
A phase change from α-alumina (corundum) in the feedstock powder to predominantly other alumina phases, such as γ-alumina in the coating normally takes place, as a result of the spray process. It is expected that the prevention of this phase transformation will significantly improve the mechanical, electrical, and other properties of thermally sprayed alumina coatings. The results regarding the possibility of stabilization of α-alumina through addition of chromia published in the literature are ambiguous. In this work, stabilization using different spray processes (water-stabilized plasma (WSP), gas-stabilized plasma (APS), and high-velocity oxy-fuel spray (HVOF)) was studied. Mechanical mixtures of alumina and chromia were used, as were prealloyed powders consisting of solid solutions. The investigations focused on mechanical mixtures with both APS and WSP and on prealloyed powders with WSP. The coatings were studied by x-ray diffraction, including Rietveld analysis, and analysis of the lattice parameters. Microstructures were investigated by optical microscopy using metallographic cross-sections. It was shown that in the case of the mechanically mixed powders, the stabilization predominantly depends on the applied spray process. The stabilization of the α phase by use of the WSP process starting from mechanical mixtures was confirmed. It appears that stabilization exhibits a complex dependence on the spray process, the process parameters (in particular the thermal history), the nature of the powder (mechanically mixed or prealloyed), and the chromia content.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A phase change from α-alumina (corundum) in the feedstock powder to predominantly other alumina phases, such as γ-alumina in the coating takes place, as a result of the spray process. These phases are metastable and have different properties that are normally not desired. This is a well-known, but often neglected fact in the preparation and use of alumina coatings and is of special interest, because the high usage properties of thermally sprayed alumina coatings are generally derived from sintered alumina ceramics consisting of corundum. It is expected that the prevention of this phase transformation will significantly improve the mechanical, electrical, and other properties of thermally sprayed alumina coatings.
The effect of formation of metastable phases was first described in the literature by Ault (Ref 1). Detailed and important investigations of the mechanism of these transformations were made by McPherson (Ref 2, 3). More recent work related to materials behavior in the inductively coupled plasma (ICP) was performed by Dzur (Ref 4, 5). In most of the published works, the γ phase is described as the predominant phase in the coatings. This is usually explained, with reference being given to the work of McPherson, through the lower nucleation energy needed for the γ phase, when the molten particles are rapidly quenched. According to Heintze and Uematsu (Ref 6) and the literature cited in this article, the structure of the so-called γ phase in the coatings differs from the γ phase derived from calcination of aluminum hydroxides. The remaining α phase content is explained most often by the appearance of unmolten particles, e.g., by Kreye (Ref 7). However, McPherson (Ref 3, 8) gave a more detailed explanation, describing the total content of the α phase in the coatings by the presence of α-Al2O3 nuclei introduced into the coating by incompletely fused particles.
As the newly formed phases are not stable, a heat treatment transforms them either partially or fully into the α phase (Ref 6, 9). In the experimental work of Lima et al. (Ref 9), a flame-spray process with acetylene as a fuel gas was used for specimen preparation. In this work, the complete back-transformation into the α phase occurred between 1200 °C and 1300 °C. Therefore, a heat-treatment is not adequate for most of the technical purposes when metallic substrates are used.
Several studies have made attempts to increase the α phase content by realizing specific predetermined thermal histories for the spray-powder particles, e.g., by applying special spray processes, and the coating cooling process (Ref 5-7). In his work, Kreye (Ref 7) found a higher content of α phase for high-frequency (HF) plasma-sprayed coatings than for DC plasma- and HVOF-sprayed ones. This was described to be related to the higher substrate temperature and the larger particles used. Using the ICP spray process (similar to that used by Kreye (Ref 7)), Dzur (Ref 5) detected only α-alumina in the ICP-sprayed coatings due to defined process parameters and a low cooling rate.
Comparison of gas-stabilized plasma (APS), high-power plasma spray (HPPS), and detonation gun spray (DGS) showed minor differences in phase composition (Ref 10). The HPPS process resulted in coatings with the highest α phase content, and DGS led to coatings containing only traces of corundum.
