
Abstract
Wear behavior of plasma-sprayed carbon nanotube (CNT)-reinforced aluminum oxide (Al2O3) composite coatings are investigated at room temperature (298 K), elevated temperature (873 K), and in sea water. Lowest wear volume loss was observed in the sea water as compared to dry sliding at 298 and 873 K. Relative improvement in the wear resistance of Al2O3-8 wt.% CNT coating compared to Al2O3 was 72% at 298 K, 76% at 873 K, and 66% in sea water. The improvement in the wear resistance of Al2O3-CNT coatings is attributed to (i) larger area coverage by protective film on the wear surface at room temperature and in sea water, (ii) higher fracture toughness of Al2O3-CNT coatings due to CNT bridging between splats, and (iii) anti-friction effect of sea water. The average coefficient of friction (COF) was the lowest (0.55) in sea water and the highest (0.83) at 873 K for Al2O3-8 wt.% CNT coating.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Plasma-sprayed aluminum oxide (Al2O3) coatings offer excellent wear resistance, corrosion resistance, heat, and thermal shock resistance, and have been widely used by the US Navy and other industries (Ref 1-6). These coatings have to operate under severe conditions, such as high load, high speed, elevated temperature, and aggressive corrosive and marine environments (Ref 5, 7-10). Therefore, it is of primary importance to study the tribological behavior of coatings at extreme conditions.
Tribological behavior of carbon nanotube (CNT)-reinforced Al2O3 composites has been explored earlier (Ref 8, 11-15). Ahmad et al. investigated the tribological behavior of hot-pressed Al2O3-CNT composites against silicon nitride (Si3N4) ball for varying CNT contents up to 10 wt.% (Ref 11). Addition of 10 wt.% of CNT in monolithic Al2O3 showed an improvement of 63% in sliding wear resistance under normal load of 14 N (Ref 11). This improvement was attributed to the dispersion of CNTs in Al2O3 matrix, CNT bridging within the Al2O3 grains, and strengthening of the grain boundaries by CNTs (Ref 11). An et al. also studied the tribological performance of hot-pressed Al2O3-CNT against Si3N4 ball and found that wear resistance improved for 4 wt.% CNT but showed deterioration at higher CNT content (10 wt.%) because of inhomogeneous dispersion and poor cohesion of CNT (Ref 12). Lim et al. showed that wear resistance continuously improved with an increase in CNT content up to 12 wt.% in Al2O3-CNT composite (Ref 15). This was attributed to the enhanced dispersion of CNTs in Al2O3 which was achieved by tape casting followed by lamination and hot pressing (Ref 15).
In our group’s earlier study, Balani et al. reported the room temperature tribological behavior of plasma-sprayed Al2O3-CNT coatings in dry sliding condition against ZrO2 pin at a normal load of 48 N (Ref 13). An improvement of 49 times in the sliding wear resistance of Al2O3-8 wt.% CNT coating was observed (Ref 13). This improvement was attributed to a uniform dispersion of nanotubes, CNT bridging between the splats, and enhanced densification by CNTs. In another study, tribological behavior of plasma-sprayed Al2O3-1.5 wt.% CNT coating was investigated at elevated temperature (~573, 873 K) against tungsten carbide (WC) ball as a counterpart at a normal load of 30 N (Ref 8). This coating was synthesized by plasma spraying using Al2O3 powder having chemical vapor-deposited (CVD) CNTs on the powder surface. The wear surface showed formation of tungsten oxide (WO3)-rich protective layer because of tribochemical reaction with WC ball at elevated temperature (Ref 8). Relative improvement in the wear resistance of Al2O3-1.5 wt.% CNT coating was found to be ~12% at room temperature, 56% at 573 K, and 82% at 873 K (Ref 8). Improved wear resistance of Al2O3-CNT coating was attributed to (i) large area coverage by protective film at the elevated temperature, (ii) higher hardness than Al2O3 coating, and (iii) CNT bridging between splats.
Though our previous studies provided an insight into the wear behavior of plasma-sprayed Al2O3-CNT coatings (Ref 8, 13), no information could be determined about tribological behavior in marine environment. To the best of our knowledge, no study has been reported in the literature on the tribological behavior of plasma-sprayed Al2O3-CNT coatings in sea water. In the present study, the tribological behavior of plasma-sprayed Al2O3-CNT coatings is investigated at room temperature (298 K), elevated temperature (873 K), and in sea water, using ball-on-disk tribometer against a Si3N4 ball. Hence, the novelty of this study is two-fold: (i) tribological behavior of Al2O3-CNT composite coatings in marine environment, and (ii) high-temperature wear behavior of Al2O3-CNT composite coatings at a higher CNT content of 4 and 8 wt.%. Our previous (Ref 8) high-temperature wear study of Al2O3-CNT composite was restricted to mere 1.5 wt.% CNTs, which is significantly lower than 4 and 8 wt.% CNTs adopted in the present study.
