
Abstract
The objective of this study is to investigate particle deformation and bonding over a wide range of impact conditions, cold spraying of spherical Ti-6Al-4V powders was carried out with nitrogen as process gas onto titanium grade II, Ti-6Al-4V, and aluminum and magnesium alloy substrates. The bond strength was assessed by applying a modified cavitation test. The corresponding impact morphologies and fracture morphologies, as obtained after cavitation testing, were studied by scanning electron microscopy. The investigations demonstrate that bonding and adhesion of spherical Ti-6Al-4V particles depend strongly on substrate properties. Higher bond strength is achieved for material combinations that show lower differences in properties (density, hardness, thermal and mechanical properties), e.g., in the case of Ti-6Al-4V on Ti and Ti-6Al-4V substrates. This is attributed to more pronounced formation of adiabatic shear instabilities for more compatible material combinations.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The aerospace industry favors titanium alloys for their comparatively low density and high strength, i.e., high specific strength. The protective oxide layer enables the use of titanium alloys under moderately elevated temperatures as reached in airframe and jet engine parts. These alloys are also used for high corrosion resistance in chemical equipment or in prosthetic implants (Ref 1).
Cold spraying (CS) is a solid-state spraying technique that produces coatings by accelerating a powder with a preferably size distribution between 20-40 µm within a high-pressure gas stream (N2 or He). The particles acquire high velocities—between 300 and 1200 m/s—depending on parameters such as pressure, temperature and type of the process gas, powder composition, particle size and morphology, and the geometry of the nozzle (Ref 2, 3). One of the main merits of CS is the possibility of obtaining coatings with unique properties that are not achievable through conventional thermal spray techniques. This is due to the fact that the deposition of material onto the substrates to form the coating takes place in the solid state. As a result, decomposition, decarburization, or oxidation reactions are virtually eliminated (Ref 4, 5).
Given costs, surface preparation, service lifetime, and problems associated with molten spray material, CS has become an efficient, ecological, and economically interesting alternative to conventional thermal spraying (Ref 6, 7). Nevertheless, fine tuning of the CS parameters, is required for the production of a coating of desired properties which depends on the final application (Ref 8).
Principles of the bonding mechanism are well studied by modeling and experiments. These studies focus on the transfer of kinetic energy into plastic deformation of impacting particles and substrate, and the formation of adiabatic shear instabilities (ASI) (Ref 4, 9, 10). A specific open question concerns the influence of substrate properties on particle deformation and on the extent of ASI, which will finally determine bond strength.
Thermal properties of the materials (specific heat and thermal conductivity) as well as thermal softening are shown to play a noticeable role on the bonding behavior, e.g., as in the case of CS Ti and Ti-6Al-4V onto substrates at different temperatures (Ref 11). Modeling results for CS Cu indicate that the maximum interface temperature is lower for smaller particle sizes. This is attributed to a higher surface to volume ratio, thus more effective heat conduction, and hence less adiabaticity in smaller length scales (Ref 12).
Regarding the attained temperature within the areas of shear instability, simulations also suggest that the melting temperature may be reached locally (Ref 13, 14). While heating up to the melting temperature might indeed be viable, experimental evidence for interface melting in CS is scarce. An example is the vain patterns as observed at the sites of particle rebounds (Ref 13). On the other hand, these patterns could also be attributed to visco-plastic failure of hot, but solid interfaces (Ref 4, 5). There are also reports on small spherical particles on substrate surfaces, which are interpreted as molten and re-solidified material (Ref 15). Further evidence would nevertheless be needed to demonstrate the presence of solidification microstructures.
Referring to the similar process of explosive cladding, in which melting is not a necessary prerequisite for bonding (Ref 16), interface melting does not seem to be required for bonding in CS. Moreover, high strain rate phenomena, as observed in shaped charge and explosively formed projectile devices, are reported to occur in absence of melting (Ref 17). In solid-state bonding processes of lower deformation rates than those in CS, such as friction welding or friction stir welding, also, bonding results from visco-plastic deformation without any interface melting (Ref 18, 19).
The main focus in this research is on plastic deformation, the formation of ASI and the particle’s adhesion strength as a function of material properties by studying single particle events during CS of Ti-6Al-4V powders onto different substrate materials.
From literature, it is well known that bond strengths obtained in CS can depend on the type of substrate material (Ref 20-23). In the present investigation, substrate material properties are varied over a wide range with respect to tensile strength, density, melting temperature and ductility, to gain information about the influence of substrate properties on bonding of Ti-6Al-4V particles.
For studying particle adhesion, cavitation testing was applied. Although this test does not provide direct mechanical data, it allows a statistical analysis of bond strength qualitatively, with respect to influences from spray conditions (Ref 24). This test is an alternative to scratch testing of single particles (Ref 11, 25, 26). Scratch testing can be quantitative with respect to bond strength, if the bonded area and the effective cross section in shearing direction are known. However, these values vary with the flattening ratio of the respective particles, so it is difficult to calculate the actual shear stress. Furthermore, supplying a sufficient statistical database is cumbersome.
The results are discussed in view of the extent of bonded interfaces, as determined by spray parameters, and materials properties.
Materials and Methods
Spherical, gas atomized Ti-6Al-4V-powder from TLS Technik GmbH & Co. (Bitterfeld, Germany) was used as feedstock material. Powder hardness was measured with a Nano-Indenter XP from Agilent Technologies (Santa Clara, United States) and the measurements were performed on mirror-like polished cross-section sample using a penetration depth of 50 nm. The nanoindenter software directly provides the hardness value of the material using the algorithm of Oliver and Pharr (Ref 27).
Single particles were sprayed onto mirror-polished Ti-6Al-4V, Titanium grade II, 7075-T6 aluminum alloy and AZ31 magnesium alloy substrates (Measured hardness values of the substrates - Table 1). Powder feed rates were adjusted to obtain independent particles bonded to the polished substrate. Single impacts were produced by the so-called wipe tests (Ref 28, 29), in which a polished substrate is moved rapidly through the spray jet (Fig. 1). Ti-6Al-4V substrates were also grinded instead, to obtain a defined surface roughness and to simulate more realistic surface conditions in coating formation.

