
Abstract
This research examines the deposition of Cr3C2-NiCr/cenosphere and Cr3C2-NiCr coatings on MDN 321 steel through the process of plasma spray. In this process, the solid particle erosion test is established at 200, 400, 600 °C with 30° and 90° impact angles. Alumina erodent is adopted to investigate the erosive behavior of the coating at higher temperatures. The properties of the Cr3C2-NiCr/cenosphere coating are established based on the microhardness, the adhesive strength, the fracture toughness, and the ductility. To quantify volume loss as a result of erosion, an optical profilometer is used. At higher temperature, decrease in the erosion volume loss of Cr3C2-NiCr/cenosphere and Cr3C2-NiCr coatings is observed. The erosion-resistive property of Cr3C2-NiCr/cenosphere coating is higher than that of MDN 321 steel by 76%. This property is influenced by high-temperature stability of mullite, alumina, and protective oxide layer that is formed at elevated temperatures. The morphology of eroded coating discloses a brittle mode of material removal.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The impingement of particle on the surface of a target in the process of material removal is referred to as erosion. The impingement becomes critical at elevated temperatures in applications like gas and steam turbines, rotor blades of jet engine, boiler tubes in coal-fired power plant, etc. (Ref 1). Service states of such components in high-temperature environments may trade off their mechanical properties bringing about lessoned life cycle. Reasonable surface alteration methods, for example, plasma sprayed cermet coatings (Ref 2) upgrade erosive protection for such applications. Cr3C2-NiCr coatings are normally utilized as a part of high-temperature erosion, wear and corrosion resistive applications. Carbide particles embedded in NiCr matrix impart high hardness and strength to coatings up to 900 °C (Ref 3,4,5). Further, coefficient of thermal expansion of Cr3C2 (10.3 × 10−6 °C−1) is closer to iron (11.4 × 10−6 °C−1) and Ni (12.8 × 10−6 °C−1), which are the base alloys for high-temperature applications. Such a composition if chosen, thermal mismatch in high-temperature environment can be minimized to a great extent. In addition at high temperatures, protective oxide layer formed on the coating surface provides resistance to erosion (Ref 6). However, Cr3C2-NiCr in powder form is quite expensive limiting wide adaptability in different structural components. This necessitates finding inexpensive solutions and probable alternative in developing coatings based on industrial wastes like fly ash cenospheres.
Fly ash is a richly accessible industrial waste, generated because of combustion of coal in thermal power plants. These fly ash cenospheres are spherical in shape, economical, and readily available in powder form and possess superior mechanical properties. They contain mostly oxides of silicon (SiO2), aluminum (Al2O3), iron (Fe2O3), and mullite (3Al2O3.2SiO2). Among them, aluminum oxide and mullite have high-temperature stability, wear, erosion, and corrosion resistance (Ref 7,8,9), which can be exploited as proposed in the present work. Mishra et al. (Ref 10) proposed suitability of fly ash coating using plasma spray technique. Hardness and sliding wear behavior of fly ash coating deposited using detonation spray technique on mild steel is studied by Rama Krishna et al. (Ref 11). Their investigation uncovers that fly ash coating has better hardness and coefficient of friction than mild steel. Sidhu et al. (Ref 12) investigated wear, oxidation, and salt corrosion behavior of plasma sprayed fly ash coating. Their study reveals that coating exhibits better oxidation and salt corrosion resistance than carbon steel substrate. Sahu et al. (Ref 13) reported erosive behavior of plasma sprayed fly ash premixed with aluminum and noted increasing erosion resistance with aluminum addition. Behera and Mishra (Ref 14) studied plasma sprayed fly ash composite coating mixed with quartz and ilmenite on copper substrate and observed that adhesion strength of composite coating increased with increase in plasma torch input level. Sunil et al. (Ref 15) studied effect of process parameters on the mechanical properties of plasma sprayed TiO2 and fly ash composite coating. They reported that current density influences on the mechanical properties of the coating. Not very many examinations are accessible in later part on utilization of fly ash coatings. Be that as it may, these examinations did not address erosive behavior at elevated temperatures calls for investigation of Cr3C2-NiCr/fly ash cenosphere coating. Utilization of such environmental pollutants in coatings may additionally decrease landfill burden if developed successfully and can be dealt with as a eco-accommodating coatings.
The present work deals with MDN 321 steel substrate, which is most ordinarily utilized for jet engine parts, expansion joints, exhaust manifolds, chemical production equipments in high-temperature environments and fire tube boilers (Ref 16). Cr3C2-NiCr/fly ash cenosphere and Cr3C2-NiCr coatings are deposited on MDN 321 steel substrate using atmospheric plasma spray process. The erosion behavior of coatings and substrate is investigated at 200, 400, 600 °C with 30° and 90° impingement angles using Al2O3 erodent. Weight and volume loss methods are used to estimate erosion loss. Erosion mechanism of coating and substrate is dealt elaborately with scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS).
