
Corrosion-resistant materials (CRMs) and coatings are key technologies to increase power generation efficiency and reduce maintenance in waste-to-energy (WTE) plants. Corrosion environment became severe as steam temperatures have increased. The steam condition of more than 400 °C/3.9 MPa became possible in WTE boilers by using highly durable corrosion-resistant coatings, such as thermal spray of Al/80Ni20Cr alloy, HVOF-sprayed NiCrSiB alloy, Alloy 625 weld overlay for waterwall tubes and also superheater tubes. Also, the use of 310S type stainless steels and high Cr-high Mo-Ni base and high Si-Cr-Ni-Fe alloys have progressed because of a better understanding of corrosion mechanisms. Furthermore, high durability coatings using cermet and ceramic materials were applied to high temperature superheaters. This paper describes the major developments and the application of CRMs and coating technologies in the last 30 years in WTE plants, the corrosion mechanisms of alloys, the deterioration mechanisms of spray coating layers, and future subjects for the development of corrosion-resistant materials and coatings.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Promotion of waste recycling aims at a high level of material recirculation and reduction of environmental load such as CO2, and dioxins are worldwide required. The concepts of higher efficiency waste-to-energy (WTE) plants and waste gasification and ash melting power generation plants are positioned in the center of recycling by means of thermal processing. The steam condition of 400 °C/3.9 MPa for WTE boilers has become the major development from the conventional condition of 300 °C/2.9 MPa and the first plant generating steam at 500 °C/9.8 MPa has achieved continuous operation for over 5 years in Japan (Ref 1). In the past, for the superheater tubes (SHTs) of the WTE boilers, where there is a severe high-temperature corrosion (HTC) environment containing a large amount of chlorides, the plants were operated by frequently replacing relatively inexpensive metal tubes. However, nowadays a high total cost performance is required in the storm surrounding the society such as the globalization of economy, and the strict pollution regulations. Therefore, the development of low-cost and highly durable materials and application processes have become issues that are essential for the a high thermal efficiency and economy of WTE plants.
In recent years, SHTs made of corrosion-resistant materials (CRMs) have been progressively used for reduction of maintenance. Also for the waterwall tubes (WWTs), the application of the corrosion-resistant coatings (CRCs) has been widespread, such as metal spray coating of highly corrosion-resistant Ni-base alloys, and weld overlay of Alloy 625, in order to reduce maintenance. Furthermore, new combustion systems to reduce dioxins and the development of the pyrolysis and gasification-melting furnaces have formed a field of new waste treatment systems. This report describes recent trends on the application of CRM and CRC technologies in severe HTC environment, the effect of alloying elements, the corrosion mechanisms in the WTE boilers, and the potential for further developments.
Corrosion Environment of WTE Boilers
In most WTE plants, the steam condition of 300-450 °C/2.9-5.8 MPa shown in Fig. 1 is adopted to avoid the corrosion damage of boiler tubes and assure stable operation. Due to a big change in life and production styles brought about by technological and economic development, the properties of the waste and the WTE plant operation have changed as follows (Ref 1):
-
1.
Strict pollution regulation: low O2 operation, high temperature of combustion chamber, rise of plant operating rate, etc. to prevent generation of NOx and dioxins.
-
2.
Energy saving and effective utilization of waste heat: severe corrosion environment due to improvement of heat efficiency such as high-temperature and high-pressure (400-500 °C/3.9-9.8 MPa) of boilers, etc.
-
3.
Need to reduce volume of ash and produce non-polluting ash have led to the development of next generation plants, such as pyrolysis gasification-melting furnaces (Ref 2), oxygen-enriched combustion, etc.
-
4.
Improved cost performance: Reducing cost of operation and advances in maintenance-free operation, such as advanced combustion control and monitoring technologies.