Experimental Procedure
Coating Synthesis
Three different spray-dried powders viz. Al2O3 (referred as A-SD), Al2O3-4 wt.% CNT (referred as A4C-SD), and Al2O3-8 wt.% CNT (referred as A8C-SD) were plasma sprayed using SG 100 gun (Praxair Surface Technology, Danbury, CT) on AISI 1020 steel substrate (100 mm × 19 mm × 3.2 mm) to synthesize Al2O3 and Al2O3-CNT coatings. Optimized plasma parameters to obtain high density coating were employed to synthesize the Al2O3 and Al2O3-CNT coatings and are listed in Table 1. The details of powder processing and optimization are published elsewhere (Ref 16).
Microstructural and Mechanical Characterization
A JEOL JSM 6330 F field emission scanning electron microscope (FE-SEM) was employed to investigate the microstructural and topographical features of the worn surface of plasma-sprayed Al2O3-CNT coatings. X-ray mapping was performed using a JEOL JSM 5910LV scanning electron microscope (SEM) operating at 15 kV with 16 frames in a matrix of 1024 × 800 pixels taking 50 μs per square pixel, each pixel being of dimensions 0.336 μm in the x and y equally. Micro-Raman spectroscopy (spatial resolution: 5 μm) was employed to study the CNT structure in Al2O3-CNT coatings before and after wear. A titanium (Ti)-sapphire crystal target with a laser wavelength of 785 nm was used, and the laser was produced using a source from Spectra Physics (Model 3900 S, CA, USA) with the detector (spectral resolution: 4 cm−1) from Kaiser optical system, Inc. (MI, USA). The wear tracks of the Al2O3-CNT coatings after room temperature (298 K) and high-temperature testing (873 K) were characterized using Physical Electronics (PHI 5400) ESCA x-ray photoelectron spectroscopy (XPS). Nonmonochromatic x-ray radiation from Mg Kα source of 300 W was used for the analysis. Vickers microhardness tester (MHT Micro Photonics Inc., CA) at a load of 4 kg, and 30 seconds dwell time was applied to measure the microhardness of the coatings. Fracture toughness by indentation method was evaluated using Anstis equation (Ref 17).
Tribological Studies
Ball-on-disk tribometer (Nanovea, Micro Photonics Inc., CA, USA) having options of conducting wear experiments at high temperature and in lubricating media was employed to evaluate the wear resistance of the coatings. Wear tests were conducted at room temperature (298 K), elevated temperature (873 K), and in sea water. Sea water studies were conducted at room temperature (298 K). Sea water was prepared according to the ASTM1141-98 standard (Ref 18) as shown in Table 2.
Wear tests were carried out at 250 rpm (linear sliding velocity: 0.156 m/s) and at a normal load of 30 N with a stationary ball and the rotating sample. Each wear test was conducted for 60 min resulting in 15000 revolutions which correspond to 565 meters linear travel distance. A 3 mm-diameter silicon nitride (Si3N4) ball was employed to slide against the coating surface. The surface of the plasma-sprayed coatings was polished to an average roughness (R a) value of ~1.0-2.5 μm. Surface roughness of the polished coatings was measured using surface roughness analyzer TR 200 (Micro Photonics Inc., CA). The worn surface profile was investigated using a non-contact 3D optical profilometer PS50 (Nanovea, CA, USA). The resultant profile images were processed using image processing software SPIP™ (Image Metrology A/S, Horsholm, Denmark) to calculate the wear volume. Depth profiles were taken along lines drawn parallel as well as perpendicular to the wear track. Three wear tests were conducted for each condition to evaluate the consistency of the wear volume loss and coefficient of friction (COF). The frictional force between the ball and the coating surface was measured by the linear variable differential transformer (LVDT) sensor. The data were acquired at a rate of 1000 data points per minute.
Results and Discussion
Plasma-sprayed Al2O3-CNT Coatings
A brief background of the powder processing and the coating synthesis are described here for the benefit of readers and sake of completeness. The details are published elsewhere (Ref 16). Fine Al2O3 powder (150 nm) was reinforced with multiwall CNTs of varying content (0, 4, and 8 wt.%), by spray-drying technique. The spray-dried agglomerates contain high amounts of porosity (~30-40%), but this improves flowability of the powder because of the spherical shape and reduced interparticle friction between nanoparticles. CNTs were uniformly dispersed on the surface of agglomerate which is critical for an improvement in the mechanical and tribological properties. A-SD, A4C-SD, and A8C-SD composite coatings were synthesized by plasma spraying of spray-dried Al2O3, Al2O3-4 wt.% CNT, and Al2O3-8 wt.% CNT powders, respectively. Coatings have a uniform thickness of 400 μm with a theoretical density of ~96% for A-SD coating and ~96.5 and ~97% for A4C-SD and A8C-SD coatings, respectively, as measured by the water immersion technique (Ref 16). The slightly higher density in CNT containing coatings is attributed to the uniform dispersion of nanotubes in the agglomerates, which causes uniform melting and intersplat void filling (Ref 16).
