
Abstract
Lightweight combat units, assault warplanes, and destroyers are being developed to increase agility and resource efficiency. This is realized using lightweight frames composed of aluminum and magnesium alloys, which decrease weight, enhance cargo-carrying capacity, and improve vehicular efficiency. This research used 18.5 mm Armour Piercing Projectiles at a target velocity of 200 m/sec to test the ballistic performance of AA5083 Base Metal and underwater friction-stir welded (UWFSW) target welded plates. The Al’s joints were fabricated utilizing the UWFSW process at tool rotational speed (TRS), tool welding speed (TWS), and tool tilt angle (TTA), as well as variable tool pin shapes, cylindrical threaded, straight hexagonal, and straight cylindrical. With a TRS of 1200 rpm, TWS of 40 mm/min, TTA of 1°, and straight hexagonal tool pin shape, defect-free welds with improved tensile and impact qualities were attained. The macro hardness and microstructure of the UWFSW joints were examined. The fine grain structure has the highest hardness (135 HV). Adiabatic Shear Bands (ASBs) were confirmed by scanning electron microscopy of a projectile-pierced channel. Because of the increased amount of ASB lines on the ballistic hit UWFSW surface, there were more macro cracks. There was no fragmentation loss, reduced fissures, and lesser ASB lines in the hexagonal pin joints, all of which increased ballistic performance. In order to protect against the corrosion of UWFSWed 5083 Al alloy in seawater, electrochemical tests and nitric acid mass loss tests were conducted.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Ballistics is focused on projectile impact and its influence on a target in general. One of the most basic needs is to defend armed trucks and personnel from bullet impact since ballistic influence might result in projectile penetration of the target. The high velocity impact of the bullet is often thought to have a low mass and a high velocity. The projectile's entry into the target causes a number of failure modes, including brittle fracture and ductile hole development (Ref 1). Kpenyigba et al. (Ref 2) investigated the projectile mechanism. The geometry of the projectile nose, according to the researchers, has a substantial effect on the ballistic limitation, failure mechanism, and impacting intensity of a stationary object. Rodriguez-Millan et al. (Ref 3) showed that the stress state impacts the target's deformation activity when exposed to dynamic impact loading and identified the significance of stress level in the deformation and failure performance of Al alloys. Banichuk et al. (Ref 4) investigated the penetration Behavior of an elastic–plastic target while taking the projectile's rotational speed into account. The ballistic limit velocity (BLV) falls as the projectile's rotating speed rises.
Many investigations have attempted to establish the ballistic performance of aluminum alloy armour joints under various boundary conditions, projectile shapes, and incidence angles. Inconsistencies in the boundary conditions, according to Tiwari et al. (Ref 5), have minimal influence on the target's failure modes, but they do alter the failure mechanism of target deformation and its energy-absorbing capabilities. Liang et al. (Ref 6) investigated the function of microstructure and discovered that the quantity of adiabatic shear band (ASB) is much higher at the entering stage than at the other stages, and the microhardness is higher at the entry phase than at the other segments.
Hussein et al. (Ref 7), investigated UWFSW's ultrafine-grained Al1050. Water cooling increased combined strength, since the NZ of UWFSW has smaller grains than the conventional friction stir welded counterpart. As a result, achieving UWFSW of aluminum alloy is an effective way to use and improve this alloy in a water environment. According to Iqbal et al. (Ref 8), the ballistic limit rises with the target obliquity angle and decreases with the projectile nose angle. As per Flores-Johnson et al. (Ref 9), the quantity of plastic strain breakdown throughout the welding process degrades ballistic performance. The article also suggests that pre-existing weldment damage should be addressed for accurate impact evaluations.
For many years, metal amalgamation has been a major source of concern. In the traditional welding of various materials, a number of issues have arisen. During conventional welding, weld discontinuities such as cracks, pinholes, porosity, voids, and inclusions have a significant impact on weld quality. FSW was created in response to these concerns. This procedure is capable of joining materials with welding complications. The most important parameter is to keep the temperature below the solidus value. Underwater FSW (UWFSW) is a step forward from the traditional FSW process, which uses ambient water as a coolant. This is done to restore normal temperature to the welded joints (Ref 10, 11). Rui et al. (Ref 12, 13) compared UWFSW joints of 7050 aluminum alloys under various cooling conditions. They demonstrated that forced cooling water improves the coarsen precipitate in the thermal mechanically affected zone (TMAZ) and heat-affected zone (HAZ), resulting in a narrowing of the softening region and an increase in tensile strength. It also improves the granular dimension deviation in various regions along the joints, resulting in superior characteristics. This procedure is applicable to heat-responsive materials and is thus widely used in aluminum alloys (Ref 14). UWFSW has a variety of marine and offshore construction and reworking (repair) applications. When compared to FSW, UWFSW has superior mechanical properties (Ref 15,16,17). The pin and shoulder diameters, as well as their geometric profiles, are important parameters (Ref 18,19,20,21). To achieve the best results, the shoulder diameter and pin profiles should respond proportionally to the best joints (Ref 22). The non-heat-treatable alloy AA5083 is usually implemented in areas where joining, formability, high corrosion resistance, and strength are important. In view of the fact that Mg (4.5%) is the principal alloying element, processing of such alloys through welding results in elevated temperature, leading to the formation of β-phase precipitates (Al3Mg2) at the grain boundaries. This factor has considerable implications for the alloy in saline environments like intergranular corrosion and stress corrosion cracking. In addition, the mechanical performance of alloy AA5083 is affected by elevated temperatures. The UWFSW is preferred as it eliminates such struggles. Based on the literature, welding methods employed underwater are split into hyperbaric dry and wet types (Ref 23). Generally, a hyperbaric technique facilitates superior welds and minimizes the detrimental effects of ambient water. The procedure suited Al and Mg alloys, which are used extensively in the joining and repair of wetted components in both onshore and offshore applications.
This method reduces joining deficiencies, including stress corrosion crack vulnerability and the remaining hydrogen content, when compared to other joining procedures (Ref 24, 25). Terminal ballistics research assists researchers in developing highly effective weaponry versus opposing systems. The ballistic performance of targets under static and dynamic situations is affected by a variety of characteristics such as mass, shape, size, projectile velocity, and target velocity. In general, the mechanics of target failure is closely related to the form of the projectile.
Bach et al. (Ref 26) said that adding Mg and AlN composites decreased grain sizes and flaws in the alloy matrix, which made Al-based alloys more resistant to pitting. The corrosion resistance of AA5083 aluminum alloy in seawater is largely dependent on the passive film on its surface. Impurity anion contamination can contribute to aluminum alloy corrosion in corrosive mediums (Ref 27). According to Nam et al. (Ref 28), adding Mg to Al-based alloys facilitates passive film formation due to the incorporation of Al and Mg oxides or hydroxides, and increasing the magnesium content increased the density and adhesion of the passivation layer on the alloy surface. The corrosion of 5-series aluminum alloy in seawater exhibited characteristics of local corrosion in the early stage and uniform corrosion in the later stage, with local corrosion primarily consisting of pitting corrosion, crevice corrosion, and inter-crystalline corrosion (Ref 29). Intergranular corrosion is observed in FS welds of aluminum alloys, which is primarily located along the nugget's heat-affected zone (HAZ) and is exacerbated by coarsening of the grain boundary precipitates. Intergranular corrosion is associated with coarse precipitates and wide precipitate-free zones caused by thermal excursion during welding (Ref 30,31,32). The effect of welding parameters (rotation speed and travel speed) on the corrosion behavior of friction stir welds in the high strength aluminum alloy AA2024-T351 was investigated by Jariyaboon et al. (Ref 30). It was discovered that rotation speed has a significant impact on the location of corrosion attack. For low rotation speed welds, localized intergranular attack was observed in the nugget region, whereas attack occurred predominantly in the HAZ for higher rotation speed welds. Moreto et al. (Ref 33) investigated the electrochemical behavior of the BM and nugget zones, while the TMAZ/HAZ region was electrochemically the weakest zone, susceptible to anodic dissolution. According toMoreto et al. (Ref 33), the FSW process and saline environment modified the BM and nugget FCG resistance, with the BM being more detrimental due to the absence of primary IM particles in the nugget zone. Yuming Xie et al. (Ref 34) investigated the macro/micro galvanic effect caused by copper redistribution using a numerical model in order to explain the relationship between precipitation evolution and corrosion resistance. Reducing heat input by increasing welding speed was an effective corrosion resistance strategy. Gupta et al. (Ref 35) demonstrated that in chloride solutions, welds are more susceptible to intergranular corrosion (IGC) than the base material (BM). Sanya Gupta (Ref 35) discovered that the HAZ of the FSW of Al 7075 had the highest susceptibility to pitting corrosion in 3.5 wt.% NaCl solution, and that this susceptibility was correlated with the level of sensitization within the grain boundaries.
Ballistic resistance, weldability for structural integrity, machinability, formability, water tightness for amphibious operations, and other considerations all have an impact on armour acquisition. Among all of these characteristics, ballistics efficiency is a critical selection element. The bulk of combat vehicles currently has armour made of the 5083-aluminum alloy. It is a non-heat treatable alloy with excellent mechanical qualities and better protection from all angles. AA5083 aluminum alloy armour plates are extensively used for armoured vehicles because they have the lowest weight for the specified degree of protection while still contributing to substantial maneuverability. The use of AA5083 aluminum alloy grade material also provides greater rigidity and is free of low-temperature embrittlement. As a result of the increased rigidity, the use of secondary support structures is eliminated. Despite the lack of ballistic specifications, a number of heat-treatable and non-heat-treatable aluminum alloys have been used in military operations. Engineering and design aspects most relevant to armoured plate mechanical and structural integrity, including materials engineering, some new processing techniques where needed. These include aluminum-copper alloys 2024-T351, aluminum-silicon-magnesium alloys 6061-T651, aluminum-zinc alloys 7075-T6, aluminum-magnesium AA5083-H32.
1.1 The Current Work’s Objectives Were Met in Four Stages
In stage 1, the effect of FSW process parameters, namely tool rotating speed (rpm) and welding speed (mm/min), on mechanical attributes (tensile strength, yield strength, and hardness), was experimentally examined. This is done to ensure that the weld parameters are defect-free. In stage 2, sound and defect-free UWFSWed samples were generated using the optimal parameters acquired in stage 1. In stage 3, the ballistic performance of the BM and UWFSW joints was evaluated by impacting 4 mm radius and 18.5 mm length APP, and fractographic evaluation was performed using an SEM. In stage 4, Electrochemical studies and the nitric acid mass loss test (NAMLT) was carried out to analyze the corrosion behavior of the UWFSWed 5083 Al alloy in seawater.
2 Materials and Methodology
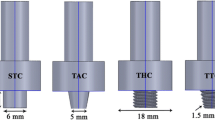
This research used Armour Grade Aluminum Alloy AA5083 as the parent material, with dimensions of 100 × 150 × 6 mm thickness. The FSW welding was prepared to the desired dimensions using a vertical milling machine. Tables 1 and 2 provide the weld parameters and chemical composition of the base materials. The transverse rate at which the tool rotates during the UWFSW process is controlled by tool pin geometry, which is important in material flow and transformation. A scanning electron microscope was used to examine the microstructures of the base material and UWFSWed specimens as shown in Fig. 1(a), the matrix of the base material contained coarsened phases (α) and secondary phases (β). The primary (α) phase of the alloy is seen as a brighter region, and the secondary (β) phase of the alloy is seen as a darker region in the micrograph. Figure 1(b) depicts the XRD graph of the base material, which shows the presence of two distinct phases (α-Al and β-Al3Mg2) in the -matrix. The FSW tool is built of H13 hot work chromium tool steel, which is chosen for its great strength, durability, and cheap cost. This tool material is more resistant to softening, particularly while operating at high temperatures like 550-600 °C at optimum tool speeds. A straight hexagonal (SH) tool, a straight cylindrical (SC), and a cylindrical threaded (CT) pin-profiled tool were used to make the weld joints. The FSW tool's shoulder diameter was 18 mm, and the pin length was 5.85 mm; the same dimensions were used for all three pins.

