
Abstract
Asymmetric melting behavior of the electrodes is a process-related feature of the twin wire arc spraying (TWAS) technique since the heating of the negative wire is different from that of the positive wire. The asymmetric melting behavior, particle crossover, irregular plume shape, and last but not least the arc voltage fluctuations affect the spraying jet on the whole and lead to an inhomogeneous plume. To investigate the effect of inhomogeneous spraying plume on coating characteristics, coatings were produced by moving the spraying gun in different directions, with respect to the electrodes. The porosity, micro-cracks, hardness, thickness, and adhesion strength of the sprayed coatings were measured and brought in correlation with the gun moving direction. In this study, two different wire types were investigated in order to find out the effect of the spraying gun moving direction on the coating quality.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
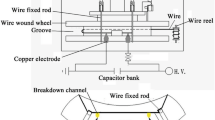
Thermal spraying technique is increasingly used in the surface treatment and finishing of mechanical components. The main application areas are found especially in wear and corrosion protection. In thermal spraying processes, particle velocity, temperature, and size are determining factors for the resulting coating characteristics (Ref 1-13). The inhomogeneity of the spraying plume by thermal spraying techniques mostly depends on the type of feedstock. It is more homogeneous for the group of coating processes that deposit metallic or non-metallic powder feedstock (like in plasma or HVOF) than the processes in which the particles are atomized from a melting bath of wire feedstock like in twin wire arc spraying. In case of powder feedstock, the size of the in-flight particles is predefined by the powder size distribution. The powder particles are finely spread out by means of carrier gas and subsequently through the heat source in plasma or HVOF. This leads to a relatively homogenous spraying plume. In twin wire arc spraying (TWAS), a spray jet of particles is formed through atomization of a molten feedstock bath. The atomization occurs by the impingement of fast and continuous flowing air jet upon the melting tips of consumable and electrically conductive wires. The wires, one connected as the anode (+) and the other as the cathode (−), are fed together to ignite an arc at the shortest gap between the electrically conductive part in the wire tips. The particle size, temperature, and velocity are controlled by process parameters. Figure 1 shows a schematic overview of TWAS process and the plume characteristic leading to the inhomogeneity.