Figure 1(a) and (b) shows the fracture surface of A4C-SD and A8C-SD coatings, respectively. CNTs are dispersed within Al2O3 splats. Table 3 shows the microhardness and fracture toughness of A-SD, A4C-SD, and A8C-SD coatings. Owing to limitations associated with measurement of true fracture toughness of ceramics by indentation and SEVNB (Single edge V-notched beam) methods (Ref 19-21), we have emphasized on relative improvement in the fracture toughness in Table 3. Improvement in the microhardness of CNT-reinforced coatings is attributed to the enhanced indentation resistance due to CNTs. Significant improvement in the fracture toughness of CNT-reinforced coatings is attributed to the combined effect of lower porosity and the distributed CNTs in the Al2O3 matrix, which promotes toughening mechanisms. SEM investigation inside the indentation crack elucidates the toughening mechanisms offered by CNTs. Figure 2(a) shows the high magnification SEM image of Vickers indent at 4 kg load showing the fine radial crack in A8C-SD coating. Figure 2(b) display high magnification SEM images within the crack in A8C-SD coating. CNT bridging between the splats resists the crack widening and propagation, and hence, contributes toward the toughening. Uniformly dispersed CNTs in Al2O3 matrix provide multiple sites for anchoring and bridging the splats resulting in uniform toughening. Crack deflection at CNT/Al2O3 interface is also observed in the A8C-SD coating. Figure 2(c) shows that crack deflects to another direction after it interacts with CNT bridge. Such deflection results in the dissipation of crack energy resulting in improved fracture toughness.

SEM images of fracture surfaces of (a) A4C-SD coating and (b) A8C-SD coating showing CNTs in the Al2O3 matrix

(a) High magnification SEM image of Vickers indent at 4 kg load for A8C-SD coating showing fine radial crack. (b) High magnification SEM image within the crack for A8C-SD coating showing CNT bridging inside the crack. (c) High magnification SEM image within the crack for A8C-SD coating showing crack deflections at Al2O3-CNT interface
Wear Behavior at Room and High Temperatures
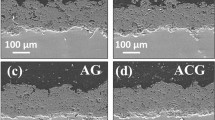
Figure 3 shows the wear volume loss as a function of temperature at a normal load of 30 N for A-SD, A4C-SD, and A8C-SD coatings. Wear volume loss of each coating in sea water is also shown in Fig. 3 which will be discussed later in section 3.3. Percentage value shown in Fig. 3 is the relative improvement in the wear resistance of that coating relative to A-SD coating. Volume loss increases with the temperature for all coatings, while it decreases with an increasing CNT content when sliding against Si3N4 counter body. The difference in the volume loss due to wear is clearly shown in 3D optical profiles in Fig. 4. Figure 4(a) and (b) shows the 3D optical profiles of wear tracks of A-SD and A8C-SD coatings, respectively, at 298 K, while Fig. 4(c) and (d) shows the 3D optical profile images of wear track of A-SD and A8C-SD coatings, respectively, at 873 K. The wear profile for A4C-SD (i.e., intermediate CNT content) is not shown here for the sake of brevity. Similarly, wear track profiles of A-SD and A8C-SD coatings in sea water are shown in Fig. 4(e) and (f), respectively. Inset image represents the depth and width of the corresponding wear track.

Wear volume loss of A-SD, A4C-SD, and A8C-SD coatings at room temperature (298 K), sea water (298-SW), and at 873 K. Percentage value shown above the bar is the relative improvement in the wear resistance of the that coating relative to Al2O3 (A-SD) coating

3D optical profiles of worn surface of (a, b) A-SD and A8C-SD coatings at 298 K, (c, d) A-SD and A8C-SD coatings at 873 K, and (e, f) A-SD and A8C-SD coating in sea water. Inset image shows the depth of the wear track after the linear sliding distance of ~565 m at normal load of 30 N
Wear depths and wear volume losses for A-SD, A4C-SD, and A8C-SD coatings at 298 K, 873 K, and at sea water, are calculated from the wear profiles and are tabulated in Table 4. COF is also listed in Table 4, which will be discussed later in section 3.4. The highest wear depth and wear volume loss were observed for all coatings at 873 K, while the lowest wear was observed in sea water. The reinforcement effect of CNTs is clearly highlighted in Fig. 4 and Table 4, which reveals the lower wear depth and volume for CNT-reinforced Al2O3 coatings.