In order to avoid the phase transformation of Al2O3, as a result of the spray process, mixing or alloying with different materials can be employed. Studies with Cr2O3, Fe2O3, and TiO2 additions (Ref 7, 11-12) have been published. Ilavsky et al. (Ref 13) pointed out that TiO2 additions lead to a decrease in the formation temperature of the α phase. However, as quoted in many studies, TiO2 additions improve the mechanical and tribological properties of Al2O3 coatings, but do not stabilize the desired α phase. Venkataraman et al. (Ref 14) claim stabilization of the α phase in plasma-sprayed Al2O3-13 mol% TiO2, but not in pure Al2O3. However, as also mentioned by the authors (Ref 14), the change in phase composition might be due to other reasons, such as different spray parameters.
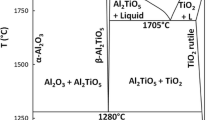
Corundum and the isostructural eskolaite (Cr2O3) form solid solutions that can be designated as (Al,Cr)2O3. The formation of a solid solution between α-Al2O3 and Cr2O3 is possible for a broad range of concentrations (Ref 15, 16). At high temperatures, both are fully dissolved in each other. The linear dependence of the lattice parameters on the composition is reported by Rossi and Lawrence (Ref 17), and by Watanabe et al. for a heat-treatment temperature of 1400 °C (Ref 18). As reported by Sitte (Ref 19), below 1250 °C, a miscibility gap exists from 30% to nearly 100% Al2O3 (see Fig. 1). The decomposition depends on diffusion kinetics and, therefore, occurs only above 1000 °C.

Figures 2 and 3 show the two basic strategies of α phase stabilization by Cr2O3. Either the feedstock powder is a mechanical mixture of separated particles of Cr2O3 and Al2O3 (Fig. 2) or the feedstock powder consists of homogeneous solid solution particles (Fig. 3). The solid solution is formed by a heat treatment before or during feedstock-powder preparation.

Schematic drawing illustrating the preparation of coatings from mechanically mixed powders

Schematic drawing illustrating the preparation of coatings from prealloyed powders
In the literature, contradictory results on the increase in the α phase content are given for use of both mechanically mixed and prealloyed solid-solution particles. Earlier studies performed at IPP in Prague (Ref 21, 22) described a significant stabilization of the α phase. According to Ilavsky et al. (Ref 13), Cr2O3 additions lead to an increase in the formation temperature of the α phase. With the addition of more than 20 mass% of Cr2O3 and the use of water-stabilized plasma (WSP), only the α phase is detected (Ref 21). Verification of stabilization for various contents of Cr2O3 was done by Dubsky et al. (Ref 22) using the WSP process with mechanically mixed powders and with prealloyed solid-solution powders. A significant increase in the α phase content was reported with 8 mass% Cr2O3. A further increase, but not complete stabilization, occurred with 33 mass% Cr2O3. Prealloyed and mixed powders were described as exhibiting insignificant differences in terms of stabilization of the α phase for a lower Cr2O3 content. This effect was explained by the sufficient time and temperature for mass transfer to occur in the spray process (Ref 21, 23). It is supposed that the mass transport is realized by partial evaporation (Ref 22).
Contrary to this, other authors (Ref 7, 24) reported insufficient stabilization of the α phase with powders containing up to 20 mass% Cr2O3 and, therefore, no improvement in the results for coating properties. Voyer et al. (Ref 25) and Marple et al. (Ref 26) reported a small remaining γ phase content with use of a prealloyed powder with a spherical shape and containing 20 mol% Cr2O3 (corresponding to about 27 mass%). A reason for the contradictory results described in the literature might be the differences in particle behavior in the different spray processes. The spray processes applied range from high-velocity oxy-fuel spray (HVOF), APS, and HF plasma by Müller and Kreye (Ref 24) and Kreye (Ref 7), WSP by Chraska et al. and Dubsky et al. (Ref 13, 21), and high-power plasma by Voyer et al. (Ref 25) and Marple et al. (Ref 26). The spray processes used differ particularly in enthalpy, particle velocity, powder feed rate, and residence time of the particles in the flame or the torch as well as in the composition of the flame or torch-forming gas.
The aim of this article was to investigate whether or not the stabilization of the α phase of Al2O3 by Cr2O3 is dependent on the characteristics of the spray process (WSP, APS, and HVOF). In order to clarify the ambiguous statements in the literature, mechanical mixtures of alumina and chromia, as well as prealloyed powders consisting of solid solutions were used. The investigations focused on mechanical mixtures with both APS and WSP and on prealloyed powders with WSP. All powder compositions used in this work were on the alumina-rich side of the Al2O3-Cr2O3 binary system. Other current developments are focused on the chromia-rich side and mainly aim to avoid hexavalent chromium in the spray process, while keeping the desired properties of the chromia coatings (Ref 27, 28).