(a) SEM image of AA5083 (BM) and, (b) XRD of AA5083(BM)
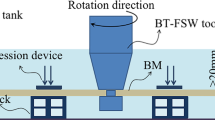
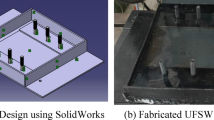
The weld joints were generated using a CNC vertical milling machine FSW setup. Figure 2(a-d) describes a pictorial view of the FSW machine, UWFSW setup, tool collet, fixtures, and various tool pin profiles. ASTM-E08 standard for tensile standards preparation. A CNC milling machine was used to fabricated the dimensions of the tensile test specimens at a right angle to the UWFSW welding direction. Specimens were tensile tested using universal testing equipment with a capacity of 200 kN [Model: UNIVERSAL-TUE-CN-200 tensile]. UTM crossheads were subjected to a load of 200 kN at a crosshead speed of 1.5 mm/min at room temperature with a strain rate of 10−4/s−1. The yield strength, tensile strength, and percentage of elongation were measured for the BM and various UWFSW joint designations. For each joint designation, three specimens were tested. To further understand the impact of piercing, an optical microscope [Model: BX41-M, OLYMPUS] was used to perform a microstructure study of the BM, UWFSW penetrated the bullet region in various locations. The samples were sectioned and polished with different grit levels of emery paper before being polished using synthetic fibre linen as well as diamond paste. A solution comprising (92% distilled water, 2% hydrogen fluoride, 2% HNO3, and 4% HCI) was used for chemical etching. The FSW joints were produced using the process parameter (TRS of 1200 rpm and TTS 40 mm/min) based on the welding window (loop) shown in Fig. 2(f), the loop made with references to prior own investigations.