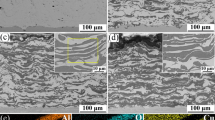
In order to understand the wear mechanism at different conditions, wear surfaces were observed under FE-SEM as shown in Fig. 5. Wear surface of coatings in sea water are also shown in Fig. 5. Figure 5(a)-(c) shows the SEM micrographs of wear surfaces of A-SD, A4C-SD, and A8C-SD coatings at 298 K, respectively. Similarly, Fig. 5(d)-(f) represents the SEM micrographs of wear surfaces of A-SD, A4C-SD, and A8C-SD coatings at 873 K, respectively. Wear surfaces of all the coatings at 298 K show bimodal characteristic of the rough and smooth surfaces. Wear surfaces of all the coatings at 873 K shows highly rough surface with only traces of dispersed smooth regions. Rough surface indicates the phenomena of severe wear whereas smooth region is due to thin film formation often due to a tribochemical reaction. Formation of a smooth, thin protective layer as a result of tribochemical reaction can reduce the wear of coating surface against sliding (Ref 9, 22, 23). The percentage of smooth area covered indicating thin film on the worn surface of A-SD, A4C-SD, and A8C-SD coatings at 298 and 873 K was measured from several locations on the wear track images using Image J software (http://rsbweb.nih.gov/ij/index.html). Table 5 shows the fraction of the area coverage of the smooth thin film on the wear track of coatings at 298 and 873 K. Smooth thin film was also observed in sea water wear condition (Fig. 5). Table 5 clearly indicates the higher transfer of smooth thin film in the case of coatings at 298 K and the lowest at 873 K.

Wear surface topography after the linear sliding distance of ~565 m and at normal load of 30 N for (a-c) A-SD, A4C-SD, and A8C-SD coatings, respectively, at 298 K, (d-f) A-SD, A4C-SD, and A8C-SD coating respectively at 873 K, and (g-i) A-SD, A4C-SD, and A8C-SD coating respectively in sea water
Distribution of smooth thin film has also been observed by performing elemental x-ray mapping of the wear track. Figure 6 shows the elemental x-ray mapping of the wear surfaces of A8C-SD coating at 298 K, 873 K and in sea water. Figure 6(a1), (b1), and (c1) shows the back-scattered images of wear tracks of A8C-SD coating at 298 K, 873 K and in sea water, respectively. Figure 6(a2-a6) and (b2-b6) shows the distribution of silicon, aluminum, oxygen, nitrogen and carbon, respectively in the worn surface of A8C-SD coating at 298 and 873 K, respectively. X-ray map confirms the presence of silicon, nitrogen in the wear surface which is as results of tribochemical reaction with the Si3N4 ball. Si3N4 ball oxidizes in the presence of moisture and forms a protective film on the wear surface of coatings as a result of tribochemical reaction (Ref 9, 22, 24). High-temperature oxidation reaction of Si3N4 in the presence of moisture was analyzed with the help of FactSage thermochemistry software (Ref 25). Equations 1-3 show oxidation reactions from 298 to 1173 K and associated change in the Gibbs free energy. Equation 1 indicates the formation of crystalline SiO2 as the reaction product at 298 K which changes to amorphous hydrated SiO2 at 873 K. Increasingly negative Gibbs free energy with the increasing temperature confirms thermodynamic stability of amorphous hydrated SiO2 formation at higher temperature (873 K).
XPS analysis of the wear surface of A8C-SD coating at 298 K and 873 K in Fig. 7 shows the single major peak at 103.5 eV corresponding to SiO2. This is in good agreement with the reported literature value where the single peak with E b = 103.3 eV corresponds to Si 2p bond in SiO2 (Ref 26, 27). It should be noted that Eq 2 shows the formation of amorphous hydrated SiO2 as reaction product at 873 K, while XPS shows the presence of crystalline SiO2. This is attributed to the transformation of amorphous hydrated SiO2 to crystalline SiO2 below ~823 K (Ref 25). It must be recalled that the most of the room temperature wear surfaces of coatings were covered with protective tribochemical SiO2 film that reduced the wear volume loss. However, the absorption tendency of moisture decreases at higher temperature, and hence results in a reduced fraction of protective film formation. This is observed in Fig. 5(d)-(f), which shows only traces of smooth region which is indicative of protective SiO2 film.

