
Abstract
Conventional thermal barrier coating (TBC) systems consist of a duplex structure with a metallic bondcoat and a ceramic, heat-isolative topcoat. Several recent research activities are concentrating on developing improved bondcoat or topcoat materials; for the topcoat especially, those with reduced thermal conductivity are investigated. Using advanced topcoat materials, the ceramic coating can be further divided into layers with different functions. One example is the double-layer system in which conventional yttria-stabilized zirconia (YSZ) is used as bottom and new materials such as pyrochlores or perovskites are used as topcoat layers. These systems demonstrated an improved temperature capability compared to standard YSZ. In addition, new functions are introduced within the TBCs. These can be sensorial properties that can be used for an improved temperature control or even for monitoring remaining lifetime. Further increased application temperatures will also lead to efforts for a further improvement of the reflectivity of the coatings to reduce the radiative heat transfer through the TBC.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Thermal barrier coating systems (TBCs) are frequently used in gas turbines. The isolative layer can provide a reduction of the temperature of the metallic substrate that results in an improved component durability. Alternatively, an increase of fuel efficiency can be achieved by allowing an increase of the turbine inlet temperatures (Ref 1).
Thermal barrier coating systems consist typically of two layers, a so-called bondcoat layer and an isolative, ceramic topcoat. The bondcoat is often a metal and has two major functions. It improves the bonding between the substrate and the topcoat, and it protects the substrate from corrosion and oxidation. Two types of bondcoats are frequently used, a (platinum-) aluminide based one and a so-called MCrAlY with M being Ni or Co. The choice of the adequate bondcoat depends on the deposition technique used for the topcoat. Electron beam physical vapor deposition (EB-PVD) and atmospheric plasma spraying (APS) are the most frequently used techniques. The development of ceramic thermal barrier coatings for components of gas turbines started in the 1940s and 1950s (Ref 2). In the 1960s zirconia was identified as a promising candidate material. Pure zirconia is not suitable for the application as it undergoes a different phase transition (Ref 3). The martensitic monoclinic-tetragonal at about 1000 °C is accompanied by a large volume change (3 to 9%, Ref 4) and, hence, by the risk of cracking of the coating. Therefore, different doping additions, such as MgO or CaO, were used to stabilize the tetragonal or also the cubic structure. At the end of the 1970s, 6 to 8 wt.% Y2O3 was established as a nearly ideal material for TBC application (Ref 5) and has been frequently used in aero and stationary gas turbines since the beginning of the 1980s (Ref 6, 7).
For many decades, the development of TBC remains an attractive research area. This can be illustrated by the large number of articles related to this topic. A list of some review articles is given in Ref 2 and 8 to 14. The large number of articles also reflects the high complexity of the subject. All the different components—substrate, bondcoat, and topcoat—interact with each other or the environment to a greater or lesser extent, and/or they undergo detrimental changes from thermomechanical treatments during operation.
This article gives a short overview on several recent activities in the field of modern TBCs, focusing on advanced topcoats, partially with multifunctional properties, and adding also some remarks on new bond coatings. In addition, advanced processing routes are described.
Advanced Bondcoat Materials
The development of bondcoat materials is only briefly addressed in this paper as the major topic focuses on the ceramic top layer.
Standard bondcoats for APS topcoats are thermally sprayed (vacuum or atmospheric plasma spraying (VPS/APS) or high-velocity oxygen fuel, or HVOF, spraying) coatings with high roughness (R a > 6 μm), to guarantee an excellent bonding between substrate and topcoat. For EB-PVD coatings, either smooth MCrAlY bondcoats or (Pt-)Aluminide coatings with low roughness (<2 μm) are used. During operation, a thermally grown oxide (TGO) that consists, typically, of alumina is formed on the bondcoat; this introduces additional stress levels into the system and is one of the major reasons for TBC failure (Ref 15). Hence, a reduced TGO growth rate can significantly enhance the lifetime of the TBC system. Often a reduction of the TGO growth rate can be obtained by an optimization of the bondcoat chemistry (Ref 16). Also, additional overaluminization of MCrAlYs is used to increase their performance (Ref 17). Several other approaches are under investigation, for example, the high-energy (cryo) milling of MCrAlY materials. They show low oxidation rates, which are probably related to the introduction of finely dispersed oxide particles during the milling process (Ref 18).
