed with spherical and angular alumina is studied and compared for six different feedstock powder compositions for each particle morphology. The addition of angular alumina particles in the feedstock powder induces an increase in deposition efficiency followed by a decrease as the alumina content increases beyond a specific value. This effect is not observed when spherical alumina is used. The creation of asperities during deposition was explored for the two alumina powder morphologies, and it was determined that spherical alumina does not produce intricate asperities at the coating surface, explaining the difference in deposition efficiencies. Coatings produced with spherical alumina were harder and showed a greater increase in adhesion strength than coatings produced with angular alumina for similar coating alumina content. These differences are attributed to a larger amount of plastic deformation of the matrix material in coatings sprayed with spherical alumina.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ceramic–metal composite (cermets) materials aim at combining the best properties of metals and ceramics. These composite materials are valued for their hardness, wear resistance and toughness (Ref 1,2,3,4). In the case of aluminum-based cermets, they also show excellent corrosion protection and low density. The reinforcement material used in aluminum cermets typically consists of SiC, TiN or Al2O3 (Ref 5). Several techniques are used to produce cermets, such as bulk processing and sintering. More recently, cermets have also been used as coatings (Ref 5,6,7,8). Thermal spray processes are often used to obtain cermet coatings and have shown potential to be used as additive manufacturing processes (Ref 9, 10). Cold gas dynamic spraying, also known as cold spray, has shown strong potential in manufacturing hard and dense cermet coatings (Ref 5,6,7, 11). In cold spray, the addition of ceramic particles into the feedstock powder has not been used just in the pursue of obtaining a cermet but also for the practical reason that ceramic particles help to avoid nozzle clogging, therefore allowing to increase the stagnation temperature in the nozzle and therefore increasing the deposition efficiency of the coating.
The cold spray process accelerates feedstock powders using a supersonic gas stream produced by a de Laval nozzle (Ref 12,13,14). Particles are accelerated and impact the substrate in solid state (due to the low process temperatures) and experience severe plastic deformation (Ref 15,16,17). The particles (usually metallic) adhere to the substrate either through mechanical or through metallurgical bonding (Ref 12, 15, 18,19,20,21). In order to deposit cermets, reinforcement and matrix particles are mixed as feedstock powder (Ref 22,23,24,25,26,27,28,29). During deposition, only a fraction of the reinforcement particles are retained in the coating (Ref 22, 25). These particles (ceramics) do not experience plastic deformation, but rather bounce off, break and/or embed themselves between the ductile particles, consolidating the cermet into coatings (Ref 25, 30).
The coatings ceramic content is the primary source of mechanical properties improvements, such as increased hardness and wears resistance, as well as adhesion strength. In addition, ceramic particles also affect the deposition behavior in cold spray as demonstrated in several investigations (Ref 11, 22,23,24,25,26,27, 29, 31,32,33,34,35,36,37,38,39,40,41,42,43,44,45). Deposition efficiency (DE) was shown to increase with relatively small amounts of ceramic particles in the feedstock powder. Several hypotheses have arisen to explain these behaviors and have been proposed by several researchers (Ref 22, 24,25,26, 43), with three proposed mechanisms. One of these mechanisms stating that the increment in DE is due to the peening of ceramic particle on the metallic phase upon impact was invalidated (Ref 11). The other two mechanisms, namely, the creation of surface asperities and the oxide cleaning effect, caused by the ceramic particles impacting the surface of the substrate proved to be relevant in the DE increase (Ref 11).
An investigation by Shockley et al. (Ref 26) studied the effect of Al2O3 morphology in Al-Al2O3 cold spray coatings with a focus on wear resistance. Two feedstock powder compositions were used (10 and 50 wt.% of Al2O3) and showed that spherical Al2O3 morphology led to improved tribological properties compared to angular Al2O3 morphology for similar Al2O3 coating contents. The investigation also included tests to examine the deposition behaviors, but no clear trend could be observed using just two feedstock powder compositions.
Another effect of the ceramic morphology is its retention level in the coating. High ceramic retention in coatings is obtained when angular ceramics such as crushed alumina are used, due to the locking of the angular edges of the ceramic particles in the metallic phase (Ref 46). The utilization of different ceramic particle morphologies may alter these effects, changing the deposition behavior and the coating mechanical properties (Ref 26, 46). Leger et al. (Ref 38) showed in their study the effect of aluminum and alumina morphology on the DE of the Al-15 wt.% Al2O3 feedstock powder mixture. The investigation showed that when using irregular aluminum, the addition of angular alumina or spherical alumina increases the DE, although for the later by a marginal amount. In the case of spherical aluminum, spherical alumina increased the DE while angular alumina decreased it. These investigations show clearly the importance of understanding the effect of the morphology of the metal and the ceramic in the production of cermets by cold spray, and that the phenomena affecting DE are still not completely understood.
In this study, the effect of ceramic particles morphology on the deposition behavior and mechanical properties of cold spray cermet coatings is assessed over a wide range of feedstock powder alumina contents. Spherical alumina particles are mixed with pure aluminum particles to produce the feedstock powders and sprayed. The results are compared with results obtained using angular crushed alumina particles and aluminum particles. The specific effect of the ceramic particles morphology on the asperities created on the coatings surface is explored by a methodology developed in a previous study where the DE of a single layer of aluminum particle is assessed (Ref 11), therefore allowing decoupling the influence of oxide cleaning with the effect of asperities in the coating surface. In addition, the mechanical properties of the coatings obtained are assessed and related to the coatings ceramic content. This investigation contributes to widening the understanding of the deposition of cermet powders by cold spray focusing on deposition mechanisms and mechanical properties for different morphologies and compositions of the feedstock powder.
Experimental Procedure
Tests were performed in order to assess the influence of the ceramic particles morphology and content in the feedstock powder mixture on the deposition efficiency, as well as coatings hardness and adhesion strength.
Materials and Mixtures
Three different powders were used to produce two different feedstock powders. The metallic powder was a commercially pure aluminum powder (SST-A5001, Centerline Ltd., Windsor, Ontario, Canada). It is an irregular-shaped gas atomized powder, as shown in Fig. 1(a), with an average particle diameter of 26 µm. The detailed particle distribution is shown in Fig. 2(a). The ceramic particles used in this study were two different Al2O3 powders: a crushed powder with angular morphology (referred to as angular alumina) and a plasma spheroidized powder (referred to as spherical alumina). The angular alumina powder selected was the G-0001 (also from centerline) and is shown in Fig. 1(b). It has an average particle size of 22 µm. The spherical alumina used was the Al2O3-2N-45 (Tekna Advance Materials Inc, Sherbrooke, Quebec, Canada), shown in Fig. 1(c). It has an average particle size of 32 µm.