Experimental Procedure
Mild steel substrates (100 mm × 60 mm × 5 mm) were used for coating preparation. As usual, they were degreased and grit-blasted with corundum before being sprayed. Some of the samples were coated using the WSP plasma spray process (PAL 160 equipment) at the Institute of Plasma Physics of the Academy of Sciences in Prague, Czech Republic. All other samples were prepared at the Fraunhofer Institute for Material and Beam Technology in Dresden, Germany. APS coatings were sprayed with an F6 Gun (GTV mbH, Luckenbach, Germany) and HVOF coatings were sprayed with the TopGun system (GTV mbH, Luckenbach, Germany) using ethene as a fuel. The main spray parameters are compiled in Table 1. Coating thicknesses varied from 200 to 350 μm.
Table 2 gives an overview of the powders used, including their phase compositions. Here, and in the following, the composition is given in mass% for all powders. Besides pure alumina, mechanical mixtures of Al2O3 and Cr2O3 and prealloyed (Al,Cr)2O3 solid solution powders were used. The mechanical mixtures were prepared from fused and crushed pure alumina and chromia particles. The prealloyed powders were prepared by, simultaneously, melting of alumina and chromia in the desired ratio and subsequent crushing. The powder particle size was varied in dependence on the spray process. For coatings prepared by WSP, both mechanically mixed and prealloyed powders were used. With the exception of the coatings containing only Al2O3, all APS coatings were prepared from mechanically mixed powders and the HVOF coating from a prealloyed powder. The choice of powder compositions mainly depended on their commercial availability. In addition, the use of prealloyed powders was limited by the availability of the required particle size fractions for the different processes. All alumina powders contained only α-Al2O3, whereas the mechanical mixtures contained α-Al2O3 and Cr2O3. For prealloyed powders with 2% Cr2O3, the only peaks detected in the pattern were those of corundum. The powder prepared with 8% Cr2O3 contained α-Al2O3 and the solid solution (Al,Cr)2O3. The prealloyed powder with 33% Cr2O3 consisted of the solid solution only.
CuKα radiation was used for determining the phase composition of the powders and coatings by x-ray diffraction (D8 Advance, Bruker AXS). The diffraction pattern was measured in the range of 2θ from 15° to 90° with steps of 0.05°. The patterns given below in this article display only the ranges in which the strongest peaks occurred. In Table 3, the JCPDS standard cards used for identification of the phases are compiled. The lattice parameters were determined from the shifted peak positions and compared with the Al2O3 and Cr2O3 standards.
More detailed information about the quantitative phase content and phase composition can be found using Rietveld analysis (REFINE++, Seifert FPM), which was performed for the WSP-sprayed samples. For these studies, the coatings were removed mechanically from the substrate, milled, and mixed with Si as an internal standard. The diffraction patterns were measured using an XRD 7 (Seifert FPM) and CuKα radiation with 2θ ranging from 10° to 90° (step size: 0.05°). Because the data for the transition alumina phases did not fit well enough to enable determination of the phase content, only α-Al2O3 and Cr2O3 were quantified separately. The balance is the content of transition oxide phases such as γ-Al2O3 and δ-Al2O3. In some samples, metallic Cr in small quantities was able to be quantified separately.
The coating microstructures were investigated by optical microscopy using metallographic cross-sections.
Results
Figure 4 shows the diffraction patterns of the coatings sprayed from pure alumina; the δ, γ, and α phases of Al2O3 were found in the WSP coating. The main phase is the δ phase. No significant differences between the patterns of the APS and HVOF coatings were detected. Both contained mainly the γ phase, with the α phase only occurring as a secondary phase. The α phase content was somewhat higher in the HVOF coating than in the APS coating.

Diffraction pattern of pure Al2O3 coatings
Figures 5-8 present the diffraction patterns for the mechanically mixed and prealloyed powders with increasing chromia content in the different spray processes.

