
Abstract
Throughout the steel production process, the production hardware is exposed to a broad range of degradation mechanisms, which ultimately lead to a reduction in product quality, reduced operating efficiencies, and greater maintenance costs and downtime. Thermal spraying has been used to address such steel production challenges since the 1970s. As the thermal spray hardware and consumable technologies have matured, the number of thermal spray coating solutions has markedly increased. This two-part article series reviews the application of thermal spray coating technology in the production of steel and steel sheet products. Part 1 covers coating applications from the molten metal processing stages and continuous casting, through to the continuous annealing of rolled steel sheet. In each section, the production process is briefly reviewed to highlight the operating conditions, followed by the development and application of thermal spray coating solutions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Throughout the steel production process, the production hardware is exposed to a combination of high temperatures, corrosive environments, and wear. This environment produces a broad range of degradation mechanisms and ultimately leads to a reduction in product quality, reduced operating efficiencies, and greater maintenance costs, and downtime. Thermal spraying (TS) has been used to address such steel production challenges since the early 1970s (Ref 1, 2). As the thermal spray hardware and consumable technologies have matured, the number of thermal spray coating solutions in this industry has markedly increased (Ref 3). Thermal spray coatings are now standard in steel production facilities around the world (Ref 2).
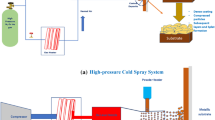
Thermal spraying is a generic coating techniques whereby droplets of molten or partially molten material are sprayed onto a surface to build up a coating (Ref 5 and Fig. 1). Electric arc, combustion, and plasma heat sources are used to melt the material, enabling any material that melts without decomposition to be applied as a coating. As such, polymers, metals, ceramics, and cermets (ceramic + alloy binder) materials with tailored composition and microstructures can be applied as coatings through TS. Since its initial application in the aerospace industry, TS has developed into a mature industrial surfacing technology that is extensively applied to an ever increasing number of industries.

Schematic diagram of the coating formation process during TS. Redrawn from Ref 4
The aim of Part 1 of this two-part review is to summarize the key applications of thermal spray coatings in the steel industry from the steel making process to the continuous annealing of steel sheet. Part 2 of this series will discuss the application of thermal spray coatings to the continuous galvanizing of steel sheet. In the following sections, thermal spray solutions are discussed in relation to the following production applications:
-
Molten steel processing—gas ducting system
-
Molten steel processing—gas injection tuyeres, lances, and nozzles
-
Molten steel processing—ceramic nozzles
-
Continuous casting—molds
-
Continuous casting—rolls
-
Process rolls—bridle rolls, furnace rolls
A brief description of the production process is presented in each section to highlight the operating conditions. The development and application of thermal spray coating solutions is then reviewed.
Molten Steel Processing—Gas Ducting System
The ducting systems associated with electric arc furnaces and basic oxygen furnaces are exposed to high temperatures, particulate erosion and corrosive gases (Ref 6 and Fig. 2). Water-cooled components are critical to the operation of the system but, due to their locations, are difficult to monitor and maintain (Ref 6). Kweon and Kim (Ref 7) trailed a range of Sulzer Metco 7 MB and F4 plasma-sprayed thermal barrier coatings for application on the hood and skirt of an electric furnace gas recovery system. Near the furnace, thermal cracking of the water-cooled steel substrate was the primary degradation mechanism, while in the cooler regions of the hood wear and erosion were more significant. Thicker bond coats and the use of an intermediate oxide-based cermet between the bond coat and the oxide top coat generated the longest lifetimes during field testing. The primary degradation mechanism was localized spallation of the ceramic top coat. It was postulated that Si diffused into the interface beneath the ceramic top coat, weakened the bonding between the coatings, and resulted in spallation of the ceramic.

Schematic diagram of the gas ducting from an oxygen convert gas recovery system. Schematic redrawn based on Ref 7
Molten Steel Processing—Gas Injection Tuyeres, Lances, and Nozzles
Tuyeres, lances, and nozzles are used to inject air, oxygen, and fuel into steel processing furnaces (Ref 8-11). They are typically manufactured from high thermal conductivity copper and are water cooled. In service, they are exposed to high temperatures, thermal cycling, high temperature erosion, and attack from corrosive gases, molten slag, and molten steel (Ref 8, 11). Failure leads to the potential risk of explosion and dramatically alters the operating conditions inside the furnace (Ref 9). Replacement of equipment such as tuyeres is time consuming, dangerous, and costly (Ref 9).
Thermal spraying TBC’s have been identified by several groups (Ref 8-12) as a potential solution to extend the operating lifetime of such components by providing thermal insulation and corrosion protection against molten slag and molten iron attack. Nakahira (Ref 9) developed a three-layered TBC system deposited using a plasma jet or oxy-acetylene flame spray. The Ni- or Co-based self-fluxing bond coat improved the bonding of the TBC to the copper substrate relative to conventional bond coat systems. The intermediate Ni alloy/ceramic cermet layer acted as a buffer to accommodate the variation in thermal expansion of the Ni bond coat with that of the 100% zirconia or alumina ceramic top layer. This improved the thermal shock resistance of the TBC system fourfold compared to a conventional two-layered (metallic bond coat + ceramic top coat) system. Tuyeres coated by this system lasted in excess of 6 months in service, while conventional noncoated copper tuyeres lasted an average of 4 months.
Watanabe et al. (Ref 10) optimized the concept presented in Ref 9 with particular focus on the improved interlayer adhesion of the cermet interlayer comprised of a Co-Ni-Cr-Mo-W-Si binder and ceramic mixture of Al2O3-ZrO2-TiO2-SiO2. Industrial trials with this optimized coating system generated operating lifetimes two to three times that of tuyeres coated with conventional two-layer TBC coatings.
