
Abstract
The concurrent use of micro-alloying additions and thermomechanical treatment is a common practice for obtaining high-quality grades of forged steels. Judicious use of chemistry, heat treatment schedule, and controlled processing can lead to a wide range of microstructure and thus final properties suitable for the production of different parts for the automobile industry. In this paper, thermomechanical treatment of Ni-added micro-alloyed steel containing Nb, V, Ti has been carried out with different deformation schedules (50-70%) at high temperatures followed by the varying cooling rate (i.e., forced air cooling, oil quenching, and water quenching). The cooling rates for three conditions were measured as 5 °C/s for forced air cooling, 40 °C/s for oil quenched, and 110 °C/s for water quenched samples. Thermomechanical and post-tempering treatment cycles were employed for the steel with 1150 and 900 °C as upper and lower forging temperatures. The best combination of properties viz; YS: 1044 MPa, UTS: 1308 MPa, % El: 16.7, %RA: 57 and Impact Toughness: 50 J/cm2 could be achieved for 70% deformed samples, followed by forced air cooling. The reasons have been attributed to the segregation of Ti & Nb carbides at grain boundaries as revealed by microstructural analysis. This has led to restriction of grain boundary coarsening at high temperatures. Further, fine vanadium carbide and the presence of retained austenite have contributed to improving the elongation and toughness values.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The continual demand for better structural steels has resulted into innovative efforts leading to the development of high-strength low-alloy (HSLA) or micro-alloyed steels (Ref 1,2,3). Micro-alloyed steels are complex material, which requires highly controlled processing to the desired high strength and toughness through a combination of small grain size and distribution of fine precipitates. Micro-alloying with Nb, V, and Ti either singly or in combination leads to fine grain size, while in solution in austenite. On subsequent cooling the precipitates as carbide and carbonitrides which are fine enough to offer hindrance to mobile dislocation leading to a significant increase in strength. Three possible thermal regimes of hot working exist for the micro-alloyed steels, namely recrystallization, partial recrystallization, and no recrystallization. Controlled rolling therefore aimed at austenite conditioning (i.e., austenite grain refinement) through repeated recrystallization in the roughing section of rolling mills with thermal regime hot working above the temperature of no recrystallization (Tnr), followed by lowering of temperature below Tnr before further deformation in the finishing section of the mill to get pancaked austenite which gives fine ferrite grains on transformation. Thermo-mechanical controlled processing reaped the benefit of accelerated cooling to further refine ferrite grain size and control the volume fraction of low temperature transformation products like upper/lower bainite and martensite. This further leads to the refinement of micro-alloyed carbides and carbonitrides precipitates (Ref 4,5,6,7,8). HSLA steels can be basically of different microstructural types namely, conventional ferrite-pearlite steels, bainite/acicular ferrite steels, martensitic steels, and newly developed multiphase steels containing polygonal ferrite and a second phase of bainite and/or martensite (Ref 1). A wide range of strengthening mechanisms are utilized in HSLA steels including solid-solution strengthening, dislocation substructure, precipitation hardening, and grain refinement. Strengthening by micro-alloying elements greatly exerts an influence on achieving a superior combination of weldability, strength-elongation, notch toughness as well as corrosion resistance at a very low carbon level (Ref 9,10,11,12,13). Further, the presence of micro-alloying elements contributes to improving solid solution strengthening, precipitation hardening, and enhanced hardenability (Ref 14,15,16,17,18,19). It has been investigated and shown that Mn addition makes the steel sensitive to slower cooling rates; further, it does not form any carbides (Ref 20, 21). The choice of micro-alloying elements to use in steel is strongly influenced by their effect on the solubility of carbides and nitrides. The addition of 0.1-0.2 wt.% molybdenum produces a fine grain structure of acicular ferrite and substantially enhances the precipitation hardening effects achieved with the other alloying elements (Ref 22). Overall, fine grain size is essential for micro-alloyed steel to obtain the necessary strength and toughness properties. On the other hand, nickel is an austenitic stabilizer as well as a ferritic strengthener. It does not form carbides in steel. At low temperature, Ni increases the strength and toughness of the ferritic phase and increases hardenability and impact strength. It decreases the corrosion rate if present in micro-alloyed steel (Ref 23). It has been investigated that nickel in micro-alloyed steel increases the forgeability of the steel to a great extent (Ref 24). Also, it has been reported that nickel tends to reduce distortion and cracking during the quenching stage of heat treatment more effectively than other alloying elements and aids in providing fine, uniform bainitic structures thus giving a better combinations of hardenability and strength (Ref 20).