Trends in steam temperature of WTE boilers
As various substances including incombustibles as well as combustibles such as woods, paper, plastics, etc. are mixed in the waste, the fluctuation of gas temperature and composition is larger than that in boilers combusting fossil fuels; also, a lot of low melting point deposits containing high concentration of chlorides is generated in the combustion gas. Figure 2 shows the explanatory drawing of factors of the HTC environment (Ref 3). Dusts containing high concentration of alkaline metals (Na, K, etc.), heavy metals (Pb, Zn, etc.), chlorides and sulfates adhere and deposit on the material surfaces exposed in the combustion gas, and severe corrosion is caused of the high-temperature components such as SHTs by ash deposits melting at 300-550 °C. Furthermore, on the WWT surfaces where the gas temperature is very high (850 °C or higher), the adherence of high concentration chlorides on the surface is promoted, and the corrosion damage is caused mainly by chlorination reactions. Also, a the metal temperature of SHT is as high as 300-550 °C salt deposits are easily molten, and corrosion rate as high as several mm/year or more is observed sometimes. Figure 3 shows the increase in corrosion rate of SHTs due to increase in the gas temperature (Ref 4). The metals are corroded by general corrosion and also intergranular corrosion and localized corrosion when the molten adhering ash causes the break-down of the protective oxide layer and attack even high corrosion-resistance alloys (Ref 5).

Formation of corrosion environment in WTE boilers

Change in maximum corrosion thickness loss of superheater materials with gas temperature (metal temperature: 450, 550 °C)
Both the adherence of dust constituents, such as strongly corrosive chlorides and sulfates, and the temperature fluctuation can be reduced by lowering the combustion gas temperature introduced into the SHTs, to less than 650 °C. The reduction in gas temperature is effective for stabilization of protective oxides layer on the metal surface. However, it is known that the soot blowers that are used for the purpose of dislodging deposits that decrease heat transfer may result in severe thermal cycling condition and even the protective oxides layer break down.
Advances in HTC-Resistant Materials and Coatings
In response to the above-mentioned severe corrosive environments, the development and application of new CRMs and CRCs, corrosion resistance testing and evaluation methods, and methods for the analysis of corrosive environments have advanced, as shown in Fig. 4. and described below.

Development and application of WTE material technologies
CRCs for WWTs
The metal temperatures of the WWTs are as relatively low as approximately 230-330 °C (2.9-9.8 MPa), depending upon the steam pressure. Here CRCs such as metal spray coatings, weld overlay, or the cladding with highly CRMs on the outer surface are applied on the base material of carbon steel as shown in Fig. 5. Table 1 shows the application examples of various CRCs to the WTE boilers.

Application of corrosion-resistant coatings to waterwall tube
Spray Coating
The metal spray coating of CRMs to thickness of 150-500 μm can be applied on site relatively quickly and at low cost. The actual application of mainly Al/80Ni20Cr alloy flame spray coating on WWTs started in 1985 (Ref 17). NiCrSiB alloy sprayed by the high velocity oxygen fuel (HVOF) process with high durability was also developed (Ref 18, 44, 6). HVOF coatings have been applied in over 50 WTE plants in Japan. In Europe and the United States, testing in actual plants was conducted for WWTs and SHTs (Ref 7-12). The spray coating systems (applied both off-site and on-site) are selected in accordance with the workability, the severity of corrosion environment, the required lifetime and the cost. The use of HVOF is prevalent. More recently, plasma jet coating system of ZrO2/Ni base alloys were developed and applied on SHT operated at 500 °C/9.8 MPa WTE boilers (Ref 13).
Weld Overlay
As a dense coating layer that is chemically bonded with the base metal and as thick as several millimeters can be obtained by the weld overlay, the durability of weld overlays is higher than for thermal spray coatings. Alloy 625 weld overlays possess an excellent corrosion resistance and welding workability. Application started in around 1990 mainly on-site, and it is reported that the durability is 10 years or longer (Ref 14). Table 1 shows the list of weld overlay materials and processes that are now actually applied (Ref 15, 19, 20, 45, 46). In many cases of the WWTs, MIG automatic welding and shielded arc welding are adopted for both on-shop and on-site applications. For the SHTs, MIG welding and plasma powder welding (PPW) are applied, and the tube bending processing can be done even after weld overlay. For the 500 °C/9.8 Mpa, high efficiency boiler WWTs, the maximum corrosion loss rate of approximately 0.1-0.2 mm/year has been observed under metal temperatures of 330 °C by the 2-year field tests as shown in Fig. 6; the durability of these coatings for 15 years or longer has been verified (Ref 20).