Schematic overview of TWAS process and plume characteristic
The investigation and improvement of twin wire arc sprayed coating require the knowledge of the droplet formation mechanisms and also the resulting particle characteristics like temperature, velocity, size, and trajectory. Controlling and predicting the particle characteristics are very important to meet the demands of the industry for reproducibility of the desired coatings. Particle size distributions as well as trajectories were found to be different for the particles originating from the anode and the cathode wire. Dissimilarity in size distribution of the particles originating from the cathode and the anode was demonstrated using similar and different wire materials (Ref 1, 2, 5, 10, 11). Pourmousa et al. (Ref 8) found that the particles from the anode are almost twice as large in diameter as those from the cathode. The variation in particle size is due to the asymmetrical melting behavior of the anode and cathode wires (Ref 1-9). The arc is attached at the anode over a larger area than the cathode. This heats up the anode over a bigger surface and leads to the formation of large particles from the anode. At the cathode, the arc is localized and constricted that causes the formation of small particles (Ref 1, 2, 5, 8, 9). The increase of the atomization gas pressure leads to finer particles from both anode and cathode. On the contrary, the wire feed rate and arc voltage have no major effect on size distribution of the in-flight particles (Ref 8).
Since the coating is built layer upon layer by deposition of melted or semi-melted particles, a detailed knowledge of the effect of the traverse path of the spraying gun on coating characteristics is of inalienable importance in the simulation and optimization of the TWAS process. A better understanding of the spray process, particularly the correlation between the inhomogenity of the spraying plume and the coating quality, will provide the user with guidelines concerning the improvement of the existing models of the TWAS process. This will also establish a more realistic simulation of the TWAS process.
The particle crossover in spraying plume was observed in case of massive wires (Ref 5, 10) as well as in cored wires (Ref 11). Tillmann et al. (Ref 11) reported that the adhesion layers between substrate and coating as well as between the over runs depend on the gun movement direction. By spraying with the gun movement in cathode direction, the adhesion layer is mostly build of from anode particles and vice versa. However, no correlations between gun movement directions and coating performance have been investigated so far. Therefore, in this study, the effect of the gun movement direction on the coating quality due to the inhomogenities in the spraying plume is presented.
Experimental Work
Materials
Smart Arc 350 PPG (Sulzer Metco, Switzerland) was used to investigate the effect of gun movement direction on the coating quality. The investigation was carried out on two types of wires with a diameter of 1.6 mm: cored wire (CW) (AS850, Co. Durum, Cr 4%, Mn < 1%, Si 1.4%, C 2%, WSC 50%, Fe Bal, powder fraction 35-75 μm) and massive wire (MW) (Co.GTV, Ni. 99.9%). Steel (1.0503) in plate form (70 × 50 × 10 mm) was used as substrate. Regarding DIN EN 582, cylindrical specimens (40 mm diameter and minimum length of 50 mm) were used to perform the adhesion test. All specimens were corundum-blasted to roughen the surface. The blasting of specimens was performed with alumina EKF-14 (1700-1180 μm grain size). The applied gas pressure was 0.45 MPa. The blasting gun was positioned at a distance of 100 mm and an angle of 75° to the specimens. The blasted parts were cleaned in acetone ultrasonically and heated to approximately 80 °C before spraying.
Experimental Setups
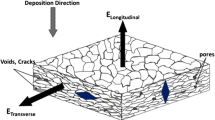
The coatings were produced by moving the spray gun: (I) only in the cathode direction, (II) only in the anode direction, (III) in the normal direction (alternating between I and II), and (IV) only vertical to the intersection between the anode and the cathode as shown in Fig. 2.

Spraying in the different gun moving directions (direction I only in cathode direction, direction II only in anode direction, direction III normal modes, direction IV vertical to electrodes intersection direction)
The coatings built up by two over runs for all setups. The spraying parameters were determined using design of experiment (DoE) methods. Four independent adjustable process parameters [namely primary atomization gas pressure (PG), secondary atomization gas pressure (SG), arc voltage (U), arc current (I)] are investigated at two levels. All spraying experiments were carried out at a stand-off distance of 120 mm. Experimental setups are shown in Table 1.