X-ray maps of wear track of (a) A8C-SD at 298 K, (b) A8C-SD at 873 K, and (c) A8C-SD coating in sea water. a1, b1, and c1 are the backscattered images of wear tracks of A8C-SD coating at 298 K, 873 K, and in sea water, respectively. a2-a6, and b2-b6 show the distributions of silicon, aluminum, oxygen, nitrogen, and carbon, respectively, while c2-c8 shows the distribution of silicon, aluminum, oxygen, carbon, nitrogen, sodium, and chlorine, respectively

XPS spectra collected from wear track of A-8CSD coating (a) at 298 K and (b) at 873 K. Both the spectra show the major peak of Si 2p near ~103.5 eV confirming the presence of SiO2 layer on the surface of wear track
In our previous study on tribological behavior of Al2O3-1.5 wt.% CNT coating at elevated temperature (Ref 8), wear resistance of the coatings was found to increase at 873 K when sliding against tungsten carbide (WC) ball. This was attributed to the presence of relatively larger amounts of tungsten oxide (WO3) protective layer on the wear track as a result of tribochemical reaction (Ref 8). This shows the strong effect of counterpart on tribological behavior of Al2O3 coating, especially at elevated temperatures. Sliding wear against WC ball showed protective layer formation at elevated temperature (Ref 8), whereas sliding against Si3N4 ball shows protective layer formation at room temperature (Ref 9). Si3N4 ball in post-wear condition was examined to further understand the wear mechanism. It was expected that there will be more transferred layer from the coating to Si3N4 ball surface in severe wear conditions. Figure 8(a) shows unworn surface of the Si3N4 ball whereas Fig. 8(b) and (c) shows the worn surfaces of Si3N4 ball after the wear at 298 and 873 K, respectively. Unworn Si3N4 ball shows a smoother surface, whereas rough surface is observed for 298 and 873 K. From Fig. 8(b) and (c), it can be concluded that the wear surface of the ball at 873 K has higher fraction of the transfer layer from the coating. Composition of the transfer layer has been identified by performing EDS and x-ray mapping on the worn surface of Si3N4 ball. EDS spectrum of the worn ball in Fig. 8(d) shows high intensity peak for aluminum. Table 6 presents the quantitative EDS analysis of elements, which shows high weight percentages of aluminum and oxygen on the worn ball surface, indicating higher amount of transfer layer from the wear track to ball as a result of severe wear of Al2O3-based coatings. The transfer layer on Si3N4 ball also shows carbon peak, which originates from the wear of A8C-SD coating.

(a) Unworn surface (US) of Si3N4 ball, (b) worn surface (WS) of Si3N4 ball after the wear test at ~298 K, (c) Worn surface (WS) of Si3N4 ball after the wear test at ~873 K, and (d) EDS spectra collected from the worn surface of ball. Wear surface of Si3N4 ball are shown after conducting experiments against A8C-SD coating
Higher transfer of layers from the A8C-SD coating to ball suggest severe wear of the coating. Severe wear of the coating at ~873 K also has an adverse effect on the toughening mechanism offered by CNTs. Owing to severe wear of coating, some of the reinforced CNTs might get exposed to elevated temperature (873 K) resulting in their oxidation. Osswald et al. (Ref 28) monitored the oxidation of CNTs by Raman spectroscopy and concluded that oxidation of CNT occurs above 440 °C with a severe rate at 550-600 °C. Li et al. (Ref 29) also concluded that oxidation of CNTs occurs in the temperature range of 480-750 °C in air. Oxidation of CNT might lead to defect generation in the tubular structure, which has been studied by collecting Raman spectra from the wear tracks of A4C-SD and A8C-SD coatings at 873 K. Figure 9(a) and (b) shows the Raman spectra for unworn and worn surfaces of A4C-SD and A8C-SD coatings, respectively, at 298 K, 873 K, and in sea water. Positions of D and G peaks and I D/I G ratios in Table 7 were calculated from the Raman spectra. I D/I G ratio was slightly higher for the wear surfaces of A4C-SD and A8C-SD coatings at 873 K as compared with unworn coating. Increased I D/I G ratio is the indication of more defects in the CNTs in the worn surfaces of A4C-SD and A8C-SD coatings which might be due to oxidation of CNTs at elevated temperature (873 K). This could degrade the toughening effect of CNTs to some extent and lower the wear resistance as observed in Fig. 3. In our previous study on wear of Al2O3-1.5 wt.% CNT coatings at 873 K (Ref 8), lower I D/I G ratio was observed from the worn surface at 873 K against WC ball, which is contrary to the present study. Such behavior was attributed to the formation of high fraction of protective WO3 film at high temperature which not only prevents oxidation of CNTs, but also maintains the toughening caused by CNTs (Ref 8).

Raman spectra of unworn (US) and worn surfaces (WS) of (a) A4C-SD, and (b) A8C-SD coatings at room temperature, 873 K, and at sea water
Figure 3 also shows that wear resistance improves with the increasing CNT content. Relative increase in the wear resistance of CNT-reinforced coating is attributed to the higher fracture toughness of CNT-reinforced coatings. Reinforcement by 4 and 8 wt.% of CNTs showed ~88 and ~338% improvement, respectively, in the fracture toughness of Al2O3 coating (as shown in Table 3). Evans and Marshall equation confirms that higher fracture toughness results in higher wear resistance of the ceramic (Ref 30). Figure 10(a) and (b) shows the CNT bridging between the splats in wear tracks of A4C-SD and A8C-SD coatings at 298 K. Figure 10(c, d) and (e, f) shows CNT bridging between the splats in wear tracks of A4C-SD and A8C-SD coatings at 873 K and in sea water respectively. CNT bridging reduces the degree of material removal by resisting the crack propagation and improving the toughening. It is true that at higher temperature, oxidation of CNTs may degrade the toughening effect to some extent and lower the wear resistance. Our results indicate that CNT-reinforced coatings displayed improved wear resistance even at higher temperature, though wear resistance was more significant at room temperature.

