
Abstract
In the present work, metallic composite coatings of commercial purity Ti plus Ti6Al4V were produced by cold spraying to explore the effect of mixing on porosity and mechanical properties of the coatings. The coatings were deposited using N2 gas at 800 °C and 4 MPa pressure on 1020 steel substrate. Coating characteristics were studied by examining porosity percentages and Vickers’s hardness. The microstructure was examined using optical and electron microscopy techniques. It was observed that mixing metal powders can lead to improvements in cold sprayability, specifically decreases in the porosity of the ‘matrix’ powder. It is shown that a critical addition can significantly influence porosity, but above this critical level, there is a little change in porosity. Hardness differences between the two powders are considered to be the first-order influence, but differences in particle sizes and morphology may also be contributing factors.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Over the last few years, cold gas dynamic spraying, which is an important part of the thermal spray coating family, has become an emerging manufacturing and repair technology, particularly in the aerospace industry. This technique enables production of various coatings, such as pure metals, alloys, composites, nanostructure materials, and even amorphous materials. It is an all-solid state, high kinetic energy, coating, and a free-form fabrication process that uses high-pressure compressed gas to propel solid particles of diameters between 10 and 50 µm onto a substrate under atmospheric conditions (Ref 1, 2).
In general, for a given set of powder characteristics (i.e., composition, microstructure, and morphology, size and size distribution) and substrate combination, increasing the spray process intensity (i.e., the gas temperature and pressure) will definitely increase the deposition efficiency (DE) and possibly decrease the porosity, primarily because the particle velocity is increased (Ref 2-5). However, cold-sprayed pure titanium and Ti6Al4V coatings are reported to be quite porous even at very high particle velocities, although deposition efficiencies are close to 100% (Ref 6, 7).
In the cold spray literature, there are many examples of mixing metal powders with ceramic powders (Ref 6-11), which illustrates the main reason for mixing powders—creating materials with improved or novel properties.
In 1995, Buzdygar et al. (Ref 12) was granted a patent describing the method of producing a coating using cold spray with a mixture of ductile and brittle particles as feedstock powder. In this patent, it was stated that at least two components have to be used. Initially, ductile metals or their alloys were mixed with materials whose hardness above that of ductile metals, such as ceramics. Then, the hard particles were included in the sprayed powder for the so-called hammering or tamping effect. The shocks of the impinging hard particles deform the deposited ductile particles, thus reducing the porosity of the coating and increasing its hardness. These inventors also protected an application of this method for manufacturing filter elements by deposition onto grids (Ref 13). Different version of this coating method consisting in the deposition of a mixture of powders of two metallic components and hard spherical particles of at least 30 μm diameter on average (Ref 14) was patented by Kashirin et al. (Ref 14).
Buzdygar et al. (Ref 15) also performed some studies for a cold spray method where two different inorganic powder materials were fed simultaneously. One of these powders, generally a metal, was fed into the converging section of the nozzle; the other one, hard particles such as ceramics, was fed into the diverging part. It was claimed that this increases the deposition efficiency without deteriorating the surface of the throat, thus ensuring a longer life of the nozzle.
In case of Cu (40%) and Zn (60%) composite metal coatings, Dikun et al. (Ref 16) proposed a method in which the carrier gas is preheated up to temperatures where chemical reactions initiation can be attained with selected materials. This method enables the formation of high-hardness coatings due to the high hardness of the γ phase in brass without the problems associated with its brittleness.
Later on Dikun (Ref 17) patented a method of producing composite material coatings. In this method, each powder component is fed individually in separated carrier gas flows, which are then intensively mixed and accelerated in an elongated portion of the nozzle throat section. So a chemical interaction of the powder mixture is initiated by gas dynamic action during the transit time from the nozzle to the substrate.
