
Abstract
Cold spraying is a successful and promising coating technique for many engineering applications due to its high-rate and high-dense coating development abilities. Nevertheless, their practical use in polymer substrate is still in the fledgling phase. There are very few articles about the cold spray coating on polymers; however, the interaction of metallic particle with the polymer substrate is poorly understood, and thus a thick coating has not successfully been developed on the polymer substrate. In order to rationalize as full as possible the entire behavior of the high velocity particle with the polymer substrate, we used thermoplastic and thermosetting polymer materials as substrates. The particle behaviors with the substrate were observed under various gas pressure and temperature, and with various particles feed rate. The result showed that the particle behaviors were unique with respect to the substrate. Also it was clearly understood that the metal particles not experienced any plastic deformation due to the soft nature of the polymer substrates. The particles attached to the thermoplastic substrate either through adhesive bonding and/or mechanical inter locking, whereas only pure localized fracture observed on the thermosetting substrate and thus no particles attached firmly on the substrate.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the last two decades, the polymer components in aircraft, automobile, and power sector have gradually increased (Ref 1, 2). In general, a common way of classifying polymer is as thermoplastic, thermoset, and elastomer. Thermoplastics, often referred to just as plastics, are linear or branched polymer which can be melted upon the application of heat. Thermosets, on the other hand, are rigid materials and are network polymer in which chain motion is greatly restricted by a high degree of crosslinking (Ref 3). Furthermore, they are intractable once formed and degrade rather than melt upon the application of heat. Finally, elastomers are cross linked rubbery polymer that can be stretched easily to high extensions and which rapidly recover their original dimensions when the applied stress is released. This extremely important and useful property is a reflection of their molecular structure in which the network is of low crosslink density (Ref 3). However, the applications of the polymer components in engineering are greatly limited by their poor erosion resistance, electrical conductivity, UV rays damage, and low operating temperature (Ref 1, 2). Metallization of the polymer surface is one of the possible ways to enhance the aforementioned properties. There are, however, several techniques for the polymer metallization. The most common metallization techniques include vapor phase deposition, electro deposition, and electroless deposition (Ref 1, 2). Recently, the cold spray technique, with suitable modification, has been increasingly used for the metallization of polymers, especially for the advance polymer composite such as carbon fiber-reinforced polymer (CFRP) (Ref 1).
In the cold spray process, the materials to be deposited are accelerated in a supersonic gas jet. As they impact on the surface to be coated, plastically deform and develop a coating. The bonding of particle to the substrate occurs only when the velocity of sprayed particles exceeds some critical value. This critical velocity is highly related to the materials combination selected for the coating. The critical velocity of some of the metal to metal combination is presented elsewhere (Ref 4, 5). Numerous studies have been performed to understand the bonding mechanism, where high ductile metals have been used (Ref 6, 7). A proposed mechanism for the bond formation between the particle and substrate is adiabatic shear instability at the heavily deformed region (Ref 8, 9), which resulted from the local heating and softening of the material. Many metallic materials have been successfully coated by cold spraying.
Recently, Lupoi and O’Neill (Ref 10) reported the compatibility of the cold spray technique to make a metallic coating on the polymers and composite materials. In this study, commercial copper (Cu), aluminum (Al), and tin (Sn) particles are sprayed onto a range of plastic materials (PC/ABS, polyamide-6, polypropylene, and polystyrene) along with a glass-fiber-reinforced composite. Ganesan et al. (Ref 1) developed a thick copper coating with interlayer on the polyvinyl chloride (PVC) polymer substrate using a high pressure cold spray system. It was reported that selecting appropriate particle morphology, the impact energy can be greatly reduced and then there was a chance of thick metallic coating build-up without damaging the polymer substrate. Similarly, Zhou et al. (Ref 2) made an Al/Cu bimetallic coating with aluminum as an interlayer on the surface of a carbon fiber-reinforced polymer matrix composite (PMC) using a cold spray system. It was reported that the Al coating had excellent bonding with the PMC substrate, and no defects were found at the interface. In recent years, a few articles reported on the topic of evaluation of coating deposition on the polymer substrate using cold spray system (Ref 2, 10, 11). Regrettably, none of those articles clarified the precise particle to substrate interaction mechanisms. We therefore need to know how this cold sprayed particle interacts with the polymer substrate in order to understand the bonding mechanism of the coating build-up on the polymer substrate. Accordingly, in the present work, we used two different polymers, such as PVC thermoplastic and epoxy thermosetting polymer, as a substrate. The coating microstructure and mechanical properties were evaluated. The bonding mechanism on the polymer substrate was fairly examined using scanning electron microscope (SEM) and focused ion beam (FIB) bisection technique.
Experimental Procedure
In this study, a commercially available CGT kinetic spraying (Kinetics 4000, CGT, Germany) system was used. Nitrogen gas was used as the driving gas and the powder feed gas. Two different Cu powders, a spherical and dendritic, and a spherical tin powder were used as the feedstock powders. The gas temperature and pressure were changed methodically to evaluate their effect on the coating formation. Tables 1 and 2 summarize the properties of the powders and the polymer substrate. All the powders were commercially available and supplied by Fukuda Metal Foil and Powder Co., Ltd., Japan. The spray parameters used for the deposition efficiency (DE) measurement are shown in Table 3.
For the thick copper coating, two types of interlayer were used, namely tin and spherical copper interlayer. The spray parameters for the interlayer are shown in Table 4. The process parameters for depositing the dendritic copper coating are as follows: gas pressure, 2 MPa; gas temperature, 473 K; stand of distance, 30 mm; gun traverse speed, 100 mm/min; powder feed rate, 5 rpm. The spray gun was mounted on a robot arm capable of moving all three directions with respect to the substrate. The particles collection test was performed by moving the spray gun at a high velocity across the substrate. The microstructure of the as-sprayed coatings was characterized using SEM (JSM-6390TY, JEOL Co. Ltd., Japan) and FIB (FEI, Quanta 3D 200i, Netherlands) techniques. The shear adhesion strength was measured using a specially designed jig. The shear adhesion strength of the coating was measured in accordance with EN 15340 Standard. The sample dimension was 10 × 6 × 1 mm and mounted in the jig as depicted in Fig. 1.