High magnification images of wear surface (a, b) A4C-SD and A8C-SD coatings at 298 K; (c, d) A4C-SD and A8C-SD coatings at 873 K; and (e, f) A4C-SD and A8C-SD coatings in sea water, showing the CNT bridging between the splats
Wear Behavior of Coatings in Sea Water
Figure 3 also shows the wear volume loss of A-SD, A4C-SD, and A8C-SD coatings in sea water. All coatings exhibit lowest wear volume loss in sea water as compared to dry sliding at room and elevated temperature. In addition, the wear volume decreased with an increasing CNT content in sea water environment. Figure 4(e) and (f) shows the 3D optical profiles of wear track of A-SD and A8C-SD coatings in sea water. Inset shows the depth of the wear track clearly highlighting the lowest wear volume loss and wear depth in sea water as compared to 298 and 873 K. Figure 5(g)-(i) shows the worn surfaces of A-SD, A4C-SD, and A8C-SD coatings in sea water. Regions of high roughness and smooth thin film formation were observed in all coatings. Figure 6 shows the elemental x-ray mapping of the wear surface in sea water. Figure 6(c1) is the backscattered image of wear track of A8C-SD coating. Figure 6(c2)-(c7) shows the distribution of silicon, aluminum, oxygen, nitrogen, carbon, sodium, and chlorine respectively. X-ray maps confirm the presence of silicon, and nitrogen similar to dry sliding wear. This is attributed to the tribochemical reaction with the Si3N4 ball and formation of a thin protective SiO2 film. The area fraction of the protective film on the worn surface of the coatings in sea water is relatively lower as compared with dry sliding (Table 5). This is attributed to a higher probability of dissolution of the transfer layer in the sea water as elucidated in Fig. 11.

Schematic of wear process in dry and sea water environment
It is noteworthy that even though sea water wear results in lower area fraction of the protective film, it exhibits the highest wear resistance. This is attributed to the following reasons: (i) antifriction natures of Cl−, Mg2+, and Ca2+ ions in sea water results in relatively lower wear debris generation (Ref 17), (ii) entrapped wear debris in sea water acts as rolling points resulting in smoother wear process, and (iii) dense microstructure (~96-97.5%) of the coating does not allow significant penetration of Cl− ions to cause corrosion. It is also possible that total wear time (60 min) was not large enough to cause corrosion-enhanced wear of the coatings. Yan et al. (Ref 10) investigated the corrosion behavior of Al2O3-based ceramic coating in dilute HCl solution and showed that significant weight loss in the coating was found after 5 h of corrosion time in 1 N HCl solution (Ref 10). The improved wear resistance in sea water for higher CNT content coatings is due to higher fracture toughness caused by CNT reinforcement. Figure 10(e) and (f) shows CNT bridging between the splats in the wear tracks of A4C-SD and A8C-SD coatings in sea water. CNT bridging reduces the degree of material removal by resisting the crack propagation.
Friction Behavior of Coatings
Figure 12 shows the dynamic COFs for A-SD, A4C-SD, and A8C-SD coatings at 298 K, 873 K, and in sea water during the entire travel distance of 565 m. An average COF value is shown in Table 4 for all the three coatings at different temperatures and in sea water. The average value of COF is obtained from the best-fit line in the steady region of the curve. The lowest COF was found for all the coatings in seawater. This was due to the antifriction effects of sea water and the entrapped wear debris, which act as rolling points resulting in lower COF values in sea water. The highest COF was observed for all the coatings at 873 K, which is attributed to the presence of negligible amount of protective film on the wear track. Hence, large amounts of wear debris generated in the wear track results in higher asperities and the highest COF.