Schematic of the setup for spraying wipe-test samples
For wipe-test spray experiments, a cold spray Kinetics 8000 system modified by the Helmut Schmidt University Hamburg was used. Nitrogen served as carrier and process gas. A powder feeding rate of 0.3-0.5 g/min was used. The process gas temperatures and pressures were varied between 780 and 1000 °C, and 38 and 50 bar, respectively. The stand-off distance was set to 60 mm.
For different parameter sets, particle impact velocity and temperature as well as critical conditions for bonding were calculated with the KSS© software package (Kinetic Spray Solutions GmbH, Buchholz, Germany). More information concerning respective fluid dynamics calculations and estimations of critical velocities can be found in literature (Ref 12, 29-31).
The impacts obtained in wipe-test experiments were investigated by scanning electron microscopy (SEM), with a Quanta 650 from FEI, (Eindhoven, the Netherlands) microscope equipped with secondary (SE) and back-scattering electron (BSE) detectors as well as a NORAN™ System 7 x-ray Microanalysis System for energy dispersive spectroscopy (EDS) from Thermo Scientific (USA).
Single particle adherence after impact was investigated by performing cavitation test. The cavitation tests were performed in accordance to ASTM G32-10 by applying the indirect mode and using a test rig of type BK101Z from KLN Ultraschall GmbH (Heppenheim, Germany). In the indirect mode, the samples are kept at a distance of 0.5 mm to the sonotrode. The tests were conducted at an amplitude of 25 μm with a sonotrode diameter of 15 mm and a frequency of 20 kHz. The temperature of the distilled water was kept at 22 °C. Detached particles as well as substrate surfaces were subsequently studied by SEM.
Results
Powder Morphologies and Microstructures
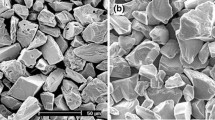
As illustrated in Fig. 2, the morphology and cross section of the gas-atomized feedstock powder shows spherical and dense particles. The particle size distribution was determined to a mean d 50 = 35.6 µm, and d 10 = 24.3 µm, and d 90 = 49.3 µm, respectively. Powder hardness was determined to be 490 ± 80 HV at a maximum penetration depth of 50 nm.

Morphology and cross-section microstructures obtained by SEM of spherical Ti-6Al-4V powders
Impact Conditions
Figure 3 shows the calculated impact conditions and the window of deposition for two cold spray parameter sets for Ti-6Al-4V, using the KSS software. The calculations are performed for the chosen spraying parameters (Table 2) and for the used spraying powder [assuming the properties of the bulk material - Table 3 (Ref 32)]. The black line (lower) represents the critical velocity for Ti-6Al-4V, and the gray line (upper one) represents the erosion velocity. For the lower parameter set (T gas = 780 °C, p = 38 bar), particle impact conditions are well below critical conditions for bonding. Thus, deposition efficiencies (DE) substantially lower than 50% should be expected (Ref 28).

Calculated impact conditions and window of deposition for two cold spray parameter sets of Ti-6Al-4V. The different symbol sizes correspond to increasing particle sizes of 24, 36, and 49µm. Squares relate to 1000 °C and 50 bar and circles to 780 °C and 38 bar-spraying parameters
For the higher parameter set (T gas = 1000 °C, p = 50 bar), particle impact velocities are just slightly below the critical velocity for bonding. Thus, a higher DE and better coating quality can be expected. The graph also shows differences with respect to particle sizes. Smaller particles reach higher velocities than larger ones due to their smaller momentum (Ref 33–35). On the other hand, larger particles impact with higher temperatures than smaller ones, since they cool down less significantly in the expanding gas jet (Ref 30). Thus, the above KSS mentioned calculations help determine spraying and powder preheating conditions that will result in coating formation.
Impact Morphologies and Adhesion on Titanium Grade II Substrates
Figure 4 shows the impact morphologies of spherical Ti-6Al-4V particles for both spray conditions, 780 °C and 38 bar and 1000 °C and 50 bar, onto titanium grade II substrate. All particles are bonded to the surface; there are no empty craters on the polished substrate surface, which would indicate rebound (Ref 36) (100% DE). Even for the less energetic spraying condition, all particles adhere, which can be attributed to the deformation behavior of the softer substrate material (Ref 11). Under a tilted view, more details of the particle deformation are revealed with respect to the substrate/particle interface, material displacement, and flattening ratio of the particle. The micrographs show that particles are heavily deformed by the impact. They also show that jets were formed on all particles, regardless of their size, indicating formation of shear instabilities. The comparison of impact morphologies for the two different spray conditions reveals that the particles deform more when spraying with T gas of 1000 °C and p of 50 bars than for spraying with T gas of 780 °C and p of 38 bars. Also, jet formation is more pronounced for the higher energetic parameter set.

