
Abstract
High-velocity oxygen/air fuel (HVO/AF) WC-17Co and WC-10Co4Cr coatings exhibit great potential in the replacement of electrolytic hard chrome (EHC) plating, and comprehensive properties of such coatings should be superior to those of electrolytic hard chrome plating. The impingement resistance of HVAF WC-based coatings sprayed on 300M ultrahigh-strength steel was studied in this paper. As an important property index, the fracture toughness of HVAF WC-based coatings was measured using the microindentation method at loads of 9.8, 19.6, 24.5, 29.4, and 49.0 N, respectively. The cracks resulting from stress concentration in the microindentation were analyzed. The impingement resistance for two HVAF WC coatings and EHC was evaluated according to the ASTM D 3170 standard, and steel ball free-fall experiment was performed at the height of 0.61, 1.52, 1.83, 2.36, and 2.59 m, respectively. The cracks caused by both impingements were analyzed using scanning electron microscopy (SEM) and optical microscopy (OM) in comparison with the cracks in microindentation test.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-velocity oxygen/air fuel (HVO/AF) WC-17Co coating has been selected as an alternative to electrolytic hard chrome plating because of the minor negative effect of coating on fatigue and its good wear resistance (Ref 1-3). However, HVO/AF WC-17Co demonstrates lower corrosion resistance (Ref 4). Thus, WC-10Co4Cr coating has been introduced to promote the corrosion resistance as an alternative candidate of HVAF WC-Co coating. The obvious difference between WC-17Co coating and WC-10Co4Cr coating lies in the content of tungsten carbide hard phase, which produces significant influence on the fracture toughness and impingement resistance of both coatings.
The HVAF WC-based coatings in the replacement of electrolytic hard chrome plating have found their wide applications in printing, steel, and energy industries (Ref 5-7). However, they are typically applied to the landing gear of helicopters (Ref 8-10). The WC cermets commonly used metallic cobalt as binder phase because of to its good wettability with WC particle, but metallic cobalt can be easily corroded, especially in salt-spray surroundings. Therefore, a small amount of metallic chrome is introduced to improve the corrosion resistance of WC-based coatings.
It is inevitable that HVAF WC coated landing gear is impinged by grits with high velocity during service; these grits have a wide range of velocity with a distribution from several to nearly a hundred meters per second. It is also necessary to prevent from impingement in operation caused by the accidental fall of tools onto the coatings. Both of these events can possibly damage HVAF WC-based coatings.
In the present work, the impingement resistance of HVAF WC-based coatings is evaluated by simulating the problems mentioned previously with 300M ultrahigh-strength steel as substrate. Indentation test is commonly used as an evaluation of the fracture toughness for coatings. As a comparison, the impingement resistance of electrolytic hard chrome plated 300M steel is also studied in this paper.
Experimental Details
Spray and Specimen Preparation
The 300M steel of low-alloy steel, which also contains small amounts of nickel, chrome, and manganese, was used as substrate. The substrate has high strength and good fracture toughness and finds wide applications in aero and automobile industries. The specimens were prepared with dimension \( \upphi \)50 mm × 8 mm and \( \upphi \)50 mm × 200 mm, respectively. Prior to deposition, the specimens were degreased in ethanol ultrasonically and subsequently alumina grit blasted with an average size of 0.25 mm at an air pressure of 0.4 MPa. HVAF WC-based coatings were deposited using an HVAF torch (UniqueCoat Technologies, Oilville, VA, USA). Commercial WC-17Co and WC-10Co4Cr powders (H.C. Starck & Co., Goslar, Germany), which were both produced by agglomerating and sintering, were used. Both had a particle size of 5 to 30 μm with an average size of 17 to 18 μm. The thickness of the HVAF WC-based coatings was within 300 μm for microindentation test and was within 100 μm for impingement resistance test for all the three coatings. The spraying parameters used in this study are shown in Table 1.
Experiments and Characterization
The fracture toughness for HVAF WC-based coatings was examined by microindentation at different loads, such as 9.8, 19.6, 24.5, 29.4, and 49.0 N. Two methods were used to evaluate the impingement resistance of three coatings. One was chip resistance, according to ASTM D 3170 standard, using an average grit size of 20 mm. The schematic for the evaluation is presented in Fig. 1.

Chip resistance testing
The other method was steel ball free-fall experiment. A steel ball (0.41 kg, \( \upphi \)50 mm) was freely dropped on coated bar from the height of 0.61, 1.52, 1.83, 2.36, and 2.59 m, respectively, along the inside of a plastic pipe, as shown in Fig. 2. The plastic pipe was fixed perpendicular to the coated bar, and the steel ball was carefully placed on the pipe to prevent from friction between steel ball and plastic pipe wall. The free fall resulted in elliptical indentation when observed from top to below, and the positions, 12:00, 3:00, and so forth, indicate the spot of indentation edge, and these are the spots we observe.