One of the interesting methods was proposed by Vladimirov et al. in 2002. This method involves sequentially building a three-layer coating for the fabrication of a self-propagated high-temperature synthesis (SHS) reaction layer (Ref 18). Actually, first layer providing cohesion of the coating is deposited using finely dispersed particles of metal such as aluminum, nickel, or a mixture there of forming a 50-700 μm thick layer. Then, the second layer, 200-1000 μm thick, is made of a low-activity aluminothermic mixture, while the third layer is deposited by introducing an exothermic mixture and a modification admixture in the form of high-melting point oxides and oxygen-free compounds. The final step is the initiation of exothermic reactions by SHS with an infrared heater (Ref 18). This procedure allows for the low-cost production of a broad range of composite coatings having unique physicochemical and thermophysical properties.
Kashirin et al. used an alternative method to form an added coating. Firstly, an abrasive powder material with a particle size between 30 and 300 μm is supplied into the supersonic air flow and then the powder material form and additive layer. The beneficial effect of this method was that the stage of surface preparation and that of coating application are practically simultaneous, which ensures cleanliness of the surface to be coated (Ref 19).
There is, however, comparatively limited work concerning mixed metal powders that are subsequently cold spray, but the few examples of consolidating mixed metal powders by cold spray are centered on producing materials with novel properties. For example, Bandar et al. (Ref 20) mixed powders to produce a composite with controlled microgalvanic corrosion behavior for use as a biodegradable stent.
Also, there are other circumstances that justify mixing metallic powders. For example, if there is a limited supply of an expensive or experimental metal alloy in powder form, then mixing with a readily available powder, preferably of similar characteristics, will give some limited knowledge of the cold sprayability of the powder. More fundamentally, observing the cold spray characteristics of two metal powders with different characteristics can lead to a better understanding of the mechanisms of cold spray deposition and consolidation. In other words, mixing powders can lead to interesting (i.e., unexpected) effects on deposition efficiency, porosity and even post cold spray annealing behavior. For example, there are studies showing that adding ceramic powders to metal powders can decrease porosity (Ref 8-10). Of course, this technique is only of use if the presence of the ceramic powder in the coating does not adversely affect the other relevant coating properties. This paper explores the possibility of decreasing porosity by adding a metal powder rather than a ceramic.
In this study, CP Ti and Ti6Al4V powders were mixed in different proportions and cold-sprayed using nitrogen as propellant gas. Firstly, the effect on deposition efficiency, and the coating porosity, hardness, and flow behavior is detailed. Then, the evolution of the mechanical properties is discussed.
Experimental Methods
Feedstock Powder
The two feedstock powders are of commercially available plasma-atomized grade 1 spherical CP Ti (−29 + 15 μm) and spherical Ti6Al4V powders (−29 + 15 μm) manufactured by Raymor (Montreal, Canada); their chemical compositions are given in Table 1. The volume-weighted powder size distribution was measured with a laser scattering particle size distribution analyzer (LA-920, HORIBA) and is given in Fig. 1. As can be seen from the spherical morphology (Fig. 2), both powders were processed by plasma atomization. In the case of mixed powders, the mixing was performed in a rolling mixer without balls prior to spraying. Analysis of the feedstock powder revealed that the average microhardness for CP Ti was 141 ± 10 HV10 and for Ti6Al4V 385 ± 10 HV10.

Particle size distribution of (a) Commercial purity Ti powder and (b) Ti6Al4V powder

(a) Commercial purity Ti powder and (b) Ti6Al4V powder
Cold Spray Parameters and Diagnostics
The cold spray system used to produce the coatings was a KINETIKS® 4000 (CGT-GmbH, Ampfing, Germany). Nitrogen was used as the propellant gas with a CGT MOC24 nozzle; the key process parameters are given in Table 2. The temperature and pressure are the maximum for this gun, and the other parameters are typical for cold spray.
A feed rate of 20 g/min was used for a reasonably high deposition rate (DE was approximately ~100%). Particle velocity was measured in free jet using an optical time-of-flight diagnostic tool (ColdSprayMeter, Tecnar Automation, St. Bruno, QC, Canada) (Ref 21); the average particle velocity for mixed powders was 710 ± 10 m/s. Not surprisingly, at this condition the particle velocity was similar for both CP Ti and Ti6Al4V alloy particles since their particle size distributions and particle morphologies are almost identical, and their densities are very similar, being 4.51 versus 4.43 g/cm3, respectively. In order to determine DE, the powder feed rate was measured three times before spray process. The deposition started only when this powder injection rate was constant. The substrates were weighed before and after deposition and by knowing the time the nozzle was effectively over the substrate surface during the tests, the DE could be calculated as the ratio between the deposited and injected powder.