Maximum corrosion thickness loss of weld overlay and HVOF coating on waterwall tubes of 500 °C/9.8 MPa boiler
Composite Tubing
Mainly in Europe, composite tubings with cladding of CRMs (outer tube) to carbon steel (inner tube) are used for WWTs and SHTs. There is a lot of application experience of high Cr-high Mo-Ni base alloy including Alloy 625 (Sanicro 63); a detailed experience survey has been reported for the durability of these systems (Ref 16, 21).
Refractory materials
Refractory tiles with longer lifetime than conventional castable refractory materials have been developed and used. As shown in Fig. 5, high-SiC tiles and sometimes high Al2O3 tiles are used in many cases. Basically, the tiles are installed by hanging or fixing to the outer surface of the WWTs and the surface of the tile reaches temperatures of approximately 900 °C or lower. The materials, production method, shape and installation method, are determined on the basis of evaluation of the oxidation resistance, thermal shock resistance, etc. in the high-temperature combustion gas.
Corrosion-Resistant Alloy Tubes and Coatings for Superheaters
The alloy design of seamless tubes for use as SHTs takes into consideration both corrosion resistance and heat-resistant characteristics. Furthermore, excellent weldability and plastic workability etc. are required for fabrication of the boilers. Generally, at temperatures of approximately 350 °C or lower, carbon steel is used. In the high-temperature region of 400 °C or higher where high corrosion resistance is required, Fe base and Ni-base austenitic materials (Table 2 and 3) are tested and used (Ref 27-39). Field corrosion tests have shown that the addition of alloying elements such as Mo, Nb, Si to Ni-Cr-Fe alloys is effective for corrosion resistance (Ref 22). The main corrosion-resistant alloys currently developed and applied are described below.
High Cr-High Ni-Fe Base Alloys
Austenitic stainless steels such as 309S and 310S of 25Cr-14-20Ni alloys (Ref 23) or 310HCbN (Ref 20) and NF709 (Ref 24) which are modified 310S alloys, are mainly used for 400 °C/3.9 MPa boilers. Since the difference of the corrosion resistance in Ni-Cr-Fe alloys is small among the various materials under the steam conditions below 450 °C, as shown in Fig. 7 (Ref 2, 25), 310S and modified 310S are selected because of their lower cost. Alloy 825, Sanicro 28 (composite tube) of 20-30 Cr-30-40Ni alloys are sometimes used by the high thermal efficiency plants in Europe, the United States and southeast Asia (Ref 26, 27).

Change in maximum corrosion thickness loss with [Cr + Ni + Mo] concentration of alloys in 6000 h field tests
High Cr-High Mo-Ni-Base Alloys
Alloy 625 and Sanicro 63 (composite tube) have an excellent corrosion resistance under high-temperature steam conditions of 450 °C or higher (Ref 16, 20, 21). Also, it is known that HC-22 and JHN24 (Ref 20, 25, 33) alloys, whose Mo content is higher than Alloy 625, show excellent corrosion resistance. For these high Mo containing alloys, it is required to take into consideration in the material selection that age deterioration of material may occur at high metal temperatures.
High Si-High Cr-High Ni Alloys
QSX3 (Ref 36) and QSX5 (Ref 37) are modified 310S alloys by adding Si of approximately 3%. It is known that Nicrofer 45TM (Ref 39) is used industrially and demonstrates good corrosion resistance. Furthermore, MAC-F and MAC-N alloys containing high Cr, high Ni, Fe and 4% Si, have lasted for 4 years in the 500 °C/9.8 MPa SHTs (Ref 28). High Si alloys have some difficulties from viewpoint of tube manufacturability, weldability and micro structural stability, but these MAC-F, N alloys have demonstrated good performance by optimization of the alloying elements for metals used in WTE boilers. Figure 8 shows an example of the corrosion rate of both Fe base and Ni-base alloys in field tests over 4 years (Ref 28). The corrosion resistance of materials (Ref 1) varies according to the locations in the superheaters, where corrosion environments are different. It is therefore necessary to make best use of the materials in accordance with the corrosion environment.