Coefficient of friction (COF) with sliding distance at normal load of 30 N for wear track of coating (a) at 298 K, (b) at 873 K, and (c) in sea water
It is also observed that CNT-reinforced coatings have slightly lower COFs at 298 K and in sea water, while COF is almost similar at 873 K. This behavior could be explained in terms of graphitization of CNTs due to wear, which can be examined from I D/I G ratio from the Raman spectra of the wear track. Table 7 shows the I D/I G ratios for unworn and worn surfaces of all the coatings. It is observed that I D/I G ratio from the worn surfaces of A4C-SD and A8C-SD coatings is lower as compared with unworn surfaces at room temperature and sea water. A lower I D/I G value indicates higher degree of graphitization in the wear surface, which might be due to exposed graphene layer of CNTs by continuous abrading of the wear surface. Hence, a relatively lower COF was observed for CNT-reinforced coatings. However, in the case of wear at 873 K, CNT-reinforced coatings showed almost similar COF with A-SD coating (Table 4). I D/I G ratio from the worn surfaces of A4C-SD and A8C-SD coatings is higher at 873 K as compared with unworn surface, which indicates higher defect density caused by oxidation of CNTs at elevated temperature. Hence, no contribution from CNTs was observed in lowering COF in A4C-SD and A8C-SD coatings at 873 K.
Conclusions
Tribological behavior of plasma-sprayed Al2O3 and Al2O3-CNT coatings was evaluated at room temperature (298 K), elevated temperature (873 K), and in sea water. The wear surface shows formation of SiO2-rich protective layer because of tribochemical reaction with Si3N4 ball at room temperature and in sea water. With increasing temperature, wear volume loss increased for A-SD, A4C-SD, and A8C-SD coatings. This was mainly due to negligible presence of the SiO2 protective layer on the wear track at elevated temperature. Addition of 8 wt.% of CNT increases the wear resistance of Al2O3 (A-SD) coating by 72% at room temperature, ~76% at 873 K, and ~66% in sea water. Higher wear resistance of CNT-reinforced coating was attributed to (i) higher fraction of SiO2 protective film on the wear surface at room temperature and sea water, (ii) higher fracture toughness of CNT-reinforced coating, and (iii) antifriction effect of sea water. Average COF was the lowest in sea water and the highest at 873 K.
References
K. Balani and A. Agarwal, Process Map for Plasma Sprayed Aluminum Oxide-Carbon Nanotube Nanocomposite Coatings, Surf. Coat. Technol., 2008, 202, p 4270-4277
E.H. Jordan and M. Gell, Nano Crystalline Ceramic and Ceramic Coatings Made by Conventional and Solution Plasma Spray, Nanomaterials Technology for Military Vehicle Structural Applications, RTO-MP-AVT-122, 3-4 October, 2005
G.R. Karagedov and N.Z. Lyakhov, Preparation and Sintering of Nanosized Alpha-Al2O3 Powder, Nanostruct. Mater., 1999, 11, p 559-572
H. Luo, D. Goberman, L. Shaw, and M. Gell, Indentation Fracture Behavior of Plasma-Sprayed Nanostructured Al2O3-13 wt.% TiO2 Coatings, Mater. Sci. Eng. A, 2003, 346, p 237-245
L.L. Shaw, D. Goberman, R. Ren, M. Gell, S. Jiang, Y. Wang, D.T. Xiao, and P.R. Strutt, The Dependency of Microstructure and Properties of Nanostructured Coatings on Plasma Spray Conditions, Surf. Coat. Technol., 2000, 180, p 1-8
Y. Wang, S. Jiang, M. Wang, S. Wang, T.D. Xiao, and P.R. Strutt, Abrasive Wear Characteristics of Plasma Sprayed Nanostructured Alumina/Titania Coatings, Wear, 2000, 237, p 176-185
H.Y. Ding, Z.D. Dai, S.C. Skuiry, and D. Hui, Corrosion Wear Behaviors of Micro-Arc Oxidation Coating of Al2O3 on 2024Al in Different Aqueous Environments at Fretting Contact, Tribol. Int., 2010, 43, p 868-875
A.K. Keshri, J. Huang, W. Choi, and A. Agarwal, Intermediate Temperature Tribological Behavior of Carbon Nanotube Reinforced Plasma Sprayed Aluminum Oxide Coating, Surf. Coat. Technol., 2010, 204, p 1847-1855
X. Lin, Y. Zenga, C. Ding, and P. Zhang, Effects of Temperature on Tribological Properties of Nanostructured and Conventional Al2O3-3 wt.% TiO2 Coatings, Wear, 2004, 256, p 1018-1025
D. Yan, J. He, X. Li, Y. Liu, J. Zhang, and H. Ding, An Investigation of the Corrosion Behavior of Al2O3-Based Ceramic Composite Coatings in Dilute HCl Solution, Surf. Coat. Technol., 2001, 141, p 1-6