Overview of particles used : (a) aluminum particles; (b) angular Al2O3 particles; (c) spherical Al2O3 particles

Particle size distribution: (a) aluminum particles; (b) angular Al2O3 particles; (c) spherical Al2O3 particles
Particle size distribution of both ceramic powders is shown in Fig. 2(b) and (c) (measured using a Microtrac Particle Size Analyzer S3500, Nikkiso, Japan). Aluminum 6061-T6 was used as the substrate material. Even though the average particle size of the two alumina powders is not the same, these values are just a reference as the average particle size does not represent the angular powder accurately. Furthermore, both are in the same size range, and this difference should not influence the mechanisms being studied.
Six different compositions of aluminum–alumina were mixed for each of the alumina particle morphologies and used as feedstock powder for this work. Table 1 shows the feedstock powder compositions used.
Cold Spray Deposition
The commercially available EP Series SST Cold Spray System was used to perform the sprays (Centerline Ltd., Windsor, Ontario, Canada). It consists of a 15-kW heater with a maximum gas temperature of 650 °C and a maximum gas pressure of 3.8 MPa. The De Laval nozzle used for this work has a throat diameter of 2 mm and a diverging section made of stainless steel, with a length and exit diameter of 120 and 6.6 mm, respectively. The feedstock powders were fed using a commercially available rotatory powder feeder. All coatings were produced using the spray parameters given in Table 2.
Coating Characterization
Coatings were cross sectioned and analyzed using a digital microscope (VHX-1000, Keyence Corporation, Osaka, Japan) and a scanning electron microscope (SEM) (model EVO MA-10, Carl Zeiss AG, Oberkochen, Germany). The ceramic composition was measured by contrast imaging and by energy-dispersive x-ray spectroscopy (EDS) using an INCA X-Act (Oxford Instruments, Oxford, England). A Sartorius Extend—model ED124S scale—with a readability of 1 mg was used to assess the deposition efficiency DE. In addition, the particle velocities were measured for each of the powders used independently, using a cold spray meter (CSM) eVOLUTION (Tecnar Automation Ltd, St-Bruno, Canada). This system performs in-flight diagnostic on individual particles illuminating the particles with a continuous 2.4-W (λ = 810 nm) laser and capturing the reflection through a dual-split photomask in order to calculate the velocity.
Partial deposition efficiencies were also calculated for aluminum and alumina particles in order to compare the effect of the different alumina morphologies and feedstock powder ceramic contents. This efficiency measures the DE of a single component of a mixture. The feed rate of that component is measured based on the overall feed rate and the composition of the mixture. The deposition rate of such component is measured using the overall change in mass of the substrate, the spray time over the substrate and the composition of the resulting coating. The coating composition is measured by optical contrast and by EDS. The DEs of single layers of pure aluminum sprayed on coatings produced were also measured to assess the effect of surface asperities created by the different alumina morphologies and mixtures. This test consists in spraying a single layer of aluminum on top of a coating previously deposited using the various feedstock powder mixtures. This coating keeps the original surface morphology (asperities), but the native oxide layer has grown as it has been exposed to standard conditions for a long period of time (72 h) prior to the pure aluminum layer deposition. Special care is taken in handling the sample to maintain the surface morphology intact. In order to spray the single layer, the same spray conditions as those shown in Table 2 were used. However, a lower feed rate has to be used in order to obtain a single particle layer to study solely the surface topology effect; more details on this procedure can be found in a previous investigation (Ref 11).
In order to visualize the deposition behavior of particles impacting the substrate, interrupted deposition tests were done (wipe tests). To perform this test, a deposition was made under the same spray conditions as a regular coating, but the powder feed rate was interrupted mid-spray. This test creates zones without particle impact, zones where individually discernible particles impacted and adhered, zones where the first layer of the coating is being formed and zones where a coating at full thickness is produced. This test allows analyzing the deposition process and understanding particle deformation and bonding mechanisms.
Adhesion Strength and Mechanical Testing
The adhesion strength of the coating was measured following ASTM C-633 standard. Cylinders made of aluminum 6061T6 were coated, and a thermally cured elastomeric adhesive (FM-1000) was used to glue the coatings to counter cylinders. The samples were placed in an oven at 175 °C for 2 h to ensure the adhesive had properly cured. The testing was done using a universal tensile testing machine. The average and standard deviation of each preparation were computed. Vickers microhardness was also measured; values were obtained using a Duramin-10 (Struers ApS, Denmark) equipped with a Vickers microindenter applying a load of 0.3 kgf (2.942 N). Ten indentations were performed per sample. Finally, dry slide wear tests were carried out on the coatings following the ASTM G133-05 standard. This test was conducted at three different travel lengths: 25, 50 and 100 m or until the wear reached the substrate. The load applied was 25 N using a 3/16” alumina ball.
Results and Discussion
Deposition Behavior
Successful coatings were produced for all the feedstock powders used except for the ones containing pure Al2O3. Figure 3 and 4 shows representative coatings cross sections obtained when using angular and spherical alumina, respectively, at various feedstock powder alumina contents. It can easily be observed that coatings sprayed with feedstock powders containing spherical alumina particles show less ceramic particle retention. All deposits were dense, and the coating thickness was the lowest at the highest alumina content in the feedstock powder.

Cross sections of coatings sprayed with feedstock powder mixtures containing angular alumina particles: (a) 20 wt.% Al2O3; (b) 40 wt.% Al2O3; (c) 60 wt.% Al2O3; (d) 80 wt.% Al2O3

Cross sections of coatings sprayed with feedstock powder mixtures containing spherical alumina particles: (a) 20 wt.% Al2O3; (b) 40 wt.% Al2O3; (c) 60 wt.% Al2O3; (d) 80 wt.% Al2O3
Deposition efficiency of each mixture is shown in Fig. 5. It clearly exhibits differences in the deposition behavior of feedstock powders containing angular ceramic particles versus feedstock powders containing spherical ceramic particles. Aluminum powder mixed with angular Al2O3 powder presents an increase in the DE from 11 to 19% when the feedstock powder composition changed from 0 wt.% Al2O3 to 20 wt.% Al2O3. In comparison, feedstock powder made of aluminum mixed with spherical alumina particles showed a continuous decrease in DE, showing no benefits from the presence of the spherical ceramic particles. The results seen with angular alumina confirm the results observed in previous investigations (Ref 11, 22, 25, 26, 28, 33, 38). However, the results of decreasing DE for feedstock powder containing spherical alumina are conflicting with the one found by Leger et al. (Ref 38). In their investigation, an increase in DE was found when adding spherical alumina into irregular aluminum powder. Although the increment seen was very slight, it is in contradiction with the current results. The reason for this difference may relay in the lower percentage of alumina powder (15 wt.%) or more importantly in the fact that the spherical alumina used by Leger et al. was nearly half the particle size used in this investigation. This is an effect that should be investigated in the future as it might be very influential on the deposition behavior.