Schematic illustration of shear test for adhesion strength
Results and Discussion
Deposition Efficiency
The DE of the various powders on the thermoplastic (PVC) and thermosetting (epoxy) polymer substrates was measured with respect to the gas pressure and temperature. As it can be seen in Fig. 2, the DE tendency significantly changes with respect to the gas temperature rather than the gas pressure. Due to the experimental constrains at a pressure of 1 MPa, the experiment was not performed at 673 K. The DE trend is very similar for all the pressure condition. The DE gradually increases in the initial stage, literally up to 473 K, and then drop sharply after 473 K due to the glass transition temperature (353 K) of the PVC. However, there is no such behavior observed on the epoxy substrate, where the DE increases gradually up to 673 K. The maximum DE is observed for the spherical particle on the PVC substrate. The DE of dendritic particle on the PVC substrate is the second-highest. On the other hand, the DE of the dendritic and spherical copper powders on the epoxy substrate is strikingly low. In the case of PVC substrate, the particles can easily stick/penetrate (as shown in Fig. 3) into the substrate rather than rebounding due to its high plastic nature, and the substrate destruction is therefore minimum, which finally results the maximum DE. As shown in Fig. 3(a), only a very few particles attach to the substrate at a temperature of 373 K, 2 MPa. Conversely, if the temperature increases to 473 K, where the substrate temperature approaches the T g of the polymer, the particles readily attach with the substrate (Fig. 3b). However, at higher temperature, temperature of just over 673 K, the substrate surface may reach the glass transition temperature, where the polymer loses its mechanical rigidity and its state changes to soft rubbery state (Fig. 3c). Therefore, at this stage, the impacted particles do not have any firm contact with the substrate and can easily flutter. This eventually results very low DE at high temperature.

Deposition efficiency of various powders with respect to process gas temperature and pressure: (a) 1 MPa, (b) 2 MPa, (c) 3 MPa. IR irregular copper powder, SP spherical copper powder

Surface morphology of PVC substrate after particle collection test (using spherical copper powder) at a pressure of 2 MPa and temperature of (a) 373 K, (b) 473 K, (c) 673 K
The high brittleness of the epoxy substrate likely causes enormous substrate destruction and following void formation when the high velocity particles impact the substrate. On some occasion, the sprayed particles merely fasten inside the voids and thus a meager increase in the DE. As shown in Fig. 4, at low temperature, there is some minimum destruction to the substrate. It is well know that the particle velocity is a function of temperature, i.e., the higher the temperature, the higher the particle velocity. Hence, as the temperature increases, there is far more substrate destruction and the particle has more chances to clinch inside the voids, thus finally results subtle increase in the DE.