Wipe-test micrographs of Ti-6Al-4V sprayed onto Ti G.II at two different spraying conditions. Left: top views, right: angular views of details
The wipe-test samples were subjected to cavitation for 1, 3, 5, 10, 15, 20, and 30 min. For each sequence, the identical surface area was subsequently analyzed. Figure 5 shows the features developing under cavitation of Ti-6Al-4V particles on titanium grade II substrates. Rupture occurs first at the edges of particles, where jetting zones are not in direct contact to the substrate. At a later stage, more massive parts, even some complete particles are removed, probably by fatigue. It should be noted that the substrate surface increasingly shows patterns of plastic deformation under longer exposure to cavitation.

Sequence of particle damage under cavitation testing, showing adhering particles after spraying at 1000 °C and 50 bars (a) and after cavitation test for (b) 5, (c) 15, and (d) 30 min
Figure 6 shows the substrate surface after 10 and 30 min cavitation (spray condition A: T gas = 780 °C, p = 38 bars, B: T gas = 1000 °C, p = 50 bars). For the lower parameter set, all particles were removed between 20 and 30 min cavitation test, leaving patterns of ring shape form. This fracture morphology is related to well-bonded interfaces between particles and substrate, where shear instabilities originally occured (Ref 29). The appearance of hollowed rings with dimple features indicates that parts of the substrate material are detached together with the particles. EDS analysis of empty craters and fracture rings for most cases reveals pure titanium (Fig. 7). Only for few impact events particle remnants are left on substrates after cavitation testing. For revealing details, the removed particles were collected.

Substrate surface topography after 10 and 30 min of cavitation testing. (A) 780 °C and 38 bar (B) 1000 °C and 50 bar

EDS analysis of the substrate under removed Ti-6Al-4V particles sprayed at 1000 °C and 50 bars. EDX-analyze of the rupture surface in the ring reveals a composition of 99.9% titanium grade II
Details of removed particles are shown in Fig. 8. Uniformly, there is a smooth surface around the center, surrounded by rough, fractured rings. For getting more evidence concerning bonding and later fracture under cavitation, recovered Ti-6Al-4V particles were analyzed by EDS (Fig. 9). The outside ring of the particles contains mainly pure titanium and almost no traces of aluminum and vanadium. The analyzes of the central zone of the particles reveal the composition of the Ti-6Al-4V spraying powder.

Details of particles detached by cavitation testing (spray condition: T gas = 1000 °C, p = 50 bars)

Detached particle EDS analysis. (a) (Al-5.6, Ti-91.5, V-2.9 wt.%). (b) (Al-0.3, Ti-99.7, V-0.0 wt.%)
The width of the rings appears to be wider for particles that are more heavily deformed. The higher the spraying conditions are, the more heavily particles deform. Moreover, in some cases particles show a smoother outer rim, as illustrated in Fig. 10. This can be attributed to areas of shear instability at particle sites that are not in intimate contact to the substrate surface.

Morphology related to shear instabilities. (a) lower spraying conditions 780, 38 bar; (b) high spraying conditions 1000, 50 bar
Figure 11 shows the cavitation resistance of the Ti-6Al-4V particles on titanium grade II. The comparison demonstrates that more energetic spraying conditions result in a higher cavitation resistance. Areas of shear instabilities are wider, allowing a better adherence to the substrate surface.

Amount of bonded Ti-6Al-4V particles on titanium grade II substrates during increased times of cavitation testing
Impact Morphologies and Adhesion on Ti-6Al-4V Substrates
To experimentally verify the results of the simulation, obtained for identical substrate and spray powder material, polished Ti-6Al-4V substrates were used for wipe-test experiments, with T gas = 1000 °C, p = 50 bars. Figure 12 shows the wipe-test cross-section as well as impact morphologies under perspective view. As in previous case, 100% DE is obtained. Particles are highly flattened and show more pronounced jet features than for impacts on pure titanium. The impacts clearly show jet formation, but also clarify that a substantial part is not in contact with the substrate.

Wipe-test cross section and impact morphologies under angular view of Ti-6Al-4V particles on Ti-6Al-4V substrate
Ti-6Al-4V substrates were also ground before spraying with 220 SiC paper to increase surface roughness. As for impacts onto Ti-substrates, particles are highly deformed and no empty craters were observed on the roughened Ti-6Al-4V surface. Features after cavitation testing reveal that failure occurs at particle sites. Initially the non-bonded parts of the particles, i.e., the jets, are removed prior to the particle-substrate fracture. An analysis of the fracture area on the substrate shows the existence of some remaining parts of the particle. These remainders belong to the vicinity of obtained areas of shear instability, indicating that the interface area between particles and substrate seems to be stronger than the initial materials and the crack propagates through both (Fig. 13).