I. Ahmad, A. Kennedy, and Y.Q. Zhu, Wear Resistant Properties of Multi Walled Carbon Nanotubes Reinforced Al2O3 Nanocomposites, Wear, 2010, 269, p 71-78
J.W. An, D.H. You, and D.S. Lim, Tribological Properties of Hot-Pressed Alumina-CNT Composites, Wear, 2003, 255, p 677-681
K. Balani, S.P. Harimkar, A.K. Keshri, Y. Chen, N.B. Dahotre, and A. Agarwal, Multiscale Wear of Plasma-Sprayed Carbon-Nanotube-Reinforced Aluminum Oxide Nanocomposite Coating, Acta Mater., 2008, 56, p 5984-5994
D.S. Lim, J.W. An, and H.J. Lee, Effect of Carbon Nanotube Addition on the Tribological Behavior of Carbon/Carbon Composites, Wear, 2002, 252, p 512-517
D.S. Lim, D.H. You, H.J. Choi, S.H. Lim, and H. Jang, Effect of CNT Distribution on Tribological Behavior of Alumina-CNT Composites, Wear, 2005, 259, p 539-544
A.K. Keshri, R. Patel, and A. Agarwal, Comprehensive Process Maps to Synthesize High Density Plasma Sprayed Aluminum Oxide Composite Coatings with Varying Carbon Nanotube Content, Surf. Coat. Technol., 2010, 205, p 690-702
G.R. Anstis, P. Chantikul, B.R. Lawn, and D.B. Marshall, A Critical Evaluation of Indentation Techniques for Measuring Fracture Toughness: Direct Crack Measurements, J. Am. Ceram. Soc., 1981, 64, p 533-538
J. Wang, F. Yana, and Q. Xue, Tribological Behavior of PTFE Sliding Against Steel in Sea Water, Wear, 2009, 267, p 1634-1641
X. Wang, N.P. Padture, and H. Tanaka, Contact-Damage-Resistant Ceramic/Single-Wall Carbon Nanotubes and Ceramic/Graphite Composites, Nat. Mater., 2004, 3, p 539-544
G.D. Zhan, J.D. Kuntz, J. Wan, and A.K. Mukherjee, Single Walled Carbon Nanotube as Attractive Toughening Agents in Alumina Based Nanocomposites, Nat. Mater., 2003, 2, p 38-42
G.D. Quinn and R.C. Bradt, On the Vickers Indentation Fracture Toughness Test, J. Am. Ceram. Soc., 2007, 90, p 673-680
S.S. Kim, Y.H. Chae, and D.J. Kim, Tribological Characteristics of Silicon Nitride at Elevated Temperatures, Tribol. Lett., 2000, 9, p 227-232
J. Li and D. Xiong, Tribological Behavior of Graphite-Containing Nickel-Based Composite as Function of Temperature, Load and Counterface, Wear, 2009, 266, p 360-367
S. Wilson and A.T. Alpas, Dry Sliding Wear of a PVD TiN Coating Against Si3N4 at Elevated Temperatures, Surf. Coat. Technol., 1996, 86-87, p 75-81
FACTSAGE, Thermodynamic Equilibrium Software, Version 5.0, Center for Research in Computational Thermochemistry of the Ecole Polythechnique at the Université de Montréal and GTT-Technologies, GmbH, Aachen, Germany, 2001
Y.S. Feng, S.M. Zhou, Y. Li, and L.D. Zhang, Preparation of the SnO2/SiO2 Xerogel with a Large Specific Surface Area, Mater. Lett., 2003, 57, p 2409-2412
N. Koshizaki, H. Umehara, and T. Oyama, XPS Characterization and Optical Properties of Si/SiO2, Si/Al2O3 and Si/MgO Co-Sputtered Films, Thin Solid Films, 1998, 325, p 130-136
S. Osswald, M. Havel, and Y. Gogotsi, Monitoring Oxidation of Multiwalled Carbon Nanotubes by Raman Spectroscopy, J. Raman Spectrosc., 2007, 38, p 728-736
C. Li, D. Wang, T. Liang, X. Wang, J. Wu, X. Hu, and J. Liang, Oxidation of Multiwalled Carbon Nanotubes by Air: Benefits for Electric Double Layer Capacitors, Powder Technol., 2004, 142, p 175-179
A.G. Evans and B. Marshall, Wear Mechanism in Ceramics, Fundamentals of Friction and Wear of Materials, D.A. Rigney, Ed., ASM International, Metals Park, OH, 1981, p 439-452
Acknowledgments
The authors acknowledge the financial support received from the Office of Naval Research (N00014-08-1-0494). AKK acknowledges support from the Dissertation Year Fellowship by the University Graduate School of Florida International University (FIU). The authors are also grateful to the Center for the Study of Matter at Extreme Conditions (CeSMEC), FIU for allowing them to carry out Raman spectroscopy, and the Advanced Materials Engineering Research Institute (AMERI), FIU to avail the scanning electron microscopy facility.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Keshri, A.K., Agarwal, A. Wear Behavior of Plasma-Sprayed Carbon Nanotube-Reinforced Aluminum Oxide Coating in Marine and High-Temperature Environments. J Therm Spray Tech 20, 1217–1230 (2011). https://doi.org/10.1007/s11666-011-9669-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-011-9669-2