
The effect of powder injecting location of the plasma spraying on spraying properties was studied. Three different powder-injecting methods were applied in the experiment. In the first method, the particles were axially injected into the plasma flow from the cathode tip. In the second method, the particles were radially injected into the plasma flow just downstream of the anode arc root inside the anode nozzle. In the third method, the particles were radially injected into the plasma jet at the nozzle exit. The alumina particles with a mean diameter of 20 μm were used to deposit coatings. Spraying properties, such as the deposition efficiency, the melting rate of the powder particles, and the coating quality were investigated. The results show that the spraying with axial particle injecting can heat and melt the powder particles more effectively, produce coatings with better quality, and have higher deposition efficiency.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The temperature of thermal plasma plume can get up to 13,000 K (Ref 1), which is much higher than the melting points of all the known materials. However, owing to the short resident time during which the particles are heated in the plasma flow, there does exist difficulty in melting hard-to-melt material powders, such as ceramics and hard alloys. In plasma spraying, powder-injecting location remarkably affects the accelerating and melting of the powder particles, and farther determines coating qualities.
Injecting powders at the nozzle exit is the most general particle injecting method. It can simplify the torch design because powder injector is separated from the torch. In addition, the trajectory of powder particles in the plasma jet can be easily observed, which makes it easier for the operator to appropriately adjust the injecting velocity to ensure the particles are fed into the center of the plasma jet to achieve effective heating. Commercial guns today using external particle injecting are successful, such as Metco 7 M/9 M produced by Sulzer Metco. However, because of the entrainment of cold air into the plasma jet, the plasma temperature drops very rapidly at the nozzle exit (Ref 2). It requires more energy to sufficiently melt powder particles and get high quality coating. Besides, the particles are more likely to scatter away due to the turbulence of the plasma jet, which will decrease the deposition efficiency. For plasma spraying applying this injecting method, the arc power is more than 40 kW and the deposition efficiency is less than 40%. In order to improving the deposition efficiency, some plasma spraying will inject the powder inside the torch, for example, Praxair SG-100. Generally, the particles are radially injected into the plasma flow just downstream of the anode arc root where the temperature and velocity of the flow are much higher than those at the nozzle exit. The particle injecting direction is vertical or in some off-angles to vertical. Because of the restriction of the nozzle wall, this injecting method, in some sense, will prevent the scatter of powders and improve deposition efficiency. However, the thermophoretic force resulted from the radial temperature gradient within the plasma plume makes it difficult to feed the particles into the plasma plume center to achieve enough heating (Ref 3). Most powder particles can only reach the edge of the plasma plume. For the worse, the melted particles may deposit on the nozzle wall and choke the nozzle. Axial particle injecting seems to be a better injecting method for the plasma spraying and is more and more applied today (Ref 4). In this injecting method, the particles are injected into the plasma plume from the cathode tip. The plasma spraying with axial particle injecting will consume less energy and achieve higher deposition efficiency (Ref 5).
In the present work, alumina coatings were prepared under axial particle injecting, radial internal particle injecting, and external particle injecting, respectively. The spraying properties, such as the deposition efficiency, the melting rate of the powder particles, and the microstructure and hardness of the coating were studied to appraise three different particle-injecting methods.
Experiment Description
Torch Used for Experiments
The structure of the torch used for the experiments is shown in Fig. 1, which was designed by the thermal spray center of Dalian Maritime University. Different particle injecting methods including axial particle injecting (Position I), radial internal particle injecting (Position II) and external particle injecting (Position III) can be applied in a single torch. These three particle-injecting methods will be introduced in detail below:

Structure of the torch used for experiments
Axial particle injecting: An isolated ring separates the carrier gas from the working gas. The carrier gas flows across the cathode surface to the cathode tip. Owing to the Maecker effect resulted from the expansion of the arc, the particles will be easily fed into the center of the plasma flume at the cathode tip. The inhalation effect effectively prohibits particles from scattering to the nozzle wall and depositing on it, and improves the deposition efficiency. The plume center has higher temperature, which can better melt the particles.
Radial internal particle injecting: There are four opposite particle injecting holes on the nozzle wall. The symmetrical radial injecting holes can prohibit the drift of plasma plume. The injecting holes are in the position just downstream of the anode arc root. The angel between the injecting port and nozzle wall is 25 degree.
External particle injecting: A copper pipe with an inner diameter of 2 mm was used as the external injector to inject the particle at the nozzle exit. The inject position was 1 mm from the nozzle exit. The powder particles were sent into the plasma jet vertically.
When axial particle injecting is applied, Positions II and III are closed, the carrier gas of pure argon will flow into the nozzle from the Position I, and the working gas of Ar-H2 mixture will flow into the nozzle from the working gas inlet. When the radial internal particle injecting or external particle injecting is applied, the working gas of Ar-H2 mixture will flow into the nozzle from both the working gas inlet and Position I, the carrier gas of pure nitrogen will flow into the plasma plume from Positions II or III.
Particle Material and Spray Conditions
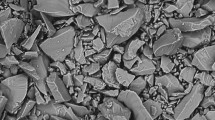
Crushed angular alumina (α-Al2O3) powders with the average size of 20 μm were selected to deposit coatings. Its x-ray diffraction (XRD) is shown in Fig. 2. α-Al2O3 powders are often used to judge the melting degree of the sprayed particles (Ref 6). The phase compositions of the initial powders and sprayed coatings were measured by XRD on a Rigaku D/max-IIIA x-ray diffractometer. The radiation used in the XRD was FeKα. The cross sections of the sprayed coatings were mechanically ground and polished to made metallographic specimens for the observation of the microstructure of the sprayed coatings. The cross-sectional microstructure of the coatings were observed and pictured by Olympus optical microscope camera. The Vickers hardness profiles were measured with a microhardness tester at a load of 300 g and a loading time of 5 s. The average value and variance of micro hardness were derived from 15 measurements.

XRD of starting alumina powder
The spraying conditions are shown in the Table 1. The spray distance is 50 mm (from the nozzle exit to the substrate). The powder feed rate is 50 g/min. The arc voltage was kept constant at 60 V and the arc current ranged from 100 to 200 A, that is, the total arc power ranged from 6 to 12 kW. For these three particle-injecting methods, the hydrogen contents in the plasma gas were almost equal, ranging from 13.6% to 14.5%. Since the thermal conductivity of hydrogen under spraying plasma condition is much higher than that of argon and nitrogen (Ref 7), equal hydrogen content will ensure same thermal conductivity of the plasma plume.
Results and Discussions
Melting Degree of Particles
The starting particles used in the experiments were all α-Al2O3. However, γ-Al2O3 will appear in the sprayed coating. The reason is related to the solidification process of the alumina particles. After melted alumina droplet depositing on the substrate, it cools down and nucleates to γ-Al2O3 in preference to α-Al2O3. Under the usual spraying conditions without pre-heating the substrate, it is estimated that the cooling rate of the particle on the substrate after solidification is more than 106 °C/s, which is rapidly enough to prevent the transformation from γ-Al2O3 to α-Al2O3 (Ref 8, 9). Thus, for the alumina coating, the melted part of the alumina particle will transform to γ-Al2O3, and the unmelted part will still be α-Al2O3. The melting rate of the alumina particles can be determined by the γ-Al2O3 content in the coating.
XRD patterns of alumina coatings deposited under axial particle injecting method are shown in Fig. 3(a-c). Intense γ-phase diffraction signal can be observed and α-phase diffraction signal is obscure. It indicates the particles were well melted. Besides, the influence of arc power on the melting of the particle is little. When the arc current decreasing from 200 to 100 A, that is, the arc power is half decreased, the melting degree of the particle is almost equal. Under axial particle injecting, most particles are entrained to the center of the plasma flow. Generally, increasing the arc current will not notably enhance the temperature at the plasma center due to the expansion of the arc column. So under axial particle injecting, the melting degree of the particles under different arc currents is almost equal.

XRD of alumina coating sprayed by axial injecting method in arc current of (a) 200 A, (b) 150 A, and (c) 100 A
XRD patterns of alumina coatings deposited under radial internal particle injecting method are shown in Fig. 4(a-c). The particles can be well melted under the arc current of 200 A and no remarkable α-phase diffraction pattern appears. However, with the decrease of the arc current, the γ-phase intensity reduces and the α-phase intensity enhances. It means the melting degree of the particles will decrease with the decrease of the arc power, which is different from axial particle injecting.

XRD of alumina coating sprayed by radial internal injecting method in arc current of (a) 200 A, (b) 150 A, and (c) 100 A
XRD patterns of alumina coatings deposited under external particle injecting method are shown in Fig. 5(a-b). Similar to radial internal particle injecting method, the melting degree of the particles will decrease with the decrease of the arc current. And because the temperature outside the nozzle is lower than that inside the nozzle, the melting degree under external particle injecting is deficient even under the arc current of 200 A. When arc current reduced to the 100 A, few particles can deposit on the substrate, so its XRD is not shown in this paper.