Fukubayashi (Ref 11) has highlighted several limitations in the TBC concept presented in Ref 9, 10. To achieve the high bond strengths highlighted in Ref 9, the self-fluxing alloy must be heated often resulting in distortion of the copper substrate (Ref 11). The complex cermet interlayer developed in Ref 10 reportedly received limited industrial support due to spallation issues (Ref 11). The solution proposed by Fukubayashi (Ref 11) used a simpler two-layer TBC system—a sulphidation-resistant Co alloy bond coat, beneath a zirconia-based ceramic top coat, with an optional boride or carbide based top-layer to improve the erosion resistance. In the preferred embodiment of this concept, the coatings are deposited by the high-velocity D-Gun process in order to generate high levels of coating adhesion. Song et al. (Ref 12) have patented a similar three-layered concept comprised of a plasma-sprayed Ni bond coat, a high-velocity sprayed NiCrAl intermediate layer and a plasma-sprayed ceramic top coat based on a mixture of Y2O3/ZrO2 and Al2O3. A variation on this concept has been the inclusion of a molybdenum base layer beneath the Ni alloy and zirconium dioxide-based top coats (Ref 13).
Molten Steel Processing—Ceramic Nozzles
High refractory ceramic nozzles and shrouds are used to direct the flow of molten steel and protect it from oxidation during the transfer between different operations (Ref 14, 15 and Fig. 3). These components are subjected to large thermal shock during start up, erosion from molten steel, and corrosion from the slag layer on top of the steel (Ref 14). Material solutions based on the use of stabilized zirconia/graphite or magnesium oxide improve the erosion/corrosion response but are considerably more costly than conventional alumina/graphite and fused silica materials, and have limited operating lifetimes (Ref 14). Attempts to improve the erosion/corrosion resistance by decreasing the bulk ceramic porosity compromise the thermal shock resistance of the component and potentially its operating lifetime (Ref 14). One patented solution (Ref 14, 15) has been to plasma spray carbon bonded alumina/graphite, carbon-bonded zirconia/graphite, or fused silica bulk ceramic bodies with a coating formed from one or more of the following materials (Ref 14)—stabilized zirconia, alumina, silica, chromium oxide, magnesia, zirconia silicate, and titanium dioxide. Such coatings have porosity levels of less than 10%, significantly lower than those of the bulk ceramic. Laboratory testing in a combined molten steel-slag system exhibited corrosion/erosion rates that were 30-50% of those of the bulk ceramics (Ref 14).

Continuous Casting—Mold Coatings
The mold used for continuous casting consists of an inner copper lining supported within a surrounding structure that allows for water cooling of the inner lining (Ref 17). The primary function of the mold lining is to control the rate of solidification and the shape of the resulting billet (Ref 17-19 and Fig. 4). Sixty percent of the heat exchange with the solidifying steel occurs in the top half of the mold and controlled heat transfer is critical to the rate and homogeneity of steel solidification (Ref 18). In the lower half of the mold wear of the liner by the solid steel shell becomes more significant (Ref 6, 17-21). Diffusion and pick up of copper onto the surface of the steel in this region results in “star cracking” of the steel surface (Ref 6), reducing the product quality. Electroplated coatings of Cr and Ni are the standard industry solutions (Ref 6, 17-19) as they offer wear resistance without compromising the thermal conductivity of the mold (Ref 6). However, increasing restrictions on hexavalent chromium compounds produced during chromium electroplating have prompted the development of alternative coating solutions (Ref 18).

Thermal spraying coatings used in this application must provide wear resistance, sufficient thermal conductivity, resist corrosion from the lubricating mold fluxes (Ref 6, 19, 23, 24), and resist thermal fatigue (Ref 19). Coating solutions have included WC-Co blended powder (Ref 25), Ni-based alloys (Ref 26), Ni alloy and oxide cermets (Ref 27) and functional gradient coatings combining layers of Ni-rich alloy, and WC-Co rich coatings (Ref 24). At least one industrial company has adopted the use of a thermally sprayed Ni self-fluxing alloy in preference to Ni plating on mold narrow plates for continuous casting (Ref 28). An interesting alternative solution has been the use of oxide-based thermal barrier coatings (Ref 6, 18, 29) whose low thermal conductivity initially appears to contradict the function of the mold. However, such coatings enable the rate of steel cooling to be controlled (Ref 6) allowing for the formation of a more uniform flux layer on the mold surface and generating a more uniform temperature over the mold (Ref 6). Controlled cooling in this manner also helps to prevent longitudinal crack formation on the surface of the cast steel slab (Ref 29).
Industrial success has been achieved with a HVOF-sprayed WC-17%Co layer on the mold surface (Ref 18, 19, 21) onto which a Cr2O3 + SiO2 + Al2O3 oxide ceramic top coat is applied via a slurry coating process. An alternative process uses a chromia-forming sealant (Ref 19, 21). Use of such oxide forming slurries generates a well-bonded, dense, and pore-free ceramic coating (Ref 18, 19, 21). The friction characteristics of such coatings were superior to those of electroplated chromium under simulated mold wear conditions (Ref 18). Several companies now employ these coatings as a “standard” technology (Ref 19). Sanz (Ref 18) noted that the low thermal conductivity of these coatings limits their use to high wear zones near the base of the mold. In contrast, Lavin (Ref 21) indicated that the coating should be applied over the entire mold surface. The HVOF-sprayed WC-Co coating in their work was applied in a tapered coating profile. The thin coating thickness at the top of the mold was capable of withstanding the high thermal stresses in the zone of the molten steel meniscus. The increase in WC-Co coating thickness toward the bottom of the mold was sufficient to withstand the high ferrostatic pressures applied by the steel billet and thereby prevent cracking and spallation of the coating (Ref 21).