(a) GSK 218MC-H-CNC (b) UWFSW setup (c) tool holder, and (d) Acrylic reservoir (e) Various tool pin profile schematic and original (f) welding window (loop)
Figure 3(a) and (b) shows the tensile fractured specimen and schematic of the tensile standard. The sample was cut to the required size perpendicular to the weld direction using Wire cut EDM(EASSCUT). After machining, the prepared tensile specimen was inspected. A hardness test was done throughout the different FSW sections of the weld joints using the Vickers hardness assessment equipment. Graf Sergeant reagent (15.5 ml nitric acid, 0.5 ml of hydrofluoric acid, 0.5 ml of chromic acid, 84 ml of clean water solution) was used to polish and etch the specimens after they were cut perpendicular to the welding path. Hardness was estimated using a Vickers hardness tester with a load of 5 kg and a dwell duration of 10 s. The beta phase of the specimens was determined. A Vickers hardness testing equipment was used to determine macrohardness in accordance with the ASTM-E-384-05 specification. A transverse cross section of the specimen was obtained. On either side of the weld, hardness values were recorded at 2 mm spacing. SEM examination was done after they were etched with a 40% phosphoric acid solution, which significantly damages the beta phase, leaving plainly detectable pits to clearly highlight the beta phase sites.

(a) Tensile tested (fractured) specimen, and (b) schematic of the tensile specimen as per ASTM-E8 standard
According to ASTM G67-93, the Nitric Acid Mass Loss Test (NAMLT) was performed to evaluate the vulnerability to intergranular degradation. The samples were 50 × 10 mm in length and 6 mm in thickness. They were polished with 1200 grit sandpaper in the direction of rolling (base) metal with the exposed transverse surface and perpendicular to the identical transverse surface exposure in the direction of welding (weld). The samples were then etched for 60 s at 80 °C in a 5% NaOH solution. The samples were cleaned and rinsed in distilled water after the foreign material was removed. After drying, the samples were air-dried and weighed to the nearest 0.1 mg. The samples were then subjected to the NAMLT test by being submerged for 24 h in a 70% nitric acid solution at 30 °C. The samples were then air dried, reweighed, and cleaned in distilled water and acetone. In the potentiostat tests, different polarisation potentials were applied to seawater for 20 min and evaluated in terms of changes in the current density over that time as well as the current density that remained after that time at the applied potential (Ref 26,27,28). With aeration, a Tafel analysis was carried out from the OCP up to 0.25 V under both anodic and cathodic circumstances. Through comparison with multiple reference specimens, the Tafel analytical data was used to calculate the corrosion potential and corrosion current density. For 24 h, seawater embrittlement was used to test the galvanic tests between the base metal and the welding metal. In the potentiostat test the standard silver chloride reference electrode was used, and a platinum mesh was used as a counter electrode.
According to ASTM F1233-98 specifications, Fig. 4 depicts the schematic of ballistic tests performed on AA 5083 UWFSWed plates for a particular projectile velocity. The ballistic experimental setup is shown in Fig. 5. The targets were struck with an (APP) that weighed 24 g and had a strong steel core. According to Fig. 6, the projectiles were fired with a 40 cm distance between the gun barrel and the target plate at an angle of 0° of attack. Ballistic impact tests were done on aluminum (AA5083) BM and UWFSW joints. In stage 1, BM was tested at distinct velocities: 200 m/s which are referred to as (base metal targets) BM, and weld metal targets A, B, and C, respectively. These UWFSW joints possessed excellent mechanical properties and were faultless. For each projectile contact, a backing plate made of A36 steel is positioned behind the target. Table 3 illustrates the ballistic experimental setup.

Schematic of ballistic testing setup

Ballistic experimental setup

Armour Piercing (dynamic) Projectiles hit the target
For TEM analysis, the samples were jet thinned by reducing the thickness of the specimens 3 mm discs to 80 µm, followed by micro polishing and dimpling. Jet thinning was accomplished with tenupol-5 and the electrolyte 25% nitric acid + methanol. The temperature is − 20 °C, and the voltage is 12 V.
3 Results and Discussion
3.1 Microstructure Studies on Joints
SEM micrographs of the BM and different locations of the UWFSW joints are depicted in Fig. 7(a) and (b). The BM area has a non-consistent microstructure with dendrites and an intermetallic framework. Figure 7(c) depicts the microstructure at grain boundaries, which consists of primary Al-Mg and the intermetallic phase Al3Mg2. The bulk of the intermetallic element was dissipated after the bullet piercing on the weld site, as shown in Fig. 7(d). Energy-dispersive x-ray analysis (EDX) confirms the existence of the Al3Mg2 phase on ballistic tested samples, as depicted in Fig. 7(e). The migration of Al from the Al3Mg2 intermetallic state and supersaturated eutectic Al-Mg dendrites to the adjacent main Al-Mg dendrites results in a halo arrangement, these results agreeing with Fig. 13(e). When contrasted to the BM area, the TMAZ region has a relatively homogeneous microstructure (Fig. 7f). The fine-grained dynamic recrystallized pattern can be seen in the NZ, but the dendritic structure largely vanishes owing to fast solidification. Figure 7(g) shows that the NZ of weld contains many fine and equiaxed grains, the primary reason for the region's structure resemblance is due to DRX. Small precipitations were visible at the grain boundary in Fig. 7(h), which shows the SEM microstructure of the UWFSWed HAZ. The SEM image in Fig. 7(i) shows quite discontinuous precipitates near the grain boundaries. When precipitates form after UWFSW, the NZ hardness is slightly lesser than that of the BM.

