
Abstract
Investigation to find a suitable coating material for a rudder application has been carried out in this study. Ten different coatings were prepared by arc spraying with Al-, Zn-, Cu-, and Fe-based wire feedstock. Both the cavitation erosion and marine corrosion behavior of the arc-sprayed coatings were evaluated, and compared with the conventional anti-corrosion paint. In terms of marine corrosion resistance, aluminum coating was the best among the tested coating systems while stainless steel coating showed the highest resistance against cavitation erosion. In addition, the effects of both the Si composition in Al-based coatings and the Ni composition in Cu- and Fe- based coatings were discussed in this study.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A rudder is counted as one of the essential ship components for navigation and safety, and services in the complex conditions of cavitation erosion and marine corrosion. Since recent improvement in shipbuilding engineering increases the cruising speed, the cavitation erosion of rudders becomes much aggravated as to shorten the service life of the rudder to <1 year, as shown in Fig. 1.

(a) Cavitation erosion and (b) cavitation damage in the ship rudder
Cavitation is defined as the repeated nucleation, growth and violent collapse of cavities, or bubbles in a liquid. Cavitation erosion is the mechanical degradation of materials caused by cavitation in liquids. Two mechanisms have been proposed to explain the damage occurrence to solid surfaces due to the cavitation erosion. The first is based on the generation of shock waves by the implosion of the bubbles, whose pressure has been estimated to be around 7 × 109 Pa. The other considers the generation of microjets when the bubble collapses in an asymmetric field of pressures. In both cases, the mechanical loads are much localized and can be extremely severe, resulting in deformation of the surface. The repeated loading eventually leads to removal of materials from the surface, that is, erosion (Ref 1, 2).
As the cavitation erosion is more closely related to surface properties, various surface engineering techniques have been studied to enhance the cavitation erosion resistance of hydraulic machinery. Thermal spraying has been recognized as the most effective and practical solution because of its variety of coating material choice without any limits in the shape and size of parts to be applied. Tungsten carbide-based coatings prepared by high-velocity oxy-fuel (HVOF) spraying have been successfully applied to several parts of hydraulic systems such blades of hydraulic turbines (Ref 1-6).
In case of the ship rudder, however, there remain several issues to be solved for thermal spraying to be applied practically. One of the issues is the complexity of the service conditions. In the rudder case, marine corrosion and fouling can seriously affect the performance of protective coatings. Cost should also be considered since the sizes of the rudders are much larger than the general parts of hydraulic machinery. The rudder sizes of high-speed carriers and tankers are usually about 6-9 m in width and 10-15 m in height. Among the various thermal spray techniques, so-called high performance techniques such as HVOF and plasma spraying may not be practically applicable to the rudder application due to their shortage of cost-effectiveness and in-field productivity.
In this study, therefore, only arc spraying is chosen for coating deposition while the previous studies have been mainly utilized HVOF and/or plasma spraying. Arc spraying, which uses metallic wire as the feedstock, is generally accepted as the most cheap process in thermal spraying, and has proved its high productivity in various large-sized applications such as infra and off-shore structures (Ref 7, 8).
As an initial step for developing an optimum thermal spray technique for the rudder application, investigations to find a suitable coating material has been carried out in this study. Ten different coatings were prepared by arc spraying with Al-, Zn-, Cu-, and Fe-based wire feedstock. Both the cavitation erosion and marine corrosion behavior of the arc-sprayed coatings were evaluated, and compared with the conventional anti-corrosion paint.
Experimental Procedure
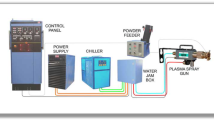
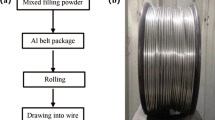
Coating Materials and Process
Commercialized metallic wires were used as feedstock for arc spraying in this study. Their compositions are listed in Table 1. Coating samples were prepared by using a commercial arc spray system (Sulzer Metco SmartArc™). Coatings were deposited onto the plate-type carbon steel substrates with the thickness of 200-300 μm. Samples coated with conventional anti-corrosion paint, which is applied to the ship rudders, were also prepared by a shipbuilding company in Korea for the property comparison.
Evaluation
Cavitation erosion tests were performed with vibratory (ultrasonic) cavitation equipment according to ASTM G32 standard. Bolt-type substrates were coated by either arc spraying or painting, and then were mounted on the horn tip. During a cyclic exposure of cavitation erosion, the weight loss of the samples was measured at the end of each cycle. The consequent profile of the weight loss versus test time for each sample was then converted to that of the mean thickness loss in order to compare the cavitation corrosion resistance of the coatings with various density values.
For evaluating corrosion properties in the marine atmosphere, cyclic corrosion tests (CCTs) were conducted according to ISO 14993; Corrosion of metals and alloys—accelerated testing involving cyclic exposure to salt mist, dry, and wet conditions. Each cycle consists of wet (2 h), dry (4 h), and salt spray (2 h) stages. Although a full immersion test in sea water is more appropriate for evaluating marine corrosion behavior, the accelerated testing method was utilized in this study in order to expedite the screening process for the suitable coating materials among the ten different ones. Corrosion behavior of the coating samples were investigated by using scanning electron microscope (SEM) and x-ray diffraction (XRD) analyses.
Results and Discussion
Basic Properties of Thermal-sprayed Coatings
Prior to investigate cavitation erosion and marine corrosion behavior of the arc-sprayed coating samples, basic properties such as porosity, oxide fraction, microhardness, bond strength, and wear resistance of the coatings were evaluated.
Both the porosity and the oxide fraction were measured by using the image analysis method and the results are summarized in Fig. 2. Zn-based coatings showed the porosity values of <5% while Al- and Cu-based coatings have about 10% porosity. Stainless steel coatings also had dense microstructures with porosity of <5%, but severe oxidation was found to occur during arc spray process.