Continuous Caster—Caster Rolls
As the solidifying steel exits the mold, it is supported by a series of retaining rolls which redirect it from a vertical orientation to a horizontal run-out bed and cutting operations (Ref 17 and Fig. 4). These rolls are subjected to high temperatures (steady state of 500-600 °C) and thermal cycling (Ref 30) resulting from unavoidable stoppages during casting operations (Ref 30). Large stresses are generated in the rolls from the ferrostatic pressure head of molten steel within the solidified steel shell and the weight of the steel strand itself (Ref 17, 30). To accommodate this, all four faces are supported by closely spaced rolls at the exit of the mold, while only two faces are supported further along the casting line (Ref 17). Cooling water sprays introduce corrosion issues from steam oxidation and contribute to issues of thermal cracking (Ref 30, 31). Abrasive wear of the roll surfaces results from steel oxides, casting slag, and mineral deposits which reduce the roll diameters below acceptable limits (Ref 17, 30).
Weld overlay coatings of martensitic stainless steels are currently widely employed to protect and recondition continuous caster rolls (Ref 30, 31) but offer limited lifetimes due to thermal cracking (Ref 30, 31), steam oxidation (Ref 31), and a lack of toughness under some conditions (Ref 31). Several TS coating based solutions have been successfully employed industrially in such applications. In assessing the performance of detonation sprayed Cr3C2-25NiCr coatings, Wang et al. (Ref 32, 33) noted the formation of “alligator cracks” on the surface of uncoated rolls after 3740 heats, while coated rolls showed no changes after 12,000 heats (Ref 33). Sanz (Ref 30) trailed several chemically hardened TS coatings (HVOF WC-17%Co coated with a dense chemically blended Cr2O3 + SiO2 + Al2O3 based oxide layer) which showed superior wear resistance and lower abrasion rates relative to a new generation weld overlay coating (weld composition: Fe, Nb 0.637, Ni 13.78, Mo 1.39, Cr 17.43, Mn 3.58, Si 0.67, C 0.062) (Ref 30).
Process Rolls
Many thousands (Ref 1, 34) of process rolls and rollers are used in the production and processing of steel. The roll surface properties are critical in determining the functionality of the roll for wear and corrosion resistance, and have significant influence over the surface finish/quality of the steel product. As such there are a large number of TS coating solutions targeted at producing particular surface functionalities in different operating environments as summarized in Table 1 (Ref 6, 34-42). The following sections focus on the TS developments to tailor the surface roughness of bridle rolls and the high temperature wear and corrosion challenges of furnace rolls.
Bridle Rolls
Bridle rolls are used to control the tension in the steel strip (Ref 34, 37) as it passes through the continuous pickling, annealing, and galvanizing lines (Ref 34). To control the strip tension the roll surface roughness must be sufficient to prevent slippage between the roll and the steel sheet (Ref 34, 37) but not so rough as to impart a significant surface texture to the strip surface (Ref 34, 37). Furthermore the roll surface must be wear-resistant in order to retain this optimized surface roughness profile over an extended operating lifetime (Ref 34, 43).
Chromium plating has conventionally been used in this application (Ref 37) but is increasingly being replaced by high-velocity sprayed WC-based coatings due to their superior wear resistance (Ref 34, 37, 43). Coating formation during Cr plating forms a surface profile of domed grains with an average roughness of R a = 6 μm (Ref 34). Industrially, this has been found to provide a good balance between generating sufficient grip without degrading the sheet surface quality (Ref 40). The as-sprayed surface roughness of TS coatings is typically greater than that of Cr plating (Ref 34). Potential damage to the steel surface by these rougher coatings is exacerbated by the pick up of iron powder which adheres to the surface and forms mounds which can mark and indent the steel strip (Ref 34). Various surface finishing processes are used to achieve the desired average surface roughness, including grinding (Ref 34), buffing (Ref 34), and shot blasting (Ref 39).
The service life of optimized WC-Co coated bridle rolls greatly exceeds that of conventional Cr-plated rolls. Industrial trials (Ref 34) in a continuous annealing line showed a reduction in Ra from 6 to 2 μm in Cr-plated rolls after 8 months, while the detonation sprayed WC-Co coating roughness only reduced from 6 to 3 μm Ra after 36 months in service. Similar results have been reported for WC-Co-coated and Cr-plated deflector rolls (Ref 1).
Furnace Rolls
The majority of cold-rolled steel is heat treated (annealed or normalized) in continuous annealing lines in order to improve the ductility of the steel sheet (Ref 17). The steel sheet passes through the various sections of the heat treatment furnace in either a horizontal or vertical orientation (Fig. 5).

In horizontal continuous annealing lines, the rolls supporting the steel sheet are typically 100-150 mm in diameter (Ref 2). In vertical continuous annealing lines, the rolls are significantly larger (900 mm (Ref 2) to 1600 mm (Ref 17) in order to avoid high surface stresses in the sheet (Ref 17). The furnaces are made up of multiple zones—a rapid heating zone, a holding zone, several cooling zones, and potentially an over-aging zone (Ref 2, 17 and Fig. 5). Heating is performed under a reducing N2-5%H2 atmosphere at temperatures dependent upon the steel composition and thickness. The majority of cold-rolled steel is annealed between 730 and 830 °C (Ref 17). Specialist grades require treatment at temperatures up to 1200 °C (Ref 17).