Shortcomings of YSZ Coatings and Alternative Materials
During heating, pure zirconia undergoes a phase transformation from monoclinic to tetragonal at about 1170 °C which is accompanied by a volume change and usually leads to crack formation in the coating. Stabilizers such as yttria can suppress this. The most frequently used TBC material is 6 to 8 wt.% yttria partially stabilized zirconia (YSZ). During both APS and EB-PVD deposition, this material will not form the equilibrium phase consisting of monoclinic and cubic zirconia but a so-called t′-phase. During the fast cooling of the sprayed splats and also during the deposition from the gas phase, the time at elevated temperatures is not sufficiently long to obtain the equilibrium phase. The t′-phase contains a high amount of yttria in the tetragonal phase and does not transform to cubic and monoclinic phase even at longer operation times at elevated temperatures up to about 1200 °C. However, with about 1200 °C an upper temperature limit is reached for YSZ-based TBCs as the material undergoes a diffusion-induced transformation from t′-phase to tetragonal and cubic phases at higher temperatures. This is true for both APS (Ref 19, 20) and EB-PVD coatings (Ref 21).
One reason for the frequent use of YSZ TBCs with 6 to 8 wt.% yttria content is the relatively good fracture toughness of this material due to a specific toughening mechanism (Ref 22). A higher amount of stabilizer would lead to a fully stabilized, cubic zirconia toughness with a relatively low toughness. A lower amount of stabilizing additive leads to a higher toughness at room temperature, but also to detrimental phase transformations during heating.
Besides the phase transformation, significant sintering also has a detrimental effect on the performance of YSZ TBCs. It leads to the formation of a kind of “sintering neck” and hence to a reduction of the strain tolerance in combination with an increase of the Young’s modulus (Ref 23). Higher stresses will originate in the coating, which lead to a reduced life under thermal cyclic loading. As a high-impurity content in the YSZ coating leads to increased sintering, efforts are undertaken to develop specific high-purity powders (Ref 24). Also, the use of engineered microstructures has been proposed to counteract sintering effects (Ref 25).
The described disadvantageous properties of YSZ at high temperatures led to an intense search for new TBC materials in the past; see, for example, Ref 13, 14, and 26 to 29.
Among the interesting candidates for thermal barrier coatings, those materials with pyrochlore (e.g., La2Zr2O7, Gd2Zr2O7), spinel (MgAl2O4), perovskite (e.g., SrZrO3), or magnetoplumbite (e.g., LaMgAl11O19) structures and high melting points show especially promising thermophysical properties. Previous investigations showed good physical properties of these materials, that is, thermal conductivity comparable or lower than YSZ and high thermal stability (see, e.g., Ref 30). However, the thermal expansion coefficient is typically lower than that of YSZ, which leads to higher thermal stresses in the TBC system, as both substrate and bondcoat have higher thermal expansion coefficients (about 15 × 10−6/K). In addition, relatively low toughness values are observed in these materials (Ref 31).
As a result, the thermal cycling properties are worse than those of YSZ coatings. This problem is probably relevant for most of the new TBC materials, as the need for thermal stability seems to contradict the ability to show efficient toughening effects. A way to overcome this shortcoming is to use layered topcoats (Fig. 1). Failure of TBC systems often occur within the TBC close to the bondcoat/topcoat interface. At this location YSZ is used as a TBC material with a relatively high thermal expansion coefficient and high toughness. Typically, a thickness of 100 to 200 μm is chosen. The YSZ layer is then coated with the new TBC material (e.g., La2Zr2O7), which is able to withstand the typically higher temperatures at this location. It was shown in past years in several publications on La2Zr2O7/YSZ double-layer systems that this concept really works (Ref 32 to 35). A temperature increase compared to YSZ of 100 K could be demonstrated (Ref 36). The former publications showed that the lifetime of single-layer La2Zr2O7 systems is short; typically only several hundred cycles are observed before full spallation of the coating. For single-layer YSZ coatings, massive degradation of the coating with splatwise spallation is observed at these high surface temperatures.

Photograph and corresponding micrograph of the double-layer YSZ/La2Zr2O7 coating, after 3245 cycles at 1445/1067 °C surface/bondcoat temperature
Other materials such as aluminates are under investigation (Ref 28). These materials are typically deposited in a partly amorphous state. During heat treatment, crystallization sets in, which leads to shrinkage and crack formation. Controlled crystallization can lead to advanced strain-tolerant microstructures and promising lifetimes in thermal cycling experiments (Ref 37).