Change in maximum thickness loss with time in secondary and tertiary superheater steam outlet (soot blower not affected)
CRCs for Superheaters
In SHTs, corrosive condition is more severe than on WWTs due to higher metal temperatures and the presence of molten salts. Figure 9 shows the microstructures of TiO2-Al2O3/625 cermet HVOF coating exposed for approximately 2 years in WTE superheaters (Ref 6). Remarkably low thickness loss and penetration of corrosive matter were observed and long-term durability of over three years was conformed. Furthermore, ZrO2/625 dual layer system applied by the plasma jet process also showed large bonding strength (Fig. 10) after 2 years exposure in 500 °C high-temperature SHTs. Application of ceramics is considered to be effective to improve the durability in spray coatings (Ref 13).

Cermet spray coating on 310HCbN superheater after 13,800 h exposure

ZrO2/Alloy 625 on-site 100 kW plasma-jet spray coating for 500 °C superheaters
Corrosion Mechanisms of Materials and Coatings
Corrosion Mechanisms of Materials
The effect of the main factors of combustion gas side governing the corrosion rate is described below (Ref 38). The corrosion rate depends on the metal temperature, and this type of corrosion is referred as “molten salt induced corrosion” because the corrosion reaction becomes active, when the amount of deposits increases and a part of deposits melts (Ref 40). The gas temperature is considered as the main factor determining deposition rate and the composition of the deposits. As the temperature gradient ΔT (gas temperature—metal temperature) is the driving force for condensation and deposition of the vapor components in the gas, the chloride concentration in the deposits is high at locations, where ΔT (gas temperature—metal temperature) is large there is a tendency for the formation of low melting deposits. Furthermore, it is known that the amounts of Cl, SO4, alkaline and heavy metals affects the physical properties of the deposits such as molten phase amount, permeability, etc. (Ref 41). The penetration of corrosive gas through the deposits and the presence of oxidizing constituents such as O2 are considered necessary for the maintenance of corrosion reaction, as the corrosion peak appears around 10% of chloride concentration as shown in Fig. 11. Moreover, rapid thermal cycling acts on the tube surface in the actual plants, due to gas temperature fluctuation and the use of soot blowers. The falling off and the regeneration of deposits and oxides layer are repeated. Figure 12 shows the example of crack generation of alloy 625 oxides layer due to the thermal fluctuation at the soot blow affected zone. The Cl and S partial pressures are considered to rise under the deposits due to penetration of Cl, S, etc. through the cracks onto the corrosion interface. Furthermore, if the protective oxides layer breaks down, the direct reaction with molten chlorides may occur as shown in Fig. 13 (Ref 22). From the configuration of corrosion products distributing as chlorides, sulfides and oxides from the side nearest to the interface and their properties, the corrosion is considered to be mixed high-temperature gaseous reaction where reactions of chlorination/sulphidation/oxidation occur simultaneously. On the other hand, it is considered also that the molten salt corrosion occurs during the initial stage of corrosion when the oxides layer is thin. It is presumed that the corrosion by the direct reaction of molten salt changes gradually to the gas reaction as the oxides layer grows thicker. The degree of influence of major factors such as temperature gradient, temperature fluctuation, molten ash amount, etc. on the corrosion rate was examined quantitatively by recent research (Ref 42). The factors causing characteristic intergranular corrosion include both the material side (impurities, grain boundary precipitates, etc.) and the environment side (stress, molten salt, etc.) (Ref 43). This investigation will be continued.