Surface morphology of epoxy substrate after particle collection test (using spherical copper powder) at a pressure of 2 MPa and temperature of (a) 373 K, (b) 473 K, (c) 673 K
It is therefore important to note now that we failed to develop a thick coating using either a spherical or dendritic copper powder alone. However, using an interlayer concept, and selecting the appropriate combination of particle morphology, we successfully developed a thick copper coating on the polymer substrates. The tin was selected since it is highly malleable and can be easily deposited on any polymers using cold spray. The spherical copper interlayer was chosen in order to avoid some adverse effect of the dissimilar materials (Cu-Sn) combination. However, the spherical copper interlayer could not be achieved on the epoxy substrate due to high brittleness of the substrate. Figure 5 shows a copper coating, thickness of approximately 1000 μm, on the PVC and epoxy substrates using the above stated interlayer concept and also can be seen in the high magnification images (Fig. 5c, d) that the dendritic particles are well bonded with the spherical and tin interlays.

Copper coating on the polymer substrate: (a) dendritic copper coating on the PVC substrate using spherical copper interlayer, (b) dendritic copper coating on the epoxy substrate using tin interlayer, (c, d) high magnifications images of (a, b) show the coating interface
Bonding Mechanism
Figure 6 shows the schematic illustration of spherical copper particle interacting with the PVC polymer and epoxy substrate. As it can be seen in the figures, the accelerated copper particles are deeply penetrated into the polymer substrate and are laterally covered by the surrounding polymer. As is well-known in the cold spray that if the substrate materials are softer or less dense, as comparing to the sprayed particle, which typically results very similar to those shown in Fig. 6(a), wherein particles are literally trapped by the surrounding softer substrate (Ref 12, 13). For the epoxy substrate, the high velocity impact of the copper particle causes brittle fracture in the vicinity of the impacted region and leaves a wider crater, where the copper particles merely attach. The FIB bisection can make a significant contribution toward explaining the illustrated above behavior. Figure 7 shows the FIB bisection of the spherical copper particle embedded in the PVC polymer substrate. As discussed above, 2/3rd of the copper particle is embedded into the PVC substrate, wherein the copper particle is perfectly locked laterally by the surrounding PVC polymer. Conversely, on the epoxy substrate, the spherical copper particles produce 45 μm wide and 35 μm deep craters, wherein the particles merely attach. The SEM image, as shown in Fig. 8, paraphrases the aforementioned behavior of the particle. From the abovementioned results, it is clear that the spherical copper particle is not suitable for continuous coating build-up. There are possibly two compelling reasons for the failure of spherical particles, especially on the PVC substrate. First, the cushion effect of the polymer dissipates the portion of impact energy that potentially needed for the particle-to-particle cohesive bonding. Second, the polymer film, at the top edge of the embedded particles, acts as a barrier for the better bonding formation with the upcoming particles. This can be witnessed from the FIB bisection image, as shown in Fig. 9.

Schematic representation of spherical copper particle interaction with (a) PVC, (b) epoxy

FIB bisection of spherical copper particle embedded in the PVC substrate

SEM image of spherical copper particle trapped inside the crater on the epoxy substrate

FIB bisection of spherical copper particle embedded and covered by the polymer film on the PVC substrate
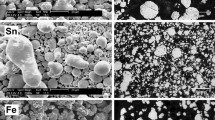
Figure 10 shows the schematic representation of interaction of dendritic and tin particle with the polymer substrate. The surface area of the dendritic particle is highly irregular, random, and large, hence the particles can make many contacts point with the substrate and can easily attach on both the substrates. However, the weak bonding, exist between the dendritic particle and polymer substrate, does not bear the impact energy of the upcoming particles, therefore the particle-to-particle cohesion bonding and consequent coating build-up is difficult to achieve. Interestingly, the tin particles, however, deform upon impact on the substrate due to its softness, as compared to the substrate, thus results jet formation and the ensuing bond formation with the substrate through mechanical anchoring. The SEM images, as shown in Fig. 11, are the evident for the aforementioned particles behavior.