Perovskites are a third interesting materials class for TBC applications. Here, a major problem is the partial evaporation of constituents of the perovskite phase during plasma spraying. This leads to impurity phases in the coating, which often have detrimental effects on the coating performance. Optimized processing can significantly reduce this problem (Ref 38).
Thermal, Radiative, and Sensoric Properties of TBCs
Zirconia with its low thermal conductivity (about 2 to 3 W/m · K at 1000 °C for bulk ceramics, Ref 39) and its high thermal expansion coefficient (10 to 11 × 10−6/K) has been identified quite early as an interesting TBC material. Depending on the microstructure, thermal conductivity of the coatings can vary significantly. EB-PVD 7 to 8 wt.% YSZ coatings have typically relatively high thermal conductivities of about 1.5 to 1.9 W/m · K because of the dense, columnar microstructure (Ref 40). In contrast, the microcracked structure of plasma sprayed thermal barrier coatings leads to lower as-sprayed thermal conductivities of about 0.8 to 1.1 W/m · K (Ref 41, 42). During heat treatment the thermal conductivity of plasma sprayed coatings tends to increase quickly due to the sintering of the microcracks. Values of 1.5 W/m · K are already observed after treatment for 50 h at 1000 °C (Ref 43). In contrast, EB-PVD shows much more stable values after heat treatment.
Several new TBC materials such as the pyrochlores have low thermal conductivities compared to YSZ. Perovskites and aluminates typically often have comparable or higher thermal conductivities. Some new TBC materials with their thermal conductivities are listed in Table 1. A considerably reduced thermal conductivity is of course favorable for allowing an increase of the surface temperature at constant bondcoat temperature and coating thickness.
Higher firing temperatures and increased pressure ratios in modern gas turbines lead to increased radiative load of the gas turbine components. YSZ is similar to many oxide materials, highly transparent for light with a wavelength below about 6 μm (Ref 42). So transmittance is higher than 10% for 400 μm thick standard TBCs (Ref 43). As a result, an increased amount of heat load by radiation is directly deposited to the bondcoat. The most effective strategy to reduce this problem is the increase of the scattering coefficients. This can be done by the introduction of scattering centers in the size range of the wavelength of the relevant radiation. Figure 2 shows that this method leads to a reduction of the bondcoat temperature of about 70 K for an increase in the porosity from about 12 to 20% in APS TBCs. A more effective approach is the use of suspension plasma spraying (SPS), which reduces the bondcoat temperature by 180 K, taking into account both the reduced thermal conductivity and reduced radiative loading.

Calculated stationary temperature distribution across semitransparent TBC (d = 400 μm) from Ref 46. Both effects of lower thermal conductivity and higher reflectivity are considered in the investigation
As turbine inlet temperatures are constantly increasing and with that also the risk of the failure of the entire component in the case of TBC spallation, measures to control temperatures or even better monitoring of the remaining lifetime are becoming more and more important. Precise temperature monitoring of the TBC even in the harsh environment of a gas turbine can be made by introducing phosphorescent rare earth dopants into the TBC matrix. These measurements are performed by illuminating the coating by a laser and measuring the decay time of the phosphorescent signal. After calibration, exact temperature measurements above 1200 °C are possible (Ref 44). In addition, the technique is also able to deliver information on detrimental changes within the coatings.
New Processes
An important target of many process developments is, besides property improvement, cost reduction. A certain cost-reduction potential is expected from the hollow-cathode PVD process as the investment costs are lower than for EB-PVD equipment and high deposition rates can be obtained (Ref 45). Within the process, the species that are deposited from the gas phase are transported via a gas stream. This leads to the additional, major advantage of the hollow-cathode PVD processes that they are capable to coat out-of-sight surfaces, which becomes increasingly important for the coating of complex-shaped parts such as vane clusters. Using the adequate process conditions, columnar structures comparable to EB-PVD coatings can be established.
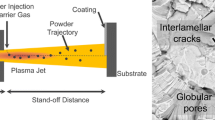
Another very promising process is thin-film/low-pressure plasma spraying (TF-LPPS). In this process, plasma spraying is performed at a about 1 mbar pressure, which is considerably lower than for conventional vacuum plasma spraying (typically about 50 mbar). The low pressure leads to a large extension of the plasma plume and to vaporization of the injected particles. Hence, the deposition takes place from the gas phase. Correspondingly, microstructures similar to those for PVD coatings (e.g., columnar structures) can be obtained at high deposition rates (Fig. 3). In addition, out-of-sight surfaces can be coated by this process.