The roll material must be corrosion-resistant under the high-temperature reducing conditions (Ref 44) and be able to withstand multiple temperature cycles without failure (Ref 2, 37). It must be wear-resistant (Ref 28), and it must maintain a minimum surface roughness (Ref 2, 3, 28, 45, 46) to reduce slip and prevent the strip “walking” (Ref 3) or “meandering” (Ref 2). Greater control over such strip movement becomes increasingly critical as the running speed of the strip increases with the need to increase productivity (Ref 3, 47). Finally, the roll material must resist the adherence of foreign particles/oxides which build up on the surface to form isolated lumps (Ref 2, 3, 28, 44). The average load on the roll surface is relatively low when the roll is smooth but the localized load greatly increases when lumps form as a result of pick-up. These high localized loads dent and scratch the hot softened steel strip (Ref 3, 28, 44, 48, 49), forming flaws that are difficult to remove in subsequent skin pass or temper mills (Ref 44, 50). Consequently, the integrity of the roll material must be sufficient to prevent transfer of pick-up material to the steel sheet (Ref 50) which would contaminate the steel surface and produce pitting of the roll surface, creating greater potential for scratching and marking of the steel sheet (Ref 50).
Formation of Build-Up on Furnace Rolls
Build-up on furnace rolls occurs via two mechanisms—a mechanical mechanism involving slip between the roll and steel sheet (Ref 2, 44), and a reaction mechanism involving interaction between oxides on the steel strip and the roll surface (Ref 2, 3, 28, 44, 46, 48, 51, 52).
Build-up by mechanical slip occurs due to a speed mismatch between the steel strip and the roll surface (Ref 2). This mechanism occurs in both horizontal and vertical continuous annealing lines, but is more prevalent in the former (Ref 2). Debris from the steel sheet is entrapped in or adheres to the roll surface to initiate the build-up (Ref 3, 44, 53). Once formed, the high surface loading and slight speed mismatch with the steel sheet (Ref 44) rapidly increase the size of the build-up (Ref 2, 44).
A number of reaction mechanisms also contribute to the formation of build-up. Iron oxides on the steel sheet may be reduced in the furnace atmosphere and together with iron dust these compounds can contribute to build-up formation on the rolls (Ref 3, 51). In addition, traces of NaOH from previous cleaning steps can react with oxides on the sheet to form low melting point compounds which adhere to the roll surface (Ref 2).
The most severe issues regarding build-up have arisen in the processing of high-strength steels containing elevated levels of Mn and Si (Ref 28, 37, 49, 51) which can selectively oxidize even at the low residual oxygen content of the furnace atmosphere (Ref 54). A layer rich in Mn and Si oxides forms on the steel surface during heat treatment (Ref 37, 49, 51). Some of these oxides are transferred from the sheet to the roll where they react with the roll material (Ref 51). The majority of industrial high-temperature alloy bulk materials and coatings rely on the formation of a protective Al2O3 or Cr2O3 oxide layer to minimize oxidation. However, at elevated temperature manganese oxide undergoes a solid-state reaction with these oxide phases to form the highly brittle spinels of MnAl2O4 and Cr1.5Mn1.5O4 (Ref 37, 51, 52, 54). These result in build-up on the roll surface and significantly reduce the performance and surface quality of the roll material (Ref 2, 28, 49, 51, 52, 54), which in turn effects the quality of the steel strip (Ref 28).
TS Coatings of Furnace Rolls for Low Mn Content Steels
At temperatures up to 850 °C chromium carbide (Cr3C2) cermet coatings are extensively used on rollers for low Mn content steels (Ref 2, 37, 44, 46, 55). At higher temperatures, or after extended periods in service, these coatings are prone to spallation as a result of thermal cycling during furnace shut-downs. Internal oxidation of the coating coupled with volume expansion due to phase changes (Ref 2) generate excessive compressive stresses, which upon cooling results in buckling and spallation of the coating (Ref 2). Such responses have been reported for coatings sprayed using a blend of Cr3C2 and NiCr powders. Developments in powder production routes have enabled both phases to be incorporated in a single particle, resulting in distinctly different coating microstructures and improved response to long-term in-service exposure at high temperatures (Ref 4, 56, 57). By way of example Hwang and Seong (Ref 46) observed an improvement in the build-up resistance of plasma-sprayed Cr3C2-NiCr coatings using “clad” powders compared to sintered/crushed powders. Build-up of material on furnace rolls was observed to occur on large areas of NiCr material and it was postulated that the finer distribution of the NiCr binder material the clad powder based coatings contributed to their superior performance (Ref 46).
At operating temperatures up to 1100 °C oxide or boride-based cermets are widely used (Ref 2, 37, 44). These typically employ a high temperature MCrAlY (M = Ni, Co, or NiCr) type alloy binder, with 30-85 vol.% oxide reinforcement (Ref 2). Typical examples include MCrAlY + Al2O3 (Ref 28, 44, 52), CoCrAlY + CrB2/Y2O3 (Ref 28), NiCrAlY + 50 vol.% XB (X = Zr, Cr, or Ti) (Ref 53), and CoCrTaAlY + Al2O3 (Ref 44, 46, 52). Oxidation of the alloy to form a thin oxide layer improves the coating resistance to build-up formation (Ref 2). Diffusion bonding between the cermet coating and the underlying furnace roll material occurs during preoxidation treatment or in-service (Ref 2, 44). This significantly improves the bond strength of the coating and minimizes spallation during thermal cycling.
At still higher temperatures, such as those used for annealing stainless steels (Ref 2, 58), oxide coatings are used above an alloy bond-coat. Typical examples of the ceramic material include Cr2O3-Al2O3 (Ref 28, 46), ZrO2-SiO2 (Ref 3, 28, 46), TiO2-Al2O3 (Ref 59), Cr2O3 (Ref 60), ZrSiO4 + ZrO2 + stabilizing oxides (Ref 47, 61, 62), and ZrO2 + (Y2O3 or CeO2) (Ref 46, 63). Thermal expansion mismatch between the coating and underlying roll material requires extensive use of intermediate MCrAlY alloy bond coats (Ref 2, 44). Creep, in addition to complex phase transformations induced by surface loading of the oxide coating, generates excessive stresses that result in cracking and spallation (Ref 44). Such phase transformations are observed to occur at temperatures well below theoretical values due to the high surface loading (Ref 44).
