
Abstract
A novel TiAl3-Al coating was prepared by cold spray for high temperature protection of titanium aluminum-based alloy. The substrate alloy was orthorhombic-Ti-22Al-26Nb (at.%). The composite coating was mainly composed of TiAl3 embedded in the matrix of residual aluminum. An interlayer about 10 μm was formed between the coating and the substrate. The oxidation test indicated that this composite coating was very effective in improving the high-temperature oxidation resistance of the substrate alloy at 950 °C in the tested 150 cycles without any sign of degradation. The microstructure analysis of the oxidized composite coating showed that an Al2O3 scale with a complex structure can be formed outside the interlayer during oxidation and no oxides beneath the interlayer were detected, which indicated that the complex continuous Al2O3 and the interlayer provide the protection of the substrate at high-temperature oxidation condition.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cold spray is an emerging process whereby metal powder particles are utilized to form a coating by means of ballistic impingement upon a suitable substrate (Ref 1-3). It is a relatively low temperature (300-800 °C) process with deposition carried out in solid state (Ref 4), which is the intrinsic feature of cold spray, and shows significant advantages in overcoming limitations of traditional thermal spray. The mechanism of cold spray has been developed very well by Papyrin (Ref 5). Up to date much effort was focused on the application of cold spray. It has been applied to prepare different type of metal coatings such as aluminum (Ref 6), titanium (Ref 7), copper, steel, nickel, tungsten/copper, zinc/copper, etc. (Ref 8). Carbide-containing coatings were also prepared by cold spray (Ref 9). These coatings provided promising options in the field of corrosion protection (Ref 8, 10), wear resistance (Ref 9), and electromagnetic interference shielding (Ref 11).
Recently, we have prepared TiAl3-Al composite coating on orthorhombic-based titanium aluminum alloy (O-alloy) by cold spray (Ref 12). The results showed that TiAl3 coating could be made first by depositing pure aluminum and titanium powder mixture by cold spray and then by subsequent post-spray heat treatment at 630 °C for 5 h. The composite coating had a complex structure with TiAl3 phase embedded in the residual aluminum matrix. This composite coating was expected to provide high-temperature oxidation protection for the base orthorhombic alloy. In this paper, we report the investigation on the high-temperature performance of the TiAl3-Al composite coating prepared by cold spray.
Experimental Procedure
The nominal composition of the substrate is Ti-22Al-26Nb (at.%), which was provided by Titanium Alloy Division, Institute of Metal Research, CAS, P.R. China. The ingot was cut into ∅16 mm × 1 mm buttons. The surface of the buttons were ground and polished with SiC paper up to a 800 grit finish, ultrasonically cleaned in ethanol, dried and pilled before coating.
The powders of the commercial titanium (Ti) and aluminum (Al) were sieved to an average size of 20 μm and then premixed in a V-mixer for 48 h. The Ti:Al molar ratio was settled as 1:3. The mixture obtained was dried at 80 °C for 4 h before use.
Cold spraying was carried out on a stationary system, which was manufactured by the Institute of Theoretical and Applied Mechanics of the Siberian Branch of the Russian Academy of Science (ITAM SB RAS). The De Laval nozzle was a rectangle exit equipped with a cross section of 2 mm × 10 mm and a throat of 2 mm × 2 mm. The parameters for cold spraying process were 10 mm, 250 °C and 1.8 MPa Air for stand off distance, temperature, and gas pressure, respectively (Ref 12). The substrates were coated both on flat and side. The thickness of the coating was about 100 μm. The as-sprayed specimens were subjected to heat-treatment under Argon gas flow of 40 mL/min. The furnace was heated from room temperature to 630 °C at a heating rate of 3 °C/min and was held at this level for 5 h. The furnace was then cooled to room temperature at its natural rate by switching off its power supply while maintaining the argon gas flow (Ref 12).
Oxidation tests were carried out in static air under quasi-isothermal conditions. The specimens were placed in alumina crucibles. The mass changes of the specimens were measured at regular intervals. The sensitivity of the balance was 10−5 g.
X-ray diffraction (XRD) analysis was conducted on D/max-2500pc (RIGAKU, Japan) powder diffractometer. Scanning electron microscopy (SEM-EDS) image was obtained on JSM-6301F (JEOL, Japan), equipped with a Schottky field emission cathode. The electron probe microanalysis (EPMA) was obtained on EPMA-1610 (SHIMADZU, Japan).
Results and Discussion
Preparation of TiAl3-Al Composite Coating
Figure 1 shows the XRD patterns of the metal powder, the as-deposited coating and the coating after heat-treatment. It can be seen that the composition was almost the same in the metal powder and in the as-deposited coating, which was mainly aluminum and titanium without observable oxidation and phase transformation during cold spraying. However, The ratio of Ti:Al was changed to 1:3.5 from the original ratio of 1:3 for the metal powder, obtained by K value method of XRD, which indicated that the deposition efficiency for aluminum was higher than for titanium in cold spray process (Ref 13), and as a consequence there was certain amount of aluminum in the coating subjected to heat-treatment (Fig. 1c).