SEM image of (a) BM, (b) NZ of weld fabricated by SH-pin and (c) microstructure at grain boundaries (d) Bullet passing zone and (e) XRD of bullet passing zone (f) SEM image of TMAZ zone (g) NZ and (h) HAZ zone (i) SEM image of randomly formed precipitates in grains, (j-l) EBSD mis-orientation distribution boundary maps of joint fabricated by SC, CT and SH pin profiles
Fig. 7(j-l) shows that continuous dynamics recrystallization effect, the process of recrystallization is unaffected by the underwater technique, as the dynamic recovery (DRV) that results from water cooling occurs first. During this phase, the accumulated strain energy is released, and as a result, the continuous dynamic recrystallization (CDRX) process begins. As a result, the grain is refined during this process rather than later as a separate heat treatment. In stage one grains are bulging, then broken of grain boundaries further the grains are migrated to form the sub grains, the combined effect of dynamic recovery (DRV) and water cooling the accumulated strain energy relived, further the low angle grain boundaries (LAGBs) or transform in to high angle grain boundaries (HAGBs). The grain boundaries of HAGBs having disordered structure so is used to impede the dislocation motion. Cause of this effect the strength become more. Figure 7(l) shows that The SH pin produced more degree of deformation so higher volume fraction of HAGBs are obtained, so the strength was improved by the joint fabricated by SH pin profile. Further the joint will improve the mechanical performance of the sample.
3.2 Tensile Properties of FSW Joints
The material in the WNZ is heated and mixed by the tool pin and shoulder, which also increase friction and limit the escape of the softened material from the weld area. In order to maintain the correct profiles of the tool pins in the UWFSW joints and guarantee maximum strength and homogeneity in the microstructures, a heating characteristic is used. Figure 8 shows that the joint average mechanical properties of the weld joint made by different pin profiles. The joint fabricated from the SH profile produced the highest yield (225 MPa), tensile (274 MPa), and elongation percentage (17.68%) were produced by the combination of constant speed of 1200 rpm, speed of 40 mm/min and angle of 1°.

Influence of tool pin profile on the tensile strength
The joint made by the other counter (SC and CT) pin, has led to a significant increase in grain growth, which has reduced the capacity of the welded samples. Due to the fast WS, the fracture developed in the NZ area of the joint. As a consequence, quicker cooling rates and inadequate heat input arise from high welding speeds, which could result in inappropriate metal mixing and inadequate bonding to UWFSWed specimens.
An increasing the WS reduces the strength and percentage of the AA5083 UWFSW joints. The weld samples made by SC and CT are broken on the advancing side of TMAZ. The NZ closest to the advancing side is subject to significant temperature effects. It also has a better plastic transformation than the retractable side during the FSW process. As a result, alpha grains form on the AS side of TMAZ, reducing its strength and ultimately leading to cracking. During tensile testing of Mg plates manufactured utilizing the FSW technique, Nevertheless, as previously stated, sample weld by SH pin (1200 rpm, 40 mm/min) is more soluble than the other samples. As previously stated, the appropriate mix of TRS and WS may add to the durability of the joints. The tool's rapid rotation speed created extreme temperatures, which caused the material to shift higher in the NZ region, resulting in micro-voids, which could be one of the motives why the merged designations A and B collapsed at-NZ. As a consequence of inadequate heat generation and metal saturation in the NZ area, several internal flaws in the weld joint occur. As a consequence, the SH profile has optimized heat and material flow. Shear deformation was also seen in the SH-profiled pin, and the NZ was exposed to a substantially processed microstructure as a consequence of the tool's pulsing activity, culminating in enhanced mechanical characteristics of the joint.
The coordinated material flow is mostly determined by the pin profile. Three distinct kinds of pin profiles were employed in this study: threaded tool pin, cylindrical, and hexagonal pin profiles. When contrasted to other joints, the hexagonal pin connection resulted in increased mechanical durability. Because it had the most vertical edges, the SH pin profile expelled a massive quantity of materials in the pin-influenced zone.
As a result, it generates more pulses. The joint created with the SH pin at 1200 rpm rotational speed, 40 mm/minute tool transverse speed, and 1° tool tilt angle provided deficit eradicated and secure joints. The tensile strength was 274 MPa when the process variables were integrated.
The SH tool produced a joint efficiency of 80.5%, which is 10% higher than the joint produced by the CT tool pin and 13% higher than the joint produced by the SC tool pin.
Figure 6(f-h) shows the discovery of TMAZ and HAZ defects in SH pin profile joints. The smooth, featureless surface reduces friction, while the softened material promotes gliding. The lack of features also makes it difficult to manage material flow effectively. From the shoulder affected area (SIR) to the pin affected area (PIR) or from top to bottom to the joint, the transfer of material from AS to RS and from RS to AS is uniform. Therefore, the best values of heat input and material flow are used throughout the WNZ. The flow of materials must vary along with the heat input to achieve a balance between the two because the material cannot be supported or directed by straight and smooth conical profiles (Ref 36, 37). The microstructure of the BM is shown in Fig. 7(a) (AA5083). As can be seen, AA5083 has some precipitates distributed along the grain boundaries and a semi-equiaxial microstructure with a grain size of 26 micron. The average size of the precipitates of this phase (Al3Mg2) is 6 microns. The linear intercept method is used to calculate the average grain size. The microstructure of the welded nugget area under different welding conditions with SH pin is shown in Fig. 7(b). The welding environment and processing parameters significantly affect the microstructure of the NZ compared to other areas. In fact, the microstructure of all samples changed slightly due to faster cooling rates in AS-TMAZ and RS-TMAZ. When cooling due to high dislocation density and dynamic recovery (DRV) was simultaneously added, high angle grain boundaries (HAGB) were formed and eventually a fine grain size was achieved. The main mechanisms of the effect of these modifications on the grain structure are based on the phenomena of active dynamic recovery observed during the UWFSW process (Ref 18, 38).
3.3 Hardness
Figure 9 depicts the macrohardness of a weld cross section. BM had a hardness value of around 135 HV. 115 HV was the maximum hardness level in the TMAZ and on the retreating side, whereas 121 HV was the lowest hardness value in the agitated zone. The lowest hardness value in the AS of the HAZ was 105 HV. The hardness curve in the NZ was consistent from the center of the segment, but not in the TMAZ or HAZ. The varieties of ductile hole expansion failure processes are influenced by the projectile form, size, velocity, as well as target thickness. It is most commonly observed when thicker targets are struck by ogival arch-shaped projectiles. The hardness of the target material has a significant impact on this type of failure. In all of the joints, the hardness was highest in the NZ of the weld, and the hardness curve was asymmetric when contrasted to the welding center point. The high-temperature reinforcement on the advancing AS caused increased coarsening and re-dissolution of precipitates, lowering the hardness.