Schematic representation of cold sprayed particle interaction with polymer substrate: (a) dendritic copper, (b) tin

SEM images of the interaction of cold sprayed particles with the epoxy substrate: (a) dendritic copper particle, (b) tin particle
For making thick coating, the interlayer concept is introduced. The PVC substrate is initially coated with spherical/tin particles separately and then the top coat is developed using the irregular dendritic particles. The bonding mechanism of the interlayer coating development is depicted in the schematic drawing in Fig. 12. The bonding mechanism of the dendritic particle is discussed elsewhere (Ref 1). It was discussed that the dendritic particles could be accelerated to a high velocity very easily because of the high drag co-efficient. Though the dendritic particles had a high velocity, the overall impact energy effectively minimized by several point contacts with the substrate due to their large and irregular surface area, and hence less erosion. In addition, as shown in Fig. 12(a), the dendritic particles, due to their large surface area, may form a several point contacts with the spherical particles at the initial stage, and whereupon the point contacts grow bigger by the impact of the upcoming particles and thus may eventually result a metallic bonding. A similar phenomenon has also been observed for the Sn particles (Fig. 12b), where the Sn particles, due to its soft nature, enable the dendritic particle to form a better bonding on its surface. The FIB image in Fig. 13(a) and (b) confirms the above stated mechanism and shows the ability of the dendritic particle to make a conformal contact with the tin/spherical copper particles. The dotted (white) line shown in Fig. 13 indicates the boundary between the dendritic/tin and dendritic/spherical copper particles.

Schematic representation of interaction of dendritic with different interlayers: (a) spherical copper interlayer, (b) tin interlayer