In the present investigation, the mechanical and metallurgical properties of micro-alloyed steel specially alloyed with nickel and several other constituents including Nb, V, Ti, Cr, and Mo were investigated. Special attention has been given to attain an optimized combination of strength and toughness along with high formability by designing different thermomechanical treatment (TMT) and heat treatment (HT) processes. During experiments, specimens were subjected to a reheating temperature of 1150 °C and forged up to 900 °C with different deformation levels (50-70%) followed by three different cooling media, i.e., forced air cooling (FAC), oil quenching (OQ), and water quenching (WQ) and subsequent tempering at 250 °C. The measured cooling rates in these media are 5, 40, and 110 °C/s, respectively. The main objective of this work is to develop the combination of thermomechanical treatment (TMT) and heat treatment (HT) schedules to enhance mechanical properties above and beyond presently used levels.
The results of the present investigation show that the CVN value can be enhanced to a reasonably high level, more importantly without any compromise in UTS or YS values of base material through appropriate TMT and HT processing schedule. At any given condition, i.e., FAC/OQ/WQ, a 70% reduction with 250 °C tempering was found to yield a superior combination of strength and toughness than other samples. Prior austenite grain sizes were measured and corresponding ASTM numbers were analyzed to examine related mechanical properties. All test specimens exhibited no crack formation even after 70% deformation, which implied higher forgeability obtained with controlled process parameters and alloy design. Fractographic studies confirmed a brittle-to-ductile transition after tempering treatment.
Experimental Procedure
Material
The Ni-added micro-alloyed steel used for the experiments was of the chemical composition, shown in Table 1.
The total gas content of the steel was 114 ppm of nitrogen 63 ppm of oxygen and 4.3 ppm of hydrogen. The as-cast micro-alloyed low-carbon Ni-added steel was prepared into twelve different sizes of specimens, 110 × 49 × 12 mm for 70% reduction, 110 × 42 × 12 mm for 60% reduction, and 110 × 35 × 12 mm for 50% reduction from the ingot of size 110 × 70 × 12 mm with the help of power hack saw machine. The test data were cross-examined with iterative experiments thrice to record the standard deviation.
For the selection of lower forging temperature, the following empirical relation (Ref 25) was considered.
In Eq. 1, the elemental concentrations are in weight percent. Based on this equation, the lower forging temperature was taken as 900 °C with 50 °C of added tolerance.
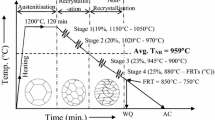
The selection of upper forging temperature was made to dissolve the V(C) precipitates only, keeping NbC and TiC intact so that the austenite grain coarsening could be restricted. The upper temperature was fixed as 1150 °C since the V(C) starts dissolving from 1050 °C and NbC from 1150 °C and upward. Thus, the upper forging temperature, designated as Ac4, was taken as 1150 °C. Figure 1 depicts the schematic thermomechanical treatment cycles, while Table 2 elaborates the details of different thermomechanical cycles for HSLA steel including the intermediate steps.

Thermomechanical and post-tempering treatment cycles employed for HSLA steel with 1150 °C and 900 °C as upper and lower forging temperatures (1: FAC, 2: OQ. 3: WQ)
The treated samples were metallographically polished up to 3000 grit emery paper and finished using 0.05 µm colloidal silica. The samples were then ultrasonically cleaned for 15 min in ethanol before etching using a 2% Nital solution as per ASTM E407 (Ref 25) to analyze the microstructures.
Secondary electron imaging of the metallographically polished sections was performed with a JEOL JEM-6010LA scanning electron microscope (SEM) using 20 kV beam energy. The SEM was equipped with an energy-dispersive x-ray spectrometer (EDS), which was used for x-ray elemental mapping and to verify atomic concentrations. All the prior austenite grain boundaries were investigated using image J processing software through SEM-EBSD at 2000X. It was based on the principle of classification boundaries to different misorientations (i.e., 2-20°, 20-50°, 50-60°). Misorientation of 20-50° belongs to PAGB. Quantitative measurement of the length of boundaries with misorientation in different ranges indicated the properties of lath and grain structure.