Change in corrosion weight loss with molten phase content between coating test and crucible test

Breakdown of protective oxide layer and penetration of corrosive species in Alloy 625 superheater tube influenced by soot blowing

Corrosion mechanisms in Ni-Cr-Mo-(Nb, Fe) alloy
Deterioration Mechanisms of Spray Coatings
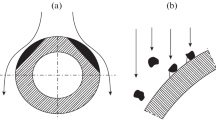
Figure 14 shows the deterioration of the spray coating layer used for a long period. Corrosion of the base metal and deterioration of coating proceed due to the penetration of corrosive gases (HCl, etc.) to the interface of base material/coating layer. Then, “swelling” of the coating layer occurs, the reduction of adhesive strength is accelerated, and peeling of the layer occurs (Ref 17). Accordingly, dense coating is indispensable for improvement of lifetime, and the supersonic flame spray coating (HVOF) where the alloy powder in semi-molted state is sprayed at supersonic speed is preferable. The material factors that govern durability are the corrosion resistance of coating material, the adhesive strength with base material, the thermal properties including thermal expansion coefficient, and the residual stress. As the physical properties of the coating are largely depending upon the spraying conditions, quantitative evaluation method of lifetime for coating layer is required. Research and development of life evaluation are expected in the future.

Deterioration mechanisms of spray coating layer and reduce in bonding strength in severe corrosive environment
Summary
In recent years, the WTE plants are required to satisfy many additional requirements such as the suppression of pollutants, improvement of power generation efficiency, material recycling, etc. Various combustion methods and plant systems have been adopted, and the HTC environment of the plants is becoming more complicated and diversified. It is believed that the development and application of corrosion prevention technologies aim strongly at the right material in the right place and at a reasonable cost of application. The improvement of performance and durable lifetime of the WTE plants has been supported by the development of corrosion-preventing CRM and CRC technologies. There are many subjects for future research, such as the development of software for effectively applying these corrosion prevention technologies to WTE boilers. It is expected that engineers and researchers in the field of CRMs and CRCs will meet these challenges.
References
Kawahara Y. 2005 Recent Trends and Future Subjects on High-Temperature Corrosion-Prevention Technologies in High-Efficiency Waste-to Energy Plants, Corros. Eng. 54:213-235
Y. Kawahara and Y. Kaihara, Recent Trends in Corrosion-resistant Tube Materials and Improvement of Corrosion Environments in the WTE Plants, Corrosion/2001, Paper No. 1173 (Houston, TX), NACE, 2001
Kawahara Y. 2002 Recent Trends in Development and Application of High-temperature Corrosion-resistant Materials and Coatings in High Efficiency Waste Incineration Boiler. MTERE2, 41(3):190
Kawahara Y., Nakamura M., Tsuboi H., Yukawa K. 1998 Evaluation of New Corrosion Resistant Superheater Tubings in High Efficiency Waste-to-Energy Plants, Corrosion, 54(7):576