The powders were cold-sprayed onto grit-blasted, 1020 mild steel plates (76 × 76 × 3 mm) to obtain a nominal coating thickness of 2 mm. These plates were degreased with alcohol and grit-blasted prior to spraying. Following deposition, an ISOMET diamond saw was employed to separate the deposited material from the substrate and all subsequent testing and microstructural analysis was performed on the coating only.
Microstructural Characterization
For coating cross-sectional observations, three samples from each coating (Fig. 3) were sectioned perpendicular to the spray direction, hot-mounted in resin and mechanically ground and polished using standard metallographic preparation procedures. An aqueous solution of 45 mL HCl, 15 mL HNO3, and 20 mL methanol was used for etching. A Clemex light optical microscope (LOM) and a field emission-scanning electron microscope (Philips XL30 FEG-SEM) were used to characterize the powder and coatings. LOM was used to examine etched powder cross sections and to perform average coating thickness measurements. SEM secondary electron imaging was employed to characterize as-polished powder cross sections, while backscattered electron imaging was used to measure coating cross-sectional porosity. The porosity was measured from the cross sections of the coatings using image analysis (Clemex Vision, Clemex Technologies Inc., Longueuil, QC) on a minimum of 10 random fields obtained using both optical microscopy and SEM backscattered electron mode (BSE) at 500× magnification. For each specimen, a minimum of ten random images were taken and then evaluated for porosity.

Schematic of (a) top surface and (b) cross section of the coating
Mechanical Testing
All coatings were sectioned into two halves at the cross section (top, away from the substrate; and bottom, adjacent to the substrate) and were evaluated independently. Coatings were removed from the substrate using diamond cutter and both surfaces were polished to make the specimen surface consistent (approximately ~50 μm removed from the surface) before the mechanical characterization. The coating hardness was measured using a Vickers tester (Clark CM100AT, SUN-TEC Corp., Novi, USA) at a load of 1 kg for a minimum of 10 measurements taken at random locations on both polished and etched cross section of coatings. Shear punch tests were performed on a MTS 810 (MTS Systems Corp., Eden Prairie, USA) at room temperature and a strain rate of 10−2 s−1. In the micro shear punch test, the sample size was 10 mm by 10 mm, with ~2 mm (±50 μ) thick coatings are prepared for the micro shear punch test. The shear punch test is a straightforward test based on the blanking operation. A cylindrical punch of 1.55 mm diameter is forced to punch a hole in a flat, thin sample. The sample was clamped on a die with 2-mm diameter holes centered to the punch. A load cell connected beneath the specimen translates the shearing action on the sample to a load-displacement curve. Specimen deformation was assumed to be equal to the crosshead displacement, and therefore, load-displacement measurements were used to study the plastic flow behavior.
Shear punch tests were performed instead of tensile tests since the coatings offered only small volumes of material for testing; moreover, the deformation and failure behavior of both tests are analogous (Ref 22). Thus, load-displacement curves obtained from micro shear punch test can be correlated with conventional tensile test to obtain yield and ultimate tensile strength of the coatings (Ref 23). As well, specimen preparation is very simple in shear punch test and a greater volume of material deformation is tested compared to a microhardness test (Ref 22). However, a non-uniform deformation zone is produced with a highly complex stress-strain state in shear punch test. Thus, a complete force-displacement curve cannot be converted to stress-strain curve. However, the yield and ultimate tensile strengths can be confidently reported (Ref 23). Figure 4 schematically illustrates a shear punch testing machine and punching apparatus. A load cell is located in the lower testing bed, and the displacement can be measured by one of the laser displacement meter and strain gauges.