PVD-like microstructure obtained by the TF-LPPS process. Courtesy of Sulzer Metco
Also with atmospheric plasma spraying, highly strain-tolerant microstructures can be produced. This is currently investigated within the European “Toppcoat” project (Ref 46) in which the objective is the improvement of the performance of plasma sprayed TBC systems so that they can now substitute for expensive EB-PVD coatings in demanding applications. Using advanced processing methods, highly segmented TBCs can be obtained with high-segmentation crack densities (Fig. 4). Even higher segmentation crack densities can be obtained by using suspensions as feedstock for the plasma spraying process. Here also high porosity levels and hence low thermal conductivities can be obtained. When using the plasma spraying process, an issue to consider is the blocking of cooling holes during deposition. New solutions to overcome this problem for highly loaded parts are also under development.

Thermal barrier coatings with high segmentation crack densities prepared by APS
Conclusions
Important recent directions of development for TBC systems are improved processing routes and advanced TBC materials. Promising new technologies such as TF-LPPS or suspension plasma spraying will probably play an increasing role in future applications.
Also, several new TBC materials applied in a double-layer structure with YSZ as first layer are offering advantages compared to YSZ. Especially double-layer systems made of pyrochlore materials and YSZ are showing promising properties.
References
P. Hancock, and M. Malik, Coating Systems and Technologies for Gas Turbine Applications, Materials for Advanced Power Engineering Part 1, D. Coutsouradis et al., Eds., Kluwer Academic Publishers, Dordrecht, 1994, p 685-704.
R.A. Miller, Current Status of Thermal Barrier Coatings, Surf. Coat. Technol., 1987, 30(1), p 1-11.
E.C. Subbarao, Advances in Ceramics, Vol 3, Science and Technology of Zirconia, A.H. Heuer and L.W. Hobbs, Ed., The American Ceramic Society, Columbus, OH, 1981, p 1-24.
R. Bürgel and I. Kvernes, Thermal Barrier Coatings, High Temperature Alloys for Gas Turbines and Other Applications, W. Betz et al., Eds., D. Reidel Publishing Co., Dordrecht, 1986, p 327-356
S. Stecura, Optimization of the Ni-Cr-Al-Y/ZrO2-Y2O3 Thermal Barrier System, Adv. Ceram. Mater., 1986, 1(1), p 68-76.
S. Bose and J. DeMasi-Marcin, Thermal Barrier Coating Experience in Gas Turbine Engines at Pratt & Whitney, J. Therm. Spray Technol., 1997, 6(1), p 99-104.
W.A. Nelson and R.M. Orenstein, TBC Experience in Land-Based Gas Turbines, J. Therm. Spray Technol., 1997, 6(2), p 176-180.
M.B. Beardsley, Thick Thermal Barrier Coatings for Diesel Engines, J. Therm. Spray Technol., 1997, 6(2), p 181-186.
J. Wigren and L. Pejryd, Thermal Barrier Coatings—Why, How, Where and Where To, Proceedings of the 15th International Thermal Spray Conference, May 25-29, 1998, ASM International, Materials Park, OH, 1998, p 1531-1542
J. Thornton, Thermal Barrier Coatings, Mater. Forum, 1998, 22, p 159-181
V. Arnault, R. Mévrel, S. Alpérine, and Y. Jaslier, Eds., La Revue Métallurgie—CIT/Science et Génie des Matériaux, 1999, 96(5), p 585-597
D. Stöver and C. Funke, Directions of the Development of Thermal Barrier Coatings in Energy Applications, J. Mater. Process. Technol., 1999, 92-93, p 195-202.
J.R. Nicholls, Advances in Coating Design for High-Performance Gas Turbines, Mater. Res. Soc. Bull., 2003, 28(9), p 659-670
A. Feuerstein, J. Knapp, T. Taylor, A. Ashary. A. Bolcavage, and N. Hitchman, Technical and Economical Aspects of Current Thermal Barrier Coating Systems for Gas Turbine Engines by Thermal Spray and EBPVD, J. Therm. Spray Technol., 2008, 17(2), p 199-213.
J.T. DeMasi, K.D. Sheffler, and M. Ortiz, “Thermal Barrier Coating Life Prediction Model Development, Phase I,” Final Report, Contract NAS3-23944, CR 182230, National Aeronautics and Space Administration, 1989
W.J. Quadakkers, A.K. Tyagi, D. Clemens, R. Anton, and L. Singheiser, The Significance of Bond Coat Oxidation for the Life of TBC Coatings, TMS Annual Meeting, Symposium: High Temperature Coatings III (San Diego, CA), Proc. Elevated Temperature Coatings: Science and Technology III, J.M. Hampikian and N.B. Dahotre, Eds., The Minerals, Metals & Materials Society, 1999, p 119-130.