Influence of tool pin profile on the hardness
According to Fig. 7(b), the flawless NZ is mainly due to the larger transformation layer formed around the tool pin. The SH profile now has a balanced material flow and optimal heat transfer. NZ underwent extensive microstructural work due to the pulsation effect of the tool, resulting in higher mechanical properties in the joint. The pin with the SH profile also showed shear deformation. The recrystallization process is controlled by the optimal heat generation and plastic deformation that occur during the UWFSW process in NZ. As a result, the NZ joint created by the SH has a new collection of fine grains. The SH profile tool produces more frictional heat than the SC and CT profile tool pins because it has a larger frictional contact area. It is clear that there is a significant correlation between ballistic performance and weld zone hardness. On the other hand, the size and density of the second phase precipitates determine the hardness of aluminum alloys based on the size of the precipitates. In addition, differences in brittle flaking tendency were observed for samples with the same hardness level and different microstructures. The failure mechanisms of ballistic impact sites have been extensively investigated to further explain these effects.
3.4 Ballistic Performance
Cross sections of the damaged targets were used to determine the depth of penetration. A Wire EDM (EASS-CUT) machine was used to section the projectile impacted region on the welded samples, and the images were taken along the projectile impacted samples of various conditions, as shown in Fig. 10(a-d). For each target, the perforation hole width and total crack length were measured. It compares the ballistic testing results of base metal and UWFSWed joints. Figure 10(b) and (c) depicts the front aspect of targets following ballistic testing. Ballistic testing with a lead projectile resulted in damage in the form of a perforated hole with a quantifiable depth and width and cracks around the hole. Fractures were developed as a result of the projectile's considerable impact energy being transferred to the surface, causing tangential shear strains on the weld surface. The depth of penetration of the projectile into the target fabricated by SH pin profile shown in Fig. 10(d) decreased significantly as particle size decreased, and the observed result is consistent with hardness data. Furthermore, the UWFSWed joints fabricated by the TRS 1200 rpm and TTS 40 mm/min decreased the depth of penetration of the projectile and resulted in the projectile completely stopping in the target plate. The projectile is clearly visible in the perforation shown in Fig. 10(d) without any cracking and bulging effects. As a result, UWFSWed joints made with an SH, TRS of 1200, and TTS of 40 mm/min can be successfully used to create effective joints. Ballistic testing of UWFSWed targets showed that in the majority of instances, ductile hole development is dominant. The hardness and ductility of the material induced this sort of failure. The AA 5083 aluminum alloy target fabricated by SH pin did not exhibit fragmentation failure. This will have an effect on the UWFSW joints' ballistic effectiveness. The DOP value of the BM was somewhat reduced in FSW joints than in welded joints. A fractographic analysis was performed to comprehend each target's fracture behaviours. Figure 11(a-d) depicts a cross section of the BM and the damaged target was used to determine the depth of penetration (DOP). DOP has measured the range between 4 and 5.5 mm on the welded targets it is exhibited in Table 4. With the decrease in grain size, the depth of penetration of the bullet into the UWFSWed fell dramatically. The depth of penetration of the bullet was reduced, and as a result, the bullet came to a complete stop at the dense target plate.

Front face projectile impacted UWFSWed joints after the ballistic test (a) BM, (b) welded by SC-pin, (c) welded by CT-pin, (d) Welded by SH-pin

Cross section of projectile impacted UWFSWed joints after the ballistic test (a) BM, (b) welded by SC-pin, (c) welded by CT-pin, (d) Welded by SH-pin
As a result of the altered grain structure observed in the NZ sample, the UWFSWed sample showed a different backside cracking behavior from the base plate. Nugget has a weak shear texture and an extremely fine, roughly equiaxed grain structure that is characteristic of all FSW in aluminum. Therefore, in this case, grain boundary decohesion did not cause lateral deflection of the exfoliation crack. The grain structure of the recrystallized weld nugget, which has not been completely dissolved by the welding thermal cycle and contains a significant population of coarse grain boundary precipitates, is shown in the cross section image in Fig. 11(a-d). The inset from the edge of the bullet exit hole in Fig. 12(e), (f) and the undamaged microstructure show that exfoliation cracks readily follow densely populated grain boundaries. As previously discussed, the effect of UWFSW on hardness through thickness will directly affect the amount of energy absorbed during ductile hole expansion. However, a nugget structure of FSW that extends to the base of the plate or from a weld made on the opposite side of the projectile impact will also reduce the loss of kinetic energy, as the grain boundaries are more prone to cracking are facilitated. which in turn reduces the amount of peeling. The area that deforms close to where a projectile has pierced a target. According to Fig. 12(d) and (e), the impact site deformation zone has experienced severe localized shear, which has caused crack nucleation within shear bands. The SEM analysis' observation of the pattern quality (Fig. 12d-f) also showed the development of numerous fine-scale shear bands in the impact site deformation zones of samples with all kinds of tool pin conditions. These finer features give rise to coarser shear bands, some of which cross grain boundaries and link together to form trans granular features that can withstand strong shear strains and eventually form cracks. As can be seen, the weld created by the SC and CT pin profiles exhibits extremely severe adiabatic shear banding.

ASB region of NZ and fractography of fractured surface after ballistic test of striking velocity 250 m/s (a, d) SC-pin, (b, e) CT-pin, and (c, f) SH-pin
An SEM was used to perform the fractographic study of the projectile-impacted areas. Figure 12(a-c) shows the SEM image of the adiabatic shear region on the weld nugget zone and Fig. 12(d-f) shows the entry of projectiles. Projectile impacted fractured zones indicate ductile and shear fracture failure modes. When welded samples (SC and CT) were contrasted to BM as well as welded samples by SH pin profile, a greater number of adiabatic shear bands (ASBs) were found in the UWFSW crater region, resulting in a reduction in ballistic effectiveness. The plugging mode failure of the UWFSW target was due to the presence of significant shear stress in the vicinity of the penetration area. As a consequence of impacting projectiles, ASBs were discovered in the tensile introduction region. The fact that there are small dimples suggests that the DOP value was lowered because of a process of penetration helped by ductile hole enlargement. Non-dispersing microcracks have been identified in UWFSWed areas with optimal parameters as shown in Fig. 12(c) and (f). The results confirmed the ability of the weld made of SH pin profile. Comparatively the nugget zone to absorb the impact of the projectile effect on the small ASB structure, resulting in a low number of microcracks.
3.5 Corrosion Behavior
The SEM micrographs showing the dispersion of the β-phase in BM, which was preferentially etched with a 40% phosphoric acid mixture, are depicted in Fig. 13(a). This etchant displays just the β-phase via selective etching. The BM had a continuous distribution of small pits, whereas the UWFSWed joints fabricated by SH-pin had a discontinuous system of β-phase precipitates on the grain boundaries (Fig. 13b). In addition, when the NZ of SH-pin weld with BM were compared, the NZs had depressions that were smaller than the BM. Furthermore, β-phase precipitation next to grain boundaries was minimum and randomly distributed in the weld made by SH pin. Figure 13(c) shows representative TEM micrographs of BM and “SH-pin” weld specimens. The majority of the grain boundaries were precipitate-free. Precipitates, on the other hand, were observed in the specimens nearer to the grain boundary. In Fig. 13(d), a circle represents one such precipitate. The EDS result in Fig. 13(e) shows the presence of β-phase precipitate. These findings indicated that the β-phase precipitation was controlled at the grain boundary during the UWFSW.

