
Abstract
Development of precise and reliable measurement methods is an important step in the study of the thermal transport property of inherently complex systems such as thermally sprayed coatings. In this study, the applicability and repeatability of both the laser and xenon flash techniques have been investigated through the measurements on the coatings made from ceramics, metals, alloys, and composites. For the four series of material systems, issues such as the effect of powder morphology, coating thickness, spraying technique, chemical composition, and oxidation on the thermal diffusivity as well as the corresponding measurement repeatability are assessed. This investigation provides information necessary for precise and reliable characterization of the thermal transport property of various thermally sprayed coatings.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A range of materials were chosen as prospective coating systems that fulfil various functions such as corrosion resistance, wear resistance, thermal barriers, electrical insulation, or conductive contact, biomedical applications (Ref 1-3). Coatings are also used to restore worn or poorly machined parts to the original dimensions and specifications, or for their capability in near-net-shape manufacturing of high-performance ceramics, composites, refractory metals and functionally graded materials (Ref 4). Aside from its importance as a design parameter for coatings, the measurement of the thermal transport property of thermally sprayed coatings itself provides a challenge given the complex architecture of defects and interfaces in the system. Significant attention has been directed increasingly towards characterizing, understanding and controlling the thermal transport property. Since its introduction in 1961 (Ref 5), the laser flash technique has become a standard testing method for the thermal transport property measurements of solids (Ref 6). The measurement requires the materials to be opaque to the wavelength of pulse and infrared, and two assumptions (all the pulse energy is absorbed in one side and all the thermal radiation of the other side is measured by IR) are tenable (Ref 7). A complex laser flash system may not always be required for the routine measurement. The xenon flash technique, an alternate approach to characterization of the thermal transport property, has been developed recently in Oak Ridge National Laboratory (ORNL). Detector signal monitoring, data acquisition and analysis are integrated into one executable program (Ref 8).
In this article, we adopt both the laser and xenon flash techniques to study the thermal transport property of various thermally sprayed coatings in which either phonons or electrons are the predominant heat transporters. By investigating thermal properties of an insulating ceramic, conducting alloys, and mixed phase composites, a range of information on the thermal transport property of thermally sprayed coatings are obtained. Our efforts aim to examine the measurement repeatability and precision of the laser and xenon flash diffusivity techniques as well as the effect of different factors on the thermal transport properties of various thermally sprayed coatings.
Experiment Measurement
Free-standing coatings were obtained by grinding the substrate to 100-300 μm and then detaching the coating from the substrate. The ambient temperature through-thickness thermal diffusivity measurements were carried out by using both laser and xenon flash techniques on 12.7 mm disks coated with graphite.
Holometrix Laser Flash Instrument (HLF)
μ-HLF can be used to measure the thermal diffusivity of metals, coatings, composites, ceramics, polymers and so on. The thermal diffusivity of a material is usually tested by rapidly heating one side of a sample and obtaining the temperature rise curve on the opposite side (Ref 9). The heat flux lines are assumed to be parallel and directed through the sample without heat flow in the plane. The excitation wavelength of the laser pulse is 1.06 μm. The maximum laser pulse energy is 35 Joules and the pulse duration is 0.33 ms.
Xenon Flash Thermal Fiffusivity (XFTD) System
The XFTD system (Fig. 1) was developed using LabView (National Instruments Corporation, Austin, TX) program based on the factors of simplicity, economy, and reliability. The pulse energy is 12 J and the pulse duration is 6-8 ms. The excitation radiation, that comprises a wide range of wavelengths as emitted by the xenon lamp, illuminates a 0.8 cm diameter area on the sample surface. So this design maximizes the signal. Also, the infrared detector and the sample holder are completely shielded from the flash source by multiple shielding layers and addition of reflecting surfaces (Ref 8). Thus, the xenon energy is prevented from over heating the detector and holder, which decreases the rear face temperature rise with a good enough signal-to-noise ratio. Another advantage of the XFTD system is that the temperature drift before the shot is recorded and taken into consideration. The detector output signal is monitored from the beginning of the test and in between each shot, which assures that the following flash pulse starts only if the temperature of the sample is steady (Ref 8). That is, the pre-shot monitoring feature ensures no uncontrolled baseline drift and the same equilibrium condition of each fired shot.