XRD of alumina coating sprayed by external injecting method under the arc current of (a) 200 A and (b) 150 A
Microstructure and Hardness of Coatings
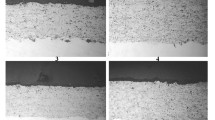
The cross-sectional microstructures of coatings deposited under different injecting methods are shown in Fig. 6(a-c), with arc current of 200 A and arc power of 12 kW. Though the coatings were deposited under the same power, the microstructures of the coatings are remarkable different due to the different particle injecting methods. The coating sprayed under axial particle injecting is very uniform. The amount and the size of pores in the coating are all very small. The coating sprayed under radial internal particle injecting also has a uniform microstructure. However, large pores can be observed in the coating. As for the coating sprayed under external particle injecting, a distinct sandwich can be observed and large pores exist in the coating, which means the coating is non-uniform.

The cross-sectional microstructure of coatings deposited under (a) axial particle injecting, (b) radial internal particle injecting, and (c) external particle injecting
Figure 7 shows the average hardnesses of coatings and their variances, which is related to the difference between average hardness and each measured result and, in a large sense, indicates the uniformity of the coating. Under axial particle injecting, the coating has a high average hardness of 1,243 kg/mm2 with a low variance of 118 kg/mm2, which means the coating is dense and uniform. The hardness of the coating sprayed under radial internal particle injecting is 1,180 kg/mm2, a little lower than that under axial particle injecting. But the coating is still uniform because the variance of the hardness is 122 kg/mm2, very close to that under axial particle injecting. Under external particle injecting, however, the average hardness of coating is only 952 kg/mm2 and its variance reaches 212 kg/mm2, which means the coating is neither compact nor uniform.

Hardnesses of the coatings deposited under different particle injectings
For the plasma spraying, the coating quality is not only related to the particle temperature or the melting degree, but also related to the particle velocity. The well-melted particles with high speed are more likely to form good quality coatings. Under axial particle injecting, the particles can be well melted as shown in the last section. Though over-melted particles will reduce coating quality (Ref 10), it had never happened in the present work because α-Al2O3 can still be observed in XRD. In addition, the particles are expected to get higher speed under axial particle injecting, because the in-flight distance of the particles in the plasma plume is the longest among the three injecting methods. So it is obvious that the coating under axial particle injecting has the best quality among the three injecting methods. As for the radial internal particle injecting and external particle injecting, the melting degree of the particles and the velocity of the plume at the injecting region under the former method are all higher than those under the latter method. So the coating under radial internal particle injecting is better than that under external particle injecting.
Deposition Efficiency of Spraying
Deposition efficiencies under different particle injecting methods were compared and the result is shown in Fig. 8. The arc current for the experiments was 200 A. The deposition efficiency is up to 45.7% under axial particle injecting, is 29.1% under radial internal particle injecting, and is only 11.5% under external particle injecting. Under axial particle injecting method, the particles are prone to remain at the region close to the nozzle axis because of the small initial radial velocity of the particles and the Maecker effect at the cathode tip, which will result in higher deposition efficiency. However, under radial internal particle injecting method, or external particle injecting method, in order to reach the plume center, the particles have to have a large initial radial velocity. So the larger particle may pass through the plasma plume and escapes away in the other side while the smaller particles cannot be fed to the plume due to the thermophoretic forces and escapes away from the plume edge. These all decrease the deposition efficiency of the spraying. And under external particle injecting in the present work, the particles cannot be melted sufficiently and the unmelted particle may rebound from the substrate resulting in more reduced deposition efficiency.

Deposition efficiencies under different particle injecting methods
Influence of hydrogen content on the coating
In the previous work, the bad coating quality and low deposition efficiency under external particle injecting were directly resulted from the insufficiently melting of the powder particles. In order to obtaining the coating of good quality under external particle injecting, the hydrogen content in the plasma gas was increased from 13.6% to 23%, which can remarkably enhance the thermal conductivity of the plasma gas and increase the heat-transferring to powder particles (Ref 11). The arc power is 12 kW (200 A/60 V), same as that in previous spraying. The XRD and microstructure of the coating are shown in Fig. 9 and 10, respectively. The powder particles can be better melted under a higher hydrogen content (Fig. 9), which resulted in a uniform coating with low porosity (Fig. 10) and high hardness of 1203 kg/mm2. Besides, the deposition efficiency can reach 26.8%, which is close to 29.1% under radial internal particle injecting.