Measured deposition efficiency of different feedstock powder compositions and alumina morphologies
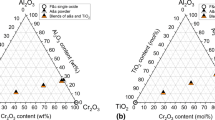
The retention of ceramic particles in the coatings is another significant difference observed between the deposits produced. Figure 6 shows the ceramic retention in coatings for both spherical and angular alumina powders at different feedstock powder compositions. While the amount of alumina content in the coatings sprayed with angular ceramic particles is approximately half of the one in the feedstock powder, the amount seen in coatings sprayed with spherical alumina particle showed less than 10% retention of the ceramic particles.

Alumina content in coatings versus feedstock powder alumina content, as measured by two different methods
These large differences in the ceramic retention levels are directly attributed to the difference in the ceramic particle morphology of the feedstock powder. The higher retention of angular ceramic particles can be explained by a higher probability of embedding (mechanically anchoring) for an irregular particle into the coating over a spherical one. Figure 7 compares the coatings top surface sprayed with feedstock powder for samples produced with 20 wt.% of Al2O3 in the feedstock powder, for both alumina morphologies.

Top view of coatings sprayed using feedstock powders with 20 wt.% Al2O3 detailing the embedding mechanisms of alumina: (a) angular alumina; (b) spherical alumina
It is clear from the images that the alumina retention mechanisms are different depending on its morphology. The sharp edges of angular alumina help to lock the particles in the aluminum upon impact. As Getu et al. concluded in their work about embedment of angular materials in polymers (Ref 47), the embedment of ceramic particles in a plastic material will depend mainly on the impact velocity, angularity (how sharp is the incident edge) and the friction coefficient between the substrate and the ceramic. Hadavi and Papini (Ref 48) suggested using numerical simulations that this is also true for aluminum substrates. Angular and spherical alumina particle has similar impact velocities (440 ± 140 and 425 ± 68 m/s, respectively), but only the angular alumina has the sharp edges to embed in the aluminum substrate and lock itself in the substrate. In the case of spherical alumina, the particle hits and deforms the substrate, but lacks the angularity needed to become mechanically anchored. To embed onto the substrate, the spherical particles must break in order to obtain the angularity necessary to penetrate, or they have to get trapped between aluminum particles in order to adhere to the coating. Figure 7(b) shows an example of such a trapped alumina particle but also shows several locations where spherical alumina particles peened the deposited aluminum particles and did not get embedded.
The physics behind the differences in DEs of the two feedstock powder mixtures is not as straightforward as the case of the ceramic retention level as several mechanisms might be acting to alter it. The partial DE of aluminum particles in the feedstock mixture can be affected by the amount and geometry of asperities caused by the alumina particles impacting the deposited layer as well as the amount of local oxide removal resulting from alumina particles impacts. In addition, the DE will be affected by the amount of alumina in the deposit, as alumina cannot deposit on itself due to lack of ductility.
The partial DE of aluminum and Al2O3 particles is shown in Fig. 8 for each alumina morphology, as a function of alumina content of the feedstock powder. Figure 8(a) shows that the partial DE of aluminum increases considerably as the angular alumina content increases in the feedstock powder, going from 11% in pure aluminum to 30% in the case of the powder with 80 wt.% of angular alumina. In addition, it also shows that the partial DE of angular alumina also increases with the presence of aluminum. The more the aluminum is mixed in the feedstock powder, the more the chances alumina particles have to embed into the coating, increasing the partial DE of angular alumina. Therefore, two competing effects of partial DEs are acting as the alumina content increases. At low alumina content, the increasing partial DE of aluminum particles and the higher aluminum content in the powder results in an increase in the overall DE. However, as the alumina composition increases, its decreasing partial DE overcomes the effect of the increase in aluminum partial DE, resulting in a decrease in the overall DE at high alumina content.

Partial and overall deposition efficiency for each feedstock powder composition and morphology: (a) angular alumina; (b) spherical alumina
Figure 8(b) shows a different scenario. The partial DE of pure aluminum also shows an increase when the spherical alumina content in the feedstock powder increases, but this increase is considerably lower than the one observed for angular alumina. Partial DE of spherical alumina particles shows a negligible increment with the aluminum content (below 1%). This effect results in an overall DE that is constantly decreasing. As the alumina content increases, its low partial DE dominates and overcomes the slight increase seen in partial DE of aluminum.
It was shown in a previous study (Ref 11) that the increment in partial DE of the aluminum particles when mixed with angular alumina particles is due mainly to two mechanisms: the creation of surface asperities and the removal of superficial oxides (Ref 11, 22, 43, 49,50,51). It was shown that asperities are created by the impact of angular alumina particles on previously deposited aluminum particles and that these asperities are increasing the probabilities of an aluminum particle to adhere mechanically to the coating. Furthermore, where alumina particles create these asperities, they also clean the superficial oxides by cutting and deforming the surface of the previously deposited aluminum particles. These oxide-free surfaces enhance the probability of metallurgical bonding due to the intimate contact they can provide to the impacting particles and therefore contribute to increasing the DE of aluminum particles.
In the case of spherical alumina particles, the oxide removal effect due to the deformation inflicted upon impact is also expected. However, the morphology of asperities resulting from spherical alumina impacts is anticipated to be different from angular particles due to the absence of sharp edges. Figure 9 shows a comparison of the coatings surfaces sprayed with feedstock powders containing 80 wt.% of Al2O3. Coatings sprayed with feedstock powder containing angular alumina particles (Fig. 9a) exhibit a surface covered with asperities and present a high amount of embedded ceramic particles. However, the surfaces of coatings sprayed with feedstock powder containing spherical alumina particles (Fig. 9b) show a completely different topography, with limited a presence of asperities and a high amount of large craters as a result of alumina rebounds and plastic deformation of the surface.