Schematic of the (a) shear punch testing equipment and (b) shear punch apparatus
The most important characteristic of this test is that the absorbed energy, testing speed, and strain rate can be determined concomitantly. By assuming that a pure shear stress occurs during shear punch deformation, the average shear stress τ can be related to the force F using the Eq 1.1:
where t is the specimen thickness and r is the average of the punch and die radii.
Results
Coating Characterization
Cross sections of the resulting as-sprayed coatings of 100% CP Ti and 100% Ti6Al4V are shown in Fig. 5. As can be seen, the porosity in the as-sprayed Ti6Al4V coating, which was measured quantitatively by image analysis as 6.7%, is considerably higher than that of the CP Ti, which is 2%.

As-sprayed images of (a) CP Ti and (b) Ti6Al4V
The following mixed powders were mixed in a rolling mixer without balls and then cold-sprayed using the same conditions as the single-component coatings. Figure 6 shows the effect of adding 10% CP Ti to Ti6Al4V and 10% Ti6Al4V to CP Ti. Clearly, these additions have significantly reduced the porosity of the ‘matrix’ powders; the porosity of the Ti6Al4V has been reduced to 1.5% while the CP Ti porosity is more or less zero. In both cases, there is some evidence that the porosity decreases from the outer surface of the coating to the substrate-coating interface.

(a) Ti6Al4V + 10% CP Ti and (b) CP Ti + 10% Ti6Al4V
In order to examine the effect of powder mixing on the porosity of Ti6Al4V more quantitatively, the level of CP Ti additions was varied from 5 to 50%.
As shown in Fig. 7(a), 5% of CP Ti added to Ti6Al4V does not reduce the porosity as much as a 10% CP Ti addition (Fig. 7b). However, adding levels of CP Ti greater than 10% leads to no further reductions in porosity, e.g., 20% CP Ti addition shown in Fig. 7(c). Essentially, addition of 10% of either Ti6Al4V to CP Ti, or vice versa, leads to a significant decrease in porosity, but little change occurs with increasing levels of CP Ti added to Ti6Al4V.

(a) 95% Ti6Al4V + 5% CP Ti, (b) 90% Ti6Al4V + 10% CP Ti, and (c) 80% Ti6Al4V + 20% CP Ti
The etched coatings are shown in Fig. 8. The white area is Ti6Al4V (arrowed blue), the gray and the darker area is CP Ti (Fig. 8a). In Fig. 8(a), there appears to be three phases: the gray phase and two etching phases (red). The darker of the two etching phases appears to have a substructure, which is probably making this structure, look the darker of the two. This could be an etching artifact. As well, the etching of the cross sections appeared to attack the porosity (arrowed green in Fig. 8b) and revealed incomplete particle/particle ‘bonding’ at the grain boundaries (Fig. 8a and b). As shown in these figures, many of the Ti6Al4V particles remained spherical, which is an indication of a lack of plastic deformation (Fig. 8b). By contrast, the CP Ti powders appear to have undergone much more severe plastic deformation compared to Ti6Al4V at Fig. 8(a).

Cross-sectional optical images of coatings after etching; (a) CP Ti + 10%Ti6Al4V and (b) Ti6Al4V + 10%CP Ti
Mechanical Properties
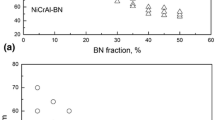
The hardness of the as-sprayed coatings as a function of mixing ratio is plotted in Fig. 9. Increasing Ti6Al4V increases the hardness up to 70% at which point there is a small plateau and then a drastic decrease at 95 and 100% Ti6Al4V. This drop is probably related to the higher amount of porosity in these two specimens, although all the microhardness values may be affected by porosity (Ref 24, 25).