Fracture morphologies during cavitation testing of Ti-6Al-4V particles on grinded Ti-6Al-4V substrate after 0, 5, 15, and 30 min cavitation test
Impact Morphologies and Adhesion on Al-7076-T6 Substrate
For Al-7076-T6 substrates, the same spraying conditions as for titanium substrates were applied (780 °C, 38 bar and 1000 °C, 50 bar). Figure 14 shows the respective impact morphologies. As it can be seen in the overview micrograph for the lower spray parameter set, some particles were not bonded to the substrate (rebound). Thus, it shows that DE is somewhat lower than for spraying onto Ti-substrates. In the high magnification micrograph, jets corresponding to the substrate material are observed. The contact zone surrounds the whole lower half of the particle. Areas of shear instability are formed on substrate sites, but are not necessarily strong enough to withstand back-striking elastic forces and local thermal stresses.

Wipe-test micrographs of Ti-6Al-4V onto Al-7075-T6 for two different spraying conditions. Left: top views, right: angular views of details
An increase of spray conditions to T gas = 1000 °C and p = 50 bars, leads to more severe deformation of the substrate. The higher impact energy leads to deeper particle penetration into the substrate, as compared to impacts at 780 °C and 38 bar (Fig. 14). The micrographs also show tendencies for increased particle flattening, which can be attributed to higher impact temperatures and thus more pronounced thermal softening. Most obvious is the larger size of the jets at the substrate sites in comparison to impacts under the lower parameter set.
As in the previous cases, the wipe-test samples were subjected to cavitation tests for 1, 3, 5, 10, 15, 20, and 30 min. Figure 15 shows the development of typical features under cavitation testing of Ti-6Al-4V particles adhering to aluminum substrates. The micrographs show that the substrates are already heavily deformed after 10 min cavitation testing time and suffer from severe damage. This is mostly due to cavitation erosion but also corrosion, because of the aqueous medium used in the test. The length scales of substrate failure sites reach similar scales as that of bonded particles.

Substrate surface topography after 0 and 10 min of cavitation testing. Top: 780 °C and 38 bar Bottom: 1000 °C and 50 bar
For single particle adhesion, the cavitation resistance was observed to be independent of the spraying conditions. This can be attributed to the low strength of the substrate material and, consequently, to its severe cavitation erosion. The latter may introduce cracks into the vicinity of bonded particles, causing removal of both particle and substrate material as shown in Fig. 16. Unfortunately, for wipe-test samples on Al-7076 substrates no particles could be collected after the cavitation tests. Moreover, the heavy damage of the substrate surface made it impossible to recognize fracture sites after particle detachment.

Amount of bonded Ti-6Al-4V particles on Al-7075-T6 substrates during increased times of cavitation testing
Impact Morphologies and Adhesion on Mg AZ31 Substrate
For AZ31 substrates, the hardness, density, and ultimate tensile strength are 63%, 40%, and 55% lower than those of Al-7075-T6 (Ref 31). AZ31 does not form a dense passive oxide layer as Al. Moreover, magnesium alloys most prominently deform via twinning instead of dislocation glide (Ref 37, 38).
Figure 17 shows the impact morphologies for the two different spray conditions on Mg AZ31 substrates. As compared to impacts onto Al-7076, the penetration depth is slightly higher and impacting particles appear less deformed. No jetting could be observed, not even for the higher spray parameter set. From the micrographs, it cannot be judged whether shear instabilities arise in the contact zone. The particles seem to be embedded in the substrate rather than bonded, with a little deeper substrate penetration for the higher parameter set.

Wipe-test micrographs of Ti-6Al-4V onto Mg AZ31 for two different spraying conditions. Top: 780 °C and 38 bar. Bottom: 1000 °C and 50 bar
For the samples sprayed with T gas = 780 °C and p = 38 bar onto AZ31, all particles are removed after the first minutes of cavitation testing as it is shown in Fig. 18. Moreover, the substrate surface is heavily eroded and also damaged by corrosion.

Failure morphologies of Ti-6Al-4V single impacts during cavitation test after 0, 1, 3, 5, and 10 min on AZ31 substrates obtained at spraying conditions of 780 °C and 38 bar
The wipe-test samples sprayed with T gas = 1000 °C and p = 50 bar, show slightly better results. For these spraying parameters, between 5 and 10 min cavitation testing were necessary to remove all particles, as shown in Fig. 19. This indicates that even at these high energetic spray conditions, bonding is relatively weak, due to the low strength of the substrate material.