XRD of alumina coating sprayed by external injecting method in arc power of 12 kW and high hydrogen content (23%)

The cross-sectional microstructure of coatings deposited under external particle injecting with high hydrogen content (23%)
Hydrogen content in the plasma gas is restricted because high hydrogen content may result in the thermal corruption of the nozzle. Generally, the commercial spraying applying external particle injecting improves the coating quality by increasing the arc power. Thus, compared with the spraying applying external particle injecting, the spraying applying axial particle injecting runs in a much lower cost because it consumes less energy and has higher deposition efficiency.
Conclusions
-
1.
Under the same input power and hydrogen content, the plasma spraying applying axial particle injecting can better melt the powder particles and produce coatings with better quality.
-
2.
The arc power has less influence on the melting degree of the particles under axial particle spraying, while the melting degree of the particle will decrease notably with the arc power under radial internal particle injecting and external particle injecting methods.
-
3.
Under the same input power, the deposition efficiency under axial particle injecting is up to 45.7%, which is much higher than the 29.1% under radial internal particle injecting and 11.5% under external particle injecting.
-
4.
The bad coating quality and low deposition efficiency under external particle injecting can be improved through increasing the hydrogen content in the plasma gas.
References
W.D. Swank, J.R. Fincke, and D.C. Haggard, Modular Enthalpy Probe and Gas Analyzer for Thermal Plasma Measurements, Rev. Sci. Instrum., 1993, 64(1), p 56-62
P. Fauchais, A. Vardelle, Heat, Mass and Momentum Transfer in Coating Formation by Plasma Spraying, Int. J. Therm. Sci., (2000) 39, p 852-870
H.-P. Li, X. Chen, Three-Dimensional of a Plasma Jet with Transverse Particle and Carrier Gas Injection, Thin Solid Films, (2001) 390, p 175-180
Y. Gao, Plasma Spraying with Low Power Consumption and High Efficiency, Thermal Spray 2003: Advancing the Science and Applying the Technology, B.R. Marple and C. Moreau, Eds., May 5-8, 2003 (Orlando, FL, USA) ASM International, Materials Park, OH, 2003, p 649-651
Y. Gao, X. Xu, Z. Yan, G. Xin, High Hardness Alumina Coatings Prepared by Low Power Plasma Spraying, Surface Coat. Technol., 154 (2002), p 189-193
L. Zhao, K. Seemann, A. Fischer, E. Lugscheider, Study on Atmospheric Plasma Spraying of Al2O3 Using On-line Particle Monitoring, Surface Coat. Technol., 168 (2003), p 186-190
S. Janisson, A. Vardelle, J.F. Coudert, E. Meillot, B. Pateyrcn, and P. Fauchais, Plasma Spraying Using Ar-He-H2 Gas Mixtures, J. Thermal Spray Technol., 1999, 8(4), p 545-552
R. McPherson, Formation of Metastable Phases in Flame- and Plasma-Prepared Alumina J. Met. Sci., 8 (1973), p 851-858
R. McPherson, On the Formation of Thermally Sprayed Alumina Coatings, J. Met. Sci., 15 (1980), p 3141-3149
C.B. Ang, A. Devasenapathi, H.W. Ng, S.C.M. Yu, Y.C. Lam, A Proposed Process Control Chart for DC Plasma Spraying Process. Part II. Experimental Verification for Spraying Alumina, Plasma Chem. Plasma Process., Vol. 21, No. 3, 2001, p 401-420
Y. Gao, L.T. An, and Z.J. Yan, The Characteristic of Low Power Consumption Plasma Jet and Ceramic Coatings. J. Thermal Spray Technol., 2004, 13, p 521-525
Acknowledgments
This work was supported by the National Natural Science Foundation of China general projects grant (No. 50575028) and doctoral foundation of ministry of education China (No. 20050151001). The authors thank a lot for their support.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2007 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Global Coating Solutions, Proceedings of the 2007 International Thermal Spray Conference, Beijing, China, May 14-16, 2007, Basil R. Marple, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and Ghislain Montavon, Ed., ASM International, Materials Park, OH, 2007.
Rights and permissions
About this article
Cite this article
An, L., Gao, Y. & Zhang, T. Effect of Powder Injection Location on Ceramic Coatings Properties When Using Plasma Spray. J Therm Spray Tech 16, 967–973 (2007). https://doi.org/10.1007/s11666-007-9113-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-007-9113-9