Macrohardness of samples as a function of Ti6Al4V content
Figure 10 shows the τ versus reduction in area (RA) curve of static shear punch tests of the mixed coatings. The static speed was 0.01 mm/sec, and the tests were performed only for 10, 70, 80. 90, and 95% Ti6Al4V content samples. It was observed that there are two types of flow curve obtained regardless of their absolute values, as illustrated schematically in Fig. 10. Type 1, Fig. 10(a), shows normal ‘continuous’ work hardening behavior; type 2, Fig. 10(b), exhibits an acceleration of work hardening after an initial relatively slow work hardening stage and a lower amount of ductility after reaching the maximum strength. For the as-sprayed condition, type 1 is exhibited by the 80, 90, and 95% Ti6Al4V specimens. Figure 10(c) shows the effect of composition on the absorbed energy, i.e., the area under the curves of Fig. 10(a) and (b). The absorbed energy does not change significantly until 90% Ti6Al4V, at which point the absorbed energy drops drastically.

Force displacement curves of as-sprayed coatings (a) type 1, (b) type 2, and (c) absorbed energy vs. composition TiAl6V4 after shear punch tests
Discussion
Effect of Mixing on Porosity
The results indicate that mixing metal powders can have positive effects on the porosity of the single-component coatings (Fig. 11), with relatively small additions of either Ti6Al4V to CP Ti, or vice versa, leading to significant decreases in porosity. This diagram also indicates three regions of very low, medium, and very high porosity, which correspond to three different mechanisms affecting porosity, as will be explained below.

Effect of mixing Ti6Al4V and CP Ti on porosity. The bars show that adding 10% of CP Ti or 10% Ti6Al4V decreases the porosity of Ti6Al4V and CP Ti, respectively
For a given powder and cold spray equipment, increasing the powder velocity by increasing the gas pressure and velocity and/or changing the gas will inevitably decrease porosity. This is because porosity is mainly a function of the degree of plastic deformation of the powders and increasing powder velocity translates to increasing plastic deformation. Plastic deformation is basically a way to move material, and another way to do this is to move the material at the atomic level by diffusion. While it is true that very high temperatures could be attained locally through adiabatic deformation, the heat is dissipated too rapidly for diffusion to make any impact on the reduction of porosity in cold spray. Therefore, plastic deformation remains the main mechanism to reduce porosity. Thus, the effect of mixing on porosity can then be discussed in terms of considering how differences in size, mechanical properties, and morphology could lead to increases in plastic deformation and/or particle velocity.
There is some speculation in the literature regarding the possibility of an optimum particle size distribution favorably influencing porosity by optimal particle packing. For example, Blose (Ref 26) suggests that an observed improvement in consolidation metrics for Ti powders may be correlated to an increased fraction of fines, which could lead to an overall improvement in packing of the powder in question analogous to very small atoms occupying interstitial sites in unit cells of crystals. This generally suggests that packing can be a factor when there is a bimodal distribution of powders with two very different powder sizes. However, in this work, the powder sizes and morphologies of both powders were very similar so the influence on porosity cannot be explained on this basis.
In another study by Marrocco et al. (Ref 9), they showed that coating porosity decreases (22-14%) with increasing average particle size (28 to 47 μm). The explanation for this behavior was an enhanced peening effect caused by the larger impinging particles. It was believed that these larger particles would travel at velocities lower than the critical velocity, and hence, they would only provide an enhanced peening effect and would not deposit onto the substrate. Consequently, this higher peening intensity would result in a lower coating porosity. Unfortunately, based on our literature search, there have been limited studies on the effect of CP Ti particle size having a spherical morphology (Ref 27, 28).
As shown in Fig. 11, the effect of composition on porosity can be divided into three regions; the presence of these three regions can be explained on the basis of the difference in hardness between the two types of powder, 141 Hv and 385 Hv for CP Ti and Ti6Al4V, respectively.
The region exhibiting the lowest amount of porosity, which is due to the addition of a small amount of Ti6Al4V to CP Ti, is labeled ‘tamping’ because it is probably due to the tamping effect of Ti6Al4V. In a multilayer coating, tamping is the ‘hammering’ effect on previously deposited layers due to the spraying of subsequent layers. If some harder particles are added to a softer powder, then it may be possible that the harder particles impart an increased intensity of tamping because the kinetic energy of the harder particle would be mainly absorbed by the softer particles and would be converted into plastic deformation. Thus, Ti6Al4V additions to CP Ti can reduce porosity in this way. However, using the same arguments above, the addition of some softer particles to a harder powder is unlikely to improve tamping intensity.