Failure morphologies of Ti-6Al-4V single impacts during cavitation test after 0, 1, 3, 5, and 10 min on AZ31 substrates obtained at spraying conditions of 1000 °C and 50 bar
Discussion
Material properties, velocity, and temperature of the impacting particles as well as deformation mechanism determine the bonding mechanism as well as the adhesion strength between particles and substrates. In CS, the formation of areas of shear instabilities (ASI) caused by severe plastic deformation on small time scales is widely accepted as bonding mechanism (Ref 4, 9, 12, 29). As has been shown in the results, the different properties of the substrate materials such as thermal conductivity, ultimate tensile strength and density, in combination with the process parameters (temperature and pressure) lead to different particle/substrate microstructures and flattening ratios.
The different scenarios obtained in this study, based on substrate strength and density determines the deceleration of the particle. Higher substrate strength and density lead to greater deceleration of the particles, increasing their flattening ratio. This means that the kinetic energy of the particle is converted to heat within a smaller volume, defining a critical deceleration for dissimilar powder and substrate material rather than a critical impact velocity. Unlike other investigations (Ref 11), different powder/substrate combinations were used in order to gain comprehensive insight about adhesion over a wide property range. DE of almost 100% were achieved to all wipe-test for the different parameter sets since all impacted particles adhere to the substrate. Moreover, cavitation testing was employed for the evaluation of the adhesion strength.
Within the present study, the highest deformation rate is obtained, if Ti-6Al-4V particles impact onto Ti-6Al-4V substrate at process conditions of 1000 °C and 50 bar. The high strength of the substrate at room temperature produces high deceleration of the particles that impact at velocities of about 730 m/s and impact temperatures of about 620 °C. UTS of Ti-6Al-4V is reduced from 1100 MPa at room temperature to values around 600 MPa at 600 °C (Ref 39). Thus, jets are more pronounced and thinner than for lower impact conditions as shown in Fig. 12. Since most of the deformation is sustained by the particles, ASI are rather well developed, but the respective areas not necessarily in contact to the substrate (Ref 40).
Onto titanium grade II substrate, two sets of parameters were tested (780 °C, 38 bar and 1000 °C, 50 bar). As the results in Fig. 3 show for the two parameters sets, the particle impact conditions differ by 25% in temperature and 10% in velocity. At 780 °C and 38 bar, Ti-6Al-4V particles are colder and slower than at 1000 °C and 50 bar, which leads to less deformation of the particles, less pronounced jetting, and probably smaller extents of bonded areas, which is also confirmed by the lower resistance to cavitation.
In spraying Ti-6Al-4V onto Al-7075-T6 and AZ31, the deformation takes place mainly on the substrate, as shown in Fig. 14 and 17. Jets are formed on the substrates sites and are more pronounced for higher impact velocity. For both substrate materials, the deceleration of the particles is lower since the strength of aluminum and magnesium alloys is lower than the strength of titanium and Ti-6Al-4V. The deformation mechanism by twinning in case of AZ31 substrate (Ref 37, 38) can influence the deceleration into the material of the particles as well as the heat creation, and reduce the formation of metallurgical bonding between the particle and the substrate.
Larger areas of shear instabilities are obtained for higher degree of deformation of the particles. As compared to Al- and Mg-alloys, the low thermal conductivity of titanium grade II and Ti-6Al-4V substrates, (17 and 6.7 W/mK, respectively) restricts heat dissipation more efficiently. More generated heat supports ASI formation, which will facilitate the generation of metallurgically bonded interfaces between particle and substrate. On Al-7075-T6 and AZ31 substrates, ASI occurs most prominently on substrate sites. Moreover, the deceleration, which is lower due to lower substrate strengths and densities, results in longer impact durations. Longer time scales and higher thermal conductivities of Al- and Mg- as compared to Ti-substrates (130 W/mK for Al-7075-T6 and 96 W/mK for AZ31 substrate) make heat dissipation more prominent and the impact less adiabatic. Thus, a lesser part of the impact energy is available for bonding.
As shown by illustration (Ref 11), ASI starts to develop at the outer rim of the contact area, and spread toward the point of initial contact. The extent depends on impact conditions, and the deformation of the particle and the substrate. Spraying with more energetic conditions (1000 °C, 50 bar), the particles are more flattened and the bonded rims are more extended than for spraying at 780 °C and 38 bar, as shown in Fig. 9.
To analyze the strength of the bond formed between Ti-6Al-4V particles and the different substrates, wipe-tests samples were subjected to cavitation tests. To compare Ti-6Al-4V particles adhesion onto the different substrates, the percentage of adhering particles was counted for increasing cavitation test times, as shown in Fig. 20. The ranking of adhesion strength on Ti-, Al-, and Mg-substrates can be, in part, correlated with the deformation of the particle as well as with the ability of the substrate to form ASI areas at the impact zone.