Top view of coatings surface when using feedstock powder with 80 wt.% Al2O3, detailing surface morphology: (a) case when angular alumina is used showing asperities; (b) case when spherical alumina is used showing large crater-like deformation
A single aluminum layer DE test was performed on the surface of previously deposited coatings. This test allows separating the effects of oxide removal and surface asperities creation, by evaluating the sole contribution of the asperities on the DE of aluminum. Figure 10(a) shows the results of the aluminum single-layer test on coatings sprayed with feedstock powders containing angular alumina particles. It shows that the DE of aluminum particles increases as the alumina content increases. This increment is lower than the one measured in the partial DE of the coating and is attributed solely to the presence of asperities at the surface as this test suppresses the oxide removal effect. As the ceramic content in the feedstock powder increases, the density of asperities at the surface leads to an increment in the DE. The coatings sprayed with feedstock powder containing spherical alumina particles (Fig. 10b) showed no significant increase in DE for the single-layer tests. This result confirms the effects previously shown in Fig. 9 where limited the presence of asperities and a different surface topography were observed at the surface of these coatings. The remaining of the increment in DE (the difference between the two curves in Fig. 10a and b) is attributed to the oxide cleaning effect of the ceramic particles. From Fig. 10(a) and (b), it is easy to see that this effect is more important in coating with angular alumina particles than in the ones with spherical alumina particles. It is possible that the oxide-free surface area created by the angular alumina particles is larger than the one produced by spherical alumina particles. Further studies are needed in order to understand the reason behind this effect.

Deposition efficiency of pure aluminum (partial DE) and of single-layer pure aluminum at different feedstock powder compositions for different alumina morphologies: (a) angular alumina; (b) spherical alumina
Mechanical Properties
The hardness of each coating is reported as a function of the feedstock powder ceramic content in Fig. 11. It can be seen that the value increases with the feedstock powder alumina content for both alumina morphologies. Samples sprayed with feedstock powder containing angular alumina particles are harder than the ones sprayed with feedstock powder containing spherical alumina particles.

Hardness of coatings versus feedstock powder composition and alumina morphology
In Fig. 12, coatings hardness is plotted against coatings ceramic content. It is easy to see the positive influence of the coatings ceramic content on the hardness of the coating. The figure shows that for both feedstock powders, as the coatings ceramic content increases, the hardness of the coating also increases. The hardness of the pure aluminum coating was measured at 45 Hv, while the coating with the highest angular ceramic content reached 89.5 Hv and the one with the highest spherical alumina content reached 73.5 Hv. More remarkable is that even though the hardness of the coatings sprayed with spherical alumina particles is softer than the one sprayed with angular alumina particles (for the same feedstock powder composition), one can see that coatings sprayed using spherical Al2O3 particles tend to lead to harder coatings than the ones sprayed with angular alumina particles for the same coating alumina content.

Measured and estimated coating hardness versus coating composition
Even though the ceramic content is very influential on the hardness of cermets coatings (Ref 1, 52), it is not the only mechanism acting to strengthen it. Due to the nature of the cold spray process, the particle consolidation is driven by severe deformation which leads to work hardening of the coatings (Ref 53). In addition, a cold sprayed coating with low DE is expected to have higher plastic deformation level as particles that do not adhere to the substrate will impact the surface and impart energy on the surface conveying severe deformation to the coating. This process gets repeated, accumulating plastic deformation until the next bounding particle hits, and the process starts over. This accumulation of severe deformation goes even further when ceramic particles are mixed in the feedstock powder. They will not deform upon impact, thus imparting almost all its kinetic energy into deformation of the coating. Figure 12 also displays an estimated coating hardness based on the lower bound rule of mixtures of aluminum and alumina, shown in Eq 1, where \(H_{\text{c}}\) is the hardness of the coating, \(v\) is the alumina volume composition of the coating, \(H_{{{\text{Al}}_{2} {\text{O}}_{3} }}\) is the hardness of alumina. For this estimation, the hardness of alumina was assumed to be 2500 Hv for both powders although some differences might exist between the angular alumina and the spherical alumina. This rule is widely used in particulate strengthened cermets and gives an estimation of the ceramic content effect on the hardness increase (Ref 52, 54). The work hardening caused by cold spray can clearly be seen in coatings sprayed with angular alumina particles with a measured hardness higher than the predicted value. This deviation from predicted values is even more pronounced in coatings sprayed with spherical alumina particles.
Figure 13 shows an etched cross section of coatings sprayed without alumina, with angular alumina particles and spherical alumina particles. The etchant (Keller’s etch, 5% NHO3, 3% HCl and 2% HF) was applied for 10 s. Higher deformation of the aluminum particles in coatings sprayed with spherical alumina particles is observed compared to the ones sprayed with angular alumina particles. The pure aluminum coating shows low deformation level, comparable to the ones seen in coatings sprayed with angular alumina particle.

Etched cross sections of selected coatings showing different degrees of plastic deformation of the aluminum particles: (a) pure aluminum; (b) 60 wt.% angular alumina particles in the feedstock powder; (c) 60 wt.% spherical alumina particles in the feedstock powder
Adhesion test results as a function of feedstock powder composition are shown in Fig. 14. As can be observed, the addition of ceramic particles in the feedstock powder has an important influence on the coating adhesion strength. It is important to mention that the curing procedure for the adhesive used raises the temperature of the coatings up to 175 °C for 2 h, and this temperature range can affect the adhesion strength as it can lead to some material recovery and residual stress relief. Therefore, these results are a mainly comparative between them and might not reflect the true adhesion strength of the coating. Coatings sprayed with the feedstock powders containing angular alumina particles show a steady increase in adhesion strength, from 25 MPa up to values in the range of the glue strength limit (≈ 70 MPa). This behavior is even more remarkable for deposits sprayed with feedstock powder containing spherical alumina particles; these coatings reached the glue strength limit at a feedstock powder composition as low as 40 wt.% of alumina.

Adhesion strength of coatings sprayed versus feedstock powder composition
For coatings sprayed with angular alumina, the significant increment in adhesion strength is explained based on the same effects causing the increase in DE: oxide removal and asperities at the surface resulting from the impacts of ceramic particles. These two mechanisms increase the chances of obtaining a higher metallurgical and mechanical bonding (Ref 18, 22, 51, 55). Coatings sprayed with feedstock powder containing spherical alumina particles show a steeper increase in adhesion strength than the ones seen with angular alumina. It has been demonstrated that these coatings exhibit limited surface asperities and the lower increase in DE leads to conclude that the oxide removal effect might not be as high as the case when using angular alumina particles. Therefore, another effect must be acting to enhance the adhesion strength of these coatings.
It is important to note that all coatings that fail did so between the coatings and the substrates; therefore, in these coatings, the cohesive strength between particles is higher than the strength between the coatings and the substrates. As such, in order to better understand the trends observed for the adhesion strength, single particle impact tests have been performed.
Single particle impact test images show how the first deposited layer might form. The understanding of the formation of this layer is essential to understand the coatings adhesion strength mechanism. Figure 15, 16 and 17 shows the formation of the first deposited layer in coatings sprayed with pure aluminum, mixed with angular alumina particles and mixed with spherical alumina particles, respectively.

