
Abstract
Copper surface coatings produced by the cold spray process have been simulated by means of a two-dimensional computer simulation and compared with experimental data in terms of their porosity. During cold spray, solid state powders containing micrometer-sized particles are accelerated to supersonic velocities and fired onto a substrate, whereupon they undergo plastic deformation and subsequently adhere. Many factors may determine the resultant coating properties, among which include the particle size distribution, velocity, stagnation temperature, and pressure. The approach taken herein differs from those traditionally employed for modeling particle deformations and the subsequent formation of a surface coating. Such approaches rely heavily on the distribution of kinetic energy, elasticity, and fluidity of particles impacting the surface. Consequently, they are computationally impractical to simulate a bulk sample with statistical distributions of particle shape, size, and various experimental conditions. Rather than modeling the physical processes involved in particle deformations, our approach relies on correlating empirical and phenomenological statistical relationships of particle sizes and velocities obtained from experimental data to simulate coatings several hundreds of micrometers thick. In doing so, it enables the porosity of the coating to be related to both the temperature and particle size of the cold spray powders.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
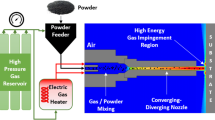
Cold spray, or cold gas-dynamic spraying, is a surface coating technology in which micrometer-sized, solid state particles are accelerated to velocities normally ranging between 300 and 1200 m/s in a supersonic high-pressure gas jet (Ref 1). This jet and the particles it contains are fired at a substrate material, whereupon impacting with the substrate, they deform and adhere to the surface. Figure 1 shows a schematic diagram of a typical cold spray system. Particle adhesion is only possible if a critical velocity is reached, and this critical velocity is a function of the properties of the material being deposited. Particle deposition takes place through intensive plastic deformation on impact and the mechanism has been compared with explosive welding (Ref 2-4). Bonding requires sufficient energy to cause significant plastic deformation of the particle and/or the substrate. The efficiency and quality of the bonding is influenced by geometrical, mechanical, and chemical factors.

Schematic diagram of a cold spray deposition system
The particle impact behavior also strongly depends on the hardness ratio of the accelerated particle and the substrate on which it impacts. For example, a soft/soft (soft particle impacting on a soft substrate) interaction will generally result in a partial penetration of the particle into the substrate, as will a hard/hard interaction. On the other hand, a hard/soft interaction tends to result in the particle becoming impregnated deep within the substrate surface, while a soft/hard interaction results in virtually no penetration of the particle into the substrate, with the particle becoming increasingly flattened as its velocity is increased. In the case of metal-on-metal bonding it has been proposed that adiabatic shear instabilities at the particle/substrate interface cause disruption of the surface passive layers, allowing intimate contact between the metallic lattices (Ref 5).
Traditionally, modeling of cold spray deposited particles, and particle deformations for that matter, have largely focused on systems of one or just a few particles impacting onto a substrate with a view to determining the final shape of the particle/s post impact. (Ref 6-9). Such approaches are typically carried out by finite element methods and are based on the distribution of kinetic energy, elasticity, and fluidity of particles impacting the surface. They are more than adept at describing the deformation and solidification processes occurring during cold spray deposition, yet are computationally impractical for simulating a bulk sample with statistical distributions of particle shape, size, and various experimental conditions. Unlike these traditional approaches which model the physical processes involved in such collisions, we present an alternative approach (together with simulations) for producing cold spray coatings whose thicknesses lie in the millimeter range, and which may contain thousands of particles. Such a large number of particles may be simulated as we have used empirical and phenomenological statistical relationships among particle size, speed, and impact elongation to reproduce the coatings. The approach involves pre-elongating particles of known size and velocity, layering them on top of each other and applying a refinement to determine their final resting position and shape. Herein, we have investigated copper surface coatings in order to form comparisons with the experimental work carried out by our cold spray research group, however, the same approach and methodologies may be applied to other materials of interest.
Experimental
Phenomenological Relationships
The flattening parameter, ε, is often used as a measure of the total deformation of a particle that is assumed to be spherical prior to the deformation, and is defined as:
where d is the diameter of the spherical particle and h is the height of the deformed particle. In numerous experiments carried out in prior research at the CSIRO, images of deposited cold spray particles obtained from experiments have been examined to determine relationships between particle shape, particle size, and deposition temperatures. King et al. (Ref 10) demonstrated that cold spray particles may be precisely dissected with a focused ion beam (FIB), thus providing information about the deposited (and hence deformed) particle’s dimensions and shape at specific locations on a substrate. This work enabled a method of back calculating d from the dissected dimensions of the deposited particle by estimating the volume of the deformed particle and assuming the volume is conserved. The volume of a sphere is given by:
The final shape of the deposited particles may be accurately described by an ellipsoidal function, and by equating its volume to that of an un-deformed spherical particle (Ref 11) (see Fig. 2) the original diameter of the particle may be determined. It can be shown that the volume of the flattened/truncated ellipsoid of revolution shown in Fig. 2 is given by:

Particle elongation: transformation of a sphere to an ellipse of revolution
After substituting the above two equations and making the assumption that b ≈ w, the diameter of the original sphere, d, may be obtained from the deposited ellipsoid of revolution by:
Consequently through SEM examination and by dissecting deposited particles and fitting their dimensions to this ellipsoidal function, the flattening parameters as a function of particle diameter, as seen in Fig. 3, were obtained.