Metallurgical investigations were carried out to determine the porosity, thickness, and hardness of the sprayed coatings. Our study is only focused on the effect of the gun’s moving direction on the coating characteristics and not comparing between coating quality by different wires. Therefore, the adhesion strength test and the spraying in vertical moving direction were performed only for the coatings using the cored wires. The specimens were coated for the adhesion tests at experimental setup 4 (PG = 0.4 MPa, SG = 0.4 MPa, U = 28 V, and I = 240 A). This setup reveals a major deviation in coating characteristics depending on traverse path of spraying gun.
To investigate the crossover in the spraying plume, coatings were deposited by using simultaneously two different wires (copper as cathode and AS850 cored wire as anode). Mapping was conducted for two coatings. One coating was produced by spraying in cathode (copper) direction and the other in the anode (AS850) direction. We used the copper to distinguish visually between deposited layers by means of color differences. The coatings were deposited also at setup 4 (PG = 0.4 MPa, SG = 0.4 MPa, U = 28 V, and I = 240 A). The collected data were analyzed and conclusions of the evaluated experimental setups were drawn.
Results
Spraying plume in thermal spraying technique is the tool by which the coating is manufactured. Any irregularity or inhomogeneity in shape or content of the spraying plume directly affects the coating quality. By spraying in different gun’s moving directions we were able to investigate the effect of the spraying plume inhomogeneity on coatings. Spraying in different gun movement directions leads to different coating characteristics. However, the final properties of the coating like porosity, thickness, hardness, and adhesion depend on the coating microstructure, which is determined by the morphology of the individual splats. Therefore, the characteristics of the spraying plume are the controlling factors for the quality of the produced coating.
During arc spraying by means of cored wires the current is transferred through the small cross-sectional area of the metallic velum. Some filling powders in cored wires are not electrically conductive and thereby they are passive parts in the arcing process. Therefore, the particle formation by using cored wires and massive wires is different. This leads to a difference in flight particle behavior and consequently to a difference in spraying plume inhomogeneity. To evaluate the effect of inhomogeneous spraying plume on coating quality, a comparison was made between the sprayed coatings by different moving directions and different experimental setups. Investigated coating characteristics are porosity, thickness, microhardness, and adhesion strength.
Porosity
Porosity is one of the most important coating characteristics in thermal spraying techniques. The field of use of the sprayed coating is determinant for the desired porosity value. The porosity can be detrimental in coating with respect to corrosion protection, surface finishing, microhardness, and adhesion strength. It can be also to some extent essential in relation to lubrication (as reservoir for lubricants), increasing thermal barrier, increasing shock resistance, and decreasing stress levels. Coating porosity in thermal spraying depends on spraying process and can be further manipulated by the independent adjustable process parameters. Additionally, to reveal the effect of inhomogeneity in spraying plume by twin wire arc spraying on coating porosity, spraying in different gun moving directions was performed and the changes in the porosity were investigated. The coating porosity was determined by porosity tests using microscopy (Axiophot, Zeiss) and digital image processing software (Axiovision, Zeiss). The accuracy of porosity measurement is about ±0.2%.
Cored Wires
The porosity of the coating is related to the impact velocity of the particles as well as the particle size (Ref 14). The coatings’ porosity produced by cored wires varied from 1.2 to 4.3% and showed a difference in the porosity depending on the gun’s moving direction (Fig. 3). The porosity is detected for movement pattern I (in cathode direction) between 1.25 and 3.6%. In case of movement pattern II (in anode direction), the porosity reaches a value between 1.25 and 3.2%. By normal movement pattern III, the porosity attains the highest values between 1.15 and 4.4%, meanwhile the porosity ranges from 1.3 and 4.0% by the vertical movement pattern IV.