So-called “self-cleaning” coatings are an innovative development designed to prevent build-up of material on the roll surface in service (Ref 58, 64). As foreign material builds up on the coating, the surface loading causes it to break away with a thin layer of coating material attached (Ref 58). This exposes a clean coating surface on the furnace roll and thereby extends the operating time in-service. The coating is sprayed in such a manner as to generate controlled porosity values of 10-40% (Ref 64). Furthermore, the inter-splat cohesive strength must be balanced to provide adequate wear resistance while allowing exfoliation as foreign material build-up takes place (Ref 58). Typical coating thicknesses greatly exceed those of conventional TS coatings, ranging up to 2.5 mm (Ref 58, 64).
Candidate “self-cleaning” materials must meet the demanding performance requirements of high-temperature oxidation resistance, thermal shock resistance, be wear-resistant while at the same time allowing localized loss of material during the cleaning mechanism. Midorikawa (Ref 58) trailed flame-sprayed BN and bentonite-based coatings against industrially used plasma-sprayed SiO2-based cermet and oxide coatings. The 5.5 wt.% BN-(Ni-14Cr-8Fe-3.5Al) showed the most promise under simulated self-cleaning trials against 304 stainless steel at 1200 °C. During industrial trials, this coating showed no signs of build-up, generated no pick-up defects on the annealed stainless-steel strip, and exhibited dramatically higher wear resistance relative to conventional ceramic coated rolls.
TS Coatings of Furnace Rolls for High-Strength Steels
The elevated levels of Mn (0.6-3.5 wt.%, Ref 48) in high-strength steels, and the resulting corrosion and build-up caused by manganese oxides dramatically reduce the service life of the coatings discussed above. A common solution has been the use of cermet coatings with tailored compositions (Ref 37, 48, 49, 51). A cermet balances the requirements of acceptable thermal expansion properties through the use of a metallic binder phase while achieving acceptable build-up resistance with a ceramic reinforcing phase.
High-temperature metallic binder alloys, typically MCrAlY’s (M = Ni, Co, or NiCo), rely on the formation of a protective Al2O3 layer for corrosion protection. However, this oxide reacts with manganese oxides, destroying the protective oxide layer. The binder Al content is therefore a balance between retaining enough Al to the form a protective oxide layer while not forming more Al2O3 than necessary. Gao (Ref 51) suggested an optimum binder composition of <10 at.% Al, and a combined Al + Cr concentration of between 13 and 31 at.%. Similarly Midorikawa and Katoh (Ref 48) proposed an optimum Al binder content of 4-7 wt.%. Concentrations lower than 3 wt.% did not form a protective film in their work while values greater than 8 wt.% formed excessive Al2O3 which compromised the build-up resistance. For similar reasons, the Cr content was set between 16 and 25 wt.%. Essentially, the same composition (15-25 wt.% Cr and 6-12 wt.% Al) has been specified in Ref 49.
Contrasting solutions have been proposed for the ceramic composition and concentration in the cermet. The ceramic phase must resist manganese oxide corrosion while retaining sufficient hardness at high temperature to provide adequate wear resistance. Developments by Gao (Ref 51) highlighted the beneficial properties of magnesia (MgO), magnesia spinel (MgAl2O4), and yttria (Y2O3) in detonation gun coatings. The combined concentration of these oxides was specified at 5-90 at.%. Lower concentrations did not provide sufficient wear or corrosion protection, while higher concentrations generated a brittle coating prone to spallation.
In contrast, the detonation gun coatings of Midorikawa and Katoh (Ref 48) incorporated boride and carbide ceramic phases for reinforcement. More significantly, the boride content was limited to a maximum of 5 wt.% and the carbide to 10 wt.%. Rare earth oxides such as Y2O3, La2O3, and CeO2 were added to a maximum of 10 wt.% to improve the build-up resistance. The relatively low ceramic content (maximum 25 wt.%) was dictated by the coating oxidation resistance which deteriorated at higher ceramic concentrations.
HVOF-sprayed chromium carbide combined with a MCrAlY binder has been successfully employed in the patent of Ref 49. The maximum carbide content of 45% is again lower than what would be expected for a wear-resistant coating. This reduction results from the compromise in maintaining sufficient thermal shock resistance in addition to wear resistance. The significance of the stresses resulting from thermal mismatch is reflected in the recommended coating thickness values for these cermets—30-150 μm (Ref 48), and 40-300 μm (Ref 49) for the boride/carbide and chromium carbide coatings, respectively.
Extent of TS Application
The extent of application of TS coatings across this range of steel mill applications is varied. On the basis of the extensive discussion in company-specific reviews (Ref 1, 3, 28, 35) and the open literature, TS coatings of process rolls is a “standard” industrial practice employed worldwide. Information on the remaining applications discussed above has largely been sourced from patent information, with little reference to the use of such technology in the open literature. These TS solutions appear to have largely been in-house developments. As such, the technical success and economic viability of these coatings is unknown. In one way, this suggests that TS solutions have not become wide spread for such applications. However, the significant number of patents filed suggests that, at least for these companies, significant technological and economic success had been achieved in the application of optimized TS coatings for their specific production processes. Furthermore, such information provides a valuable snapshot of the innovative range of applications to which TS has been applied in the steel industry. It is hoped that the continued advancements in TS process technology, coating materials and economic efficiency of TS since the publication of these patents will enable more wide spread application of this technology within the steel industry.
