
Abstract
Adhesion between thermally sprayed coating and the substrate is a type of mechanical bonding. In many cases, the adhesion strength is relatively low. In this study, an electric contact surface strengthening method was used to improve the bonding between thermally sprayed WC/Co coating and 45# steel substrate. Electric contact strengthening equipment was made for this research. Localization of resistive heating was obtained by passing 12-18 kA current through the contact between the electrode and the workpiece, the small size of the contact imposed a severe constriction on the current causing intense resistive heating the contact. In this way, the bonding way between the WC/Co coating and the 45# steel substrate would be changed from mechanical bonding to metallurgical bonding. Orthogonal array design was applied to select the optimum conditions. The effects of different factors and levels have been studied using a statistic method.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In many cases, the surface characteristics of serviceable engineering components are very important. This is especially true in wear-resistant components, as their surfaces must perform many industrial functions in a variety of complex environments. The surface of industrial component may require treatment to enhance the surface characteristics. Thermally sprayed coatings are used for a wide range of applications where their main function is to resist severe wear conditions. However, adhesion between thermally sprayed coating and the substrate is a type of mechanical bonding, the adhesion strength is relatively low. Nowadays, it is becoming a great concern how to improve the bonding between thermally sprayed coating and substrate.
Electric contact strengthening is a method of surface treatment based on electric contact resistive heating localized at the surface of a metal substrate, there are some studies have been done in this field. (1) Electric contact welding technique (Ref 1): These researches are performed mostly in Russia. Its working principle is sintering powder on the workpiece, but many holes can be found in the coating. (2) Electric contact surface quenching in Shijiazhuang industrial pump factory (Ref 2): The current is 480 A, and it is a kind of surface quenching technique. (3) 40CrNiMoA steel surface strengthening by transient electric-energy in Northwestern Polytechnical University: The electrode was melted on the workpiece, and the strengthened layer was very thin (Ref 3-6). (4) Surface hardening and deposition of coatings studied by Stachowiak and Batchelor (Ref 7): This technique is mainly used to deposit nonferrous metals on the workpiece.
In the work presented, a new approach has been considered which, it is thought, might have considerable practical implications. The new method developed is based on the application of constriction resistance heating between the electrode and the workpiece to improve the bonding between the thermally sprayed coating and the substrate.
Experimental Procedure
Experimental Apparatus
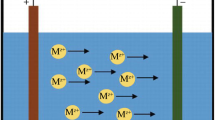
Electric contact strengthening equipment was made for this research. The working principle is shown in Fig. 1.

Principle of electric contact strengthening process
Disc-shaped W-Cu alloy was selected as the electrode. The diameter of the electrode was 100 mm, and the thickness was 7 mm. Localization of resistive heating was obtained by passing current through the contact between the electrode and the workpiece, the small size of the contact imposed a severe constriction on the current causing intense resistive heating the contact. In this way, the bonding way between the WC/Co coating and the 45# steel substrate would change from mechanical bonding to metallurgical bonding.
Materials
The experimental coating material used in this study was WC/Co powder produced by Longyan Yongfa Powder Metallurgy Co., Ltd, in which, the content of Co was 17 at.%. The experimental substrate material was 45# steel cylinder with the diameter of 35 mm and the length of 250 mm. The WC/Co coating was sprayed on the 45# steel cylinder with grit blasting pretreatment by DF-3000 HVOF equipment, and the thickness of WC/Co coating was about 0.2 mm. The parameters of thermal spray were spray distance of 200 mm and Powders delivering gas pressure of 1.3 MPa. Experimental parameters are shown in Table 1.
Analysis Methods
The metallographic samples were fabricated in the direction perpendicular to the axes of the workpiece, and the cross sections of samples were mirror-finished. The bonding properties of the WC/Co coating and the 45# steel substrate were observed by the optical microscope (Axiovert 200, Carl Zeiss Co. Ltd.) and Low-Vacuum Scanning Electron Microscope. The hardness distributions along the depth from surface of the workpiece have been studied by using HXS-1000A digital hardness tester with loading of 100 g for a constant holding time of 10 s, Vickers hardness was used with this device. The cross section view of x-ray diffraction (XRD) pattern of the metallographic samples were analysed by using D/max-2550PC XRD.
Experimental Parameters
According to relevant information, the main factors affecting the diffusion parameter of the elements between the WC/Co coating and the 45# steel cylinder are current, rotate speed of the specimens, pressure on the workpiece, and the flow rate of the coolant. Experimental parameters and their levels are shown in Table 2.
Results and Discussion
Diffusion Parameter Variation Between the WC/Co Coating and the 45# Steel Substrate
The experiments were conducted according to the factor level settings, as indicated in the L16 orthogonal array as shown in Table 3. Diffusion parameter of elements was investigated to estimate the adhesion difference at the interface between the WC/Co coating and the 45# steel substrate, which was defined as the ratio between the percentage of the increment of elements at the distance of 10 μm under the interface and the percentage of the elements in the coating. Figure 2 shows the SEM picture of the interface between the WC/Co coating and the 45# steel substrate.