Schematic of IR detector with sample of xenon flash diffusivity system
Results and Discussion
Yttria Stabilized Zirconia Ceramic Coatings Made of Three Different Morphology Powders
Ceramic materials are thermal insulators due to the lack of a large number of free electrons. Consequently, the phonon conduction mechanism predominates for thermal transport. YSZ, as a ceramic material with very low thermal diffusivity, has long been adopted to make thermal barrier coatings (TBCs) for components in gas turbine and diesel engines (Ref 10, 11). The thermally sprayed coating has lower thermal diffusivity than the bulk material with the same composition due to the contribution of microstructural features (pores, cracks…) (Ref 12). By controlling the temperature and velocity in a very narrow range for air plasma spraying (APS), YSZ ceramic coatings were made of three different morphology powders: the fused and crushed (FC), the agglomerated and sintered (AS), the plasma densified (HOSP) (Ref 9). Their thermal diffusivities were examined by both HLF and XFTD (Ref 9). Each sample was measured 9 times to determine the measurement repeatability of these two techniques.
Figure 2 shows the comparison of repeatability of the HLF and XFTD for measuring the thermal diffusivities of these three coatings at ambient temperature. The measurement scatter of the xenon flash technique is much lower than that of the laser flash technique. For each coating, the coefficient of variation (CV, the ratio of the standard deviation to the mean) obtained by the XFTD is lower than half of that obtained by HLF. One reason is that the field of view is 0.8 cm diameter area of the sample and therefore the signal is maximized. The other reason is that the typical specimen rear face temperature rise by xenon pulse is 1-2 °C (only 1/5-1/3 of the rise by laser pulse), which causes very little noise. Thus, excessive temperature increase, which drives the IR detector into a nonlinear temperature-voltage response and thereby leads to significant errors in thermal diffusivity measurement, is avoided. The development of the xenon flash technique provides the ability to achieve high repeatability of thermal diffusivity measurement of YSZ ceramic coatings.

The measurement repeatability of laser and xenon flash techniques for YSZ coatings made of three different morphology powders
High-purity Metal Coatings
In high-purity metals, the electron mechanism of heat transport is much more efficient than the phonon contribution. The reasons are: (i) electrons are not as easily scattered as phonons (ii) electrons have higher velocity than phonons (iii) large numbers of free electrons exist and participate in thermal conduction.
Silver has one of the highest thermal diffusivities among metals. Ag is also one of the stable pure metals difficult to be oxidized in the nature. In this study, Ag was used to make different thickness (1.3 and 2.8 mm) coatings by APS.
The thermal diffusivities measured by both the laser and xenon flash techniques are shown in Fig. 3 (a). The thermal diffusivities obtained by HLF are close for both thin and thick coatings. The results obtained by XFTD are much lower than those obtained by HLF. The thermal diffusivities of thin and thick Ag coating measured by XFTD decrease by about 90% and 40% respectively compared to that measured by HLF. Here the laser flash data are more appropriate to consider for the measured coatings. To obtain reliable results, the time taken for the back surface to reach half its maximum temperature (t1/2) should be at least three times longer than the pulse time. The high-thermal diffusivity of Ag makes t1/2 deviate from the optimum range for the xenon flash with a longer pulse time (6-8 ms). This problem has already been found for other metal coatings, such as thin Mo coating (Ref 9). But the deviation from the optimum range disappeared when the thickness reached 1.1 mm. In the case of the Ag coating, the thicknesses of 1.3 and 2.8 mm are still not enough to enter the t1/2 into the optimum range for the xenon flash. Thicker Ag coating is needed to obtain reliable measurement results for the XFTD. The measurement scatter is reflected in the CV (Fig. 3b) of the thermal diffusivity obtained by these two techniques. CVs of the thermal diffusivity obtained by the XFTD are 5 times (thin coating) and 3 times (thick coating) as high as those obtained by the HLF. Therefore, the XFTD is not suitable to measure high-thermal diffusivity coatings unless the coatings are produced to appropriate thickness.