XRD patterns of (a) raw powder (b) as-coated coating, and (c) Ti-Al composite coating after heat-treatment
Figure 2 shows the cross-section image of the TiAl3-Al composite coating prepared by cold spray. The EDS point analyses on Fig. 2 were listed in Table 1. The dark gray compact zone was aluminum (Fig. 2a, A). The irregular light gray particles were titanium (Fig. 2a, B), which were embedded in the continuous aluminum matrix. It can be seen that the coating as-deposited was compact without observable cracks (Fig. 2a). The porosity was 0.17% obtained by image analysis (Ref 14). Figure 2(b) was the cross-section image of the coating after heat-treatment. It show that the phase of TiAl3 formed after the heat-treatment still embedded in the residual Al. Pores generated around the new TiAl3 phase, which was probably the Kirkendall-type pores grew along with the aluminum diffusion during heat-treatment (Ref 15). The porosity of the composite coating increased to 14.69% as a consequence.

Cross-section BSE-mode SEM images and EDS point analysis of the coating as-coated by CS (a) and the coating after heat-treatment (b)
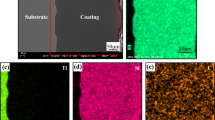
Figure 3 shows the EPMA analysis of the interlayer. It can be seen that there was an interlayer about 10 μm between the coating and the substrate after heat-treatment. The compact interlayer was mainly composed of titanium, aluminum, niobium, and trace amount of molybdenum. The aluminum in the interlayer was higher than that in the substrate, which was the consequence of aluminum interdiffusion from the coating to the substrate. The phase in the interlayer was probably (Ti, Nb)Al3 (Fig. 2b).

Cross-section morphology of the coating (a) and the EPMA line scan of the cross section (b)
Oxidation Test
Figure 4 shows the cyclic oxidation test of the substrate orthorhombic-alloy and the TiAl3-Al composite coating at 950 °C in air. The oxide grew very fast at the surface of the substrate alloy. The oxide began to scale off only after five cycles. The substrate alloy soon suffered significant weight reduction because of the peeling of the surface oxides. The weight gain was −115.6 mg/cm2 after 150 cycles for the substrate alloy. While for the TiAl3-Al composite coating, the weight gain increased smoothly during the whole test without any sign of spallation of the oxide scales. The total weight gain was only 7.68 mg/cm2 after 150 cycles. These results indicate that the coating has improved the high-temperature oxidation resistance of the substrate alloy significantly.

Mass gain vs. time curves of the Ti-22Al-26Nb alloy and the TiAl3-Al coating oxidized at 950 °C for 150 cycles in air under cyclic oxidation condition
Microstructure Analysis
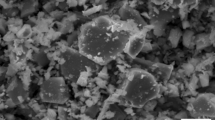
Figure 5(a) and (c) shows the surface morphology of the TiAl3-Al coating before and after oxidation test at 950 °C for 150 h. It can be seen that the surface morphology for the composite coating did not change a lot after oxidation. However, the surface of the oxidized substrate was covered with loose oxide scale (Fig. 5b, d), which was identified as the mixture of TiO2 and AlNbO4 by XRD analysis (Fig. 6d). The composite in the oxidized coating was mainly Al2O3 and TiAl2 (Fig. 5e and 6c). There was also little amount of TiO2 present in the oxidized coating, which was different to oxidation behavior of the cast TiAl3 when Al2O3 was the only oxide formed during isothermal oxidation condition (Ref 16). These TiO2 formed during the initial oxidation stage (Fig. 6b) and its intensity did not change as time prolonged (Fig. 6c), which indicate that the small amount of TiO2 did not significantly influence the oxidation resistance behavior of the TiAl3 coating.