Summary
In the processing of steel, production hardware is required to operate under harsh conditions incorporating high temperatures, corrosive environments, and wear. Such conditions generate a variety of unique degradation mechanisms. TS is a generic coating technique whose inherent flexibility enables a broad range of coating solutions to be specifically tailored to mitigate such degradation mechanisms.
-
Molten steel processing—gas ducting systems: thermal barrier coatings applied to combat high operating temperatures, particulate erosion, and corrosion
-
Molten steel processing—gas injection tuyeres, lances, and nozzles: development of thermal barrier coatings to provide improved thermal shock resistance in combination with greater resistance to corrosion by molten slag and steel.
-
Ceramic nozzles in molten steel: application of ceramic-based composites to the ceramic nozzle hardware to improve the erosion/corrosion resistance in the surface region exposed to molten steel, slag, and air.
-
Continuous casting: wear-resistant WC composite coatings applied to mitigate wear of the mold by the solidifying steel slab, without compromising the heat transfer characteristics of the mold. Similar carbide- and oxide-based composites coat the caster rolls used to support the solidifying billet, and provide resistance to wear and steam corrosion.
-
Process rolls: application of a broad range of hard wear-resistant carbide- and oxide-based coatings.
The TS industry is undergoing dramatic scientific and industrial advances in both spray hardware and coating compositions. As industry awareness and acceptance of this technology continues to develop, new and improved coating solutions will be increasingly incorporated. These are expected to improve the performance of current steel making practice while enabling significant advancements in the next generation of equipment through improved surface functionality, durability, and reliability.
References
S. Kasai, Y. Sato, A. Yanagisawa, A. Ichihara, and H. Onishi, Development of Surface treatment Techniques for Process Rolls in Steelworks, Kawasaki Steel Technical Report No. 17, 1987, p 81-90.
H.H. Fukubayashi, Present Furnace and Pot Roll Coatings and Future Development, Proceedings of the International Thermal Spray Conference 2004, 10-12 May, 2004 (Osaka, Japan), ASM International, 2004, p 125-131.
M. Sawa and J. Oohori, Application of Thermal Spraying Technology at Steelworks, Thermal Spraying: Current Status and Future Trends—Proceedings of the 14th International Thermal Spray Conference, A. Ohmori, Ed., 22-26 May, 1995 (Kobe, Japan), High Temperature Society of Japan, 1995, p 37-42.
S. Matthews, “Erosion-Corrosion of Cr3C2-NiCr High Velocity Thermal Spray Coatings,” Doctoral Thesis, Department of Chemical and Materials Engineering, Auckland, The University of Auckland, 2004.
J.R. Davis, Ed., Handbook of Thermal Spray Technology, ASM International, Materials Park, OH, 2004.
Thermal Spray, Retrieved 3 February 2010 from Technovations International, Inc. Website: (http://www.technovations.ws/technovations/thermalspray.htm)
Y.G. Kweon and H.J. Kim, Thermal Shock Resistance of Plasma-Sprayed Ceramic Coatings with Two and Three Layers, Proceedings of the 15th International Thermal Spray Conference, C. Coddet, Ed., 25-29 May, 1998 (Nice, France), ASM International, Materials Park, OH, USA, 1998, p 1601-1606.
P. Apte, J. Meagher, and S. Callahan, Thermal Spray Coatings and Applications Therefor, International Patent WO 2008/101164 A2, Praxair S.T. Technology Inc., 2008.
H. Nakahira, Blast Furnace Tuyere Having Excellent Thermal Shock Resistance and High Durability, United States Patent, Publication Number US3977660. Toyo Calorizing Ind. Co. Ltd., 1976.
H. Watanabe, S. Shoji, A. Sato, and T. Oka, Blast Furnace Tuyere, United States Patent, Publication Number US4189130, Kawasaki Steel Corporation & Toyo Calorizing Ind. Co. Ltd., 1980.
H. Fukubayashi, Metal-Zirconia Composite Coating, International Patent, Publication Number WO 02/075004 A1. Praxair S.T. Technology Ltd., 2002.
J. Song, T. Wang, J. Yuan, L. Zhang, and X. Tan, Tuyeres of Blast Furnace Surface Recombination Coating and Method for Preparing the Same, Publication Number CN101492749 (A). Baoshan Iron and Steel (CN), 2009.
R. Mikhajlovich, G. Filippovich, O. Vasil’evich, and R. Gennad’evich, Blast Furnace Tuyere with Protective Coating, Publication Number RU2004135517 (A), 2006.
J. Polidor, Plasma Spray Coated Ceramic Bodies and Methods of Making Same, International Patent, Publication Number WO 89/07985, Vesuvius Crucible Co., 1989.
J. Polidor, Plasma Spray Coated Ceramic Bodies and Method of Making Same, United States Patent, Publication Number US4877705, Vesuvius Crucible Co., 1989.
R.I.L. Guthrie and J.J. Jonas, Steel Processing Technology, ASM Handbook Volume 1: Properties and Selection: Irons, Steels, and High-Performance Alloys, Vol 1, R. Steiner, Ed., ASM International, 1990, p 107-125.
W. Lankford, N. Samways, R. Craven, and H. McGannon, The Making, Shaping and Treating of Steel, United States Steel, 1985.
A. Sanz, Tribological Behaviour of Coatings for Continuous Casting of Steel, Surf Coat. Technol., 2001, 146-147, p 55-64
B.W. Allcock and P.A. Lavin, Novel Composite Coating Technology in Primary and Conversion Industry Applications, Surf. Coat. Technol., 2003, 163-164, p 62-66
Y. Won, T. Yeo, K. Oh, J. Park, J. Choi, and C. Yim, Analysis of Mold Wear During Continuous Casting of Slab, ISIJ Int., 1998, 38(1), p 53-62
P. Lavin, Coating of Continuous Casting Machine Components, International Patent, Publication Number WO 98/21379. Monitor Coatings and Engineers Limited, 1998.