Transmission electron microscopy (TEM) was carried out to understand the microstructure and second phases using a JEOL JEM-2000FX transmission electron microscope with beam energy of 200 kV. For transmission electron microscopy (TEM) studies, the samples were sectioned by slow speed diamond cutter and mechanically polished up to 90 μm thickness. Three millimeter disks were punched out from such thin samples and subjected to twin-jet electro-polishing using an electrolyte containing 15% perchloric acid and 85% ethanol at ambient temperature and 60 V (direct current) potential.
Brinell hardness measurements were conducted at ambient temperature on metallographically polished sections using a 10 mm steel ball as indenter. A constant load of 500 kgf was maintained throughout the measurements with dwell time of 15 s. Tensile tests were carried out at an ambient temperature in a screw-driven tensile testing machine, Instron Model 5967, at a strain rate of 10−3 s−1. Charpy impact tests were performed at ambient temperature with JBS 300 impact testing machine. The maximum striking energy of the pendulum was 300 J.
Results and Discussion
We investigate the microstructure and properties of a number of specimens that were subjected to various thermomechanical treatment.
Microstructure
The optical microstructure of samples forged at 900 °C/s with different reductions (50%, 60%, and 70%) followed by water quenched, oil quenched, and forced air cooling are shown in Fig. 2. All the samples were tempered at 250 °C for one hour as can be seen in these Figs, the microstructure of FAC samples (5 °C/s) were predominantly granular bainite with martensite. However, with the increasing cooling rate for OQ and WQ (40 °C/s and 110 °C/s) causes the formation of martensite and bainite. Further, with the increase in deformation percent, the final microstructure is refined and the lenticular shape of the microstructure becomes more prominently with a very fine flaky appearance.

Optical microstructures of HSLA steel after thermomechanical and post-tempering treatments
Figure 3(a) and (d) show scanning electron micrographs of FAC and WQ samples after thermomechanical and post-tempering treatment. The EDS analyses of micro-alloyed carbides for these samples are shown in Fig. 3(b), (c) and (e). Tabulated values in the insets of EDS analysis are average of data accumulated at nearly 20 locations at a beam energy of 20 kV. The presences of various micro-alloyed carbides are visible. It can be seen that the FAC specimen shows a relatively higher amount of Ti, Nb, and V as compared to that of WQ samples. Further, EDS of the matrix for the FAC samples as shown in Fig. 3(c) corroborates that micro-alloying elements are appreciably less compared to that of carbides. In fact, in case of slower cooling rate micro-alloying elements get sufficient time to come out of the matrix.

(a) SEM micrographs of FAC 70% + 250 °C tempering, (b) and (c) EDS analysis of micro-alloyed carbides and matrix of FAC 70% + 250 °C tempering (d) SEM micrographs of WQ 70% + 250 °C tempering (e) EDS analysis of micro-alloyed carbides of WQ 70% + 250 °C tempering
TEM images of 70% deformed WQ specimen after tempering treatment at 250 °C are depicted in Fig. 4(a), (b), (c) and (d); Fig. 4(a) shows the bainitic phase along with dislocations and the presence of few carbides. Since the cooling rate is relatively higher in WQ, there is enormous accumulation of strains and therefore, even after thermal treatment, dislocations could be observed at some places. Figure 4(b), (c) and (d) show selected area diffraction pattern, bright film, and dark field images of carbides. The sketch of SAD as shown in Fig. 4(e) confirms the existence of Nb (CN) as the precipitate ring observed in the SAD pattern.

TEM images of 70% deformed WQ specimen after tempering treatment at 250 °C: (a) showing bainitic phase along with dislocations and presence of few carbides, (b) showing diffraction pattern, (c & d) showing bright field and dark field images, respectively, and (e) showing a sketch of SAD
Figure 5(a), (b), (c) and (d) show the TEM images of 70% deformed OQ specimen after tempering treatment at 250 °C. Figure 5(a) shows the bainitic phase which is identified as partial lath bainite. Figure 5(d) shows fully resolved bainitic lathes with distinct separation of γ-α phase. Figure 5(b) and (c) show the SAD pattern and DF image taken from the (022γ) reflection. The second phase is clearly resolved in the DF image. The sketch of SAD is given in Fig. 5(e), which confirms the presence of retained austenite.