Y. Itoh and M. Saitoh, Mechanical Properties of Overaluminized MCrAlY Coatings at Room Temperature, J. Eng. Gas Turbines Power, 2005, 127(4), p 807-813.
L. Ajdelsztajn, F. Tang, G. E. Kim, J. M. Schoenung, G.E. Kim, and V. Provenzano, Synthesis and Oxidation Behaviour of Nanocrystalline MCrAlY Bond Coatings, J. Therm. Spray Technol., 2005, 14(1), p 23-30.
R.A. Miller, J.L Smialek, and R.G Garlick, Phase Stability in Plasma-Sprayed Partially Stabilized Zirconia-Yttria, Advances in Ceramics, Vol 3, Science and Technology of Zirconia, A.H. Heuer and L.W. Hobbs, Ed., The American Ceramic Society, Columbus, OH, 1981, p 241-251.
J. Ilavsky and J.K. Stalick, Phase Composition and Its Changes During Annealing of Plasma-Sprayed YSZ, Surf. Coat. Technol., 2000, 127(2-3), p 120-129.
U. Schulz, Phase Transformation in EB-PVD Yttria Partially Stabilized Zirconia Thermal Barrier Coatings During Annealing, J. Am. Ceram. Soc., 2000, 83(4), p 904-910.
C. Mercer, J.R. Williams, D.R. Clarke, and A.G. Evans, On a Ferroelastic Mechanism Governing the Toughness of Metastable Tetragonal-prime (t′) Yttria-Stabilized Zirconia, Proc. R. Soc., 2007, 463, p 1393-1408.
C. Funke, B. Siebert, R. Vaßen, and D. Stöver, Proc. United Thermal Spray Conference, C.C. Berndt, Ed., Sept 15-19, 1997 (Indianapolis, IN), ASM International, Materials Park, OH, 1998, p 277-284.
S. Paul, A. Cipitria, I.O. Golosnoy, L. Xie, M.R. Dorfman, and T.W. Clyne, Effect of Impurity Content on the Sintering Characteristics of Plasma-Sprayed Zirconia, J. Therm. Spray Technol., 2007, 16(5-6), p 798-803.
R.S. Lima and B.R. Marple, Nanostructured YSZ Thermal Barrier Coatings Engineered to Counteract Sintering Effects, Mater. Sci. Eng. A, 2008, 485, p 182-193.
R.L. Jones, R.F. Reidy, and D. Mess, Scandia, Yttria-Stabilized Zirconia for Thermal Barrier Coatings, Surf. Coat. Technol., 1996, 82(1-2), p 70-76.
R. Vassen, X. Cao, F. Tietz, D. Basu, and D. Stöver, Zirconates as New Materials for Thermal Barrier Coatings, J. Am. Ceram. Soc., 1999, 83(8), p 2023-2028.
G.W. Schaefer and R. Gadow, Lanthane Aluminate Thermal Barrier Coating, Ceram. Eng. Sci. Proc., 1999, 20(4), p 291-300.
D.R. Clarke and C.G. Levi, Materials Design for the Next Generation Thermal Barrier Coatings, Annu. Rev. Mater. Res., 2003, 33, p 383-417.
H. Lehmann, D. Pitzer, G. Pracht, R. Vaßen, and D. Stöver, Thermal Conductivity and Thermal Expansion Coefficients of the Lanthanum Rare-Earth-Element Zirconate System, J. Am. Ceram. Soc., 2004, 86(8), p 1338-1344.
U. Bast and E. Schumann, Development of Novel Oxide Materials for TBCs, Ceram. Eng. Sci. Proc., 2002, 23(4), p 525-532.
R. Vaßen, G. Pracht, and D. Stöver, New Thermal Barrier Coating Systems with a Graded Ceramic Coating, Proc. International Thermal Spray Conference 2002, Verlag für Schweißen und verwandte Verfahren DVS-Verlag GmbH, Düsseldorf, 2002, p 202-207
R. Vaßen, G. Barbezat, and D. Stöver, Comparison of Thermal Cycling Life of YSZ and La2Zr2O7-Based Thermal Barrier Coatings, Materials for Advanced Power Engineering 2002, J. Lecomte-Becker, M. Carton, F. Schubert, and P.J. Ennis, Eds., Schriften des Forschungszentrum Jülich, Reihe Energietechnik, Vol 21, Part 1, 2002, p 511-521.