Deposition progression for pure aluminum (top views): (a) impacts without bonding; (b) first particles adhering; (c) clumping of particles; (d) first-layer surface

Deposition progression for aluminum-60 wt.% angular Al2O3 in feedstock powder: (a) impacts without bonding; (b) first particles adhering; (c) surface overview; (d) first-layer surface

Deposition progression for aluminum-60 wt.% spherical Al2O3 in the feedstock powder: (a) impacts without bonding; (b) first particles adhering; (c) particle deformation; (d) first-layer surface
In Fig. 15, it is observed that the consolidation of the first layer of pure aluminum starts with several impacts of particles with no successful bonding (Fig. 15a). These particles roughen and prepare the substrate for the arrival of the next particles; this effect has been referred to in other investigation as surface activation (Ref 25, 33, 56). The substrate gets activated by similar principles mentioned previously: The repetitive impingement of particles may lead to local oxide cleaning/removal at the substrate surface and creation of some surface topography, both potentially more favorable for bonding than the initial surface (Ref 33, 57) (Fig. 15b). This is followed by several particles sticking to the substrate. It was observed that aluminum particles appear to be prone to stick to other deposited aluminum particles rather than adhering to the substrate, creating clumps of particles. One of these clumps is shown in Fig. 15(c). It is possible that when a particle bonds to the substrate, it acts as a bonding point, increasing the chances for new incoming aluminum particles to adhere. The reason behind these bonding points is not clearly identified, but might be caused by the impact angle seen by the incoming particles hitting the edges of adhered particles. It has been reported that the angle of impact might be relevant in increasing the adhesion strength in cold sprayed particles (Ref 10). Finally, the first layer is formed, as shown in Fig. 15(d). The surface of this layer shows moderate deformation caused by the impact of not adhered pure aluminum particles.
For coatings deposited with a mix of aluminum and angular alumina particles, the process starts in similar conditions with several particles impacting the substrate without bonding as shown in Fig. 16(a). However, the surface morphology is different from the one of pure aluminum. In this case, the creation of sharper and deeper craters is observed, created by the ceramic particles as a result of their morphology and higher hardness. These sharper craters are the asperities responsible for the increasing DE and adhesion strength. It is important to note that higher alumina content in the feedstock powder results in the increase in these asperities. The process leads to the first aluminum particles adhering and alumina particles locking into the substrate, as shown in Fig. 16(b). It is important to notice that these mixtures did not show the same behavior of clumping seen in coatings sprayed with pure aluminum. Particles appear to adhere independently of the presence of other particles, as shown in Fig. 16(c). It is possible that the presence of deeper and larger asperities acts in a similar way than the bonding points in the case of a pure aluminum deposition, and since these craters are distributed more uniformly in the substrate, the particles do not appear to form clusters. The surface in Fig. 16(d) shows some embedded alumina particle, and aluminum particles exhibit in general moderate deformation levels with few zones of impacts where alumina particles did not bond.
Finally, for the deposition of feedstock powders containing spherical alumina particles, the first particles hitting the substrate do not adhere but deform the substrate, as shown in Fig. 17(a). It can be seen that spherical alumina particles create deeper and wider indentations. After the creation of these craters, the aluminum particles start sticking to the substrate, as shown in Fig. 17(b). It is noted that the first particles to adhere are always contiguous to the indentations left by the spherical alumina. Similarly to the case of feedstock powder using angular alumina particles, the aluminum particles did not adhere in clumps. It is likely that these indentations caused by the alumina particles also promote the bonding of the new incoming aluminum particles. As the deposition progresses, the first aluminum particles get heavily deformed by the following alumina particles, severely flattening them and inflicting a higher amount of plastic deformation compared to the two other feedstock powder types, as shown in Fig. 17(c). This is a direct result of the low DE of spherical alumina particles, leading to increased deformation of the adhered aluminum particles. This effect is evident when the first layer completely covers the substrate, as shown in Fig. 17(d). Severe peening is seen on the aluminum particles, and a very limited amount of alumina particles can be found in the first deposited layer.
From these results, it is possible to deduce that two mechanisms could be acting to enhance the adhesion strength of coatings produced with feedstock powder containing spherical alumina particles over those produced with angular alumina particles. First, the initial layer between the coating and the substrate appears to be more severely deformed in the coatings sprayed with spherical alumina particles. This shot peening effect can increase the contact area between the particles and the substrate, and the increased plastic deformation at the interface can lead to an improvement in the bonding between the particles and the substrate by increasing the chances of metallurgical bonding (Ref 10, 18, 51, 58). Second, the larger amount of alumina particles present at the substrate/coating interface in deposition done with angular alumina particles could also play a role. Even though these particles are responsible for the increased adhesion compared to pure aluminum coatings, by promoting the production of asperities and oxide cleaning at the surface, their embedment at the interface lowers the contact area between the aluminum in the coating and the substrate, thus potentially affecting the substrate/coating bonding negatively (Ref 20). These effects are easier to see in Fig. 18 where etched cross sections of the different interfaces are shown. The interface in the pure aluminum coating in Fig. 18(a) shows a flat, not very deformed geometry. The interface of the coating sprayed with angular alumina particles in Fig. 18(b) shows some of the asperities responsible for the increment in DE and adhesion. It also shows some of the embedded ceramic particles that might be detrimental to the adhesion strength by promoting crack propagation. Finally, the interface of the coating sprayed with spherical alumina particles, shown in Fig. 18(c), reveals a severely deformed interface with deep indentations in the substrate. Aluminum particles are also severely deformed and appear to swirl with the substrate. This kind of swirling is usually an indication of good bonding between coatings and substrates (Ref 59). This difference at the interface created by each of the different feedstock powders is expected to be the reason for the different adhesion strengths.

Etched cross section of selected coatings showing different degrees of plastic deformation of the aluminum particles: (a) pure aluminum; (b) 60 wt.% angular alumina particles in the feedstock powder; (c) 60 wt.% spherical alumina particles in the feedstock powder
Wear test results as a function of coating composition are shown in Fig. 19. Different behaviors were observed depending on the coating ceramic content. For deposits containing 15 wt.% alumina or less, no significant benefit was seen in wear resistance compared with pure aluminum coatings. At 28 wt.% of alumina content, the wear resistance showed a dramatic increase, from and higher.

Wear rate of coatings with different alumina contents and morphologies, calculated until 100 m or worn to the substrate
Coatings sprayed with spherical alumina showed no improvement in wear resistance compared with pure aluminum coatings due to the low ceramic composition obtained. In spite of the higher hardness obtained, the alumina content was a dominant factor in the wear resistance of the coatings. This result agrees with the investigation carried by Shockley et al. where limited wear resistance improvement was observed in coatings with alumina content lower than 22%, and no apparent influence of the ceramic morphology was observed in the wear behavior (Ref 26).
Figure 20 shows the wear track for pure aluminum coating, for which severe plastic deformation and layered structures are formed. This behavior, known as adhesive wear, is characteristic of soft metals and specifically aluminum. It occurs by plastic deformation leading to localized smearing and finally to ductile failure of the soft material.