Diffraction patterns of the WSP coatings prepared with prealloyed spray powders

Diffraction patterns of the WSP coatings prepared from mechanically mixed spray powders

Diffraction patterns of the APS coatings

Diffraction patterns of the HVOF coatings
By alloying Al2O3 with 2% Cr2O3, the WSP process produced a coating in which α-Al2O3 is the main phase (Fig. 5). The peak intensities of the γ and δ phases were lower than in the coating produced from pure Al2O3 (see Fig. 4). In the coating prepared from the mechanical Al2O3-2% Cr2O3 mixture, no stabilization was detected (Fig. 6). The relative peak intensities were comparable to that of pure Al2O3 coatings. Regarding the APS coating produced from the Al2O3-3% Cr2O3 mixture (Fig. 7), nearly no differences compared with the pure Al2O3 coating were detected. Only additional peaks of eskolaite (Cr2O3) were detected. The diffraction pattern of the HVOF coating (Fig. 8) prepared from the prealloyed powder containing 2% chromia did not show a measurable increase in the α phase content.
When the Cr2O3 content was increased to 8%, the diffraction pattern for the prealloyed WSP coating (Fig. 5) showed a stabilization of the α phase. For the corresponding coating obtained from mechanically mixed powders, a significant increase in the α phase content was also detected. Contrary to the prealloyed powder, this powder exhibited additional eskolaite peaks (Fig. 6). The α phase content was significantly lower in the APS coating than in the WSP coating. For the coating sprayed from the mechanical mixture of Al2O3 with 8% Cr2O3 by APS, the γ phase was still predominant (Fig. 7).
The coating prepared from the prealloyed powder with a Cr2O3 content of 33% by WSP only showed an (Al,Cr)2O3 solid solution in the pattern measured on the surface of the as-sprayed coating (Fig. 5). Contrary to this, the diffraction pattern for the corresponding coating sprayed from the mechanically mixed powder (Fig. 6) showed the predominant peaks of the α phase, eskolaite, and some γ phase. The peaks of the solid solution were not detected. The most intense peaks of the APS coating containing 30% Cr2O3 were those of eskolaite (Fig. 7). The α phase and γ phase contents were significantly lower here than in the coatings with 8% Cr2O3.
Figure 9 shows the quantitative phase content of the α-alumina phase. It is clearly shown that the α phase content increases with increasing chromia content. Using prealloyed powders instead of mixed powders always results in a higher amount of α phase in the coating. Since Rietveld analysis was performed with powdered coating materials and therefore from the whole coating volume, the α phase content of about 80 mass% was not contradictory to the measurement obtained on the coating surface (Fig. 5), where only the solid solution was detected.

Content of α alumina in WSP-sprayed Al2O3/Cr2O3 coatings
Details of the changes in the lattice parameters are given in Table 4. The values for parameter a of the crystal lattice are presented in Fig. 10. The data show strong differences between the prealloyed and the mixed powders. While the lattice parameter for the coatings derived from prealloyed powders followed the Vegard’s law (linear dependence on the composition), the lattice parameter of Cr2O3 and Al2O3 in the coatings derived from mechanically mixed powders did not change. This indicates that during the spray process the time was not sufficient for a solid solution to be formed from the mechanically mixed powders.

Change in the lattice parameter a of α-Al2O3 and Cr2O3 in coatings derived from mixed and prealloyed powders
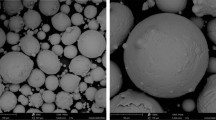
As examples of coating microstructures, Fig. 11 and 12 show the optical micrographs of Al2O3-33% Cr2O3 coating crosssections sprayed by WSP from mechanically mixed and solid-solution powders, respectively. Coatings from mechanically mixed powders showed a more inhomogeneous structure with at least partial separation of Al2O3 and Cr2O3.

Crosssection of WSP-sprayed Al2O3-33% Cr2O3 coating prepared with the mechanically mixed powder

Crosssection of WSP-sprayed Al2O3-33% Cr2O3 coating prepared with prealloyed solid solution powder
Discussion
The investigations on pure Al2O3 coatings show the expected results. In all spray processes, corundum transforms in significant amounts to other modifications of Al2O3 but is detected in all coatings as a minor phase. While the APS and HVOF coatings are mixtures of the two phases α-Al2O3 and γ-Al2O3, the WSP coating exhibits significant amounts of δ-Al2O3. According to Damani et al. (Ref 29), the formation of δ-Al2O3 in a WSP process occurs with a low-splat cooling rate. Attempts to increase the content of α-Al2O3 in the coatings in APS by special technological measures, as performed by Heintze et al. (Ref 6), lead to a significant decrease in the effectiveness of the spray process. The presumption of many authors that the remaining α phase belongs to imperfectly molten particles was not studied further. The experiments of Dzur (Ref 5) show that using ICP, α-Al2O3 presumably could also be produced in the coating with full melting of the material.