Porosity and oxide fraction of the arc-sprayed coatings
Micro-Vickers hardness was measured with a 300 g load at 10 points on the cross section of each coating sample, and the results are summarized in Fig. 3. It was noted that the hardness value of aluminum coating increased drastically with Si addition so that the hardness of the Al-12Si coating became more than twice of that of the Al coating, reaching to similar level of Cu-based coatings.

Microhardness of the arc-sprayed coatings and paint sample
Bond strength of the coating samples were measured by using a pneumatic adhesion tester according to ASTM C4541, and the results are summarized in Fig. 4. Zn-based coatings and brass coating had bond strength lower than the paint sample, while the other coatings showed better bonding properties. In Fig. 4, bond strength of each sample was identified as adhesion or cohesion strength by its failure mode. Although the failure of Al coating samples occurred within the coatings, Al-5Si and Al-12Si coatings were separated at the coating-substrate interface with much higher bonding strength. These results indicate that the addition of Si improves the coherency of Al coatings effectively.

Bond strength of the arc-sprayed coatings and paint sample
Wear resistance properties of the coating samples were measured by using an abrasive wear test method according to ASTM C6037. The weight loss of the samples was measured periodically during the wear cycle, and the results were converted to the rate of thickness loss by using coating density, as shown in Fig. 5. Al-based coatings showed the worst performance in wear resistance among the tested samples, which, however, is still about two times better than painting.

Wear-resistant property of the arc-sprayed coatings and paint sample
Cavitation Erosion Behavior
Cumulative thickness loss profiles along the exposure time of cavitation erosion tests for all the coating samples are summarized in Fig. 6. The cavitation erosion resistance of both the conventional anti-corrosion paint and bulk stainless steel (STS 420) samples were also tested as references. As shown in these figures, the rate of erosion (material loss) differs widely with the coating material, and moreover, is not constant with time but goes through several stages. While the bulk material starts with an incubation stage followed by acceleration and maximum rate stages, most arc-sprayed coating samples show maximum rates of erosion near the start of the tests. The surface roughness of the as-sprayed coatings is considered as the main reason for this cavitation behavior.