Steel ball free-fall experiment
A scanning electronic microscope (SEM) (JSM SL5910, JEOL Ltd., Tokyo, Japan) equipped with EDS and optical microscopy (Leica DMIMR, Leica Camera AG. Solms, Germany) were used to analyze the cracks formed in the experiments.
Results and Discussion
Coating Characterizations
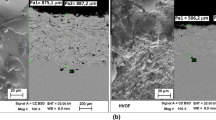
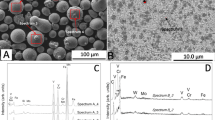
The SEM images for both HVAF WC coatings and EHC plating cross section are presented in Fig. 3. HVAF WC coatings exhibit dense structures, where the porosity is lower than 1%. HVAF WC-10Co4Cr coating shows some black phase, which is CoCr-rich phase analyzed by EDS. The crack in EHC plating transverse to plating is attributed to the great tensile strength in plating. The microhardness for both WC-Co coating and WC-CoCr coating is not lower than HV300g 1100, which is 200 higher than that of EHC plating.

SEM images. (a) WC-17Co coating. (b) WC-10Co4Cr coating. (c) Hard chrome plating. (d) EDS for WC-10Co4CR coating at spot 1
Fracture Toughness
Fracture toughness is an important index to evaluate the impingement resistance. Typical microindentation at the load of 49.0 N for both HVAF WC-17Co and WC-10Co4Cr coatings are presented in Fig. 4. Obvious cracks are found for both HVAF WC-based coatings at the edge of indentation parallel to the substrate surface. On the other hand, no cracks are observed at the edge of indentation perpendicular to substrate. This shows that the HVAF WC-based coatings exhibit a lamellar structure, even though they seem to have a homogeneous macrostructure with SEM observation.

SEM cross section for indented WC-17Co (a) and WC-10Co4Cr (b) coatings at the load of 49.0 N
The fracture toughness for both coatings can be obtained using Lawn and Fuller equation (simplified as LF) (Ref 11) and Evans Wilshaw (simplified as EW) equations (Ref 12) presented as:
where P is denoted as load (mN), a is a half of average diagonal length (μm) of microindentation, and c is average length (μm) from the center of indentation to crack ends. No cracks are found at the loads lower than 29.4 N. The parameters in LF and EW equations at different loads and the fracture toughness for both HVAF WC coatings are listed in Table 2. It shows that HVAF WC-17Co coating exhibits higher fracture toughness than that of HVAF WC-10Co4Cr coating at the load of both 29.4 and 49.0 N. The results are probably connected with the relative content of metal in tungsten carbide cermet coatings. However, the fracture toughness for electrolytic hard chrome plating is not evaluated due to the limited thickness of chrome plating using microindentation test.
Chip Resistance Test
No disparity is observed in the surfaces of WC coatings when viewed with unaided eyes, and the surface is dime for EHC plating, before and after the chip resistance test. Typical optical micrographs for three coatings after grit impingement are presented in Fig. 5. There is no obvious difference between WC-17Co coating and WC-10Co4Cr coating, but some scratches are found in both WC coatings. As for the EHC plating, grit spalling caused by gravel impingement is observed. The results seem to demonstrate that WC coatings display better chip resistance than does EHC plating.

Optical micrographs for WC-17Co (a), WC-10Co4Cr (b), and EHC (c) after chip resistance testing
Steel Ball Free-Fall Test
The statistics of cracks for three coatings at 12:00 and 3:00 positions are demonstrated in Fig. 6 after the steel ball was freely dropped from different heights. The spot at 12:00 received higher stress than at 3:00, and the stress led to many cracks in coatings at the spot of 12:00 than at the spot of 3:00. No cracks for WC-17Co coating are found at either spot when the steel ball was freely dropped at the lowest height of 0.61 m. On the other hand, more than one crack is easily observed in WC-10Co4Cr coating at both 12:00 and 3:00. Only a crack at 12:00 and no crack at 3:00 are found in electrolytic hard chrome coating. There are more cracks in the WC-10Co4Cr coating than in the WC-17Co coating and the electrolytic hard chrome plating at the two spots. Optical micrographs for WC-17Co coating, WC-10Co4Cr coating, and chrome electroplating at the spot of 12:00 and 3:00 are shown in Fig. 7 after the free fall of a steel ball from different heights. The impingement resistance for three coatings is therefore ranked as: WC-17Co > electrolytic hard chrome > WC-10Co4Cr. The impingement resistance for WC-17Co coating and WC-10Co4Cr coating agree well with the fracture toughness measured by microindentation for two HVAF WC-based coatings.

Statistics of cracks in WC-17Co and WC-10Co4Cr coatings and EHC plating at 12:00 and 3:00 positions after free fall of steel ball from different heights

Optical micrographs for WC-17Co coating, WC-10Co4Cr coating, and chrome electroplating at 12:00 and 3:00 positions after steel ball fall from different heights
Cracks Observation
The cracks in HVAF WC-based coating and chrome plating are presented in Fig. 8. It reveals that the cracks in WC coating propagated tortuously, while the cracks in chrome electroplating extend without obvious deflection. Watanabe et al. (Ref 13) reported that the cracks in WC-Co(Cr) coating propagated predominantly in bond phase such as Co and CoCr phase, and WC phase served as an effect of crack deflection. Besides, a crack linking two parallel cracks is observed in chrome electroplating just as indicated by the black arrow in Fig. 8(b). The crack is probably connected with inherent cracks in chrome electroplating resulting from great tensile residual stress.