TEM of 70% deformed OQ specimen after tempering treatment at 250 °C: (a) showing bainitic phase as partial lath bainite, (b&c) showing the SAD pattern and DF image, (d) showing fully resolved bainitic lathes with distinct separation of g–a phase (g) showing a sketch of SAD
Similarly, Fig. 6(a), (b), (c), (d), (e), and (f) depict TEM images of 70% deformed FAC specimen after tempering treatment at 250 °C. Martensite–Austenite (M–A) constituent within the ferrite matrix typically found in granular bainite as shown in BF and DF modes. Figure 6(b) and (d) show the diffraction pattern and Fig. 6(g) and (h) show their sketch. In this case, the separation of γ-α phase could be seen distinctly compared to the OQ specimen, as revealed in Fig. 6(f). Figure 6(c) shows separated bands of γ-α phase at higher magnification for better clarity. Figure 6(e) shows a dark field image with carbides, the SAD pattern is given in Fig. 6(d) and sketch as shown in Fig. 6(g). Figure 6(e) confirms the presence of VC. The orientation relationship as determined by SADP is given with the sketch. Figure 6(e) shows the DF image with retained austenite and Fig. 6(b) shows the SAD pattern. Figure 6(h) shows the sketch confirming the presence of retained austenite. The orientation relationship is given with the sketch. The reason for more retained austenite found in the FAC sample can be related to the slow cooling rate.

TEM images of 70% deformed FAC specimen after tempering treatment at 250 °C: (a) bright field image showing dislocations, (b & d) showing diffraction patterns, (c & f) showing separated bands of γ-α phase at a higher and lower magnification (g & h) showing the sketches of both diffraction patterns
Grain Size Determination
The measured prior austenite grain sizes (error bar of ± 4 µm) are shown in Table 3. It has been correlated with corresponding ASTM numbers (Ref 26) for deriving a better understanding of the influence of thermomechanical treatment and after forging heat treatment on the grain size refinement.
It can be seen from Table 3 that with the increasing deformation percentage, the prior austenite grains became marginally finer (ASTM number increasing from 5.5 to 6.0). Moreover, a close comparison of the results revealed that there is no significant difference in terms of the number of grains in the treated samples.
Brinell Hardness Measurements
The Brinell hardness number (BHN) values are depicted in form of a bar chart in Fig. 7 for the HSLA steel before and after the thermomechanical treatments. As observed from this figure, the hardness values were found to exhibit an increasing trend with a corresponding increase in deformation percentage of thermomechanical treatment. The highest BHN values were, in particular, observed in all 70% deformed samples irrespective of the cooling rates. The water quenched (WQ) samples showed a very high hardness, which may be inferred as due to the intensified cooling rate and high amount of accumulated strains.

Brinell hardness number (BHN) for HSLA steel before and after thermomechanical treatments and post-tempering treatments
Tensile Properties
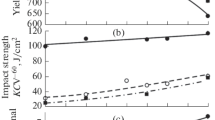
The variation in tensile properties, namely yield strength (YS), ultimate tensile strength (UTS), product of UTS & total percentage elongation, Charpy impact toughness, and reduction in the area (error bar of ± 3%) of HSLA steel after forging & forced air cooling/oil quenching/water quenching with subsequent tempering at 250 °C for 1 h, are depicted in Fig. 8(a), (b) and (c). The YS, UTS, and hardness have increased with an increase in the cooling rate after high deformation in all cases. However, the elongation is decreased. This is because of the presence of hard phases. The base steel used in the study has YS: 1066 MPa, UTS: 1324 MPa, %El: 8.60, and impact of toughness 10.40 J.