Small amounts of Cr2O3 (up to 3%) result in changes in the phase composition that are barely detectable by x-ray diffraction. This small amount does not seem to be sufficient to prevent the phase transformation significantly. Partial stabilization of the α phase is only detected for the WSP coatings prepared with prealloyed powders.
With a further increase in the Cr2O3 content, changes are clearly visible in the diffraction patterns. However, there are differences between the spray processes and the powder types used. Coatings produced by WSP from prealloyed powders show an increasing α phase content with increasing Cr2O3 content. Use of 33% Cr2O3 solely results in detection of the solid solution (Al,Cr)2O3. Peaks of Cr2O3 are not detected. The values of the lattice parameters and their linear dependence on the composition of the coatings derived from prealloyed powders are in good agreement with the results of Rossi and Lawrence (Ref 17) and those of Watanabe et al. (Ref 18). This is also in agreement with the investigations performed by Sitte (Ref 19). Even at temperatures and Cr2O3 contents for which the miscibility gap exists, the time in the flame or in the torch is too short for phase separation to occur. The constant lattice parameters of the phases in the coatings prepared from the mixed powders (see Fig. 10) indicate that during the spray process the solid solution is not formed. However, for the WSP process, the combination of time and temperature seems to be sufficient to suppress the phase transformation effectively by the presence of Cr2O3 even if the formation of the solid solution does not take place. A possible stabilization mechanism could be the growth of α-Al2O3 on the surface of Cr2O3 nuclei. This would be in good agreement with the explanation given by McPherson (Ref 30), who suggested that unmolten Al2O3 particles act as nuclei for growth, resulting in a higher α-alumina content. For all Cr2O3 contents, the degree of stabilization is higher for the prealloyed powders than for the mixed ones. For APS coatings, a high amount of Cr2O3 is necessary for changes to be detected in the diffraction pattern. Unlike for WSP, for APS, the lower energy in combination with the time and temperature in the plasma torch does not seem to be sufficient for effective stabilization of α-Al2O3 by Cr2O3 to be realized.
Important factors seem to be the time and temperature in the flame or plasma torch, as well as the type of gases, and, therefore, the heat flux. It should also be taken into account that the powder feed rate for the WSP process is about ten times higher than that for APS. Another point, which has not yet been studied in enough detail, is the influence of the atmosphere of the torch or flame.
The contradiction to earlier reports on successful stabilization (Ref 21, 22, 25, 26) suggested by Müller and Kreye (Ref 24) does in fact not exist. When prealloyed powders are used, regardless of the spray process, the full absence of phases other than the α phase seems to require addition of about 30 mass% chromia. This can be derived from the compositions used in this work and various references (Ref 7, 21, 22-26).
It appears that stabilization exhibits a complex dependence on the spray process, the process parameters (in particular the thermal history), the nature of the powder (mechanically mixed or prealloyed), and the chromia content.
Summary and Conclusions
It was the main task of this work to clarify the recent contradictory opinions in the literature regarding the stabilization of α-Al2O3 by additions of Cr2O3. Therefore, in this work, stabilization using different spray processes (WSP, APS, and HVOF) was studied. Mechanical mixtures of alumina and chromia, as well as prealloyed powders consisting of solid solutions were used. The investigations focused on mechanical mixtures with both APS and WSP and on prealloyed powders with WSP. The studies in this work led to the conclusion that the phase content of the coatings depends both on the spray process and on the powder composition. Stabilization of the α phase using the WSP process starting from mechanical mixtures was confirmed. For the WSP process, the positive effect of an increase in the α phase with increasing Cr2O3 content in the coating was clearly shown. Contrary to this, in the APS process starting from mechanical mixtures, no stabilization effect was found when mechanically mixed powders are sprayed.
For both the mechanically mixed and the prealloyed powders sprayed by WSP, phase quantification by Rietveld analysis was performed. The study of the lattice parameters showed that there is no solid solution formation.