Experimentally determined flattening parameters
The particle velocity is one of the most important factors in producing a cold spray coating, and its relationship with the particle size is critical to modeling herein. The exit velocity from the nozzle is largely dependent on the particle’s size, with smaller particles having a propensity for being accelerated to greater velocities in the gas stream than larger ones. The exit velocities may also be increased by heating the process gas, and the effect of different stagnation temperatures on particle velocity is illustrated in the Fig. 4, which gives the velocity of the copper particles at the nozzle exit for different particle sizes. The particle velocity has been determined using a one-dimensional isentropic model, an approach commonly employed in predicting particle velocities in cold spray (Ref 12-14), and shows the Mach number, M, may be determined at any location in a shock-free, supersonic nozzle from the ratio of nozzle area at that point, A, to the throat area A*, as per the area-Mach relation (Ref 13):

Velocity at the exit of the nozzle vs. particle size for different cold spray deposition temperatures at a stagnation pressure of 30 bar
with γ being the specific heat ratio. Temperature, pressure, density, velocity, and other local gas phase properties can also be expressed as simple functions of M, γ, and the stagnation conditions (Ref 15). The particle acceleration, assuming it is spherical, was calculated using:
which is derived from Newton’s second law and the expression for drag force on a particle (Ref 12), where v p is the particle velocity, d 0 is the particle diameter (assuming it is spherical), ρ p is the particle density, ρ g and v g are the gas density and velocity, respectively, and C D is the drag coefficient as calculated according to the correlations derived by Henderson (Ref 16). For further information, please see (Ref 17). As smaller particles tend to obtain the greatest velocities, they are likely to exhibit the greatest deformation and elongation. However, it is noted that as particles travel toward the substrate, a bow shock region develops adjacent to substrate surface, which can cause deceleration or even deflection of lighter particles away from the surface, hence implying there is a minimum particle size that will adhere to the substrate.
Approach
Simulations presented herein were carried out in a two-dimensional matrix, labeled the “event space,” of size 500 × 1000 μm, with each element (pixel) in the matrix corresponding to an area of 0.5 × 0.5 μm2. For this two-dimensional model, the spherical particles were thus represented as circular. Random circular particle sizes were obtained using a Gaussian random number generator based on the Box-Muller transform (Ref 18). For a given stagnation temperature and particle size, the exit velocity of the randomly generated particle was then calculated using the method described in section 2.1.
The circular particles were transformed into an ellipse of equivalent area. The amount of elongation, and hence the lengths of the semi-major and semi-minor axes of the ellipse were obtained from the experimentally determined flattening parameters, as seen previously in Fig. 3. As the smallest particles travel with the greatest velocities and are likely to be deformed the most, they will thus experience the largest flattening parameters, while the opposite is observed for the larger particles with the least velocity. Once transformed to an ellipse, the pixel representation of the randomly generated particle was transferred to a random position in the event space as determined from a uniform distribution whose range lies between 0 and the width of the event space.
From here, the particle is projected toward the substrate, with its perimeter continually scanned for a collision with either the substrate or any underlying material that was previously deposited. If no collision is detected, the particle continues along its path, with its perimeter being subsequently rescanned until a collision is detected. The processes prior and post collision are illustrated simply in Fig. 5. On detecting a collision, the pixels that are in contact with the underlying material (those which are shaded in the figure) are redistributed to the available “free” sites on that particle’s perimeter, i.e., those which are not in contact with anything as seen by the “tick” symbol in Fig. 5. On completion of the pixel redistribution for that particular collision, the particles velocity is simply reduced by an amount Δv that is proportional to n, the number of pixels involved in the collision, and s, which is a nonlinear parameter, which serves to slow the particle further after each successive round of collisions. Subsequently, the particle continues to move closer toward the substrate, where its perimeter is once again scanned. Redistribution of pixels in this manner serves to refine the final resting shape of the particle and does not exemplify the actual process of plastic deformation during particle impact. Although one would expect the particle to initially experience change in energy resulting from the transformation from a circle to an ellipse, herein we have allowed all changes and redistributions to be accounted for solely after the transformation to an ellipse. This abovementioned process continues until the particle’s velocity is reduced to a certain threshold value, below which the particle ceases to move and its final position is secured. Following this, a new particle is transferred to the event space and the process repeats itself.