The SEM picture of the interface between the WC/Co coating and the 45# steel substrate
Table 3 shows range R A = 7.55, R B = 0.92, R C = 0.15, R D = 0.2. Among the factors, the current has the largest effect to the diffusion parameter of the elements between the WC/Co coating and the 45# steel substrate. The effects of the four factors to the diffusion parameter of the elements between the WC/Co coating and the 45# steel substrate are shown in Fig. 3.

Effects of the four factors to the diffusion parameter of the elements between the WC/Co coating and the 45# steel substrate
According to the effect curves in Fig. 3, current has the greatest effect on the diffusion of the elements between the WC/Co coating and the 45# steel substrate, and the other three factors have little effect on the diffusion of the elements between the WC/Co coating and the 45# steel substrate. Better results could be got if higher current is applied in the experiment. Because of the limitation of the equipment made in our laboratory, the experiments were conducted according to parameters in Table 2. The optimal processing parameters were confirmed as follows: The current was 18 kA, the rotate speed of the specimen was 6r/10 min, the pressure on the WC/Co coating was 500 N, and the flow rate of the coolant was 6 L/min.
Surface Morphology Analysis Result at Cross Section of the Metallographic Sample
Surface morphology analysis result at cross section of the unstrengthened and the strengthened metallographic samples are shown in Fig. 4(a) and (b).

Cross sectional morphology of the (a) unstrengthened metallographic sample and (b) of strengthened metallographic sample
Figure 4(a) shows cross section of surface morphology of unstrengthened metallographic sample can be clearly divided into two parts. It is a typical mechanical bonding. Figure 4(b) shows the bonding between the thermally sprayed WC/Co coating and the 45# steel substrate is a metallurgical bonding after electric contact strengthening.
Because current has great impact on the depth of hardened layer, on condition that other technological parameters keep unchanged, the effect of current to the depth of hardened layer is analyzed. The effect of current to the depth of the hardened layer is shown in Fig. 5.

Effect of the current to the depth of the hardened layer
Figure 5 shows the depth of the hardened layer improve from 185 to 550 μm with the increase of current from 12 to 18 kA, and the increasing rate reduced as the current increased. Main reason for the high hardness of the hardened layer is lath martensite structure created in the course of strengthening. The hardness of the 45# steel is about HV230, and the structure is composed of pearlite and ferrite.
Through analyzing the test data, the effect of current to the depth of heat-affected zone has been investigated (Fig. 6).

Effect of the current to the depth of the heat-affected zone
Figure 6 shows that the depth of the hardened layer improves from 385 to 1000 μm with the increase of current from 12 to 18 kA, and the increasing rates reduced as the current increased.
Hardness Distribution Analysis Result at Cross Section of the Metallographic Sample
Hardness distribution along the unstrengthened metallographic sample and the strengthened metallographic sample are shown in Fig. 7.