Variation in mechanical properties as a function of percentage deformation of HSLA steel after thermomechanical and post-tempering treatments (a) yield strength (YS), ultimate tensile strength (UTS), (b) total elongation (%El), (c) ultimate tensile strength-total elongation product (UTS × %El), (d) Charpy impact toughness and (e) reduction in area (%RA)
Fractography
The fractographs of broken tensile samples of 70% deformed WQ, OQ, and FAC specimens after tempering treatment at 250 °C are shown in Fig. 9. The fractographs clearly reveal the transition in the mode of fracture from relatively brittle-to-ductile mode for WQ, OQ, and FAC specimens in that order. In the case of WQ specimen, the micrograph shows a mixed type of fracture that is essentially a combination of ductile fracture (~ 60%) and brittle fracture (~ 40%) with the presence of micro-voids. The percentage of ductile and brittle areas was estimated using ImageJ software by calculating the ratio of voids and shears. Also, the WQ sample did not show the conventional cup and cone fracture and rather, depicted a single shear plane which was quite flat. This observation confirmed the high degree of brittleness in the sample, which was adequately corroborated with a poor elongation value of 9.62%.

Fractographs of broken tensile samples depicting transition in fracture mode from relatively brittle to a ductile mode for: (a, b): 70% WQ, (c, d): 70% OQ and (e, f): 70% FAC specimen after tempering treatment at 250 °C
In contrast, the OQ specimen was found to exhibit a cup and cone kind of fracture with multiple cracks along with numerous fine dimples representing a more ductile nature of the fracture surface (Ref 27,28,29,30). Upon close examination, the fracture surface could be categorized into three distinct zones namely the inner flat fibrous zone where the fracture was found to initiate, an intermediate radial zone, and an outer shear-lip zone where the fracture terminated into a dimpled rupture. This indicated a greater amount of ductility in the material, which was adequately supported by the higher tensile elongation of 12.32% as compared to the WQ sample.
In comparison, the tensile fractograph of the FAC specimen revealed a more enhanced cup and cone type of fracture as compared to the OQ specimen. Again, multiple cracks with numerous fine dimples could be observed in the FAC specimen along with clearly resolved shear planes and a dimpled rupture mode of failure, corresponding very well with its superior tensile elongation of 16.60%.
Charpy Impact Toughness
Charpy impact toughness was evaluated and compared for samples that had been subjected to 70% deformation through hot forging and 250 °C tempering after FAC, OQ, and WQ treatments. The tests were performed at room temperature and the results corresponding to the thermomechanically treated specimens are graphically shown in Fig. 8. The fractographs of the broken Charpy specimens are presented in Fig. 10. The fracture appearance for the 70% deformed WQ sample revealed a mixed mode of fracture with both brittle and ductile tendencies after the tempering treatment at 250 °C and manifestations of brittle cleavage plane as well as ductile dimple formation were evident on the fracture surface. The WQ sample showed an enhanced toughness value, which was nearly thrice that of the base steel.

Fractographs of broken Charpy specimens depicting transition in mode of fracture from mixed ductile to highly ductile mode for WQ, OQ, and FAC specimens: (a, b, c) 70% WQ, (d, e, f) 70% OQ and (g, h, i) 70% FAC specimen after tempering treatment at 250 °C
The 70% deformed and 250 °C tempered OQ sample showed fibrous fracture with the extensive formation of dimples, representing a ductile mode of failure. The shearing plane for one of the dimples is also depicted in the fractograph for the OQ sample (Ref 29, 30). It can be seen that at a slower cooling rate, the steel exhibits marked proclivity toward ductile fracture. This can be attributed to the minimization of quenching strains on decreasing the cooling rate.
Incidentally, the 70% deformed and 250 °C tempered FAC specimen revealed highly fibrous fracture appearance and its Charpy impact energy value of 49.52 J/cm2 was the highest among all tested specimens. Based on these results, it was concluded that slower cooling rates (5 °C/s) presumably favor enhanced solid-state diffusion and concomitant precipitate formation resulting in higher toughness of the HSLA steel.
Effect of Cooling Rate and Deformation Schedule on Microstructure and Properties
Mechanical properties of HSLA steels are strongly connected to their microstructure obtained after various thermomechanical treatments based on control cooling after hot deformation (Ref 31,32,33). Among hot deformation, forging has become a competitive technique for processing such steels. In the metal forging process the quality and performance of the forged product are heavily dependent on various parameters namely the amount of percentage hot deformation and the cooling rate after finishing deformation (Ref 6).