Porosity for different spraying directions using cored wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A; setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A; setup 8: PG = 0.4 MPa, SG = 0.4 MPa, U = 32 V, I = 180 A)
In Fig. 3, three experimental setups (1, 3, and 8) are compared together for the different movement patterns. The porosity for setup 1 (PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, and I = 240 A) was increased by moving the gun in the vertical and the anode direction. As the primary atomization gas (PG) and the current (I) decrease (setup 8), the porosity increased at the vertical and normal directions. A lower SG, U, and I in setup 3 led to the lowest porosity in the vertical movement pattern and to the highest in the normal movement pattern. The anode movement pattern obtained its highest porosity at setup 3. A microstructure of the sprayed coatings by using the experimental setup 1 and setup 3 is shown in Fig. 4 and 5, respectively.

Coating microstructure for the different spraying directions using cored wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A)

Coating microstructure for the different spraying directions using cored wires (setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A)
The higher porosity by spraying in vertical can be explained by the oval shape of the spraying plume. The more focused and circular shaped the spraying plume is, the more the particle density in the spraying plume. The particle density in plume directly affects the coating characteristics. The increase of the primary atomization gas (PG) and current (I) setting yield to a decrease in the porosity at the cathode and at the normal movement patterns and to an increase in the porosity at the vertical and at the anode gun moving directions. The increase of secondary atomization gas (SG) setting and decrease in current (I) led to an increase in porosity values at the normal and at the vertical movement patterns, meanwhile the porosity (compared to setup 3) decreases at the anode movement pattern.
Porosity at anode and cathode moving patterns reveals slightly low variations in all setups. The differences are more pronounced in case of normal and vertical movement patterns.
Since the particles generated in the anode and the cathode have different sizes, different velocities and temperatures (Ref 2, 8, 15), it generate layers with different microstructures. The higher the particle velocity, the smaller the particles are, the denser the coatings are (Ref 14). Based on the research work of Pourmousa et al. (Ref 8), the particles generated from the cathode are smaller and gain higher velocities than the particles generated from the anode. The dissimilarity in particle velocity and temperature at the spraying plume sides (anode side and cathode side) was clearly reported (Ref 15).
The intersection layers between the substrate and the deposited coating by moving in anode direction are mostly from the smaller cathodic particles due to crossover effect in spraying plume and vice versa. Figure 6 shows a mapping of two coatings deposited by using simultaneously two different wires copper as cathode and AS850 cored wire as anode. One of the coatings was produced by moving in anode direction (cored wire direction) and the other by moving in cathode direction (copper direction). In case of spraying in the anode direction, about 62% copper content (cathodic particles) were indicated at the intersection area between substrate and deposited coating. The intersection area between substrate and coating in case of spraying in cathode direction was mostly from iron and tungsten. This indicates clearly a crossover effect in the spraying plume and also the effect of the crossover on the coating structure. Crossover and ovality in the spraying plume at lower PG and higher SG setting (setups 3, 4, and 8) could be the reasons of porosity changes in case of vertical and normal movement patterns.


Mapping of dual wire coating (copper massive wire as cathode and AS850 cored wire as anode). (a) Mapping intersection area coating substrate (spraying in anode direction) and (b) mapping intersection area coating substrate (spraying in cathode direction). (c) Mapping of coating section produced by gun moving in anode direction and (d) mapping of coating section produced by gun moving in cathode direction
Massive Wires
In case of using massive wires, the spraying process was investigated by moving the spraying gun in the cathode, the anode, and the normal direction. Figure 7 shows the coating porosity by using massive wires for the different gun moving directions at different experimental setups.

Porosity for different spraying directions using massive wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A; setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A; setup 8: PG = 0.4 MPa, SG = 0.4 MPa, U = 32 V, I = 180 A)
The porosity varied from 1.36 to 5.1% for the coatings produced by different gun movement directions. The porosity was slightly higher for cathode movement pattern than the anode movement pattern but the pores were smaller in size. The reason for this could be the crossover effect of anode and cathode particles. In case of using massive wires, this effect seems to be more obvious than when cored wires are used.
The melting behavior and consequently the particle formation of cored wires are different from those of massive wires. The reason is the powder content and its size distribution in cored wires. In general, the particles from massive wires are smaller in size than those from cored wires. The particles from massive wires reveal a large size distribution between the particles at plume sides and those at plume center (Ref 15, 16). Additionally, the crossover of the anode and cathode particles in spraying plume is believed to be also high compared to cored wires. Therefore, the inhomogeneity of the spraying plume, in case of massive wires, seems to be more pronounced. This could be the reason for the increased deviation in porosities regarding the gun movement direction by using massive wires.
Coating Thickness
The coating thickness was determined by measurements using microscopy (Axiophot Zeiss) and digital image processing software (Axiovision, Zeiss). The coating thickness was measured at three positions for each sample and a mean value was obtained.
Cored Wires
The wire feed rate is controlled by the spraying current (increase in current leads to an increase in feed rate). Therefore, the current affects directly the coating thickness. Moving the gun in the vertical direction causes the lowest coating thickness as shown in Fig. 8. Even though the current in setup 3 was the same as in setup 8, the thickness at setup 8 was much lower. The reason for that is the higher SG setting in setup 8 (0.4 MPa), which impacts the shape of the spraying plume. In all other movement patterns at setups 3 and 8, the coating thickness is more or less equal. The anode movement pattern showed a slightly increase caused by the higher SD in setup 8. With high SG setting, the spraying plume becomes an oval shape. In case of spraying in the vertical movement pattern, the spraying plume with its longer diameter is perpendicular to the moving axis. This leads, by coating of smaller specimens, to an excessive over spray and consequently to a decrease in coating thickness. The results match with the reported results by Tillmann et al. (Ref 17). The oval shape of the spraying plume is more obvious in cases of higher SG settings. The reason for that is the interruption of PG flow by the presence of the two wires (the anode and the cathode). This leads to PG flow pattern weakened from both sides and the flow can be easily impacted by the presence of SG. The results showed also a low coating thickness in case of spraying in vertical moving direction. The results clearly expresses that the oval shape of spraying plume is the reason of the changes in coating thickness. The effect of high SG setting is also demonstrated here. The increase of SG leads also to decrease in coating thickness by spraying in vertical direction (see Fig. 9 and 10).