A large number of open questions regarding the behavior of Al2O3 in thermal-spray processes and the possibility of stabilizing the thermodynamically stable corundum still exist. In order to complete the investigations, further work with additional powder compositions will be carried out. The question of whether or not the existence of an (Al,Cr)2O3 solid solution is a precondition for preparation of coatings with a high degree of α modification in dependence on the spray process must be studied. Also, the influence of the atmosphere of the torch or flame and the thermal history of the particles and the coatings has to be investigated. These experiments will be a further step toward a full understanding of the mechanism of stabilization.
References
N.N. Ault, Characteristics of Refractory Oxide Coatings Produced by Flame Spraying, J. Am. Ceram. Soc., 1957, 40(3), p 69-74
R. McPherson, Formation of Metastable Phases in Flame- and Plasma-Prepared Alumina, J. Mater. Sci., 1973, 8(6), p 851-858
R. McPherson, A Review of Microstructure and Properties of Plasma Sprayed Ceramic Coatings, Surf. Coat. Technol., 1989, 39/40(1-3), p 173-181
B. Dzur, Ein Beitrag zur Anwendung des induktiv gekoppelten Hochfrequenz-Plasmas zum atmosphärischen Plasmaspritzen oxidkeramischer Werkstoffe (A Contribution to the Application of Inductively Coupled HF-plasma to Atmospheric Plasma Spraying of Ceramic Oxide Materials), Dissertation, TU Ilmenau, 2002 (in German)
B. Dzur, Das thermische, induktiv gekoppelte Hochfrequenzplasma: Grundlagen und Möglichkeiten einer außergewöhnlichen Technologie (The Thermal, Inductively Coupled HF-Plasma: Basics and Possibilities of an Extraordinary Technology), Jahrbuch Oberflächentechnik 2006, R. Suchentrunk, Ed., Bad Saulgau, Eugen G. Leuze Verlag, 2006, 62, p 131-142, in German
G.N. Heintze, S. Uematsu, Preparation and Structures of Plasma-Sprayed γ- and α-Al2O3 Coatings, Surf. Coat. Technol., 1992, 50(3), p 213-222
H. Kreye, Herstellung von Aluminiumoxidschichten mit verbesserten Eigenschaften (Preparation of Alumina Coatings with Improved Properties), University of the Federal Armed Forces Hamburg, Institute for Materials Technologies, Final Report, AiF-founded Project No. 11.466 N, 01.01.1998-31.12.1999, in German
R. McPherson, On the Formation of Thermally Sprayed Alumina Coatings, J. Mater. Sci., 1980, 15(12), p 3141-3149
R.S. Lima, C.P. Bergmann, Phase Transformations on Flame Sprayed Alumina, Thermal Spray: Practical Solutions for Engineering Problems, C.C. Berndt, Ed., (Cincinnati, OH), ASM International, 1996, p 765-771
K. Niemi, P. Vuoristo, T. Mäntylä, E. Lugscheider, J. Knuuttila, H. Jungklaus, Wear Characteristics of Oxide Coatings Deposited by Plasma Spraying, High Power Plasma Spraying and Detonation Gun Spraying, Advances in Thermal Spray Science & Technology, C.C. Berndt, S. Sampath, Ed., (Houston, TX), ASM International, 1995, p 645-650
J. Dubsky, V. Brozek, B. Kolman, and P. Chraska, Stabilization of α-Al2O3 Plasma Sprayed Coatings by Chromia, Ceramics, adding the value: AUSTCERAM 92, International Ceramic Conference, M.J. Bannister, Ed., Melbourne, 1992, p 793-797
S. Costil, B. Normand, C. Coddet, A.B. Vannes, Alumina Plasma Sprayed Coatings Submitted to Cyclic Tribological Solicitations: Effect of TiO2 Content, International Thermal Spray Conference, E. Lugscheider, C.C. Berndt, Ed., (Essen, Germany), Düsseldorf, DVS-Verlag, 2002, p 944-948
J. Ilavsky, C.C. Berndt, H. Herman, P. Chraska, J. Dubsky, Alumina-Base Plasma-Sprayed Materials—Part II: Phase Transformation in Aluminas, J. Therm. Spray Technol. 1997, 6(4), p 439-444
R. Venkataraman, P. Singh, R. Krishnamurthy, Enhanced α Phase Stability During Plasma Spraying of Alumina-13 mol% Titania, J. Am. Ceram. Soc., 2006, 89(2), p 734-736