Adding a powder with a difference in hardness can certainly lead to different plastic deformation characteristics. One obvious effect is that the deformation generated between the two particles of different hardness’s may be higher than that generated due to interaction of the same particle species. This is implied in closer observations of the cold-sprayed CP Ti/Ti6Al4V composites, where a decrease in the amount of CP Ti has led to a higher level of deformation of the CP Ti (Fig. 12). It may be that the heavily deformed CP Ti forms a continuous network, effectively becoming the matrix, as suggested in the 50% micrograph. This continuous network could reduce the porosity, and this concept can be used to explain the region of mid-level porosity. Thus, the region of medium porosity is labeled ‘continuous network,’ with the continuous network being CP Ti.

Mixed CP Ti and Ti6Al4V powder (a) % 50Ti6Al4V and (b) %10 Ti6Al4V; the darker phase is CP Ti. The decrease from 50 to 10% CP Ti has led to a much increased deformation on the CP Ti
Returning to the concept of tamping, the reduction in porosity is fundamentally due to tamping a coating which has a continuous network of CP Ti. As shown in Fig. 12, tamping is not effective at Ti6Al4V levels above 50%, even though there is a continuous network of CP Ti. This is probably because the Ti6Al4V in the coating is absorbing the tamping energy. Therefore, it is likely that the tamping effect will influence porosity at lower than 50% Ti6Al4V, but this ‘critical amount’ of Ti6Al4V cannot be quantified without more spray campaigns.
Finally, the region of highest porosity corresponds to a composite in which the matrix, i.e., continuous network is Ti6Al4V. This is applying the concept, which was used to explain the medium porosity region, that the porosity in mixed powders adopts the porosity of the single-component powder which forms the continuous network.
Thus to summarize, there are two mechanisms at play, one to do with tamping and the second to do with establishing a matrix or continuous network. Tamping is effective when there is a relatively small amount of the harder particles acting on a large volume of the softer material; otherwise, the porosity of a mixture is the porosity of the metal that has formed the matrix, or continuous network, in the mixture.
The above mechanisms can also explain how relatively small additions (e.g., 10% by weight) can significantly influence porosity. With regard to tamping, an explanation of the influence of one ‘incoming’ hard particle could be on the basis of ‘nearest neighbors.’ For example, if the consolidation of cold-sprayed particles can be considered as being analogous to the close packing of spheres of equal size, then each sphere touches eight other spheres as shown in Fig. 13. With regard to tamping, by using the nearest neighbor concept, it is obvious that the impact of one hard particle can influence more than one particle. For the ‘continuous network’ concept, it is clear that far less than 51% of CP Ti is required to form a continuous network of CP Ti. Note that above at 10% CP Ti, the porosity is the same as that of the 100% CP Ti coating and that there is no further decrease in porosity with increasing levels of CP Ti to 50%. This suggests that porosity of these specimens is limited by the porosity of CP Ti; however, tamping can further reduce the porosity to below the levels of 100% CP Ti.

Effect of mixing Ti6Al4V and CP Ti on porosity
Effect of Mixing on Mechanical Properties
It is generally accepted that porosity will strongly affect mechanical properties. Therefore, the effect of porosity on hardness and shear punch stress is shown Fig. 14. At first glance, there appears to be two populations, one associated with low porosity (below 3%) and a much smaller population with about 6% porosity. The higher porosity population clearly has a much inferior set of mechanical properties, which supports the general acceptance that porosity is detrimental. However, in the lower porosity population, there seems to be an indication that increasing porosity increases the mechanical properties. In fact, this is probably a coincidence with the reality being that this trend is actually related to increasing Ti6Al4V, as shown in Fig. 14 where hardness increases with Ti6Al4V until the porosity exceeds a certain level. This implies that the effect of porosity at low levels of porosity, in this case below 3%, is overcome by any changes in composition. Therefore, in general, the effect of porosity below 3% on mechanical properties should be random; this is supported by the value of hardness illustrated by CP Ti, which has lowest hardness but not the lowest porosity.