Coating thickness for different spraying directions using cored wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A; setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A; setup 8: PG = 0.4 MPa, SG = 0.4 MPa, U = 32 V, I = 180 A)

Coating microstructure for the different spraying directions using cored wires (setup 4: PG = 0.4 MPa, SG = 0.4 MPa, U = 28 V, I = 240 A)

Coating microstructure for the different spraying directions using cored wires (setup 6: PG = 0.6 MPa, SG = 0.4 MPa, U = 28 V, I = 180 A)
By comparing the coating thickness at different setups, it is obvious that the oval shape of the spraying plume in case of vertical movement direction increases with the increase of SG. This leads to an increase in over spray and consequently to a decrease in coating thickness. The change in coating thickness indicates that at higher PG and moderate SG the spraying plume becomes more circular. The microstructure of the sprayed coating at the highest atomization gas pressure (PG 0.6 MPa, SG 0.4 MPa), and lowest current setting is shown in Fig. 10.
Massive Wires
The coating thickness was measured by the same way as in case of spraying with cored wires. The increase in current (I) and primary atomization gas pressure (PG) and decrease in secondary atomization gas pressure (SG) settings we obtained, as expected, a high coating thicknesses with all movement patterns. From the results depicted in Fig. 11, it is clear that a slight increase in coating thickness was obtained at setup 8 in comparison with setup 3 in case of the anode movement pattern. Almost no changes were observed with normal and cathode movement patterns. Spraying in the cathode modus shows a slightly increased coating thickness (Fig. 11). In general, the coating thickness shows almost the same tendency as by cored wires.

Coating thickness for different spraying directions using massive wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A; setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A; setup 8: PG = 0.4 MPa, SG = 0.4 MPa, U = 32 V, I = 180 A)
Coating Microhardness
The coating microhardness was determined according to Vickers tests using LECO M400. The coating microhardness was measured at five different positions for each sample and a mean value was obtained. In this way, we can estimate an overall hardness rather than measuring the hardness of hard phase and matrix separately.
Cored Wires
The results showed more or less equal values for all moving directions except by spraying in normal modus (Fig. 12). Microhardness is a strong function of the sprayed material. In case of cored wires, there are different phases in the coating which show different hardness values. In general, the results confirmed that there is no high indication of hardness changes regarding gun moving directions. The large changes are due to the hard phase and matrix phase. It is believed that the microhardness of the sprayed coating does not depend on moving direction of the spraying gun.

Coating microhardness for different spraying directions using cored wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A; setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A; setup 8: PG = 0.4 MPa, SG = 0.4 MPa, U = 32 V, I = 180 A)
Massive Wires
In case of massive wires, there is single phase in the coating, which is associated with smaller standard deviation compared to cored wires’ coatings. An increase of microhardness was obtained by spraying in the cathode direction. By spraying in the anode and normal moving directions, the microhardness remained nearly the same (Fig. 13). The slight changes in microhardness in case of massive wires support the assumption that the inhomogeneity in spraying plume in case of massive wires is more pronounced. In case of massive wires, the coating is built up by homogenous material with a defined hardness. The expectation regarding that is no changes in microhardness by spraying in different gun moving directions. That is why the cause of the changes in microhardness could be the more pronounced inhomogeneity in spraying plum in case of massive wires.