(a) SEM image of BM (β-phase identification), (b) WNZ of joint fabricated by SH-pin(c) TEM image of NZ (β-phase identification), (d) Al3Mg2 Precipitates in near grain boundaries and, (e) Elemental distribution at weld nugget zone
The temperature profile obtained during the FSW with SH pin and UWFSW process for the TRS of 1200 rpm, TTS of 40 mm/min with SH-pin is shown in Fig. 14. According to the estimated temperature from UWFSW, the greatest and lowest peaking temperatures were about 160 and 225 °C, correspondingly.

Temperature at NZ during FSW with SH-pin and UWFSW with three different pins (SH, CT, and SC)
As a consequence, the maximum temperature of the NZ in this research is great enough for the Al3Mg2 intermetallic compound in the Al 5083 alloy to diffusing from the matrix. According to these observations, part of the β-phase dispersed in the aluminum matrix as a consequence of the highest temperature surpassing 200 °C. Additionally, it is assumed that SH-tool stirring mechanically fragmented, spread, and combined β-phases into distinct morphologies. According to these observations, the β-phase architecture of the NZ and BM should change owing to disintegration, fracture, and blending. The NAMLT findings for the Al 5083 alloy parameters examined are shown in Table 5. Figure 15(a-d) shows the experimental setup of NAMLT with sample preparation. The BM mass loss in more comparatively the loss produced by the welded samples. The mass loss in the Al 5083 alloy is previously proven to be related to the quantity of β-phase. The size, as well as volume of the β-phase, were less than that of the BM due to frictional warming and tool agitation. As a consequence, the mass loss of the NZ was smaller than that of the BM. ASTM G67, on the other hand, recommends that the quantity of mass loss in Al 5XXX class compositions be less than 15 g/cm2 for acceptable intergranular corrosion resilience, meaning that both the BM and NZ were immune to intergranular corrosion. It is also known that Al 5XXX series alloy is prone to intergranular corrosion after being subjected to a moderately increased temperature of 175 °C. Depending on these results, it is inferred that the Al 5083 alloy has excellent intergranular corrosion characteristics in the lack of sensitized thermal processing as well as precipitation development on grain boundaries during UWFSW.

(a)NAMLT-Setup as per ASTM G67, (b) double jacket cell connected to water circulation bath, (c) specimen etched in 5% NaOH solution at 80 °C for 1 min and water rinsed and, (d) Specimen after 24 h of exposure in concentrated nitric acid
The precipitated β-phase of Al3Mg2 was also found in the matrix on the grains proximal to the grain boundaries, according to EDS analysis and SEM micrographs. In light of these results, it is assumed that the precipitated -phase was disintegrated by the nitric acid solution during the NAMLT, causing significant mass loss. Not withstanding the sensitization thermal treatment, mass loss was minimal in the joint made by SH pin specimens. As earlier mentioned, mechanical agitation and frictional heat cracked and disintegrated the precipitated β-phase in the matrix. To put it another way, the quantity of precipitated β-phase in the matrix was reduced. Figure 16 depicts the phase diagram of AA 5083 as well as the TEM imagery of NZ. Nevertheless, Al6Mn particulates did not disperse in the matrix and had nearly identical dispersion in BM and SZ. The solidus temperature of Al + Al6Mn is around 655 °C, which is greater than the melting point of Al 5083 alloy (roughly 640 °C). Al6Mn did not melt in the matrix during FSW/UWFSW due to the maximal temperatures during FSW/UWFSW.

Phase diagram of AA-5083 along with TEM image of NZ
3.6 Potential Dynamic Polarization
Tafel curves were used to evaluate the corrosion behavior of base metal and UWFSWed joints is illustrated in Fig. 17(a-d). The corrosion potential (Ecorr) of the base metal and the different regions of the UWFSW joints were evaluated using various tool pin configurations. The starting point of metal corrosion is known as “Ecorr” Poor corrosion resistance is indicated by low corrosion potential (more negative) values. For the AA5083 material, the base metal's corrosion potential was the least (− 878 mV) (Fig. 17a) when compared to the weld joints (− 700 mV and 710 mV) (Fig. 17b and c). This shows that the base metal’s corrosion resistance is lower than the weld joints.

TAFEL graph (a) BM, (b) and (c), UWFSWed joints fabricated by SH and CT pin profiles
Because of this, water cooling can be used to make the friction stir welded joint more resistant to corrosion. Corrosion occurs due to the potential discrepancy between the precipitates and the aluminium matrix. Corrosion will increase as the potential difference increases. According to XRD, the Al3Mg2 precipitates make up the majority of the precipitates in the AA5083 alloy. Compared to the Al matrix, the potential of the Al3Mg2 is higher.
As a result, the precipitate functions as the cathode and the matrix operates as the anode. Scouring is the preferential dissolving of the aluminum matrix (anode) surrounding the precipitate (cathode) at the beginning of the corrosion process. The precipitate itself begins to dissolve and form a pit with possible modifications and clustered forms of precipitates also observed in BM as shown in the backscattered diffraction (BSD) result in Fig. 18(a) and (b). More corrosion occurs on the base metal surface when a continuous network of precipitates is present. Water-cooled corroded surfaces of FSW joints have grooves and pits. The existence of a non-precipitate zone (PFZ) speeds up corrosion response. A substantial potential disparity between the PFZ and the precipitates in the adjacent region caused galvanic coupling, which enhanced metal corrosion. The mean grain dimension of the water-cooled NZ is smaller than BM, and precipitates are dispersed arbitrarily (Fig. 18c and d). A huge grain boundary area is formed by tiny grains. Grain boundaries are prominent areas for the production of oxide films, which increases corrosion susceptibility. Furthermore, when contrasted to a BM with crude precipitates arranged along grain boundaries, arbitrarily scattered fine precipitates in the water-cooled NZ minimized the corrosion rate. The water-cooled NZ has more corrosion resilience than the BM.