Overview of wear tracks of pure aluminum coatings
Figure 21 shows the wear track of the sample, containing 6 wt.% spherical Al2O3 in the coating. A similar layered structure to pure aluminum is seen, but less local smearing is observed. The debris left by the breaking of the ceramic particles can lead to third-body abrasion (Ref 60). Scratch traces are shown in Fig. 21(b) as well as fractured ceramic particles. This scratching is characteristic of hard debris acting as a third body during the wear. At this ceramic composition, the ceramic particles are too distant from each other to offer a benefit in wear resistance (Ref 54). In order to increase the wear resistance in a cermet, it is necessary to have enough ceramic particles to spread the stress throughout the material. If not enough particles are introduced in the metallic matrix, they cannot act as a reinforcement spreading the stress.

Overview of wear tracks of coatings sprayed with aluminum-80 wt.% spherical alumina
Similar results are shown in Fig. 22, in the coating that has a 15 wt.% of angular Al2O3 particles. A similar layered structure as the one found in pure aluminum is seen but with limited smearing. Third-body scratching is more noticeable in these coatings as a result of a higher ceramic content and more ceramic debris, leading to more pronounced scratches. It appears that at this composition, there are still not enough alumina particles to offer an improvement in wear resistance.

Overview of wear tracks of coatings of coatings sprayed with aluminum-20 wt.% angular alumina
Finally, Fig. 23 shows the wear track of the coating containing 43 wt.% of angular Al2O3 particles. The figure shows a smooth and coherent surface characteristic of wear-resistant coatings. Shockley et al. referred to this type of surface as a tribofilm (Ref 26, 60, 61) that corresponds to a developed wear resistance surface. As the wear ball presses and slides on the surface, it cannot plastically deform the matrix: The ceramic particles reinforce the material distributing the stresses. This prevents the plowing seen in the previous figures and results in a wear-resistant surface.