The Science of Steel, Retrieved 3 February 2010 from the NZ Steel Web site: http://www.nzsteel.co.nz/go/about-new-zealand-steel/student-information/the-science-of-steel.
H. Nomura, A. Ikeda, and Y. Kitamura, Mold for Continuous Casting, Japanese Patent, Publication Number JP2075447. Nomura Techno Res KK, 1990.
T. Hiraga, A. Mori, Y. Akaha, Y. Yamawaki, and T. Bando, Mold for Continuous Casting, Japanese Patent, Publication Number JP62227554. Sumitomo Metal Ind. Co., 1987.
K. Sonoya and H. Wakabatashi, Structure of Solidified Shell-Formed Body in Continuous Casting Machine, Japanese Patent, Publication Number JP2002263801. Ishikawajima Harima Heavy Ind. Co. Ltd., 2002.
H. Hamaya, N. Shimoda, S. Kitaguchi, M. Obara, K. Honda, K. Kaneko, A. Kojima, T. Komori, K. Hatano, and K. Sode, Mold for Continuous Casting and Thermal Spray Method onto the Same, Japanese Patent, Publication Number JP9285844. Nippon Steel Corp., 1997.
Y. Kurisu, Mold for Continuous Casting and Method for Manufacturing and Repairing the Same, Japanese Patent, Publication Number JP2004306120. Nippon Steel Corp., 2004.
R.L. Hao, Thermal Spraying Technology and Its Applications in the Iron & Steel Industry in China, Thermal Spray 2007: Global Coating Solutions, B.R. Marple, M.M. Hyland, Y.C. Lau, C.J. Li, R.S. Lima, and G. Montavon, Ed., 14-16 May, 2007 (Beijing, China), ASM International, Materials Park, OH, 2007, p 291-296.
T. Kajitani, H. Esaka, and S. Ogibayashi, Mold for Continuously Casting Steel, Japanese Patent, Publication Number JP8267182. Nippon Steel Corp., 1996.
A. Sanz, New Coatings for Continuous Casting Rolls, Surf. Coat.Technol., 2004, 177-178, p 1-11
Y. Satoh, T. Yamamura, and T. Takimoto, Techniques for Long Life Materials Applied to Continuous Caster Roll, Kawasaki Steel Technical Report No. 45, 2001, p 42-49.
J. Wang, L. Zhang, B. Sun, and Y. Zhou, Study of the Cr3C2-NiCr Detonation Spray Coating, Surf. Coat. Technol., 2000, 130, p 69-73
J. Wang, B. Sun, Q. Guo, M. Nishio, and H. Ogawa, Wear Resistance of a Cr3C2-NiCr Detonation Spray Coating, J. Therm. Spray Tech., 2002, 11(2), p 261-265
Y. Sato, S. Midorikawa, Y. Iwashita, A. Yokogawa, and T. Takano, Service Life extension Techniques for Cold Rolling Rolls, Kawasaki Steel Technical Report No. 29, 1993, p 74-82.
S.M. Brochure, SUME Steel—Coating Systems for the Steel Industry (2004), PDF file retrieved 3 February 2010 from the Sulzer Metco Website: (http://www.sulzermetco.com/en/PortalData/13/Resources/2_products_services/flyers/Alle_Brosch_ren_f_r_content_xxl_SUME_STEEL_GB.pdf).
Y. Harada and S. Shigemura, Roll for Conveying High Temperature Member, its Manufacturing Method, and Thermal Spraying Material, Japanese Patent, Publication Number JP2006290547. Tocalo Co Ltd., 2006.
S. Midorikawa, T. Yamada, and K. Nakazato, Development of Surface-Modifying Technologies by Thermal Spraying of Process Rolls in Steel Production Process, Kawasaki Steel Technical Report No. 45, 2001, p 57-63.
M. Shibata, S. Midorikawa, and M. Kumakawa, Deflector Roll Excellent in Wear Resistance and Corrosion Resistance, Japanese Patent, Publication Number JP10118707. Kawasaki Steel Co & Tocalo Co. Ltd., 1998.
M. Suhara, Y. Katayama, and K. Hirata, Japanese Patent, Publication Number JP5306447. Nippon Steel Corp., 1993.
K. Takeda, M. Ito, and S. Takeuchi, Properties of Coatings and Applications of Low Pressure Plasma Spray, Pure Appl. Chem., 1990, 62(9), p 1773-1782
A. Tsuyuki, K. Kitagawa, and K. Tsukasaki, Thermal-Spray-Coated Roll for Continuous Acid Pickling Line, Japanese Patent, Publication Number JP11158669. Nippon Steel Corp. & Nippon Steel Hardfacing, 1999.
A.P.P.L. Website, Coating Specifications—Steel Mills, 2008, Retrieved 3 February 2010 from Plasmatron Website: http://www.plasmatronindia.com/specification.php?specificationid=29
S.Y. Hwang, B.G. Seong, and M.C. Kim, Characterisation of WC-Co Coatings Using HP/HVOF Process, Thermal Spray: Practical Solutions for Engineering Problems, C.C. Berndt, Ed., 7-11 October, 1996 (Cincinnati, OH), ASM International, Materials Park, OH, 1996, p 107-112.
H.H. Fukubayashi, Coating for High Temperature Pickup and Wear Resistant Applications, Thermal Spraying: Current Status and Future Trends—Proceedings of the 14th International Thermal Spray Conference, A. Ohmori, Ed., May 22-26, 1995 (Kobe, Japan), High Temperature Society of Japan, 1995, p 47-52.