(a) BSD result of BM, (b) EDS result of BM spectrum, (c) BSD result of NZ of joint fabricated by SH-pin, and (d) EDS results of NZ of the weld
4 Conclusion
The influence of FSW process variables on the ballistic resilience of AA5083-UWFSWed joints is systematically examined. The present work is to comprehend the applicability of AA5083 plates as well as welded joints for the building of a lightweight protection passive armours for military applications, and the findings are outlined as given below:
-
Using a straight hexagonal pin profile tool, a defect-free Aluminum alloy AA5083 UWFSW joint was obtained. The TRS of the tool was 1200 rpm, TTS was 40 mm/min, and TTA 1° produced the highest joint tensile strength (274 MPa). The joint efficiency is 76% obtained.
-
DOP has measured the range between 3.1 and 5.5 mm on the welded targets.
-
The DOP value is a minimum (3.1 mm) for a joint made by SH-pin. The depth of penetration made by the bullet was reduced, and as a result, the bullet came to a complete stop at the weld target plate without producing bulging or creaking on the weld area.
-
Post-ballistic fractographic examination of the cracked area revealed the development of ASBs, micro-fractures, and macro cracks in the UWFSWed plates. There were fewer ASBs lines and microcracks on the UWFSWed targets.
-
Depending on the shape and size of the precipitates, the mass loss for the BM increased in NAMLT. This implies that the higher mass depletion is caused by β-phase precipitation at the grain boundaries. Comparatively, the mass loss is low 1.8 mg/cm2 for joints made by SH pin.
-
From the electro chemical analysis, for the AA5083 material, the base metal's corrosion potential was the least (− 878 mV) when compared to the weld joints (− 700 and 710 mV). This shows that the base metal's corrosion resistance is lower than the weld joints. The fine size of precipitates and homogeneous distribution of Al3Mg2 by hexagonal pin, the reduction in the galvanic coupling. Owing of this less pitting effect.
Abbreviations
- AA:
-
Aluminum alloy
- AS:
-
Advancing side
- RS:
-
Retreating side
- BM:
-
Base material
- DRV:
-
Dynamic recovery
- DRX:
-
Dynamic recrystallization
- CDRX:
-
Continuous dynamic recrystallization
- EDX:
-
Energy-dispersive-x-ray analysis
- FSW:
-
Friction stir welding
- UWFSW:
-
Underwater friction stir welding
- UWFSWed:
-
Underwater friction stir welded
- HAZ:
-
Heat-affected zone
- TMAZ:
-
Thermo mechanically affected zone
- NZ:
-
Nugget zone
- HV:
-
Hardness (Vickers)
- SEM:
-
Scanning electron microscope
- TEM:
-
Transmission electron microscope
- ASB:
-
Adiabatic shear banding
- SZ:
-
Stirred zone
- SH:
-
Straight hexagonal tool pin
- TRS:
-
Tool rotational speed
- TTS/TTV:
-
Tool transverse velocity
- TTA:
-
Tool tilt angle
- LL:
-
Longitudinal length
- RSs:
-
Residual stresses
- APP:
-
Armoured piercing projectile
- DOP:
-
Depth of penetration
- NAMLT:
-
Nitric acid mass loss test
- EBSD:
-
Electron back scattered diffraction
- PFZ:
-
Precipitate free zone
- BLV:
-
Ballistic limit velocity
References
S.K. Sundaram, A.G. Bharath, and B. Aravind, Influence of Target Dynamics and Number of Impacts on Ballistic Performance of 6061-T6 and 7075-T6 Aluminum Alloy Targets, Mech. Based Des. Struct. Mach., 2022, 50(3), p 993–1011.
K.M. Kpenyigba, T. Jankowiak, A. Rusinek, R. Pesci, and B. Wang, Effect of Projectile Nose Shape on Ballistic Resistance of Interstitial-Free Steel Sheets, Int. J. Impact Eng., 2015, 79, p 83–94.
M. Rodriguez-Millan, D. Garcia-Gonzalez, A. Rusinek, and A. Arias, Influence of Stress State on the Mechanical Impact and Deformation Behaviors of Aluminum Alloys, Metals, 2018, 8(7), p 520. https://doi.org/10.3390/MET8070520
N.V. Banichuk and S.Y. Ivanova, On the Penetration of a Rotating Impactor into an Elastic-Plastic Medium, Mech. Based Des. Struct. Mach., 2016, 44(4), p 440–450.
G. Tiwari, M.A. Iqbal, P.K. Gupta, and N.K. Gupta, The Ballistic Resistance of Thin Aluminium Plates with Varying Degrees of Fixity along the Circumference, Int. J. Impact Eng., 2014, 74, p 46–56.
X.P. Liang, H.Z. Li, L. Huang, T. Hong, B. Ma, and Y. Liu, Microstructural Evolution of 2519–T87 Aluminum Alloy Obliquely Impacted by Projectile with Velocity of 816 m/S, Trans. Nonferrous Met. Soc. China, 2012, 22(6), p 1270–1279.
M. Hosseini and H. DaneshManesh, Immersed Friction Stir Welding of Ultrafine Grained Accumulative Roll-Bonded Al Alloy, Mater. Des., 2010, 31(10), p 4786–4791.
M.A. Iqbal, A. Diwakar, A. Rajput, and N.K. Gupta, Influence of Projectile Shape and Incidence Angle on the Ballistic Limit and Failure Mechanism of Thick Steel Plates, Theor. Appl. Fract. Mech., 2012, 62(1), p 40–53.
E.A. Flores-Johnson, O. Muránsky, C.J. Hamelin, P.J. Bendeich, and L. Edwards, Numerical Analysis of the Effect of Weld-Induced Residual Stress and Plastic Damage on the Ballistic Performance of Welded Steel Plate, Comput. Mater. Sci., 2012, 58, p 131–139.
P. Upadhyay and A.P. Reynolds, Effects of Thermal Boundary Conditions in Friction Stir Welded AA7050-T7 Sheets, Mater. Sci. Eng. A, 2010, 527(6), p 1537–1543.
M.A. Mofid, A. Abdollah-Zadeh, F.M. Ghaini, and C.H. Gür, Submerged Friction-Stir Welding (SFSW) Underwater and under Liquid Nitrogen: An Improved Method to Join Al Alloys to Mg Alloys, Metall. Mater. Trans. A Phys. Metall. Mater. Sci., 2012, 43(13), p 5106–5114.
F. Rui-dong, S. Zeng-qiang, S. Rui-cheng, L. Ying, L. Hui-jie, and L. Lei, Improvement of Weld Temperature Distribution and Mechanical Properties of 7050 Aluminum Alloy Butt Joints by Submerged Friction Stir Welding, Mater. Des., 2011, 32, p 4825–4831. https://doi.org/10.1016/j.matdes.2011.06.021