Overview of wear tracks of coatings sprayed with aluminum-80 wt.% angular alumina
Conclusions
This study focused on the effect of ceramic morphology and content in the cold spray deposition behavior and mechanical properties of aluminum–alumina cermets using spherical and angular alumina. Dense coatings were obtained for all compositions. The deposition efficiency seen in coatings sprayed with spherical alumina showed a consistent decrease as alumina content increases in the feedstock powder. This contrasts with coatings sprayed with angular alumina where an increment in DE is seen in samples with low alumina content, followed by a consistent decrease as the alumina content increases. The behavior is attributed to the extremely low partial DE of the spherical alumina particles. Asperities created by the spherical alumina particles proved did not affect the partial DE of aluminum proving that the increase in DE is closely related to the morphology of the asperities created. The partial DE of aluminum in coatings sprayed with spherical alumina showed a slight increase when the composition of alumina increases in the feedstock powder. This increase is considerably lower than the one seen with angular alumina even with the effect of asperities removed. This is hypothesized to be due to the effect of oxide clean surfaces, but no physical evidence was presented to demonstrate that the effect is lower in spherical alumina versus angular alumina. This should be studied further with a dedicated investigation.
The retention of alumina in the coatings sprayed with spherical alumina was considerably lower than the ones sprayed with angular alumina. Wear resistance of coatings sprayed with spherical alumina showed no improvement when compared with coatings sprayed with pure aluminum. This effect is strictly related to ceramic content in the coating. Hardness is also affected by ceramic content, but more importantly hardness in coatings obtained with spherical alumina showed to be harder than the ones achieved with angular alumina even with lower ceramic content. This was attributed to the high deformation of aluminum particles, arising from the low DE seen in coatings sprayed with spherical alumina.
Adhesion was shown to increase drastically as the ceramic content increased in the feedstock powder. Coatings sprayed with spherical alumina showed a steeper rate of increase than the ones sprayed with angular ceramic. While it was shown that the presence of asperities and oxide-free surfaces is the mechanism that leads to a higher adhesion in coatings sprayed with angular alumina, in the case of spherical alumina the increase appeared to be driven by a peening effect of the ceramic into the first layer of aluminum particles, this high deformation leading to swirling at the interface, strengthening the bonding between the coating and the substrate.
Finally, dry sliding wear tests showed limited improvement over pure aluminum in coatings with low alumina contents. These results were independent of the alumina morphology. At coating alumina content higher than 28 wt.%, the wear resistance was improved noticeably.
References
J.R. Tinklepaugh, Cermets, Reinhold Publishing Corporation, New York, 1960
J.L. Ellis and C.G. Goetzel, Cermets, ASM Handbook Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, ASM International, 1990, p 1328
C.P. Bergmann and J. Vicenzi, Protection against Erosive Wear Using Thermal Sprayed Cermet, Climate Change 2013—The Physical Science Basis, Springer Berlin Heidelberg, 2011
A. Evans, C. San Marchi, and A. Mortensen, Metal Matrix Composites in Industry: An Introduction and a Survey, Kluwer Academic, Dordrecht, 2003
H.Y. Lee, Y.H. Yu, Y.C. Lee, Y.P. Hong, and K.H. Ko, Cold Spray of SiC and Al2O3 with Soft Metal Incorporation: A Technical Contribution, J. Therm. Spray Technol., 2004, 13(2), p 184-189
H.Y. Lee, Y.H. Yu, Y.C. Lee, Y.P. Hong, and K.H. Ko, Thin Film Coatings of WO3 by Cold Gas Dynamic Spray: A Technical Note, J. Therm. Spray Technol., 2005, 14(2), p 183-186
A. Vardelle, C. Moreau, J. Akedo, H. Ashrafizadeh, C.C. Berndt, J.O. Berghaus, M. Boulos, J. Brogan, A.C. Bourtsalas, A. Dolatabadi, M. Dorfman, T.J. Eden, P. Fauchais, G. Fisher, F. Gaertner, M. Gindrat, R. Henne, M. Hyland, E. Irissou, E.H. Jordan, K.A. Khor, A. Killinger, Y.C. Lau, C.J. Li, L. Li, J. Longtin, N. Markocsan, P.J. Masset, J. Matejicek, G. Mauer et al., The 2016 Thermal Spray Roadmap, J. Therm. Spray Technol., 2016, 25(8), p 1376-1440
J. He, M. Ice, J.M. Schoenung, D.H. Shin, and E.J. Lavernia, Thermal Stability of Nanostructured Cr3C2-NiCr Coatings, J. Therm. Spray Technol., 2001, 10(June), p 293-300
A. Sova, S. Grigoriev, A. Okunkova, and I. Smurov, Potential of Cold Gas Dynamic Spray as Additive Manufacturing Technology, Int. J. Adv. Manuf. Technol., 2013, 69(9-12), p 2269-2278
X. Wang, F. Feng, M.A. Klecka, M.D. Mordasky, J.K. Garofano, T. El-Wardany, A. Nardi, and V.K. Champagne, Characterization and Modeling of the Bonding Process in Cold Spray Additive Manufacturing, Addit. Manuf., 2015, 8, p 149-162
R. Fernandez and B. Jodoin, Cold Spray Aluminum–Alumina Cermet Coatings: Effect of Alumina Content, J. Therm. Spray Technol., 2018, 27(4), p 603-623
R.C.C. Dykhuizen and M.F.F. Smith, Gas Dynamic Principles of Cold Spray, J. Therm. Spray Technol., 1998, 7(2), p 205-212
A.O. Tokarev, Structure of Aluminum Powder Coatings Prepared by Cold Gas Dynamic Spraying, Met. Sci. Heat Treat., 1996, 38(3), p 136-139
A.P. Alkhimov, A.N. Papyrin, V.F. Kosarev, N.I. Nesterovich, and M.M. Shushpanov, Method and Device for Coating, 1995.
H. Assadi, F. Gärtner, T. Stoltenhoff, and H. Kreye, Bonding Mechanism in Cold Gas Spraying, Acta Mater., 2003, 51(15), p 4379-4394
M. Grujicic, C.L. Zhao, C. Tong, W.S. DeRosset, and D. Helfritch, Analysis of the Impact Velocity of Powder Particles in the Cold-Gas Dynamic-Spray Process, Mater. Sci. Eng., A, 2004, 368(1–2), p 222-230
A.P. Alkhimov, V.F. Kosarev, and A.N. Papyrin, A Method of “Cold” Gas Dynamic Deposition, Sov. Phys. Dokl., 1990, 35(12), p 1047-1049
T. Hussain, D.G. McCartney, P.H. Shipway, and D. Zhang, Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components, J. Therm. Spray Technol., 2009, 18(3), p 364-379
R.C.C. Dykhuizen, M.F.F. Smith, D.L.L. Gilmore, R.A.A. Neiser, X. Jiang, and S. Sampath, Impact of High Velocity Cold Spray Particles, J. Therm. Spray Technol., 1999, 8(4), p 559-564
T. Samson, D. MacDonald, R. Fernández, and B. Jodoin, Effect of Pulsed Waterjet Surface Preparation on the Adhesion Strength of Cold Gas Dynamic Sprayed Aluminum Coatings, J. Therm. Spray Technol., 2015, 24(6), p 984-993
H. Koivuluoto and P. Vuoristo, Structural Analysis of Cold-Sprayed Nickel-Based Metallic and Metallic-Ceramic Coatings, J. Therm. Spray Technol., 2010, 19(5), p 975-989
E. Irissou, J.G. Legoux, B. Arsenault, and C. Moreau, Investigation of Al-Al2O3 Cold Spray Coating Formation and Properties, J. Therm. Spray Technol., 2007, 16(5-6), p 661-668
A. Sova, A. Papyrin, and I. Smurov, Influence of Ceramic Powder Size on Process of Cermet Coating Formation by Cold Spray, J. Therm. Spray Technol., 2009, 18(4), p 633-641
R.G. Maev and E. Leshchinsky, Low Pressure Gas Dynamic Spray: Shear Localization during Particle Shock Consolidation, Thermal Spray 2006: Science, Innovation and Application, 2006.