Y. Kurisu, Conveying Roll and Hearth Roll for Continuous Annealing Furnace, Japanese Patent, Publication Number JP2005105338. Nippon Steel Corp., 2005.
S.Y. Hwang and B.G. Seong, Characterisation of Build-up Resistant Plasma Sprayed Coatings for Hearth Rolls, Thermal Spraying: Current Status and Future Trends—Proceedings of the 14th International Thermal Spray Conference, A. Ohmori, Ed., 22-26 May, 1995 (Kobe, Japan), 1995, p 59-63.
J. Jackson, H. Nitta, K. Shoichi, M. Amano, Y. Kurisu, and K. Ohno, Hearth Roll, United States Patent, Publication Number US 5466208. Praxair S.T. Technology Inc., 1995.
S. Midorikawa and S. Katoh, Cermet Powder for Sprayed Coating Excellent in Build-Up Resistance and Roll Having Sprayed Coating Thereon, United States Patent, Publication Number US6572518 B1. Kawasaki Steel Corporation & Praxair S. T. Technology Inc., 2003.
H. Mizuno, S. Tawada, I. Aoki, N. Yasuo, Y. Suidzu, and S. Hashimoto, Thermal Spraying Powder, Thermal Spray Coating, and Hearth Roll, United States Patent, Publication Number US 2008/0241522 (A1). Fujimi Inc. & Tocalo Co. Ltd., 2008.
J. Morando, Heat Treating, Annealing and Tunnel Furnace Rolls, United States Patent, Publication Number US5702338, 1997.
Y. Gao, Hearth Roll With Superior Endurance Capacity, United States Patent, Publication Number US 5700423. Praxair S.T. Technology Inc., 1997.
Y. Gao, H. Nitta, and R. C. Tucker, Jr., Effect of Manganese Oxides on the Durability of a Cobalt Based Coating on Furnace Rolls in Continuous Annealing Lines, Thermal Spraying: Current Status and Future Trends—Proceedings of the 14th International Thermal Spray Conference, A. Ohmori, Ed., 22-26 May, 1995 (Kobe, Japan), High Temperature Society of Japan, 1995, p 53-57.
Y. Iwasaki, J. Oohori, N. Sato, N. Kawamura, and K. Kiyoshi, Thermal Spray Material and Its Coated Article Excellent in High Temperature Wear Resistance and Build-Up Resistance, European Patent, Publication Number 0440437 A2. Nippon Steel Corp & Showa Denko Kabushiki Kaisha, 1991.
H.J. Grabke, V. Leroy, and H. Viefhaus, Segregation on the Surface of Steels in Heat Treatment and Oxidation, ISIJ Int., 1995, 35(2), p 95-113
M. Liu, D. Wang, J. Wang, M. Dai, and K. Zhou, Study on the Spray Processes and Characteristics of Cr3C2/NiCr Coating, Proceedings of the 15th International Thermal Spray Conference, C. Coddet, Ed., 25-29 May, 1998 (Nice, France), ASM International, Materials Park, OH, 1998, p 683-685.
S. Matthews, M. Hyland, and B. James, Microhardness Variation in Relation to Carbide Development in Heat Treated Cr3C2-NiCr Thermal Spray Coatings, Acta Mater., 2003, 51(14), p 4267-4277
S. Matthews, M. Hyland, and B. James, Long-Term Carbide Development in High Velocity Oxygen Fuel/High Velocity Air Fuel Cr3C2-NiCr Coatings Heat Treated at 900°C, J. Therm. Spray Tech., 2004, 13(4), p 526-536
S. Midorikawa, Y. Sato, S. Matumoto, and M. Ito, Development of Self-Cleaning Coatings on Hearth Rolls in High Temperature Annealing Line, Thermal Spraying: Current Status and Future Trends—Proceedings of the 14th International Thermal Spray Conference, A. Ohmori, Ed., 22-26 May, 1995 (Kobe, Japan), High Temperature Society of Japan, 1995, p 43-46.
M. Kai, Production of Ceramic-Sprayed Roll, Japanese Patent, Publication Number JP 8232188. Ishikawajima Harima Heavy (Ind) Co. Ltd., 1996.
S. Hanagiri, S. Tamura, S. Kato, Y. Harada, N. Mifune, and T. Miki, Carrying Roll for High Temperature Steel Material, Japanese Patent, Publication Number JP 1122611. Nippon Steel Corp. & Tocalo Co. Ltd., 1989.
J. Jackson, H. Nitta, K. Shoichi, M. Amano, Y. Kurisu, and K. Ohno, Process for Forming a Refractory Oxide Coating. United States Patent, Publication Number US 5418015. Praxair S.T. Technology Inc., 1995.
Y. Gao, Reaction of ZrO2-CaO-ZrSiO4 and ZrO2-Y2O3-ZrSiO4 Detonation Thermal Sprayed Coatings with Manganese Oxide at 1273 K, Surf. Coat. Technol., 2005, 195, p 320-324
U. Oka and S. Midorikawa, Roll for Carrying High Temperature Steel Material, Japanese Patent, Publication Number JP 6220524. Tocalo Co. Ltd. & Kawasaki Steel Co., 1994.
S. Tamura and H. Taira, Roll for Heat Treating Furnace, Japanese Patent, Publication Number JP61157621. Nippon Steel Corp., 1986.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Matthews, S., James, B. Review of Thermal Spray Coating Applications in the Steel Industry: Part 1—Hardware in Steel Making to the Continuous Annealing Process. J Therm Spray Tech 19, 1267–1276 (2010). https://doi.org/10.1007/s11666-010-9518-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-010-9518-8