Coating microhardness for different spraying directions using massive wires (setup 1: PG = 0.6 MPa, SG = 0.4 MPa, U = 32 V, I = 240 A; setup 3: PG = 0.4 MPa, SG = 0.2 MPa, U = 28 V, I = 180 A; setup 8: PG = 0.4 MPa, SG = 0.4 MPa, U = 32 V, I = 180 A)
Adhesion Strength Test for Cored Wires
Adhesion strength test was carried out regarding DIN EN 582 and only for the coating sprayed by means of cored wires. The coating was performed at experimental setup of the following settings (setup 4 PG = 0.4 MPa, SG = 0.4 MPa, U = 28 V, I = 240 A), because this setup showed remarkable differences in coating qualities at all moving directions. Three specimens were coated for each gun movement direction.
The spraying in the anode and the vertical moving direction showed an increase in adhesion strength among all at different moving directions sprayed coatings (Fig. 14). One of the reasons for this could be the oval shape of the spraying plume at increased SG setting as in setup 4. The oval shape of the plume leads to a decrease in coating thickness, which can improve the adhesion. The other reason can be attributed to the crossover of the anode and the cathode particles in spraying plume (as demonstrated in Fig. 6). The first layer between substrate and coating as well as between the different runs (adhesion layer) is built up mostly from the smaller cathode particles in case of the anode movement pattern. Tillmann et al. (Ref 11) reported the same phenomenon that the adhesion layer between substrate and coating as well as between the over runs depends on the gun movement direction.