The measurement repeatability of laser and xenon flash techniques for different thickness Ag coatings (a) Thermal diffusivity (b) Coefficient of variation
Alloy Coatings
Alloying metals results in a reduction in the metal-thermal diffusivity. The impurity atoms, especially in solid solution, act as the scattering centers, lowering the efficiency of electron motion.
Steel Coatings
Steel is an alloy of iron with small amounts of carbon, often with other constituents such as manganese, chromium, nickel, molybdenum, copper, tungsten, cobalt, or silicon, depending on the desired alloy properties. In this study, two steel coatings were made by APS and high velocity oxy-fuel (HVOF) techniques using the same powder. The thermal diffusivities of the APS and HVOF steel coatings measured by the HLF and XFTD are shown in Fig. 4(a). The HVOF steel coating has higher-thermal diffusivity than the APS steel coating. The reason can be interpreted from the characteristics of the APS and HVOF techniques. The APS process has higher-particle temperature, which generates lower-viscosity droplets, greater fragmentation of splats and more porous microstructure (Ref 13). The combination of higher kinetic energy and lower thermal energy of the HVOF process compared to the APS promotes the splat-splat contact, improves steel coating density, and reduces the microstructural defects. Furthermore, due to the relatively lower temperature and higher velocity of HVOF process, less oxidation occurs. Oxide is brittle and its thermal expansion coefficient is different from steel, which leads to more microstructural defects and changes in the thermal transport properties (Ref 14). Therefore, the smaller amount of porosity and oxide content in the HVOF steel coating results in higher-thermal diffusivity. The thermal diffusivities of the HVOF steel coating measured by the HLF and XFTD are close. The laser and xenon flash techniques also give similar thermal diffusivity for the APS steel coating. The thickness of both the HVOF and APS steel coatings is 1.1 mm or so. The low-thermal diffusivity and sufficient thickness ensure that the t1/2 is three times longer than the xenon flash pulse time. Figure 4(b) shows the CV of the thermal diffusivity obtained by the HLF and XFTD. For both the HVOF and APS steel coatings, the xenon flash technique presents lower CV and better repeatability. The reasons are the same as those for the three YSZ ceramic coatings.

The measurement repeatability of laser and xenon flash techniques for steel coatings (a) Thermal diffusivity (b) Coefficient of variation
Tribaloy T-800 Coatings
The tribaloy T-800, which belongs to the family of Co-base alloys developed by DuPont in the early 1970s (Ref 15), consists of Co, Mo, Cr and Si. In this study, two T-800 coatings were fabricated: one has low oxide, the other has high oxide. The thickness was 1.2 mm for the low oxide T-800 coating and 1.1 mm for the high oxide T-800 coating. The thermal transport properties were examined by both the HLF and XFTD. Figure 5(a) shows the measurement repeatability of the HLF and XFTD. The CV of thermal diffusivity obtained by the XFTD is lower than that obtained by the HLF. This is similar to the case of the three different morphology YSZ ceramic coatings and the steel coatings having low-thermal diffusivities. Figure 5(b) shows the thermal diffusivity obtained by the xenon flash technique. The higher content of oxide offers more thermal insulation composition and therefore results in lower-thermal diffusivity for the high-oxide coating.