T.W. Nelson, R.J. Steel, and W.J. Arbegast, In Situ Thermal Studies and Post-Weld Mechanical Properties of Friction Stir Welds in Age Hardenable Aluminium Alloys, Sci. Technol. Weld. Join., 2003, 8(4), p 283–288.
W.F. Xu, J.H. Liu, D.L. Chen, G.H. Luan, and J.S. Yao, Improvements of Strength and Ductility in Aluminum Alloy Joints via Rapid Cooling during Friction Stir Welding, Mater. Sci. Eng. A, 2012, 548, p 89–98.
M. Ammar, A. Abdollah-Zadeh, M. Ghaini, C.H. Gür, and G. Gür, Submerged Friction-Stir Welding (SFSW) Underwater and Under Liquid Nitrogen: An Improved Method to Join Al Alloys to Mg Alloys, n.d.
S.S. Sabari, S. Malarvizhi, V. Balasubramanian, and G.M. Reddy, Experimental and Numerical Investigation on Under-Water Friction Stir Welding of Armour Grade AA2519-T87 Aluminium Alloy, Def. Technol., 2016, 12(4), p 324–333.
H.J. Liu, H.J. Zhang, Y.X. Huang, and L. Yu, Mechanical Properties of Underwater Friction Stir Welded 2219 Aluminum Alloy, Trans. Nonferrous Met. Soc. China, 2010, 20(8), p 1387–1391.
O. Lorrain, V. Favier, H. Zahrouni, and D. Lawrjaniec, Understanding the Material Flow Path of Friction Stir Welding Process Using Unthreaded Tools, J. Mater. Process. Technol., 2010, 210(4), p 603–609.
S. Hirasawa, H. Badarinarayan, K. Okamoto, T. Tomimura, and T. Kawanami, Analysis of Effect of Tool Geometry on Plastic Flow during Friction Stir Spot Welding Using Particle Method, J. Mater. Process. Technol., 2010, 210(11), p 1455–1463.
Q. Wang, Z. Zhao, Y. Zhao, K. Yan, and H. Zhang, The Adjustment Strategy of Welding Parameters for Spray Formed 7055 Aluminum Alloy Underwater Friction Stir Welding Joint, Mater. Des., 2015, 88, p 1366–1376.
S.S. Sabari, S. Malarvizhi, and V. Balasubramanian, The Effect of Pin Profiles on the Microstructure and Mechanical Properties of Underwater Friction Stir Welded AA2519-T87 Aluminium Alloy, Int. J. Mech. Mater. Eng., 2016, 11(1), p 1–14. https://doi.org/10.1186/S40712-016-0058-Y/FIGURES/8
A. Arora, A. De, and T. Debroy, Toward Optimum Friction Stir Welding Tool Shoulder Diameter, Scr. Mater., 2011, 64(1), p 9–12.
Y. Zhang, B. Zhao, H. J.K., and W. C.S., Visual Sensing of the Physical Process During Underwater Wet, 2016.
S.S. Sabari, S. Malarvizhi, and V. Balasubramanian, Characteristics of FSW and UWFSW Joints of AA2519-T87 Aluminium Alloy: Effect of Tool Rotation Speed, J. Manuf. Process., 2016, 22, p 278–289.
J.J. Hoyos, V.F. Pereira, R.R. Giorjao, T.R. McNelley, and A.J. Ramírez, Effect of Friction Stir Welding on Hydrogen Content of ISO 3183 X80M Steel, J. Manuf. Process., 2016, 22, p 82–89.
L.X. Bach, D.L. Son, and M.T. Phong, A Study on Mg and ALN Composite in Microstructural and Electrochemical Characterizations of Extruded Aluminum Alloy, Compos. Part B Eng., 2019, 156, p 332–343. https://doi.org/10.1016/j.compositesb.2018.08.139
J. Soltis, Passivity Breakdown, Pit Initiation and Propagation of Pits in Metallic Materials: Review, Corros. Sci., 2015, 90, p 5–22. https://doi.org/10.1016/j.corsci.2014.10.006
N.D. Nam, V.D. Phung, P.T.P. Thuy, V.A. Dao, S.H. Kim, and J.S. Yi, Corrosion Behaviours of Hot-Extruded AlxMg Alloys, J. Mater. Res. Technol., 2019, 8(6), p 5246–5253. https://doi.org/10.1016/j.jmrt.2019.08.047
P.M. Natishan, S.Y. Yu, W.E. O’Grady, and D.E. Ramaker, X-ray Absorption Near Edge Structure and X-ray Photo Electron Spectroscopy Studies of Chloride in Passive Oxide Films, Electrochim. Acta, 2002, 47(19), p 3131–3136. https://doi.org/10.1016/S0013-4686(02)00232-3
M. Jariyaboon, A.J. Davenport, R. Ambat, B.J. Connolly, S.W. Williams, and D.A. Price, The Effect of Welding Parameters on the Corrosion Behaviour of Friction Stir Welded AA2024-T351, Corros. Sci., 2007, 49, p 877–909.
K. Surekha, B.S. Murty, and K. Prasad Rao, Effect of Processing Parameters on the Corrosion Behaviour of Friction Stir Processed AA 2219 Aluminium Alloy, Solid State Sci., 2009, 11, p 907–917.
A.S. Hassan, T.S. Mahmoud, F.H. Mahmoud, and T.A. Khalifa, Corrosion Behaviour of Dissimilar A319 and A356 Cast Aluminum Alloys Joined By Friction Stir Welding (FSW), Proc. World Congr. Eng., 2010, 2, p 1–12.
J.A. Moreto, Corrosion and Corrosion-Fatigue Synergism on the Base Metal and Nugget Zone of the 2524–T3 Al ALLOY JOINED by FSW process, Corros. Sci., 2021, 182, p 95–107.
Y. Xie, X. Meng, F. Wang, Y. Jiang, X. Ma, L. Wan, and Y. Huang, Insight on Corrosion Behavior of Friction Stir Welded AA2219/AA2195 Joints in Astronautical Engineering, Corros. Sci., 2021, 192, p 109800.
S. Gupta, Influence of Welding Parameters on Mechanical, Microstructure, and Corrosion Behavior of Friction Stir Welded Al 7017 Alloy, Mater. Sci. Eng. A, 2022, 15, p 143303.
R. Saravanakumar, T. Rajasekaran, C. Pandey, and M. Menaka, Influence of Tool Probe Profiles on the Microstructure and Mechanical Properties of Underwater Friction Stir Welded AA5083 Material, J. Mater. Eng. Perform., 2022, 31, p 1–18. https://doi.org/10.1007/s11665-022-06822-4
R. Saravanakumar, T. Rajasekaran, C. Pandey, and M. Menaka, Mechanical and Microstructural Characteristics of Underwater Friction Stir Welded AA5083 Armor-Grade Aluminum Alloy Joints, J. Mater. Eng. Perform., 2022, 31, p 1–14. https://doi.org/10.1007/s11665-022-06832-2
Q. Wang, Z. Zhao, Y. Zhao, K. Yan, and H. Zhang, The Adjustment Strategy of Welding Parameters for Spray Formed 7055 Aluminium Alloy Underwater Friction Stir Welding Joint, Mater. Design, 2015, 88, p 1366–1376.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Saravanakumar, R., Rajasekaran, T. & Pandey, C. Underwater Friction Stir Welded Armour Grade AA5083 Aluminum Alloys: Experimental Ballistic Performance and Corrosion Investigation. J. of Materi Eng and Perform 32, 10175–10190 (2023). https://doi.org/10.1007/s11665-023-07836-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-07836-2