Hardness variation along the depth from surface of the workpiece
From Fig. 7, hardness distribution analysis result at cross section of the unstrengthened metallographic sample can be clearly divided into two parts, and hardness of the strengthened metallographic sample changes comparatively gentle. Main reasons for this phenomenon are molten diffusion happened on the interface, cooling of the coolant and the thermal conductivity of substrate.
X-ray Diffraction Analysis Result at Cross Section of the Metallographic Sample
XRD analysis result at cross section of the unstrengthened metallographic sample and strengthened metallographic sample are shown in Fig. 8(a) and (b). Based on the main elements of the coating and the substrate, the phase compositions of the metallographic sample are confirmed.

X-ray diffraction (XRD) analysis result at cross section of the (a) unstrengthened metallographic sample and (b) strengthened metallographic sample
Figure 8(b) shows the phase compositions of strengthened metallographic sample are mainly composed of Fe phase, Co phase, Co3W9C4 phase, and Fe2W phase. Among the four phases, the Fe2W phase can only be formed from Fe element and W element. W only exists in the WC/Co coating, and Fe only exists in the 45# steel substrate, so metallurgical bonding was formed between the WC/Co coating and the 45# steel substrate.
Conclusions
-
(1)
A new method for surface strengthening to improve the bonding between thermally sprayed coating and substrate has been developed. The treatment process functions well under steady conditions.
-
(2)
The bonding between thermally sprayed WC/Co coating and 45# steel substrate has changed from mechanical bonding to metallurgical bonding by using an electric contact strengthening method, in which localization of resistive heating was obtained by passing 12-18 kA current through the contact between the electrode and the workpiece.
-
(3)
Some parameters, such as diffusion parameter between the thermally sprayed WC/Co coating and the 45 steel substrate, depth of the hardened layer, and depth of the heat-affected zone, can be altered by varying process parameters such as current.
-
(4)
To improve the diffusion parameter between the WC/Co coating and the 45# steel substrate, the optimal processing parameters are: current of 18 kA, rotate speed of 6r/10 min, pressure of 500 N, and coolant of 6 L/min.
References
Яpoшeвич, B.К., Electric Contact Strengthening. National Defence Industry Publishing Company, 1986, p 19-22
X. Ma, Application of Electric Contact Surface Quenching in Practice, Machinist Metal Form., 2006, 28(3), p 67
Z. Ge, S. Qiao, S. Wang, and G. Lu, The Microstructure and Properties of 40CrNiMoA Steel Surface Strengthened by Transient Electric-Energy, Mater. Rev., 2006, 20(2), p 147-150
F. Farahmand, D. Moradkhani, M.S. Safarzadeh, and F. Rashchi, Brine Leaching of Lead-Bearing Zinc Plant Residues: Process Optimization Using Orthogonal Array Design Methodology, Hydrometallurgy, 2009, 95(3-4), p 316-324
H. Wang and Y. Su, Application of Surface Strengthening Technology in Machinery Repairing, Surf. Technol., 2006, 35(2), p 57-59
Q. Li, F. Li, L. Lou, and J. Liu, A New Surface Hardening Device for Prolonging Life of Forging Die, J. Northwest. Polytech. Univ., 2000, 18(04), p 649-651
G.W. Stachowiak, and A.W. Batchelor, Surface Hardening and Deposition of Coatings on Metals by a Mobile Source of Localized Electrical Resistive Heating, J. Mater. Process. Technol., 1996, 57(3), p 288-297
Acknowledgments
This work was supported by the Third Construction of National 211 Engineering Project and Shanghai Leading Academic Discipline Project, Project Number: B602.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, Y., Zhu, S., Gu, W. et al. Electric Contact Strengthening to Improve the Bonding Between WC-Co Coating and 45# Steel Substrate. J Therm Spray Tech 19, 1142–1146 (2010). https://doi.org/10.1007/s11666-010-9472-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-010-9472-5