Thermal diffusivity measurements for tribaloy coatings (a) The measurement repeatability of laser and xenon flash techniques (b) Thermal diffusivity
Composite Coatings
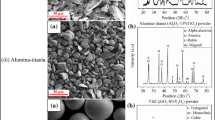
Carbide-reinforced composite coatings are widely used in aerospace, pulp and paper, marine, diesel engine, and oil industries. Their tribological properties have long been studied (Ref 16). However, a limited number of investigations have focused on their thermal transport properties. This work examines the thermal diffusivities of WC-Co coatings and Mo-Mo2C coatings by the HLF and XFTD. Two WC-Co coatings were made by the HVOF and APS. Mo-35%Mo2C and Mo-60%Mo2C powders were used to fabricate coatings by APS. The thickness was 1.2 mm for the HOVF WC-Co coating, 0.33 mm for the APS WC-Co coating, 0.7 mm for the Mo-35%Mo2C coating, and 1.1 mm for the Mo-60%Mo2C coating. Figure 6(a) shows the measurement repeatability of the HLF and XFTD for these composite coatings. The CVs of the HVOF WC-Co coating and the two Mo-Mo2C coatings obtained by the HLF are lower than those obtained by the XFTD respectively. The APS WC-Co coating has higher CV of the thermal diffusivity obtained by the HLF than that obtained by the XFTD due to its low-thermal diffusivity. In Fig. 6(b), the thermal diffusivity of APS WC-Co is obtained by XFTD and the thermal diffusivities of other coatings are obtained by HLF. For WC-Co coating, the HVOF one has higher-thermal diffusivity than the APS one, which is the same as the case of the HVOF and APS steel coatings. For Mo-Mo2C coating, the different content of Mo2C results in different thermal diffusivity. The thermal diffusivity is halved by increasing the Mo2C content from 35% to 60%. In Mo-Mo2C coatings, carbon acts as a sacrificial getter for oxygen (Ref 17) and increases the thermal diffusivity significantly. But with excessive Mo2C, thermal diffusivity decreases since a great deal of carbide is retained in the coating (Ref 17).

Thermal diffusivity measurements for composite coatings (a) The measurement repeatability of laser and xenon flash techniques (b) Thermal diffusivity
Conclusions
Three different morphology YSZ-based thermal barrier coatings, high-purity metal coatings, alloy coatings (steel and tribaloy) and metal ceramic composite coatings were investigated in their free standing form so as to discriminate measurement effects on the observed structure-property relationships and examine the measurement repeatability for both the laser and xenon flash techniques. The results indicate that both the laser and xenon flash techniques are suitable for measurement of thermal diffusivity of free standing thermally sprayed coatings. However, for low-thermal diffusivity coatings, significant scatter in measurement by the laser flash technique was noted. The YSZ ceramic coatings, steel coatings, tribaloy T-800 coatings and APS WC-Co coating had a lower CV for measurements made by XFTD. The xenon flash technique ameliorated the repeatability of measurement for low-thermal diffusivity coatings due to a higher signal-to-noise ratio and therefore a better estimation. But for the HVOF WC-Co and the APS Mo-Mo2C coatings, their higher-thermal diffusivities exacerbated the XFTD measurement scatter. With the increase in intrinsic thermal diffusivity of the coating, the coefficient of variation of the XFTD technique trends higher. The high-thermal diffusivity of Ag coatings even made t1/2 deviate from the optimum range for the XFTD and resulted in much lower reliability aside from higher-measurement scatter.