Cracks in WC-10Co4Cr coating (a) and chrome electroplating (b)
Summary and Conclusions
-
Fracture toughness for WC-17Co and WC-10Co4Cr coating are evaluated using microindentation, and WC-17Co coating exhibits higher fracture toughness than that of WC-10Co4Cr coating.
-
Chip resistance for three coatings showed that there is no difference between WC-17Co and WC-10Co4Cr coating. Grit spalling is only found in chrome electroplating.
-
Steel ball free-fall test reveals that WC-17Co coating demonstrates better impingement resistance than WC-10Co4Cr, and the impingement resistance of chrome electroplating falls between that of WC-17Co and WC-10Co4Cr coatings.
-
Crack observation shows that the inherent cracks in chrome electroplating produce negative effects on the impingement resistance of chrome electroplating.
References
D. Sartwell and L. Keith, Validation of WC/Co HVOF Thermal Spray Coatings as a Replacement for Hard Chrome Plating On Aircraft Landing Gear, http://www.hcat.org/documents/Status%20of%20Chromium%20Replacement%20for%20Aviation%20Applications.pdf, accessed Apr. 14, 2000
D. Sartwell, L. Keith, and E. Philip, Status of HCAT/JG-PP on Replacement of Hard Chrome Plating with HVOF Thermal Spray Coatings on Landing Gear, http://www.hcat.org/documents/Nuse%20Falkowski%20-%20AESF%202000%20Paper.pdf, accessed Apr. 14, 2000
H.D. Steffens, J Wilden, K. Nassenstein, et al., Influence of HVOF Sprayed WC/Co Coatings on the High Cycle Fatigue Strength of Mild Steel, Int. J. Fat., 1996, 18(8), p 601-606
V.A.D. Souza, A. Neville, Linking Electrochemical Corrosion Behavior and Corrosion Mechanisms of Thermal Spray Cermet Coatings, Mater. Sci. Eng.(A), 2003, 352, p 202-211
M.P. Nascimento, R.C. Souza, I.M. Miguel, et al., Effect of Tungsten Carbide Thermal Spray Coating by HP/HVAF and Hard Chromium Electroplating on AISI 4340 High Strength Steel, Surf. Coat. Technol., 2001, 138, p 113-124
R.T.R. McGrann, D.J. Greving, J.R. Shadley, et al., The Effect of Coating Residual Stress on the Fatigue Life of Thermal Sprayed Steel and Al, Surf. Coat. Technol., 1998, 108(11), p 59-64
A Tipton, The Effect of HVOF Sprayed Coatings on the Elevated Temperature High Cycle Fatigue Behavior of a Martensitic Stainless Steel, http://scholar.google.com/url?sa=U&q=http://www.dresser-rand.com/e-tech/PDF%2520Files/tp101.pdf, accessed Mar. 26, 2003
H.D. Steffens, J. Wilden, K. Nassenstein, et al., Influence of HVOF Sprayed WC/Co Coatings on the High Cycle Fatigue Strength of Mild Steel, Int. J. Fat., 1996, 18(8), p 469-474
K. Kubiak, S. Fouvry, A.M. Marechal, et al., Behaviour of Shot Peening Combined with WC-Co HVOF Coating under Complex Fretting Wear and Fretting Fatigue Loading Conditions, Surf. Coat. Technol., 2006, 201(7), p 4323-4328
H.J.C. Voorwald, R.C. Souza, W.L. Pigatin, et al., Evaluation of WC-17Co and WC-10Co-4Cr Thermal Spray Coatings by HVOF on the Fatigue and Corrosion Strength of AISI 4340 Steel, Surf. Coat. Technol., 2005, 190(11), p 155-164
B.R. Lawn, E.R. Fuller, Equilibrium Penny-like Cracks in Indentation Fracture, J. Mater. Sci., 1975, 10(12), p 2016-2024
A.G. Evans, T.R. Wilshaw, Quasi-Static Solid Particle Damage in Brittle Solids. Pt. 1. Observations, Analysis and Implications, Acta Metall., 1976, 24(10), p 939-956
M. Watanabe, A. Owada, S. Kuroda, Y. Gotoh, Effect of WC Size on Interface Fracture Toughness of WC-Co HVOF Sprayed Coatings, Surf. Coat. Technol., 2006, 201(3-4), p 619-627
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2007 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Global Coating Solutions, Proceedings of the 2007 International Thermal Spray Conference, Beijing, China, May 14-16, 2007, Basil R. Marple, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and Ghislain Montavon, Ed., ASM International, Materials Park, OH, 2007.
Rights and permissions
About this article
Cite this article
Deng, C., Liu, M., Wu, C. et al. Impingement Resistance of HVAF WC-Based Coatings. J Therm Spray Tech 16, 604–609 (2007). https://doi.org/10.1007/s11666-007-9111-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-007-9111-y