Coating adhesion strength test for different spraying directions using cored wires (setup 4: PG = 0.4 MPa, SG = 0.4 MPa, U = 28 V, I = 240 A)
Conclusion
The performance of sprayed coating shows a relative dependency on gun movement direction. The reason is the inhomogeneity in spraying plume by twin wire arc spraying. The porosity and coating thickness in case of cored wires were more impacted by the gun movement direction. At vertical moving direction, an increase of the over spray was observed especially by experimental setup decreased primary atomization gas pressure (PG) and increased secondary atomization gas pressure (SG). The reason for this is the high ovality of the spraying plume shape at these setups with its large diameter perpendicular to the movement axis. The adhesion layer of the sprayed coating depends on the moving direction of the spraying gun. In case of movement in cathode direction, the adhesion layer is mostly formed by the larger anode particles. While spraying in anode direction, the adhesion layer is mostly formed by the smaller cathode particles. This agrees with our results from the adhesion strength tests. The tests show increased adhesion strength by spraying in the anode and the normal direction. Table 2 summarizes the effect of inhomogeneous plume of twin wire arc spraying on the coating characteristics.
To improve the coating efficiency, a correlation should be obtained between adjustable spray parameter (especially the combination primary and secondary atomization gas) and the gun’s moving direction. Furthermore, the size of the substrate to be sprayed should be taken into consideration by determining a suitable moving schema.
References
N.A. Hussary and J.V.R. Heberlein, Effect of System Parameters on Metal Breakup and Particle Formation in the Wire Arc Spray Process, J. Therm. Spray Technol., 2007, 16(1), p 1-13
H.L. Liao, Y.L. Zhu, R. Bolot, C. Coddet, and S.N. Ma, Size Distribution of Particles from Individual Wires and the Effects of Nozzle Geometry in Twin Wire Arc Spraying, Surf. Coat. Technol., 2005, 200, p 2123-2130
A.P. Newbery, P.S. Grant, and T.R.A. Neiser, The Velocity and Temperature of Steel Droplets During Electric Arc Spraying, Surf. Coat. Technol., 2005, 195, p 91-101
M.P. Planche, H. Liao, and C. Coddet, Relationships Between In-flight Particle Characteristics and Coating Microstructure with a Twin Wire Arc Spray Process and Different Working Conditions, Surf. Coat. Technol., 2004, 182, p 215-226
A.P. Newbery, T. Rayment, and P.S. Grant, A Particle Image Velocimetry Investigation of In-flight and Deposition Behaviour of Steel Droplets During Electric Arc Spray Forming, Mater. Sci. Eng. A, 2004, 383, p 137-145
P.S. Mohanty, R. Allor, P. Lechowicz, R. Parker, and J. Craig, Particle Temperature and Velocity Characterization in Spray Tooling Process by Thermal Imaging Technique, Thermal Spray 2003: Advancing the Science and Applying the Technology, C. Moreau and B. Marple, Ed., 2003, ASM International, OH, 2003, p 1183-1190
I.K. Hui, M. Hau, and H.C.W. Lau, A Parametric Investigation of Arc Spraying Process for Rapid Mould Making, Int. J. Adv. Manuf. Technol., 2003, 22, p 786-795
A. Pourmousa, J. Mostaghimi, A. Abdini, and S. Chandra, Particle Size Distribution in a Wire-Arc Spraying System, J. Therm. Spray Technol., 2005, 14(4), p 502-510
N.A. Hussary and J.V.R. Heberlein, Atomization and Particle-Jet Interaction in the Wire-Arc Spraying Process, J. Therm. Spray Technol., 2001, 10(4), p 604-610
Y.L. Zhua, H.L. Liaob, C. Coddet, and B.S. Xu, Characterization Via Image Analysis of Cross-Over Trajectories and Inhomogeneity in Twin Wire Arc Spraying, Surf. Coat. Technol., 2003, 162, p 301-308
W. Tillmann, E. Vogli, and M. Abdulgader, Partikelinteraktion (Cross Over) in der Flugphase beim Lichtbogenspritzen von Fülldrähten, Sonderforschungsbereich 708, 3D-Surface Engineering für Werkzeugsysteme der Blechformteilefertigung, Erzeugung, Modellierung, Bearbeitung, 2. Öffentliches Kolloquium, 21. November 2008, Dortmund, p 43-51 (in German)
P. Bengtsson, T. Johannesson, and J. Wigren, Characterization of Microstructural Defects in Plasma Sprayed Thermal Barrier Coatings, J. Therm. Spray Technol., 1995, 4(3), p 245-251
M. Friis, C. Persson, and J. Wigren, Influence of Particle In-flight Characteristics on the Microstructure of Atmospheric Plasma Sprayed Yttria Stabilized ZrO2, Surf. Coat. Technol., 2001, 141, p 115-127
T. Watanabe, X. Wang, E. Pfender, and J. Heberlein, Correlations Between Electrode Phenomena and Coating Properties in Wire Arc Spraying, Thin Solid Films, 1998, 316, p 169-173
W. Tillmann, E. Vogli, and M. Abdulgader, Asymmetric Melting Behavior in Twin Wire Arc Spraying with Cored Wires, Therm. Spray Technol., 2008, 17(5-6), p 974-982
W. Tillmann, E. Vogli, and M. Abdulgader, Diagnostics of Cored Wire Arc Spraying for Wear Resistant Coatings, 6th International Conference THeCoatings, 25-26 October, Hannover, Germany
W. Tillmann, E. Vogli, M. Abdulgader, and B. Krebs, Einfluss von Spritzparametern auf Strahlform und Schichtbildung beim Lichtbogenspritzen, Proceeding of 11th Werkstofftechnisches Kolloquium, 1-2 Ocktuber, 2008, Chemnitz, p 31-37 (in German)
Acknowledgment
The authors gratefully acknowledge the financial support of DFG (German Research Foundation) within the collaborative research centre SFB 708.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2009 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Expanding Thermal Spray Performance to New Markets and Applications: Proceedings of the 2009 International Thermal Spray Conference, Las Vegas, Nevada, USA, May 4-7, 2009, Basil R. Marple, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and Ghislain Montavon, Ed., ASM International, Materials Park, OH, 2009.
Rights and permissions
About this article
Cite this article
Tillmann, W., Vogli, E. & Abdulgader, M. The Correlation Between the Coating Quality and the Moving Direction of the Twin Wire Arc Spraying Gun. J Therm Spray Tech 19, 409–421 (2010). https://doi.org/10.1007/s11666-009-9452-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-009-9452-9