Y. Kawahara, N. Orita, M. Nakamura, S. Ayukawa, and T. Hosoda, Laboratory Corrosion Tests for Simulating Fireside Wasteage of Superheater Materials in Waste Incinerators, Corrosion/99, Paper No. 89 (San Antonio, TX), NACE, 1999
Y. Fukuda, Y. Kawahara, and T. Hosoda, Application of High Velocity Flame Sprayings for Superheater Tubes in Waste Incinerators, Corrosion/2000, Paper No. 264 (Orlando, FL), NACE, 2000
P.Z. Kubin, Corrosion/99, Paper No. 90 (San Antonio, TX), NACE, 1999
D.E. Burnham, D.R. Gibbs, J.S. Gitlinger, and H.E. Johnson, Proceedings of 1989 Conference on Municipal Solid Waste as a Utility Fuel (Springfield), Oct. 1989, p 10-12
H.H. Krause, Corrosion/92, Paper No. 140 (Nashville, TN), NACE, 1992
I.G. Wright, H.H. Krause, and R.B. Dooley, Corrosion/95, Paper No. 562 (Orlando, FL), NACE, 1995
T. Yoshikawa, Spray Coating and Weld Overlay in Circulating Fluidized Bed Boiler (CFB) and Waste-to-Energy (WTF) Boilers, Proceedings of International Symposium on High Temperature Oxidation and Corrosion/2005 (Nara, Japan), 2005, p 27
P.L.F. Rademakers, R.W.A. Wetzel, and E. Kokmeijer, Materials for Advanced Power Engineering, Proceedings of the 6th Liege Conference Part II, 1998, 5, p 751
Y. Kawahara, Y. Nakagawa, M. Kira, T. Sakurada, H. Kamakura, and Y. Imaizumi, Life Evaluation of ZrO 2 /Ni Base Alloy Plasma-jet Coating Systems in High Efficiency Waste-to-energy Boiler Superheaters, Corrosion/2004, Paper No. 04535 (New Orleans, LA), NACE, 2004
G. Lai and P. Hulsizer, Proceedings of Stainless Steel World/99 (Den Haag, Netherlands), Nov. 1999, p 681
Y. Takeuchi, Y. Kawahara, and T. Hosoda, Application of Composite Tubes Plasma-Weld-Overlayed with Ni-Cr-Mo Alloy for Superheater in Waste Incinerators, Corrosion/2000, Paper No. 261 (Orlando, FL), NACE, 2000
AB Sandvik Steel Technical Report
Kawahara Y., Kira M. 1994 Corrosion Prevention of Waterwall Tube by Field Metal Spraying in Municipal Waste Incineration Plants, Corrosion, 53:241
Y. Yamada, M. Koyama, T. Otuka, M. Osawa, and K. Toyama, Yosya-Gijyutu, 1994, 14(3), p 30
Y. Kawahara, X. Li, Y. Nakagawa, H. Imaizumi, T. Katoh, and H. Nakajima, Laboratory Corrosion Tests of New Weldoverlay Materials in Simulated Environment of High Efficiency WTE Boilers, Proceedings of 48th Conference of JSCE Materials and Environments, 2001, C-308, p 431
Kawahara Y., Orita N., Takahashi K., Nakagawa Y. 2001 Demonstration Test of New Corrosion-resistant Boiler Tube Materials in High Efficiency Waste Incineration Plant, Tetsu-to-Hagane, 87(8):24
A. Wilson, U. Forsberg, M. Lunderg, and L. Nylöf, Proceedings of Stainless Steel World/99 (Den Haag, Netherlands) Nov. 1999, p 669
Kawahara Y. 2002 High Temperature Corrosion Mechanisms and Effect of Alloying Elements for Materials Used in Waste Incineration Environment, Corros. Sci. 44:223-245
M. Yokono, A. Matsumoto, M. Noguchi, H. Yakuwa, M. Miyasaka, K. Miyoshi, K. Kosaka, and Y. Fukuda, Corrosion/99, Paper No. 87 (San Antonio, TX), NACE, 1999
T. Ishizuka, H. Mimura, T. Takahashi, M. Kurita, N. Hirayama, and K. Mori, Proceedings of High Temperature Corrosion and Protection/2000 (Lusutsu, Japan), 2000