A. Shkodkin, A. Kashirin, O. Klyuev, and T. Buzdygar, Metal Particle Deposition Stimulation by Surface Abrasive Treatment in Gas Dynamic Spraying, J. Therm. Spray Technol., 2006, 15(3), p 382-386
J.M. Shockley, S. Descartes, P. Vo, E. Irissou, and R.R. Chromik, The Influence of Al2O3 Particle Morphology on the Coating Formation and Dry Sliding Wear Behavior of Cold Sprayed Al-Al2O3 Composites, Surf. Coat. Technol., 2015, 270, p 324-333
Y. Wang, B. Normand, N. Mary, M. Yu, and H. Liao, Effects of Ceramic Particle Size on Microstructure and the Corrosion Behavior of Cold Sprayed SiCp/Al 5056 Composite Coatings, Surf. Coat. Technol., 2017, 315, p 314-325
Q. Wang, K. Spencer, N. Birbilis, and M.X. Zhang, The Influence of Ceramic Particles on Bond Strength of Cold Spray Composite Coatings on AZ91 Alloy Substrate, Surf. Coat. Technol., 2010, 205(1), p 50-56
F.S. Da Silva, J. Bedoya, S. Dosta, N. Cinca, I.G. Cano, J.M. Guilemany, and A.V. Benedetti, Corrosion Characteristics of Cold Gas Spray Coatings of Reinforced Aluminum Deposited onto Carbon Steel, Corros. Sci., 2017, 114, p 57-71
I. Finnie and D.H. McFadden, On the Velocity Dependence of the Erosion of Ductile Metals by Solid Particles at Low Angles of Incidence, Wear, 1978, 48(1), p 181-190
E. Sansoucy, P. Marcoux, L. Ajdelsztajn, and B. Jodoin, Properties of SiC-Reinforced Aluminum Alloy Coatings Produced by the Cold Gas Dynamic Spraying Process, Surf. Coat. Technol., 2008, 202(16), p 3988-3996
W.Y. Li, G. Zhang, H.L. Liao, and C. Coddet, Characterizations of Cold Sprayed TiN Particle Reinforced Al2319 Composite Coating, J. Mater. Process. Technol., 2008, 202(1–3), p 508-513
S.V. Klinkov and V.F. Kosarev, Cold Spraying Activation Using an Abrasive Admixture, J. Therm. Spray Technol., 2012, 21(5), p 1046-1053
G.L. Eesley, A. Elmoursi, and N. Patel, Thermal Properties of Kinetic Spray Al-SiC Metal-Matrix Composite, J. Mater. Res., 2003, 18(04), p 855-860
K.S. Al-Hamdani, J.W. Murray, T. Hussain, A. Kennedy, and A.T. Clare, Cold Sprayed Metal-Ceramic Coatings Using Satellited Powders, Mater. Lett., 2017, 198, p 184-187
B. Aldwell, S. Yin, K.A. McDonnell, D. Trimble, T. Hussain, and R. Lupoi, A Novel Method for Metal-Diamond Composite Coating Deposition with Cold Spray and Formation Mechanism, Scr. Mater., 2016, 115, p 10-13
Y.T.R. Lee, H. Ashrafizadeh, G. Fisher, and A. McDonald, Effect of Type of Reinforcing Particles on the Deposition Efficiency and Wear Resistance of Low-Pressure Cold-Sprayed Metal Matrix Composite Coatings, Surf. Coat. Technol., 2017, 324, p 190-200
P.E. Leger, M. Sennour, F. Delloro, F. Borit, A. Debray, F. Gaslain, M. Jeandin, and M. Ducos, Multiscale Experimental and Numerical Approach to the Powder Particle Shape Effect on Al-Al2O3 Coating Build-Up, J. Therm. Spray Technol., 2017, 26(7), p 1445-1460
M. Yu, W.-Y.Y. Li, X.K.K. Suo, and H.L.L. Liao, Effects of Gas Temperature and Ceramic Particle Content on Microstructure and Microhardness of Cold Sprayed SiCp/Al 5056 Composite Coatings, Surf. Coat. Technol., 2013, 220, p 102-106
M. Yu, X.K.K. Suo, W.Y.Y. Li, Y.Y.Y. Wang, and H.L.L. Liao, Microstructure, Mechanical Property and Wear Performance of Cold Sprayed Al5056/SiCp Composite Coatings: Effect of Reinforcement Content, Appl. Surf. Sci., 2014, 289, p 188-196
C.J. Huang and W.Y. Li, Strengthening Mechanism and Metal/Ceramic Bonding Interface of Cold Sprayed TiNp/Al5356 Deposits, Surf. Eng., 2016, 32(9), p 663-669
K. Spencer, D.M. Fabijanic, and M.X. Zhang, The Use of Al-Al2O3 Cold Spray Coatings to Improve the Surface Properties of Magnesium Alloys, Surf. Coat. Technol., 2009, 204(3), p 336-344
A. Sova, V.F. Kosarev, A. Papyrin, and I. Smurov, Effect of Ceramic Particle Velocity on Cold Spray Deposition of Metal-Ceramic Coatings, J. Therm. Spray Technol., 2011, 20(1–2), p 285-291
Y.X. Wang, H. Yang, G. Lim, and Y. Li, Glass Formation Enhanced by Oxygen in Binary Zr-Cu System, Scr. Mater., 2010, 62(9), p 682-685
R.S. Lima, J. Karthikeyan, C.M. Kay, J. Lindemann, and C.C. Berndt, Microstructural Characteristics of Cold-Sprayed Nanostructured WC-Co Coatings, Thin Solid Films, 2002, 416(1–2), p 129-135
S. Verajankorva, J. Lagerbom, and P. Vuoristo, Influence of Powder Type and Properties on Ceramic Layer Deposition by Cold Spraying, Thermal Spray 2006 Building on 100 Years Success, 2006, p 2-7
H. Getu, J.K. Spelt, and M. Papini, Conditions Leading to the Embedding of Angular and Spherical Particles during the Solid Particle Erosion of Polymers, Wear, 2012, 292-293, p 159-168
V. Hadavi and M. Papini, Numerical Modeling of Particle Embedment during Solid Particle Erosion of Ductile Materials, Wear, 2015, 342–343, p 310-321
F. Gärtner, C. Borchers, T. Stoltenhoff, H. Kreye, and H. Assadi, Numerical and Microstructural Investigations of the Bonding Mechanisms in Cold Spraying, Therm. Spray Adv. Sci. Appl. Technol., 2003, 2003, p 1-8
T. Schmidt, H. Assadi, F. Gärtner, H. Richter, T. Stoltenhoff, H. Kreye, and T. Klassen, From Particle Acceleration to Impact and Bonding in Cold Spraying, J. Therm. Spray Technol., 2009, 18(5-6), p 794-808
M. Grujicic, C.L. Zhao, W.S. DeRosset, and D. Helfritch, Adiabatic Shear Instability Based Mechanism for Particles/Substrate Bonding in the Cold-Gas Dynamic-Spray Process, Mater. Des., 2004, 25(8), p 681-688
K.J. Hodder, H. Izadi, A.G. McDonald, and A.P. Gerlich, Fabrication of Aluminum–Alumina Metal Matrix Composites via Cold Gas Dynamic Spraying at Low Pressure Followed by Friction Stir Processing, Mater. Sci. Eng., A, 2012, 556, p 114-121
A.C. Hall, D.J. Cook, R.A. Neiser, T.J. Roemer, and D.A. Hirschfeld, The Effect of a Simple Annealing Heat Treatment on the Mechanical Properties of Cold-Sprayed Aluminum, J. Therm. Spray Technol., 2006, 15(2), p 233-238
N.M. Melendez, V.V. Narulkar, G.A. Fisher, and A.G. McDonald, Effect of Reinforcing Particles on the Wear Rate of Low-Pressure Cold-Sprayed WC-Based MMC Coatings, Wear, 2013, 306(1–2), p 185-195
Y. Xie, M.P. Planche, R. Raoelison, P. Hervé, X. Suo, P. He, and H. Liao, Investigation on the Influence of Particle Preheating Temperature on Bonding of Cold-Sprayed Nickel Coatings, Surf. Coat. Technol., 2017, 318, p 99-105
K.R. Donner, F. Gaertner, and T. Klassen, Metallization of Thin Al2O3 Layers in Power Electronics Using Cold Gas Spraying, J. Therm. Spray Technol., 2011, 20(1-2), p 299-306
A.N. Papyrin, Preface, Cold Spray Technology, A.N. Papyrin, Ed., Elsevier, Amsterdam, 2007
Y. Cormier, P. Dupuis, B. Jodoin, and A. Ghaei, Finite Element Analysis and Failure Mode Characterization of Pyramidal Fin Arrays Produced by Masked Cold Gas Dynamic Spray, J. Therm. Spray Technol., 2015, 24(8), p 1549-1565
L. Ajdelsztajn, J.M. Schoenung, B. Jodoin, and G.E. Kim, Cold Spray Deposition of Nanocrystalline Aluminum Alloys, Metall. Mater. Trans. A, 2005, 36(3), p 657-666
A.P. Sannino and H.J. Rack, Dry Sliding Wear of Discontinuously Reinforced Aluminum Composites: Review and Discussion, Wear, 1995, 189(1), p 1-19
J.A.R. Wesmann, S. Kuroda, and N. Espallargas, The Role of Oxide Tribofilms on Friction and Wear of Different Thermally Sprayed WC-CoCr, J. Therm. Spray Technol., 2017, 26(3), p 492-502
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fernandez, R., Jodoin, B. Cold Spray Aluminum–Alumina Cermet Coatings: Effect of Alumina Morphology. J Therm Spray Tech 28, 737–755 (2019). https://doi.org/10.1007/s11666-019-00845-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-019-00845-5