(a) Macrohardness and (b) shear stress as a function of porosity
Conclusions
First and foremost of all, mixing powders generate very interesting composites, which can help explain cold spray mechanisms. Also, it can improve the cold sprayability by decreasing porosity. Very low porosities lead to improved mechanical properties. Hardness differences between the two powders are considered to be the first-order influence on porosity.
-
Adding a powder with a difference in hardness can certainly lead to different plastic deformation characteristics. The above results showed that how relatively small additions of another metallic powder can significantly influence porosity.
-
It was hypothesized that two mechanisms are at play, one to do with tamping and the second to do with establishing a matrix or continuous network. Reduction in porosity is fundamentally due to tamping a coating which has a continuous network of CP Ti.
-
The higher porosity population clearly has a much inferior set of mechanical properties, which supports the general acceptance that porosity is detrimental. However, within the lower porosity population, there seems to be an indication that increasing porosity increases the mechanical properties.
References
M. Grujicic, C.L. Zhao, W.S. DeRosset, and D. Helfritch, Adiabatic Shear Instability Based Mechanism for Particles/Substrate Bonding in the Cold-Gas Dynamic-Spray Process, Mater. Des., 2004, 25(8), p 681-688
A. Papyrin, V. Kosarev, S. Klinkov, A. Alkimov, and V. Fomin, Chapter 5—Current Status of the Cold Spray Process, Cold Spray Technology, Elsevier, London, 2007, p 248-323
A. Rezaeian, E. Irissou, R. Chromik, and S. Yue, Characterization of cold-sprayed Ni, Ti, Cu coating properties for their optimization, Thermal Spray Crossing Borders, Proceedings of the International Thermal Spray Conference, Maastricht, The Netherlands, 2008, p 2-4
J. Sun, Y. Han, and K. Cui, Innovative Fabrication of Porous Titanium Coating on Titanium by Cold Spraying and Vacuum Sintering, Mater. Lett., 2008, 62(21-22), p 3623-3625
S.H. Zahiri, S.C. Mayo, and M. Jahedi, Characterization of Cold Spray Titanium Deposits by X-Ray Microscopy and Microtomography, Microsc. Microanal., 2008, 14(03), p 260-266
E. Irissou, J.-G. Legoux, B. Arsenault, and C. Moreau, Investigation of Al-Al2O3 Cold Spray Coating Formation and Properties, J. Therm. Spray Technol., 2007, 16(5-6), p 661-668 (in English)
S.H. Zahiri, C.I. Antonio, and M. Jahedi, Elimination of Porosity in Directly Fabricated Titanium via Cold Gas Dynamic Spraying, J. Mater. Process. Technol., 2009, 209(2), p 922-929
R. Dykhuizen and M. Smith, Gas Dynamic Principles of Cold Spray, J. Therm. Spray Technol., 1998, 7(2), p 205-212
T. Marrocco, D.G. McCartney, P.H. Shipway, and A.J. Sturgeon, Production of Titanium Deposits by Cold-Gas Dynamic Spray: Numerical Modeling and Experimental Characterization, J. Therm. Spray Technol., 2006, 15(2), p 263-272 (in English)
E. Sansoucy, P. Marcoux, L. Ajdelsztajn, and B. Jodoin, Properties of SiC-Reinforced Aluminum Alloy Coatings Produced by the Cold Gas Dynamic Spraying Process, Surf. Coat. Technol., 2008, 202(16), p 3988-3996
E. Irissou, J. Legoux, A.N. Ryabinin et al., Review on Cold Spray Process and Technology: Part I—Intellectual Property, J. Therm. Spray Technol., 2008, 17, p 495
T.V. Buzdygar, A.I. Kashirin, O.F. Kljuev, and J.I. Portnjagin, Method for Application of Coatings, RU2038411, year of priority (issued): 1993 (1995)