The tensile results clearly show that with an increase in deformation percentage, the YS does not exhibit any specific trend with different cooling conditions. However, with the change in deformation percentage and cooling rate, the other mechanical properties such as UTS, % elongation (El), UTS-total elongation product, Charpy impact toughness, and % reduction in area (RA) are greatly affected, which can be attributed to microstructural features, second phases and grain morphology. Further, it is seen that with an increase in deformation, the %El increases with concomitant increase in %RA, thereby maintaining the constancy of volume. The FAC steel sample with 70% deformation showed the highest elongation of 16.6%, while the WQ sample with 70% deformation showed the least elongation of only 9.62%. All WQ samples were found to suffer from poor ductility, which could not be overcome with subsequent low tempering treatment. The reason could be due to the presence of large quenching strains, massive martensitic transformation, and very little precipitation of second phases. It can be seen that the FAC specimen with 70% reduction and 250 °C tempering shows the best properties because of presence of granular bainite microstructure and retained austenite which has contributed to attain high elongation and impact properties.
D. Rasouli et al. (Ref 34) in their study on the effect of cooling rate and mechanical properties of micro-alloyed forging steel have reported that with an increase in cooling rate from 3 to 15 °C/s results in the formation of bainite and martensite. Further, at a constant cooling rate, by decreasing the deformation temperature the final microstructure is refined. In the present study increasing deformation percent has led to finer structure. It confirms that either increasing the deformation percentage or decreasing the deformation temperature leads to finer microstructure. Wilson et al. (Ref 35) in their work on HSLA-100 steel observed lath martensite in WQ condition. Even with a moderate cooling rate of > 4 °C/s, one can achieve a fully martensitic microstructure. However, in the slower cooling rate, a mixed microstructure of granular bainite and acicular ferrite would form. Thomson et al. (Ref 36) on modified ASTM A710 steel found that the fastest cooling rate (150 °C/s), resulted in a martensitic structure, whereas with a decrease in cooling rate (< 37.5 °C/s), a mixed microstructure of martensite and non-martensite phases were observed. At a cooling rate of 2.5 °C/s, they observed a granular bainite type microstructure, similar to observed in FAC in the present study.
With increase in cooling rate lesser amount of micro-alloying carbides/carbonitrides has been found in the SEM study. Rather EDX analysis of matrix shows higher amount of micro-alloying elements. It can be explained in terms of retention of micro-alloying elements with cooling rates. With the increase in cooling rate the chances of its retention increases resulting in higher strength and higher hardness.
Buchi et al. (Ref 37) in Cr-Mo-V steel found that carbon quickly diffuses away from the ferrite/austenite interface at a slow cooling rate, preventing the formation of interlath carbides (M–A constituents) in the present study. The increased carbon concentration in remaining austenite stabilizes the austenite from further (diffusional transformation) and this entrapment can lead to the formation of granular bainite/retained austenite.
It is evident that the main advantages of HSLA steel are its high forgeability and high hardness, which can be attained with suitable thermomechanical treatment. Generally, steels of high hardness fail during forging by cracking due to excessive strain hardening, often necessitating intermediate annealing to reduce some of their strain hardening effect. But the present steel was found to show no formation of cracks even after being forged up to 70% reduction. Ni is found to reduce distortion and cracking during quenching (Ref 24). In the present work a proper combination of thermomechanical treatment (TMT) and heat treatment (HT) schedules enhanced strength toughness balance above and beyond presently used levels.
Conclusion
This paper has the aim of investigating the effect of cooling rate and deformation schedule on the microstructure and properties of forged grade steel. The main conclusions from the study are as follows.
-
Specimens were subjected to reheating temperature of 1150 °C and forged at 900 °C with different deformation level (50-70%) followed by three media, i.e., FAC, OQ and WQ corresponding to cooling rates of 5, 40 and 110 °C/s, respectively.
-
With increase in cooling rate, the microstructure changes from granular bainite to martensite/bainite. At slow cooling rate as in FAC, the higher amount of micro-alloyed carbides and nitrides were observed, and the matrix had less micro-alloying elements. In contrast the water quenched samples has more micro-alloying elements in the matrix indicating the chances of higher retention with cooling rate an resulting into higher strength and hardness.
-
With increase in deformation percentage, the microstructure is refined, resulting into superior combination of strength and toughness at any given condition, i.e., FAC/OQ/WQ with 70% reduction.
-
With decrease in cooling rate more retained austenite was observed. It was attributed to the diffusion of carbon away from ferrite/austenite interface at slow cooling rate.