Cumulative thickness loss profiles along the cavitation erosion exposure time of the arc-sprayed coatings, paint, and stainless steel bulk samples
For the comparison, T 50 and T 100 values, defined as the exposure time to reach the mean thickness loss of 50 and 100 μm separately, were measured, and the results are summarized in Table 2. On the basis of the T 50 and T 100 values, the coating samples can be divided into three groups. In terms of cavitation erosion, arc-sprayed coatings of Al, Zn, Zn-15Al, and Brass show very poor resistance with T 100 values of less than 1 h, which are similar to that of the painting. Al Bronze and Al-5Si and -12Si coatings belong to the group 2 with T 100 values ranging 1-3 h. The group 3 of the stainless steel and Al Ni Bronze coatings has the highest resistance to cavitation erosion, but is still an half that of the bulk stainless steel.
Considering the basic property measurement results (see Fig. 2-5), it can be noted that the hardness and bond strength are the main factors deciding the cavitation erosion property of arc-sprayed coatings. Statistical regression analysis revealed that the cavitation corrosion resistance has strong linear relationship with micro hardness, as shown in Fig. 7. The results on Al-based coating system clearly indicate that addition of hardening elements such as Si can drastically increase the cavitation resistance of the coating.

Statistical regression analysis results showing linear relationship between the cavitation erosion resistance and hardness of the arc-sprayed coatings
The internal coherency of the thermal spray coating also affects the cavitation erosion resistance. Very low cavitation erosion resistance of the brass coating can be explained by its poor internal coherency (low cohesion strength) even though it has hardness similar to Al Bronze and Al-12Si coatings. In addition, it is expected that cavitation erosion property of stainless steel coatings can be much improved by reducing oxidation during arc spray process, because oxides degrade the internal coherency of the coating.
Marine Corrosion Behavior
The cross-sectional microstructures of the Zn-based coatings after 100 cycles of CCTs are shown in Fig. 8. Pitting of the coating surface was observed while oxidation of carbon steel substrates was effectively prevented due to the sacrificial anode effect. XRD analysis on the Zn-based coating system indicated the formation of corrosion products such as ZnO and Zn5(OH)8Cl2·H2O on the surface.

The cross-sectional microstructures of (a) Zn and (b) Zn-15Al coatings after 100 cycles of cyclic corrosion tests
The cross-sectional microstructures of the Al-based coatings after 100 cycles of CCTs are shown in Fig. 9. In case of the Al coating, no microstructural change was observed even after the long-time exposure in a severe corrosion atmosphere. The addition of Si, however, was found to degrade the corrosion resistance of Al coatings, resulting in surface pitting and the formation of corrosion products such as Na2Al2O4 · 6H2O and NaAlCO3(OH)2. Similar to the Zn-based coatings, no oxidation was detected in between the coating and the substrate due to the sacrificial anode effect of the Al coatings.

The cross-sectional microstructures of (a) Al, (b) Al-5Si, and (c) Al-12Si coatings after 100 cycles of cyclic corrosion tests
Microstructural change of Cu-based arc spray coatings due to the CCTs are shown in Fig. 10. Oxide layers were observed at the coating/substrate interface of the Cu-based coatings and EDS analysis revealed that the oxide layers result from the carbon steel (substrate) oxidation. In case of the brass and Al bronze coatings, severe substrate oxidation occurred so that the cracks parallel to the coating/substrate interface were observed only after 30 cycles of the tests. An interfacial oxide layer was also observed in the Al Ni Bronze coating, but the oxidation occurred in a less severe manner, resulting in relatively a thin oxide layer with fewer cracks after 100 cycles.

The cross-sectional microstructures of (a) Ni bronze, (b) Al Ni bronze, and (c) brass coatings after cyclic corrosion tests: (a) and (c) after 30 cycles, (b) after 100 cycles
Observation results of the stainless steel coatings also revealed the interfacial oxide layer as shown in Fig. 11. In case of the 420 stainless steel coating, oxidation occurred not only at the interface, but more within the whole thickness of the coating even at 30 cycles. In addition, it is considered that porosity control is very important in marine corrosion resistance of Fe- and Cu-based coatings because a contact of marine corrosion atmosphere to the steel substrate leads interfacial oxidation. On the other hand, with the aid of the sacrificial anode effect, Al-based coatings showed better performance in marine corrosion with no interfacial oxidation in spite of their relatively high porosity.