R. Vaßen, X. Cao, and D. Stöver, Improvement of New Thermal Barrier Coating Systems Using a Layered or Graded Structure, Ceram. Eng. Sci. Proc., 2001, 22(4), p 435- 442.
U. Schulz, B. Saint-Ramond, O. Lavigne, P. Moretto, A. van Lieshout, A. Borger, and J. Wigren, Low Thermal Conductivity Ceramics for Turbine Blade Thermal Barrier Coating Application, 28th International Conf. Advanced Ceramics and Composites B, Ceram. Eng. Sci. Proc., 2004, 25(4); published online March 26, 2008
R. Vaßen, F. Traeger, and D. Stöver, New Thermal Barrier Coatings Based on Pyrochlore/YSZ Double-Layer Systems, Int. J. Appl. Ceram. Technol., 2004, 1(4), p 351-361.
G. Pracht, R. Vaßen, and D. Stöver, Lanthanum-Lithium Hexaaluminate—A New Material for Thermal Barrier Coatings in Magnetoplumbite Structure—Material and Process Development, Advanced Ceramic Coatings and Interfaces: A Collection of Papers Presented at the 30th International Conference on Advanced Ceramics and Composites, Jan 22-27, 2006 (Cocoa Beach, FL), Ceram. Eng. Sci. Proc., 2006, 27(3), p 87-99
W. Ma, D. E. Mack, R. Vaßen, and D. Stöver, Perovskite-Type Strontium Zirconate as a New Material for Thermal Barrier Coatings, J. Am. Ceram. Soc., 2008, 91(8) p 2630-2635.
S. Raghavan, H. Wang, R.B. Dinwiddie, W.D. Porter, and M.J. Mayo, The Effect of Grain Size, Porosity and Yttria Content on the Thermal Conductivity of Nanocrystalline Zirconia, Scr. Mater., 1998, 39(8), p 1119-1125.
J.R. Nicholls, K.J. Lawson, A. Johnstone, and D.S. Rickerby, Low Thermal Conductivity EB-PVD Thermal Barrier Coatings, Mater. Sci. Forum, 2001, 369-372, p 595-606.
R.W. Trice, Y.J. Su, J.R. Mawdsley, K.T. Faber, A.R. Arellano-López, Hsin Wang, and W.D. Porter, Effect of Heat Treatment on Phase Stability, Microstructure, and Thermal Conductivity of Plasma-Sprayed YSZ, J. Mater. Sci., 2002, 37(11), p 2359-2365.
J.I. Eldridge, C.M. Spuckler, K.W. Street, and J.R. Markham, Infrared Radiative Properties of Yttria-Stabilized Zirconia Thermal Barrier Coatings, Ceram. Eng. Sci. Proc., 2002, 23(4), p 417-430.
A. Stuke, R. Carius, J.-L. Marqués, G. Mauer, M. Schulte, D. Sebold, R. Vaßen, and D. Stöver, Optimization of the Reflectivity of Air Plasma Sprayed Ceramic Thermal Barrier Coatings, 31st Int. Cocoa Beach Conference on Advanced Ceramics and Composites (Daytona Beach, FL), J. Salem, Z. Dongming, H.-T. Lin, and U. Schulz, Eds., Ceram. Eng. Sci. Proc., 2007, 28(3), p 99-113
X. Chen, Z. Mutasim, J. Price, J.P. Feist, A.L. Heyes, and S. Seefeldt, Industrial Sensor TBCs: Studies on Temperature Detection and Durability, Int. J. Appl. Ceram. Technol., 2005, 2(5), p 414-421.
W. Beele and G. Eschendorff, High Speed PVD Thermal Barrier Coatings, Adv. Eng. Mater., 2006, 8(7) p 673-676.
Toppcoat, Forschungszentrum Jülich, Jülich, Germany, http://www.fz-juelich.de/ief/ief-1//toppcoat/
Acknowledgments
The authors would like to thank Holger Kaßner for his contribution in the field of suspension plasma sprayed coatings. Also the contributions of the other colleagues in the TBC group are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Vassen, R., Stuke, A. & Stöver, D. Recent Developments in the Field of Thermal Barrier Coatings. J Therm Spray Tech 18, 181–186 (2009). https://doi.org/10.1007/s11666-009-9312-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-009-9312-7