-
The CVN and elongation values were enhanced to higher levels, more importantly without any compromise in YS or UTS values of base material through appropriate TMP and HT processing schedule.
-
Tensile fractograph of FAC samples revealed a more enhanced cup and cone type of fracture as compared to that of OQ specimen. Multiple cracks with numerous fine dimples were observed in the FAC samples along with clearly resolved shear plane and a dimpled rupture mode of failure.
-
The best combination of properties viz. YS: 1044 MPa, UTS: 1308 MPa, % El: 16.7, %RA: 57 and CIE: 50 J/cm2 was achieved for 70% deformed samples with forced air cooling and tempering having granular bainite/retained austenite type microstructure. The combination of this microstructure along with presence of Nb and V carbides improved the elongation and toughness properties without compromising higher strength level.
References
N.J. Kim, The physical metallurgy of HSLA linepipe steels-a review, J. Met., 1983, 35, p 21–27
L.F. Porter and P.E. Repas, The evolution of HSLA steels, J. Met., 1983, 34, p 14–21
W. Roberts, “Recent innovations in alloy design and processing of micro-alloyed steels. in Conference Proceedings of International Conference on Technology and Applications of HSLA Steels, Philadelphia, Pennsylvania, ASM, October 1983, pp. 3–6.
J.H. Woodhead, “Review of principles of micro-alloyed bar & forging steels. in Proceedings of an International Symposium Sponsored by the Ferrous Metallurgy Committee of The Metallurgical Society held in Golden, Colorado, July 8–10, pp. 3–18 (1986).
C.J. Van Tyne, G. Krauss, and D.K. Matlock, Fundamentals & Applications of Micro-alloying Forging Steels, TMS, Warrendale, PA, 1996
G. Krauss and S.K. Banerjee, Fundamentals of Micro-alloying Forging Steels, Metallurgical Society, INC Colorado, Denver, 1986
F. Fazeli, B.S. Amirkhiz, C. Scott, M. Arafin, and L. Collins, Kinetics and microstructural change of low-carbon bainite due to vanadium micro-alloying, Mater. Sci. Eng. A, 2018, 720, p 248–256
P. Gong, E.J. Palmiere, and W.M. Rainforth, Thermo-mechanical processing route to achieve ultrafine grains in low carbon micro-alloyed steels, Acta Mater., 2016, 119, p 43–54
H. Xiang-dong, L. Lie-jun, P. Zheng-wu, and C. Song-jun, Effects of TMCP schedule onprecipitation, microstructure and properties of Ti-micro-alloyed high strength steel, J. Iron. Steel Res. Int., 2016, 23, p 593–601
W.B. Morrison, Microalloy steels—the beginning, Mater. Sci. Technol., 2009, 25, p 1066–1073
P. Wang, Z. Li, G. Lin, S. Zhou, C. Yang, and Q. Yong, Influence of vanadium on themicrostructure and mechanical properties of medium-carbon steels for wheels, Metals, 2018, 8, p 978
D. Stalheim, “The use of high temperature processing (HTP) for high strength oil and gas transmission pipeline applications”. in Proceedings of the 5th HSLA Steels Conference, Iron and Steel Supplement, vol. 40, pp. 699–704 (2005).
S. Jansto, The integration of process and product metallurgy in niobium bearing steels, Metals, 2018, 8, p 671
Y. Chen, D.T. Zhang, Y.C. Liu, H.J. Li, and D.K. Xu, Effect of dissolution andprecipitation of Nb on the formation of acicular ferrite/bainite ferrite in low-carbon HSLA steels, Mater. Charact., 2013, 84, p 232–239
J.M. Gray ‘Metallurgy of high-strength low-alloy pipeline steels: present and future possibilities’. Tech. Rep. 7201, Molycorp (1972).
T. Tanaka, Controlled rolling of steel plate and strip, Int. Met. Rev., 1981, 4, p 185–212
G.T. Eldis, W.C. Hagel, Effects of microalloying on the hardenability of steels. in Hardenability concepts with applications to steels ed. by D.V. Doane, J.S. Krikaldy (TMS-AIME, Warrendale, Pennsylvania, USA, 1977), pp. 397–415.