H. Saalfeld, Strukturuntersuchungen im System Al2O3-Cr2O3 (Structural Investigations in the Al2O3-Cr2O3 System), Z. Kristallogr., 1964, 120, p 342-348, in German
K. Wefers and C. Misra, Oxides and Hydroxides of Aluminum, Alcoa Technical Paper, 19, Pittsburgh: Aluminum Company of America, 1987, 92 p
L.R. Rossi, W.G. Lawrence, Elastic Properties of Oxide Solid Solutions: The System Al2O3-Cr2O3, J. Am. Ceram. Soc., 1970, 53(11), p 604-608
M. Watanabe, T. Hirayama, M. Yoshinaka, K. Hirota, O. Yamaguchi, Formation of Continuous Series of Solid Solutions from Powders Prepared by Hydrazine Method: The System Cr2O3-Al2O3, Mater. Res. Bull., 1996, 31(7), p 861-868
W. Sitte, Investigation of the Miscibility Gap of the System Chromia-Alumina below 1300 °C, Reactivity of Solids, Part A, Mater. Sci. Monographs, 1985, 28A, p 451-456
E.N. Bunting, Phase Equilibria in the System Cr2O3-Al2O3, J. Res. Natl. Bur. Stand. (U.S.), 1931, 6(6), p 947-949
P. Chráska, J. Dubský, K. Neufuss, J. Písacka, Alumina-Base Plasma-Sprayed Materials Part I: Phase Stability of Alumina and Alumina-Chromia, J. Therm. Spray Technol. 1997, 6(3), p 320-326
J. Dubský, V. Řídký, B.J. Kolman, and P.J. Chráska, 2004, Properties of Plasma Sprayed Alumina-Chromia Mixtures, Thermal Spray 2004: Advances in Technology and Application, ASM International, May 10-12, 2004 (Osaka, Japan), Düsseldorf, DVS-Verlag, 4 p
J. Dubský, B. Kolman, V. Brozek, and P. Chráska, The Chemical Inhomogeneity of Al2O3-Cr2O3 Powders for Plasma Spraying, Proc. of 16th Symposium on Plasma Physics and Technology, Czech Technical University, Prague, Czechoslovakia, 1993, p 267-273
J.-H. Müller, H. Kreye, Mikrostruktur und Eigenschaften von thermisch gespritzten Aluminiumoxidschichten (Microstructure and Properties of Thermally Sprayed Alumina Coatings), Schweissen und Schneiden, 2001, 53(6), p 336-345, in German
J. Voyer, B.R. Marple, and C.-K. Jen, Plasma Sprayed Ceramic Coatings for Ultrasonic Wave Guidance in Severe Environments, United Thermal Spray Conference, E. Lugscheider and P.A. Kammer, Ed., March 17-19, 1999 (Düsseldorf, Germany), Düsseldorf, DVS-Verlag, 2002, p 630-635
B. R. Marple, J. Voyer, P. Béchard, Sol Infiltration and Heat Treatment of Alumina Chromia Plasma-Sprayed Coatings, J. Eur. Cer. Soc., 2001, 21(7), p 861-868
S. H. Yu and H. Wallar, Chromia Spray Powders and a Process for Making the Same, US 6,774,076, filed 03.09.2002, published 10.08.2004
S. H. Yu and H. Wallar, Chromia Spray Powders, US 7,012,037, filed 08.04.2002, published 14.03.2006
R.J. Damani, E.H. Lutz, Microstructure, Strength and Fracture Characteristics of a Free-Standing Plasma-Sprayed Alumina, J. Eur. Ceram. Soc., 1997, 17(11), p 1351-1359
R. McPherson, The Relationship between the Mechanism of Formation, Microstructure and Properties of Plasma Sprayed Coatings, Thin Solid Films, 1981, 83(3), p 297-310
Acknowledgments
The work of the Czech authors was supported by the Czech research foundation (GACR, project number 106/05/0483). The authors would like to thank Ms. B. Wolf (Fh-IWS) for metallographic preparation of the coatings.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2007 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Global Coating Solutions, Proceedings of the 2007 International Thermal Spray Conference, Beijing, China, May 14-16, 2007, Basil R. Marple, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and Ghislain Montavon, Ed., ASM International, Materials Park, OH, 2007.
Rights and permissions
About this article
Cite this article
Stahr, C., Saaro, S., Berger, LM. et al. Dependence of the Stabilization of α-Alumina on the Spray Process. J Therm Spray Tech 16, 822–830 (2007). https://doi.org/10.1007/s11666-007-9107-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-007-9107-7