Kawahara Y., Nakamura M., Tsuboi H., Yukawa K. 1998 Evaluation of New Corrosion Resistant Superheater Tubings in High Efficiency Waste-to-Energy Plants, Corrosion 54(7):576
G.D. Smith and W.G. Lipscomb, Corrosion/89, Paper No. 201 (New Orleans, LA), NACE, 1989
E. Haggblom and L. Nylöf, Materials for Advanced Power Engineering, Part II, D. Coutsouradis et al . Ed., Kluwer Academic Publishers, Netherlands, 1994, p 1597
Y. Kawahara, K. Sasaki, and Y. Nakagawa, Development and Application of High Cr-high Si-Fe-Ni Alloys to High Efficiency Waste-to-Energy Boilers, J. Jpn. Inst. Metals, 2007, 71(1), to be published
C.M. Antony, G.Y. Lai, J.W. Tackett, and E.J. Bickel, Pressure Vessels Pipe Div., 262, ASME, 1993, p 57
S. Yamamoto, A. Natori, Y. Yamadera, N. Otsuka, T. Kubo, and K. Ogawa, Karyoku-Gensiryoku-Hatsuden, 1996, 47(7), p 6
Nippon Steel’s Tubes for Boiler and Heat Exchanger and Pipes for Piping, 1998
U. Brill, J. Klöwer, E. Maasen, H. Richter, W. Schwend, and J. Venkateswarlu, Corrosion, 1994, 53, p 1585
T. Matsui, H. Takizawa, S. Wakita, Y. Kawahara and T. Hosoda, Development of Ni-Cr-Mo Alloy for Superheater Tube Applications, Corrosion, Paper No. 262 (Orlando, FL), NACE, 2000
Technical Report on Special Metalls Inc., 1999
Technical Report of Sumitomo Metal Industries, Ltd., 1995
A. Shiyo, T. Isomoto, M. Yoshiba, N. Hirayama, T. Urabe, and K. Nagashima, Proceedings of the 10th Conference of The Japan Society of Waste Management Experts, C5-3, 1999, p 749
A. Shiyo, T. Isomoto, K. Toyama, T. Urabe, and M. Yoshiba, J. Jpn. Inst. Metals, 2002, 66(6), p 554
Y. Kawahara, Basic Science and Application of High Temperature Corrosion and Protection in Energy Conversion and Environmental Equipments, JIM Seminar Text, ISBN4-88903-129-4, C3057, 2001, p 39
D.C. Agarwal, J. Klöwer, and G.K. Grossmann, Corrosion/97, Paper No. 155 (New Orleans, LA), NACE, 1997
P.D. Miller, H.H. Krause, D.A. Vaughan, and W.K. Boyd, Corrosion, 1970, 28, p 274
Kawahara Y., Kira M. 1997 Effect of Physical Properties of Molten Deposits on High Temperature Corrosion of Alloys in Waste Incineration Environment, Zairyo-to-Kankyo, 46(1):8
Kawahara Y. 2007 Evaluation of High-Temperature Corrosion Life Using Temperature Gradient Corrosion Test with Thermal Cycle Component in Waste Combustion Environment, Mater. Corros. 57(1):60-72
Uekado M., Kamei Y., Hujii K. 2002 Effect of Static Stress on High Temperature Corrosion Behavior of Boiler Tubes in Waste Incineration Environment, J. Jpn Inst. Metals, 66(6):576
Y. Yamada, M. Sasaki, and Y. Nakagawa, Application of Flame Spray Coatings of Ni base Alloy for Waste Incineration Boilers, Proceedings of 43rd Conference of JSCE Materials and Environments, B-114, 1996, p 195
Technical Report of Haynes Alloys International, Inc., 1998
M.S. Brennan and R.C. Gassmann, Corrosion/2000, Paper No. 235 (Orlando, FL), NACE, 2000
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kawahara, Y. Application of High Temperature Corrosion-Resistant Materials and Coatings Under Severe Corrosive Environment in Waste-to-Energy Boilers. J Therm Spray Tech 16, 202–213 (2007). https://doi.org/10.1007/s11666-006-9012-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-006-9012-5