T.V. Buzdygar, A.I. Kashirin, O.F. Kljuev, and J.I. Portnjagin, Method for Manufacture of Layer Products of Bulky Discontinuous Configuration, RU2038399, year of priority (issued): 1993 (1995)
A.I. Kashirin, O.F. Kljuev, T.V. Buzdygar, and A.V. Shkodkin, Method for Deposition of Coatings, RU2109842, year of priority (issued): 1997 (1998)
T.V. Buzdygar, A.I. Kashirin, O.F. Kljuev, and A.V. Shkodkin, Method for Applying Coats of Powder Materials, RU2195515, year of priority (issued): 2001 (2002)
J.V. Dikun, J.A. Kocherin, P.V. Nikitin, and J.P. Frolov, Method of Preparing Coatings, RU2082823, year of priority (issued): 1991 (1997)
J.V. Dikun, Method of Producing Composite Materials and Coats Made from Powders and Device for Realization of This Method, RU2181788, year of priority (issued): 2000 (2002)
V.S. Vladimirov, M.A. Iljukhin, G.V. Kirilenko, S.E. Mojzis, E.S. Mojzis, S.J. Rybakov, and S.D. Chun, Method for Cold Gas Dynamic Deposition of Coatings and Producing of Novel Materials, RU2235149; WO2004063425, year of priority (issued): 2002 (2004)
A.I. Kashirin, A.V. Shkodkin, O.F. Kljuev, and T.V. Buzdygar, Coating Method, RU2205897; WO03060193; US2005079286; CN1608145; AU2002361533, year of priority (issued): 2001 (2003)
A.M. Bandar, R. Mongrain, E. Irissou, and S. Yue, Improving the Strength and Corrosion Resistance of 316L Stainless Steel for Biomedical Applications Using Cold Spray, Surf. Coat. Technol., 2013, 216, p 297-307
R.G. Maev and V. Leshchynsky, Introduction to Low Pressure Gas Dynamic Spray: Physics and Technology, Wiley, Hoboken, 2009
G.E. Lucas, G.R. Odette, and J.W. Sheckherd, Shear Punch and Microhardness Tests for Strength and Ductility Measurements, The Use of Small-Scale Specimens for Testing Irradiated Material, W. Corwin and G.E. Lucas, Ed., ASTM International, West Conshohocke, 1986,
H. Aydin, “Effect of Microstructure on Static and Dynamic Mechanical Properties of Third Generation Advanced High Strength Steels,” Doctor of Philosophy, Department of Mining and Materials Engineering, McGill University, 2013
D. Goldbaum, J. Ajaja, R.R. Chromik, W. Wong, S. Yue, E. Irissou, and J.-G. Legoux, Mechanical Behavior of Ti Cold Spray Coatings Determined by a Multi-Scale Indentation Method, Mater. Sci. Eng., A, 2011, 530, p 253-265 [in English]
D. Goldbaum, J.M. Shockley, R.R. Chromik, A. Rezaeian, S. Yue, J.-G. Legoux, and E. Irissou, The Effect of Deposition Conditions on Adhesion Strength of Ti and Ti6Al4V Cold Spray Splats, J. Therm. Spray Technol., 2012, 21(2), p 288-303 (in English)
R.E. Blose, Spray forming titanium alloys using the cold spray process, Thermal Spray Connects, Proceedings of the International Thermal Spray Conference, Basel, Switzerland, 2005, p 199-207
W. Wong et al., Cold Spray Characteristics of Commercially Pure Ti and Ti-6Al-4V, Adv. Mater. Res., 2010, 89-91, p 639-644
X.T. Luo et al., Microstructure and Mechanical Property of Ti and Ti6Al4V Prepared by an In-situ Shot Peening Assisted Cold Spraying, Mater. Des., 2015, 85, p 527-533
Acknowledgments
The authors acknowledge the McGill Engineering Doctoral Awards and the Natural Research Council of Canada for provision of funding, as well as the Canadian Foundation for Innovation, which funded the McGill-NRC Cold Spray Facility.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Aydin, H., Alomair, M., Wong, W. et al. Cold Sprayability of Mixed Commercial Purity Ti Plus Ti6Al4V Metal Powders. J Therm Spray Tech 26, 360–370 (2017). https://doi.org/10.1007/s11666-017-0528-7
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-017-0528-7