The cross-sectional microstructures of (a) 420 STS and (b) 316 STS coatings after cyclic corrosion tests: (a) after 30 cycles, (b) after 100 cycles
Conclusions
To find a suitable coating material for a rudder application, both the cavitation erosion and marine corrosion behavior of the ten different arc-sprayed coatings were investigated and following conclusions can be reached by this study.
-
1.
Cavitation erosion behavior depends mainly on both the hardness and internal coherency of the arc-sprayed coatings. Stainless steel coatings with the highest hardness showed the best performance against the cavitation erosion among the tested coatings. In Al-based coatings, Si addition improved both the hardness and bond strength, resulting in drastic increment of cavitation erosion resistance by about 40 times by adding 12% Si.
-
2.
In terms of marine corrosion resistance, aluminum coating showed the best performance with the aid of the sacrificial anode effect. In spite of the beneficial effects to the cavitation erosion resistance, the addition of Si- to Al-based coatings caused surface pitting similar to those of Zn-based coatings. In both the Cu- and Fe-based coatings, interfacial oxidation occurred in between the coating and steel substrate, leading interfacial cracks and consequently separation of the coatings.
References
C.M. Hansson and L.H. Hansson, Cavitation Erosion, ASM Handbook, Vol 18, P.J. Blau, Ed., ASM International, Materials Park, OH, 1992, p 214-220
P.V. Marques and C.R.C. Lima, Studies of Cavitation Resistant Thermal Sprayed and Welded Coatings, Thermal Spray 2003: Advancing the Science and Applying the Technology, Vol 1, B.R. Marple and C. Moreau, Ed., 5-8 May 2003, ASM International, Orlando, FL, 2003, p 389-393
Z. Ding, Y. Zhang, and H. Zhao, Resistance of HVOF Nanostructured WC-12Co Coatings to Cavitation Erosion, Thermal Spray 2007: Global Coating Solutions, Vol 1, B.R. Marple et al., Ed., ASM International, Materials Park, OH, 2007, p 633-637
B.S. Mann, V. Arya, and P. Joshi, Advanced High-Velocity Oxy-Fuel Coating and Candidate Materials for Protecting LP Steam Turbine Blades Against Droplet Erosion, J. Mater. Eng. Perform., 2005, 14(4), p 487-494
K. Sang and Y. Li, Cavitation Erosion of Flame Spray Weld Coating of Nickel-Base Alloy Powder, Wear, 1995, 189, p 20-24
V.A. Pugsley and C. Allen, Microstructure/Property Relationships in the Cavitation Erosion of Tungsten Carbide-Cobalt, Wear, 1999, 233-235, p 93-100
E.R. Sampson and D. Varacalle, Arc Spray Corrosion Applications, Corrosion 98, NACE International, 1998, p 518/1-518/5
T. Rosbrook, M.A.M. Swidzinski, and C.J. Houghton, Thermal spray aluminium past, present and future, Corrosion 98, NACE International, 1998, p 616/1-616/9
Acknowledgment
This research was supported by R&D program (Project No. 70005013) of the Ministry of Knowledge Economy (MKE), Republic of Korea.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 4th Asian Thermal Spray Conference (ATSC 2009) and has been expanded from the original presentation. ATSC 2009 was held at Nanyang Hotel, Xi’an Jiaotong University, Xi’an, China, October 22-24, 2009, and was chaired by Chang-Jiu Li.
Rights and permissions
About this article
Cite this article
Kim, JH., Lee, MH. A Study on Cavitation Erosion and Corrosion Behavior of Al-, Zn-, Cu-, and Fe-Based Coatings Prepared by Arc Spraying. J Therm Spray Tech 19, 1224–1230 (2010). https://doi.org/10.1007/s11666-010-9521-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-010-9521-0