Illustration of the redistribution of pixels during particle collision with the substrate (top) collision detected (bottom) refinement after collision
Results
The simulations were carried out on a Dell XPS M1210 laptop computer running Windows XP Professional, with an Intel Core 2 CPU T7200, 2.00 GHz and having 2 GB of RAM. The code was written in MS Visual C++ 2008. Data and imaging processing were carried out using MATLAB Version 7.9.0 (R2009b).
In an experimental study of cold spray deposited copper (Ref 19), the effect of spray temperature on porosity were examined by using quasi-spherical powders with an average particle size of 18 μm. The powders were examined at a range of spray temperatures and pressures during their deposition. Here, we compare simulation results with those previously determined in terms of porosity. The simulations yield a two-dimensional output, though porosity is based on a volumetric percentage. Hence, we have taken the output as being representative of a slice of a three-dimensional coating and calculated porosity as the percentage of unfilled pixels. Particles of diameter less than 6 μm were considered to be deflected from the substrate as a result of bow shock.
To illustrate this simulation process, Fig. 6 shows and examples the typical build up of a surface coating over a period of time. In this particular example, the mean particle size was 35 μm and the simulation carried out for room temperature. The substrate is located at the bottom of the images, with the particles arriving from the top. Pores/voids are present throughout the coating’s thickness, and range from the more frequently occurring sizes of about 5 μm2 to the less commonly occurring pore sizes of between 10 and 50 μm2 and those >130 μm2. Typically, these larger voids arise as a result of bridging of the particles. The larger particles entering the gas stream have lower velocities, and consequently experience only a limited plastic deformation, or flattening, during the layer formation process. On the other hand, the particles may in fact achieve the required velocity for deposition, yet microstructural porosities develop due to both inter-particle gaps and particle bridging, and hence the larger pores develop.

Time slice of a segment of the simulation output depicting the cold spray deposition process (each image has dimensions 450 × 150 μm). The dark areas correspond to voids, while the white areas correspond to those containing copper
Figure 7 shows portions of simulations of copper coatings at three different process gas temperatures, where the parameters and statistical distributions were adjusted to produce a coating made from particles having a mean diameter of 18 μm, in keeping with those found in Ref 19. A distinct difference in the cross sections of the coatings with increasing temperature is observed. The simulated coating microstructure for a process gas temperature of 300 °C consists of small pores of area less than 5 μm2 distributed throughout its thickness. Midrange size pores (ranging between 10 and 80 μm2) are also found consistently throughout the coating’s thickness, yet most noticeable are the large pores, or voids, whose diminished number results in the porosity of the areas well exceed 100 μm2. Simulations for process gas temperature of 420 °C see an approximate 65% reduction in large pores and their coatings decreasing from about 1.043% to about 0.05%. At the highest investigated temperate, virtually all the large- and midrange-sized pores have vanished, leaving a coating whose porosity has decreased by about one order of magnitude, and whose cross sections appears quasi-pore free. This decrease in porosity at higher temperatures is most likely due to the large plastic deformation of the particles and their increased momentum.

Simulation output at different temperatures: (a) 300 °C, porosity 1.043%; (b) 420 °C, porosity 0.049%; (c) 630 °C, porosity 0.008%. Image dimensions 450 × 600 μm
The simulated and measured porosities at different temperatures are seen in Fig. 8. The measured volume fractions of porosity for the coatings were experimentally determined as being 0.7% at 300 °C, 0.05% at 420 °C, and 0.005% at 630 °C. As seen from the figure, the simulated porosities are in good agreement with the measured ones and follow the same trend. At lower temperatures the increased porosity arises from the greater occurrence of particle bridging, and is strongly influenced on the position at which the new particle impacts on the surface. As particles sprayed at lower temperatures will have less velocity and hence less momentum to continue deforming and mold themselves to the shape of underlying matter. Such results tend to reflect those in literature in which have demonstrated that increasing the particle velocity leads to a decrease in the volume fraction of porosity of copper cold sprayed coatings (Ref 20).