Cavitation rates as percentage of removed particle for single impacts sprayed onto the different substrate materials (T gas = 1000 °C, p = 50 bars)
The required critical velocity, as it has been seen experimentally, depends of the substrate material. As shown in Fig. 20, adhesion of Ti-6Al-4V particles is higher on titanium grade II substrates than on Ti-6Al-4V substrates. This can be attributed to the critical velocity for Ti-6Al-4V particles hitting titanium II substrates, being lower then for hitting for Ti-6Al-4V substrate. The main difference between those substrates concerns their ultimate tensile strength, and respective influences on the critical velocity (Ref 4, 24, 30). For Ti-6Al-4V particles bonded to titanium grade II substrate, the ultimate tensile strength of the interface is higher than that of the titanium grade II substrate. Higher tensile strength of the bonding zone (and surrounding substrate areas) can be justified by dynamic recrystallization (Ref 41-46) and strain hardening, resulting on material transfer during detachment under cavitation (Ref 24).
For cavitation tests of single impacts of Ti-6Al-4V particles on Al-7076, particles do not break before getting detached, in contrast to the cases of Ti-6Al-4V particles adhering to titanium grade II or Ti-6Al-4V substrates. That is most probably due to lower adhesion strength between particle and substrate, as well as the severe damage caused to the substrate by the test procedure. It should be noted that the term adhesion strength in this case also refers to the strength of the substrate material possibly attached to removed particles.
In the case of Mg AZ31 substrates, weak bonding between particles and substrate can be attributed either to the low strength of the substrate material or to the fact that no shear instabilities occurred in the particle or substrate. In the latter case, particles might only adhere by mechanical anchoring due to substrate material flowing around the penetrating particle and narrowing the impact channel. The lack of shear instabilities can be related to (i) the more prominent deformation mechanism by twinning and (ii) the high deformation of the substrate. Less particle deceleration would result in less heat generation and could be the reason that bonding mechanisms by ASI cannot be activated. In any case, if particle detachment occurs by failure of the substrate material, the respective lower strength would also be decisive for obtained high-cavitation rates.
Conclusions
The present study reports results on Ti-6Al-4V particle impact morphologies in CS onto different substrate materials and associated adhesion, investigated by cavitation testing. From the results, the following conclusions can be derived:
-
On a substrate material with similar strength as the spray powder (here Ti and Ti-6Al-4V), the flattening ratio of impacting particles increases by enhancing spray conditions. The higher degree of deformation is also associated with a more pronounced formation of shear instabilities at particle and substrate sites, both being dependent on impact velocity and temperature.
-
For substrates that show higher strength than the spray material, shear instabilities and jets form most prominently on particles sites. By the deformation pattern, areas of shear instability are not necessarily in contact to the substrate during deformation and heat production. Thus, a lower adhesive strength is observed. The term strength relates to the UTS at respective temperatures. Thus, the pure titanium substrate at room temperature could show higher strength than a Ti-6Al-4V particle impacting at a temperature of about 600 °C.
-
On substrate materials with lower strength than the spray material (here Al-7075 and Mg AZ 31), the particles flatten substantially less, since most of the deformation takes place in the substrate. In consequence, jetting occurs more prominently on substrate sites. The lower strength of the substrate and related damping leads to longer times scales of the impact and a broader volume distribution of the energy deposition.
-
For considerably softer substrates (here Al-7075 and Mg AZ31), the observed low cavitation resistance can be attributed to the lower substrate strength and the possibly lower amount of areas of shear instability per volume and time. Also erosion and corrosion effects of the cavitation must be taking into account.
-
The observed features can be reasoned by a critical deceleration of the particle. If the kinetic energy of the particle is transformed via deformation into heat within a short time scale and within a small volume, conditions for ASI are more favorable. In addition, if the mechanical properties of particle and substrate match to a certain extent, and thus the heat is produced at the interface between particle and substrate, good bonding is achieved.