C.J. Van Tyne, D.K. Matlock, J.G. Speer, Microalloyed forging steels for automotive applications. in International Conference: Automotive Materials & Manufacturing—2010, pp. 51–56.
W.E. Heitman, P.B. Babu, Influence of bainite in the microstructure on tensile and toughness properties of microalloyed steels, bars & forgings. in Proceedings of an International Symposium Sponsored by the Ferrous Metallurgy Committee of The Metallurgical Society held in Golden, Colorado, July 8–10, pp. 55–72 (1986).
L. Sanz, B. Pereda, and B. López, Effect of thermo-mechanical treatment and coiling temperature on the strengthening mechanisms of low carbon steels micro alloyed with Nb, Mater. Sci. Eng. A, 2017, 685, p 377–390
H.K.D.H. Bhadeshia, R. Honeycombe, Steels microstructures and properties, fourth edition. Elsevier, ISBN: 978-0-08-100270-4. https://www.elsevier.com.
V.S.A. Challa, W.H. Zhou, R.D.K. Misra, R. O’Malley, and S.G. Jansto, The effect ofcoiling temperature on the microstructure and mechanical properties of a niobium–titanium microalloyed steel processed via thin slab casting, Mater. Sci. Eng. A, 2014, 595, p 143–153
T.N. Baker, Microalloyed steels, Ironmak. Steelmak., 2016, 4, p 264–307
ASTM International, Alloying in high-strength low-alloy steels: understanding the basics. Link: www.asminternational.org/bookstore,productcode:#06117G.
A.A. Gorni, Steel forming and heat treating handbook. São Vicente, Brazil, agorni@iron.com.br, www.gorni.eng.br. Version: 25 January 2012.
X.L. Li, C.S. Lei, X.T. Deng, Z.D. Wang, Y.G. Yu, G.D. Wang, and R.D.K. Misra, Precipitation strengthening in titanium microalloyed high-strength steel plates with newgeneration-thermo-mechanical controlled processing (NG-TMCP), J. Alloys Compd., 2016, 689, p 542–553
H.-J. Schüller, L. Hagn, and A. Woitschek, Der Maschinenschaden, 1974, 47, p 1–13
H. Kreye, I. Olefjord, and J. Löttgers, Arch. Eisenhüttenwesen, 1977, 48, p 291–295
M. Möser, V. Schmidt, Proc. 6th Int. Conf. Fracture, New Delhi 1984, Vol. 4, p. 24.
Fractography and Atlas of Fractographs. Metals Handbook, Vol. 9, 8th Edition. – Ohio: ASM 1974
F. Siciliano, High-strength linepipe steels and physical simulation of production processes. in Advanced High Strength Steel. Springer, Singapore, pp. 71–78 (2018).
L. Dongsheng, C. Binggui, and C. Yuanyan, Strengthening and toughening of a heavyplate steel for shipbuilding with yield strength of approximately 690 MPa, Metall. Mater. Trans. A, 2013, 44, p 440–445
S. Vervynckt, K. Verbeken, B. Lopez, and J.J. Jonas, Modern HSLA steels and role of non-recrystallisation temperature, Int. Mater. Rev., 2012, 57, p 187–207
D. Rasouli, Sh Khameneh Asl, A. Akbarzadeh, and G.H. Daneshi, Effect of cooling rate on the microstructure and mechanical properties of Microalloyed forging steel, J. Mater. Process. Technol., 2008, 206, p 92–98
A.D. Wilson, E.G. Hamburg, D.J. Colvin, S.W. Thompson, G. Krauss. in Proceedings of International Conference on Microalloyed HSLA Steel, Microalloying ’88. ASM INTERNATIONAL, Metals Park, OH, pp. 259–75 (1988).
S.W. Thompson, D.J. Kolvin, and G. Krauss, Metall. Mater. Trans. A, 1996, 27A, p 1554–1568
G.J.P. Buchi, J.H.R. Page, and M.P. Sidey, J. Iron Steel Inst., 1965, 203, p 291–299
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Roy, D., Gupta, A.K., Alam, M.S. et al. Enhancement of Properties of Micro-alloyed Low-Carbon Ni-Added Steel by Thermomechanical Treatment. J. of Materi Eng and Perform 29, 7952–7963 (2020). https://doi.org/10.1007/s11665-020-05311-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-020-05311-w