Average porosity values vs. temperature for both measured and simulated coatings
Summary
Particle velocity, spray temperature, and particle size are among the major factors affecting porosity in a cold spray coating. We have developed an approach that uses phenomenological relationships between these major factors, as established from experiments, to simulate data that reproduces quite well copper cold spray coatings. Our approach involved pre-elongating particles of known size and velocity, layering them on the substrate and then applying an adjustment to determine their final resting position and shape. In doing so, values of porosity corresponding closely to those obtained from experiment were obtained.
Currently work has been limited to spherical powders of a single composition. It is also hoped that different materials, nonspherical powders, binary/ternary composition coatings may be simulated in future. Further modifications to the simulation are also being investigating and include exploring the role of hardness of the particles and substrates. In its current form, the approach presented here has been limited to examining cases in only two dimensions. Efforts are currently underway to investigate three-dimensional models.
References
A. Papyrin, Cold Spray Technology, Adv. Mater. Process., 2001, 159(9), p 49-51
A.P. Alkhimov, A.N. Papyrin, V.P. Dosarev, N.J. Nesterovich, and M.M. Shuspanov, Gas-Dynamic Spray Method for Applying a Coating, US Patent 5,302,414, 1994
D.L. Gilmore, R.C. Dykhuizen, R.A. Neiser, T.J. Roemer, and M.F. Smith, Particle Velocity and Deposition Efficiency in the Cold Spray Process, J. Therm. Spray Technol., 1999, 8(4), p 576-582
R.C. McCune, A.N. Papyrin, J.N. Hall, W.L. Riggs, and P.H. Zajchowski, An Exploration of the Cold Gas-Dynamic Spray Method for Several Materials Systems, Advances in Thermal Spray Science & Technology, C.C. Berndt and S. Sampath, Ed., ASM International, Materials Park, OH, 1995,
H. Assadi, F. Gartner, T. Stoltenhoff, and H. Kreye, Bonding Mechanism in Cold Gas Spraying, Acta Mater., 2003, 51(15), p 4379-4394
M. Grujicic, C.L. Zhao, W.S. DeRosset, and D. Helfritch, Adiabatic Shear Instability Based Mechanism for Particles/Substrate Bonding in the Cold-Gas Dynamic-Spray Process, Mater. Des., 2004, 25(8), p 681-688
T. Schmidt, F. Gartner, H. Assadi, and H. Kreye, Development of a Generalized Parameter Window for Cold Spray Deposition, Acta Mater., 2006, 54(3), p 729-742
G. Bae, Y. Xiong, S. Kumar, K. Kang, and C. Lee, General Aspects of Interface Bonding in Kinetic Sprayed coatings, Acta Mater., 2008, 56(17), p 4858-4868
R. Ghafouri-Azar, S. Shakeri, S. Chandra, and J. Mostaghimi, Interactions Between Molten Metal Droplets Impinging on a Solid Surface, Int. J. Heat Mass Transf., 2003, 46(8), p 1395-1407
P.C. King, S.H. Zahiri, and M. Jahedi, Focused ion Beam Micro-Dissection of Cold-Sprayed Particles, Acta Mater., 2008, 56(19), p 5617-5626
P.C. King and M. Jahedi, Relationship Between Particle Size and Deformation in the Cold Spray Process, Appl. Surf. Sci., 2010, 256(6), p 1735-1738
R.C. Dykhuizen and M.F. Smith, Gas Dynamic Principles of Cold Spray, J. Therm. Spray Technol., 1998, 7(2), p 205-212
B. Jodoin, Cold Spray Nozzle Mach Number Limitation, J. Therm. Spray Technol., 2002, 11(4), p 496-507
W.Y. Li and C.J. Li, Optimal Design of a Novel Cold Spray Gun Nozzle at a Limited Space, J. Therm. Spray Technol., 2005, 14(3), p 391-396
J.D. Anderson, Modern Compressible Flow: with Historical Perspective, McGraw-Hill, New York, 2003
C.B. Henderson, Drag Coefficients of Spheres in Continuum and Rarefied Flows, AIAA J., 1976, 14(6), p 707-708
P.C. King, G. Bae, S.H. Zahiri, M. Jahedi, and C. Lee, An Experimental and Finite Element Study of Cold Spray Copper Impact onto Two Aluminum Substrates, J. Therm. Spray Technol., 2009, 19(3), p 620-634
G.E.P. Box and M.E. Muller, A Note on the Generation of Random Normal Deviates, Ann. Math. Stat., 1958, 29(2), p 610-611
S.H. Zahiri, D. Fraser, S. Gulizia, and M. Jahedi, Effect of Processing Conditions on Porosity Formation in Cold Gas Dynamic Spraying of Copper, J. Therm. Spray Technol., 2006, 15(3), p 422-430
T. Van Steenkiste and J.R. Smith, Evaluation of Coatings Produced Via Kinetic and Cold Spray Processes, J. Therm. Spray Technol., 2004, 13(2), p 274-282
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Trinchi, A., Yang, Y.S., Tulloh, A. et al. Copper Surface Coatings Formed by the Cold Spray Process: Simulations Based on Empirical and Phenomenological Data. J Therm Spray Tech 20, 986–991 (2011). https://doi.org/10.1007/s11666-011-9613-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-011-9613-5