-
The roughness of the substrate determines the points of first contact and maximum stress, and can, therefore, influence the location of shear instabilities. For harder substrates, a higher roughness may thus facilitate favorable bonding conditions.
-
During cavitation testing of well-bonded particles, rupture occurs mainly within the substrate, which has a lower strength than the spray material and the work hardened particle-substrate interface.
Thus, not only cold spray parameters, but also substrate conditions, in particular temperature dependant strength, have to be well tuned for optimum performance.
References
I.J. Polmear, Light Alloys: Metallurgy of the Light Metals, Wiley, New York, 1995
V.K. Champagne, The Cold Spray Materials Deposition Process: Fundamentals and Applications, Woodhead Publishing, Cambridge, 2007
A. Papyrin, Cold Spray Technology, Elsevier, Amsterdam, 2007
H. Assadi, F. Gärtner, T. Stoltenhoff, and H. Kreye, Bonding Mechanism in Cold Gas Spraying, Acta Mater., 2003, 51(15), p 4379-4394
G. Bae, S. Kumar, S. Yoon, K. Kang, H. Na, H.-J. Kim, and C. Lee, Bonding Features and Associated Mechanisms in Kinetic Sprayed Titanium Coatings, Acta Mater., 2009, 57(19), p 5654-5666
F. Gärtner, T. Stoltenhoff, T. Schmidt, and H. Kreye, The Cold Spray Process and Its Potential for Industrial Applications, J. Therm. Spray Technol., 2006, 15(2), p 223-232
R. Ghelichi and M. Guagliano, Coating by the Cold Spray Process: A State of the art, Frattura ed Integrità Strutturale, 2009, 8, p 30-44
T. Hussain, Cold Spraying of Titanium: A Review of Bonding Mechanisms, Microstructure and Properties, Key Eng. Mater., 2013, 533, p 53-90
T. Hussain, D.G. McCartney, P.H. Shipway, and D. Zhang, Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components, J. Therm. Spray Technol., 2009, 18(3), p 364-379
M. Grujicic, C.L. Zhao, W.S. DeRosset, and D. Helfritch, Adiabatic Shear Instability Based Mechanism for Particles/Substrate Bonding in the Cold-Gas Dynamic-Spray Process, Mater. Des., 2004, 25(8), p 681-688
D. Goldbaum, J.M. Shockley, R.R. Chromik, A. Rezaeian, S. Yue, J.-G. Legoux, and E. Irissou, The Effect of Deposition Conditions on Adhesion Strength of Ti and Ti6Al4V Cold Spray Splats, J. Therm. Spray Technol., 2012, 21(2), p 288-303
T. Schmidt, F. Gärtner, H. Assadi, and H. Kreye, Development of a Generalized Parameter Window for Cold Spray Deposition, Acta Mater., 2006, 54(3), p 729-742
P.C. King, C. Busch, T. Kittel-Sherri, M. Jahedi, and S. Guliza, Interface Melting in Cold Spray Titanium Particle Impact, Surf. Coat. Technol., 2014, 239, p 191-199
S. Guetta, M.H. Berger, F. Borit, V. Guipont, M. Jeandin, M. Boustie, Y. Ichikawa, K. Sakaguchi, and K. Ogawa, Influence of Particle Velocity on Adhesion of Cold-Sprayed Splats, J. Therm. Spray Technol., 2009, 18(3), p 331-342
W. Wong, E. Irissou, A.N. Ryabinin, J.-G. Legoux, and S. Yue, Influence of Helium and Nitrogen Gases on the Properties of Cold Gas Dynamic Sprayed Pure Titanium Coatings, J. Therm. Spray Technol., 2011, 20(1-2), p 213-226
M. Hammerschmidt and H. Kreye, Microstructure and Bonding Mechanism in Explosive Welding, Shock Waves and High-Strain-Rate Phenomena in Metals, M.A. Meyers and L.E. Murr, Ed., Plenum Press, New York, 1981, p 961-973
C. Feng, L.E. Murr, and C.-S. Niou, Aspects of Dynamic Recrystallization in Shaped Charge and Explosively Formed Projectile Devices, Metall. Mater. Trans. A, 1996, 27(7), p 1773-1778
M.S. Sidhu and S.S. Chatha, Friction Stir Welding—Process and Its Variables: A Review, Int. J. Emerg. Technol. Adv. Eng., 2012, 2(12), p 275-279
Z.Y. Ma, Friction Stir Processing Technology: A Review, Metall. Mater. Trans. A, 2008, 39(3), p 642-658
D.K. Christoulis, S. Guetta, V. Guipont, and M. Jeandin, The Influence of the Substrate on the Deposition of Cold-Sprayed Titanium: An Experimental and Numerical Study, J. Therm. Spray Technol., 2011, 20(3), p 523-533
D. Zhang, P.H. Shipway, and D.G. Mccartney, Cold Gas Dynamic Spraying of Aluminum: The Role of Substrate Characteristics in Deposit Formation, J. Therm. Spray Technol., 2005, 14(1), p 109-116
S. Yin, X. Suo, J. Su, Z. Guo, H. Liao, and X. Wang, Effects of Substrate Hardness and Spray Angle on the Deposition Behavior of Cold-Sprayed Ti Particles, J. Therm. Spray Technol., 2014, 23(1-2), p 76-83
P.-H. Gao, C.-J. Li, G.-J. Yang, Y.-G. Li, and C.-X. Li, Influence of Substrate Hardness on Deposition Behavior of Single Porous WC-12Co Particle in Cold Spraying, Surf. Coat. Technol., 2008, 203(3-4), p 384-390
S. Krebs, F. Gärtner, and T. Klassen, “Cold Spraying of Cu-Al-Bronze for Cavitation Protection in Marine Environments,” Proc. ITSC 2014, Vol. 302, May 21-23, 2014 (Barcelona, Spain), DVS Berichte, DVS Media GmbH, Düsseldorf, Germany, p 59-64