References
H. Herman, (1988) Plasma Sprayed Coatings. Sci. Am. 259(3), 112–117
M.R. Dorfman, (2002) Thermal Spray Basics, Part I. Adv. Mater. Processes 160(7), 47–50
P. Fauchais, A. Vardelle, B. Dussoubs, (2001) Quo Vadis Thermal Spraying? J. Thermal Spray Technol. 10(1), 44–66
P. Fauchais, (2004) Understanding Plasma Spraying. J. Phys. D-Applied Phys. 37(9), R86–R108
W.J. Parker, R.J. Jenkins, G.L. Abbott, C.P. Butler, (1961) Flash Method of Determining Thermal Diffusivity, Heat Capacity, and Thermal Conductivity. J. Appl. Phys. 32(9), 1679–1684
L.M. Clark, R.E. Taylor, (1975) Radiation Loss in Flash Method for Thermal-Diffusivity. J. Appl. Phys. 46, 714–719
H. Wang, R.B. Dinwiddie, (2000) Reliability of Laser Flash Thermal Diffusivity Measurements of the Thermal Barrier Coatings. J. Thermal Spray Technol. 9(2), 210–214
H. Wang and R.B. Dinwiddie, Development of a Labviewtm Based Portable Thermal Diffusivity System, Thermal Conductivity 27/Thermal Expansion 15th edition, October 26-29 (Knoxville, TN), TMS, DEStech, 2004, p 484-492
W. Chi, S. Sampath, and H. Wang, Ambient and High Temperature Thermal Conductivity of Thermal Sprayed Coatings. Journal of Thermal Spray Technology, 2006, 15(4):773-778
R.A. Miller, (1987) Current Status of Thermal Barrier Coatings – an Overview. Surface & Coatings Technology 30(1):1–11
H. Herman, S. Sampath, R. McCune, (2000) Thermal Spray: Current Status and Future Trends, Mrs Bulletin 25(7), 17–25
A. Kulkarni, Z. Wang, T. Nakamura, S. Sampath, A. Goland, H. Herman, J. Allen, J. Ilavsky, G. Long, J. Frahm, R.W. Steinbrech, (2003) Comprehensive Microstructural Characterization and Predictive Property Modeling of Plasma-Sprayed Zirconia Coatings. Acta Materialia 51(9), 2457–2475
S. Sampath, X.Y. Jiang, J. Matejicek, L. Prchlik, A. Kulkarni, A. Vaidya, (2004) Role of Thermal Spray Processing Method on the Microstructure, Residual Stress and Properties of Coatings: An Integrated Study for Ni-5 Wt.%Al Bond Coats. Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing 364(1-2), 216–231
S. Deshpande, S. Sampath, H. Zhang, (2006) Mechanisms of Oxidation and Its Role in Microstructural Evolution of Metallic Thermal Spray Coatings – Case Study for Ni-Al. Surface & Coatings Technology 200(18-19), 5395–5406
C. Navas, M. Cadenas, J.M. Cuetos, J. de Damborenea, (2006) Microstructure and Sliding Wear Behaviour of Tribaloy T-800 Coatings Deposited by Laser Cladding, Wear 260(7-8), 838–846
L. Prchlik, S. Sampath, J. Gutleber, G. Bancke, A.W. Ruff, (2001) Friction and Wear Properties of Wc-Co and Mo-Mo2c Based Functionally Graded Materials. Wear 249(12), 1103–1115
S. Sampath, S.F. Wayne, (1994) Microstructure and Properties of Plasma-Sprayed Mo-Mo2c Composites. Journal of Thermal Spray Technology 3(3), 282–288
Acknowledgments
This research was supported by the MRSEC program of National Science Foundation under award DMR 0080021 and also supported in part by Assistant Secretary for Energy Efficiency and Renewable Energy, Office of Transportation Technologies, as part of the High Temperature Materials Laboratory User Program at Oak Ridge National Lab by the UT-Battelle LLC, for the Department of Energy under contract DE-AC05000OR22725. The authors thank V. Srinivasan, A. Vaidya, and A. Valarezo for their help with specimen preparation. The authors also thank B. G. Ravi for his aid and cooperation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chi, W., Sampath, S. & Wang, H. Comparison of the Thermal Transport Property Measurements of Thermally Sprayed Coatings by the Laser and Xenon Flash Techniques. J Therm Spray Tech 16, 444–448 (2007). https://doi.org/10.1007/s11666-007-9049-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-007-9049-0