FIB bisection of dendritic copper particles interacting with (a) tin particle, (b) spherical copper particle
Finally, results show that thick coating is most likely to form on polymer substrate when the spherical copper and Sn particles are used as an interlayer; the dendritic particles can form a base stratum on the interlayer that can endure the impact energy of the upcoming particles and helps for the coating build-up.
Mechanical Properties
The shear adhesion strength of the coatings was also measured; these values were 1.93 ± 0.7 and 5.3 ± 1.4 MPa for PVC with spherical copper powder and tin powder interfaces, respectively, and 4.93 ± 1.2 MPa for epoxy substrate with tin interlayer. There were few reports on the topic of metallization of the polymeric materials using thermal spray technique, where the reported coating (tensile) adhesion strength values varied between 1 and 2 MPa (Ref 10). Result shows that the shear adhesion strength measured in the present study is fairly high. However, these values are much lower than those of cold sprayed copper coating on the aluminum substrate. Over the last several years, a common mechanism endorsed in several reported articles is that the plastic deformation may disrupt thin surface films, such as oxides, and provide intimate conformal contact under high local pressure, thus permitting bonding to occur (Ref 4-9). Later, Assadi et al. (Ref 14) and Grujicic et al. (Ref 15) claimed that the adiabatic shear instability at the particle/substrate or particle/particle interfaces contributes to the interfacial bonding. It was further suggested that this interfacial instability may give rise to material mixing at the interface and provides mechanical interlocking between the two materials for better adhesion strength. However, the above mentioned facts, such as excessive plastic deformation of particle/substrate and the material mixing at the interface, are not observed in the case of polymer substrate due to the soft nature of polymer. Therefore, the low shear adhesion strength of the coating is believed to be due to the absence of the chemical bonding, because of the dissimilar nature, and the lack of materials mixing between the polymer and the sprayed metallic particles. The observed low shear adhesion strength value of the spherical copper interlayer coating is due to the fact of formation of polymer debris by the high impact energy spherical copper particles, which thereupon trapped between the interface of the spherical copper and dendritic copper and deteriorate the good bonding formation. On the other hand, the polymer debris formation is effectively suppresses by the tin particles, where it deforms themselves rather than damaging the polymer substrate. The effective mechanical anchoring and the absence of polymer debris at the interface result a fairly high degree shear adhesion strength coating.
Conclusion
A thick copper coating with suitable interlayer was successfully developed on the polymer substrates using a cold spray technique. The following conclusions were made based on the results.
-
1.
The DE of the PVC substrate was fairly higher than the epoxy substrate due to the particle embedment into the PVC substrate.
-
2.
The poor DE of the epoxy substrate was resulted by their high brittleness; thus the high velocity particles contributed to the substrate fracture and consequent void formation rather than the deposition.
-
3.
By using interlayer, a thick copper coating was successfully developed on the PVC and epoxy substrate.
-
4.
Absence of particles deformation and the consequent materials mixing at the interface caused the poor coating adhesion strength.
References
A. Ganesan, J. Affi, M. Yamada, and M. Fukumoto, Bonding Behavior Studies of Cold Sprayed Copper Coating on the PVC Polymer Substrate, Surf. Coat. Technol., 2012, 25, p 262-269
X.L. Zhou, A.F. Chen, J.C. Liu, X.K. Wu, and J.S. Zhang, Preparation of Metallic Coatings on Polymer Matrix Composites by Cold Spray, Surf. Coat. Technol., 2011, 206, p 132-136
M. Chanda, Introduction to Polymer Science and Chemistry: A Problem Solving Approach, Taylor and Francis, CRC Press, Boca Raton, 2006, p 23-31
V. Champagne, The Cold Spray Materials Deposition Process: Fundamentals and Application, Woodhead Publishing, Cambridge, 2007, p 10-56
A.P. Alkhimov, V.F. Kosarev, and S.V. Klinkow, The Features of Cold Spray Nozzle Design, J. Therm. Spray Technol., 2001, 10, p 375-381
A.P. Alkimov, V.E. Kosarev, and A.N. Papyrin, A Method of Cold Gas-Dynamic Deposition, Dokl. Akad. Nauk SSSR, 1990, 318, p 1062-1065
T. Schmidt, F. Gartner, H. Assadi, and H. Kreye, Development of a Generalized Parameter Window for Cold Spray Deposition, Acta Mater., 2006, 54, p 729-742
A. Papyrin, Development of the Cold Spray Process, Cold Spray Technology, Albuquerque, 2006
T. Van Steenkiste, J. Smith, R. Teets, J. Moleski, D. Gorkiewicz, R. Tison, D. Marantz, K. Kowalsky, W. Riggs, P. Zajchowski, B. Pilsner, R. McCune, and K. Barnett, Kinetic Spray Coatings, Surf. Coat. Technol., 1999, 111, p 62-71
R. Lupoi and W. O’Neill, Deposition of Metallic Coatings on Polymer Surfaces Using Cold Spray, Surf. Coat. Technol., 2010, 205, p 2167-2173
Y. Xu and I.M. Hutchings, Cold Spray Deposition of Thermoplastic Powder, Surf. Coat. Technol., 2006, 201, p 3044-3050
T. Hussain, D.G. McCartney, and P.H. Shipway, Bonding Between Aluminium and Copper in Cold Spraying: Story of Asymmetry, Mater. Sci. Technol., 2012, 28, p 1371-1378
D. Zhang, P.H. Shipway, and D.G. McCartney, Cold Gas Dynamic Spraying of Aluminum: The Role of Substrate Characteristics in Deposit Formation, J. Therm. Spray Technol., 2005, 14(1), p 109-116
H. Assadi, F. Gärtner, T. Stoltenhoff, and H. Kreye, Bonding Mechanism in Cold Gas Spraying, Acta Mater., 2003, 51(15), p 4379-4394
M. Grujicic, C.L. Zhao, W.S. DeRosset, and D. Helfritch, Adiabatic Shear Instability Based Mechanism for Particles/Substrate Bonding in the Cold-Gas Dynamic-Spray Process, Mater. Des., 2004, 25(8), p 681-688
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 5th Asian Thermal Spray Conference (ATSC 2012) and has been expanded from the original presentation. ATSC 2012 was held at the Tsukuba International Congress Center, Ibaraki, Japan, November 26-28, 2012, and was organized by the Japan Thermal Spray Society and the Asian Thermal Spray Society.
Rights and permissions
About this article
Cite this article
Ganesan, A., Yamada, M. & Fukumoto, M. Cold Spray Coating Deposition Mechanism on the Thermoplastic and Thermosetting Polymer Substrates. J Therm Spray Tech 22, 1275–1282 (2013). https://doi.org/10.1007/s11666-013-9984-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-013-9984-x