M.E. Dickinson and M. Yamada, A New Method for Measuring Shear Adhesion Strength of Ceramic Cold Spray Splats, Nanosci. Nanotechnol. Lett., 2010, 2(4), p 348-351
R.R. Chromik, D. Goldbaum, J.M. Shockley, S. Yue, E. Irissou, J.-G. Legoux, and N.X. Randall, Modified Ball Bond Shear Test for Determination of Adhesion Strength of Cold Spray Splats, Surf. Coat. Technol., 2010, 205(5), p 1409-1414
W. Oliver and G. Pharr, An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments, J. Mater. Res., 1992, 7, p 1564-1583
K. Binder, J. Gottschalk, M. Kollenda, F. Gärtner, and T. Klassen, Influence of Impact Angle and Gas Temperature on Mechanical Properties of Titanium Cold Spray Deposits, J. Therm. Spray Technol., 2011, 20(1-2), p 234-242
T. Schmidt, H. Assadi, F. Gärtner, H. Richter, T. Stoltenhoff, H. Kreye, and T. Klassen, From Particle Acceleration to Impact and Bonding in Cold Spraying, J. Therm. Spray Technol., 2009, 18(5-6), p 794-808
H. Assadi, T. Schmidt, H. Richter, J.-O. Kliemann, K. Binder, F. Gärtner, T. Klassen, and H. Kreye, On Parameter Selection in Cold Spraying, J. Therm. Spray Technol., 2011, 20(6), p 1161-1176
T. Stoltenhoff, H. Kreye, and H.J. Richter, An Analysis of the Cold Spray Process and Its Coatings, J. Therm. Spray Technol., 2002, 11(4), p 542-550
www.matweb.com. Accessed Mar 2012
V.K. Champagne, S.P.G. Dinavahi, and P.F. Leyman, Prediction of Particle Velocity for the Cold Spray Process, Army Research Laboratory, Aberdeen Proving Ground, Weapons and Materials Research Directorate, ARL
V.K. Champagne, D.J. Helfritch, S.P.G. Dinavahi, and P.F. Leyman, Theoretical and Experimental Particle Velocity in Cold Spray, J. Therm. Spray Technol., 2011, 20(3), p 425-431
M. Grujicic, C.L. Zhao, C. Tong, W.S. DeRosset, and D. Helfritch, Analysis of the Impact Velocity of Powder Particles in the Cold-Gas Dynamic-Spray Process, Mater. Sci. Eng. A, 2004, 368(1-2), p 222-230
J. Wu, H. Fang, S. Yoon, H.-J. Kim, and C. Lee, The Rebound Phenomenon in Kinetic Spraying Deposition, Scr. Mater., 2006, 54(4), p 665-669
M. Janeček, R. Král, P. Dobroň, F. Chmelík, V. Šupík, and F. Holländer, Mechanisms of Plastic Deformation in AZ31 Magnesium Alloy Investigated by Acoustic Emission and Transmission Electron Microscopy, Mater. Sci. Eng. A, 2007, 462(1-2), p 311-315
S.-B. Xu, Z. Qin, T. Liu, C.-N. Jing, and G.-C. Ren, Effect of Severe Plastic Deformation on Microstructure and Mechanical Properties of Bulk AZ31 Magnesium Alloy, Trans. Nonferrous Met. Soc. China, 2012, 22(1), p 61-67
B. Baufeld and O. van der Biest, Mechanical Properties of Ti-6Al-4V Specimens Produced by Shaped Metal Deposition, Sci. Technol. Adv. Mater., 2009, 10(1), p 1-10
K.-R. Ernst, J. Braeutigam, F. Gaertner, and T. Klassen, Effect of Substrate Temperature on Cold-Gas-Sprayed Coatings on Ceramic Substrates, J. Therm. Spray Technol., 2013, 22(2-3), p 422-432
H. Koivuluoto, M. Honkanen, and P. Vuoristo, Cold-Sprayed Copper and Tantalum Coatings—Detailed FESEM and TEM Analysis, Surf. Coat. Technol., 2010, 204(15), p 2353-2361
C.-J. Li, W.-Y. Li, and Y.-Y. Wang, Formation of Metastable Phases in Cold-Sprayed Soft Metallic Deposit, Surf. Coat. Technol., 2005, 198(1-3), p 469-473
K. Balania, A. Agarwala, S. Sealb, and J. Karthikeyanc, Transmission Electron Microscopy of Cold Sprayed 1100 Aluminum Coating, Scr. Mater., 2005, 53(7), p 845-850
K.H. Kim, M. Watanabe, J. Kawakita, and S. Kuroda, Grain Refinement in a Single Titanium Powder Particle Impacted at High Velocity, Scr. Mater., 2008, 59(7), p 768-771
K.H. Kim, M. Watanabe, and S. Kuroda, Thermal Softening Effect on the Deposition Efficiency and Microstructure of Warm Sprayed Metallic Powder, Scr. Mater., 2009, 60(8), p 710-713
G. Bae, K. Kang, J.-J. Kim, and C. Lee, Nanostructure Formation and Its Effects on the Mechanical Properties of Kinetic Sprayed Titanium Coating, Mater. Sci. Eng. A, 2010, 527(23), p 6313-6319
Acknowledgments
The authors would like to thank (in alphabetical order) T. Breckwoldt, V. Crespo, V. Gomez, N. Németh, C. Schulze, M. Schulze, and U. Wagener from the CPT and HSU teams for their experimental support, and H. Assadi for valuable discussions. M. Villa Vidaller also acknowledges the financial support of the Ministry of Science and Innovation (Spain) in the project MAT 2009-10827 and of the Generalitat of Catalonia (Spain) for the project 2009SGR00390 and an APIF grant.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2014 International Thermal Spray Conference, held May 21-23, 2014, in Barcelona, Spain, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Vidaller, M.V., List, A., Gaertner, F. et al. Single Impact Bonding of Cold Sprayed Ti-6Al-4V Powders on Different Substrates. J Therm Spray Tech 24, 644–658 (2015). https://doi.org/10.1007/s11666-014-0200-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-014-0200-4