SEM surface and cross-section morphologies of the substrate O-Ti22Al-26Nb alloy and the TiAl3-Al composite coating: (a) surface morphologies of TiAl3-Al composite coating before oxidation, (b) surface morphologies of O-Ti22Al-26Nb alloy after oxidation, (c) surface morphologies of TiAl3-Al composite coating after oxidation, (d) cross-section morphologies of O-Ti22Al-26Nb alloy after oxidation, and (e) cross-section morphologies of TiAl3-Al composite coating after oxidation

Phase in the oxidized substrate alloy and the oxidized TiAl3-Al composite coating: (a) TiAl3-Al composite coating, (b) TiAl3-Al oxidized for 10 h, (c) TiAl3-Al oxidized for 150 h, and (d) O-alloy oxidized for 150 h
Conclusion
The TiAl3-Al composite coating was prepared on the substrate O-Ti-22Al-26Nb by cold spraying with the mixture of pure titanium and aluminum as the original powder. An interlayer of (Ti, Nb)Al3 around 10 μm was formed between the coating and the substrate during heat-treatment. The porosity for the coating was 14.69%.
The cyclic oxidation test at 950 °C showed that the TiAl3-Al composite coating improved the oxidation resistance of the substrate greatly. The phase in the oxidized coating was mainly Al2O3 and TiAl2. Small amount of TiO2 also formed during the initial 10 h but did not changed after that. The coating also showed good adhesion with the substrate and no crack-induced scaling occurred in the tested 150 cycles.
References
V.K. Champagne, The Cold Spray Materials Deposition Process, WP, Cambridge, England, 2007, p 1-7
A. Papyrin, Cold Spray Technology, Adv. Mater. Proc., 2001, 160(3), p 49-51
T. Stoltenhoff, H. Kreye, and H. Richter, An Analysis of the Cold Spray Process and Its Coatings, J. Therm. Spray Technol., 2002, 11(4), p 542-550
M.F. Smith, Comparing Cold Spray with Thermal Spray Coating Technologies, The Cold Spray Materials Deposition Process 2007, V.K. Champagne, Ed., WP, Cambridge, England, 2007, p 43-61
A. Papyrin, Cold Spray Technology, Elsevier Science, Albuquerque, NM, 2006
T.H.V. Steenkiste, J.R. Smith, and R.E. Teets, Aluminum Coatings Via Kinetic Spray with Relatively Large Powder Particles, Surf. Coat. Technol., 2002, 154, p 237-252
C.J. Li and W.Y. Li, Deposition Characteristics of Titanium Coating in Cold Spraying, Surf. Coat. Technol., 2003, 167, p 278-283
R.C. Mccune, A.N. Papyrin, J.N. Hall, W.L. Riggs, and P.H. Zajchowski, An Exploration of the Cold Gas-Dynamic Spray Method for Several Metals Materials Systems, Thermal Spray Science and Technology, C.C. Berndt and S. Sampath, Ed., ASM International, 1995, p 1-5
D.E. Wolfe, T.J. Eden, J.K. Potter, and A.P. Jaroh, Investigation and Characterization of Cr3C2-Based Wear-Resistant Coatings Applied by the Cold Spray Process, J. Therm. Spray Technol., 2006, 15(3), p 400-412
Y.S. Tao, T.Y. Xiong, C. Sun, H.Z. Jin, H. Du, T.F. Li. Effect of α-Al2O3 on the Properties of Cold Sprayed Al/α-Al2O3 Composite Coatings on AZ91D Magnesium Alloy, Appl. Surf. Sci., 2009, 256, p 261-266
D.J. Helfritch, Electromagnetic Interference Shielding by Cold Spray Particle Deposition, The Cold Spray Materials Deposition Process 2007, V.K. Champagne, Ed., WP, Cambridge, England, 2007, p 316-326
L. Shen, L.Y. Kong, T.Y. Xiong, H. Du, and T.F. Li, Preparation of TiAl3-Al Composite Coating by Cold Spraying, Trans. Nonferrous Met. Soc. China, 2009, 19, p 879-882
T. Novoselova, S. Celotto, R. Morgan, P. Fox, and W. O’Neill, Formation of TiAl Intermetallics by Heat Treatment of Cold-Sprayed Precursor Deposits, J. Alloy. Comp., 2007, 436(1-2), p 69-77
S. Deshpande, A. Kulkarni, S. Sampath, and H. Herman, Application of Image Analysis for Characterization of Porosity in Scattering, Surf. Coat. Technol., 2004, 187(6), p 6-16
E.K.Y. Fu, R.D. Rawlings, and H.B. Mcshane, Reaction Synthesis of Titanium Aluminides, J. Mater. Sci., 2001, 36, p 5537-5542
J.L. Smialek and D.L. Humphrey, Oxidation Kinetics of Cast TiAl3, Scripta Metall. Mater., 1993, 26, p 1763-1768
Acknowledgment
The financial support of National Natural Science Foundation of China (No. 50971127) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kong, L.Y., Shen, L., Lu, B. et al. Preparation of TiAl3-Al Composite Coating by Cold Spray and Its High Temperature Oxidation Behavior. J Therm Spray Tech 19, 1206–1210 (2010). https://doi.org/10.1007/s11666-010-9516-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-010-9516-x