Materials and Methods
Materials
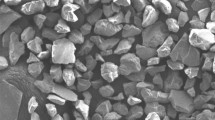
MDN 321 steel procured from Mishra Dhatu Nigam Ltd., Hyderabad, India, is utilized as substrate, and its chemical composition (wt.%) is 0.10 C, 1.46 Mn, 18.13 Cr, 10.36 Ni, 0.62 Ti, 0.55 Si, and balance Fe. Substrate is trimmed to the dimension of 25 × 20 × 4 mm using diamond saw prior to the plasma spraying. Commercially available agglomerated and sintered Cr3C2-25NiCr powder (M/s. Spraymet Surface Technologies Pvt. Ltd., Bangalore, India) and fly ash cenospheres (Cenospheres India Pvt. Ltd., Kolkata, India) are used as coating feedstock. Mean particle diameter and density of Cr3C2-25NiCr powder are noted to be 50 µm (laser diffraction technique using Cilas 1064, France) and 2.6 g/cm3, respectively. Mean particle diameter and density of cenospheres are 65 µm and 0.85 g/cm3, respectively (Ref 17,18,19,20,21). These powders are blended mechanically having 70% mass fraction of Cr3C2-25NiCr with 30% fly ash cenospheres. Figure 1 presents SEM micrograph of blended feedstock. Uniform dispersion of cenospheres in Cr3C2-NiCr is apparent from the micrograph. Further, cenospheres are seen to be intact, i.e., without any breakage due to mechanical blending.

Morphology of as-blended Cr3C2-NiCr and cenospheres
Coating Deposition and Characterization
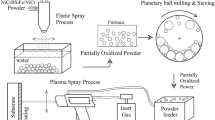
Plasma spraying of Cr3C2-NiCr/cenospheres blend and Cr3C2-NiCr is carried out using METCO USA 3 MB. The erosion performance of Cr3C2-NiCr/cenosphere coating is compared with Cr3C2-NiCr coating. Adhesion between the coating and substrate is ensured by grit blasting the surface of substrate before being plasma sprayed using alumina powder (mean particle dia. of 150 μm). Table 1 lists spray parameters used in the plasma spray process. Amid plasma spraying, powder is supplied by the feeder, which is mixed with argon gas at predetermined pressure. Further, mixture flows towards the plasma stream prior to getting deposited on the substrate. Deposition of coating per pass is in the range of 12-15 µm with 40-45% spraying efficiency. The phases present in blended powder and coating are analyzed by x-ray diffraction (XRD) (DX GE-2P, JEOL, JAPAN). Coated samples are sectioned using diamond saw for micrographic analysis. Samples are polished along the cross section using 220, 400, 600, 800, 1000 grit emery papers followed by 1/0, 2/0, 3/0, and 4/0 grade emery papers. Final mirror finish is obtained by cloth polishing using 0.5 µm diamond paste. Cross-sectional microstructure is observed through SEM. Porosity of the coating is computed using optical microscope supported with biovis image analyzer (ARTRAY, AT 130, JAPAN). Twenty view fields are analyzed, and average values are reported. Microhardness is measured on the cross section of the coating and substrate at 300 g load using OMNITECH Vickers microhardness tester. Average values are reported from 20 indentations taken at different locations.
Ductility
Ductility of the thermal sprayed cermet coatings differs from bulk materials (Ref 22). Nano-indentation test is carried out on the binder and hard phase using nano-hardness tester (Agilent, G200, USA). Ductility of the coating is measured by load–displacement plots obtained from nano-indentation test using ratio of the plastic work, Wp to total work, Wt (Ref 23). Wp is estimated from the area enclosed by the loading–unloading curve, and Wt is represented by the area below loading curve in load–displacement plot.
Adhesion Strength and Indentation Fracture Toughness
The adhesion strength of the coating is assessed utilizing ASTM C-633-13 (pull-off method) standard. Test is carried out in tension mode using universal testing machine (AG–X plus, Shimadzu hydraulic tensile test machine, Japan) with strain rate of 0.016 mm/s. Cylindrical samples of dimension 25 × 25 mm are used for the adhesion strength test. HTK Ultra bond epoxy resin is utilized as glue to stick Cr3C2-NiCr/cenosphere coated sample with the counter block. Samples are cured at 150 °C for 3 h in tubular furnace preceding test (Heatron Industrial Heaters, Mangalore, India). The adhesion strength is estimated by evaluating the ratio of maximum tensile load to cross-sectional area, and average values of five samples are reported.
Fracture toughness of the coating is calculated by indentation method. Indentation is carried out with 1 kg load using Vickers pyramid indenter, wherein the diagonal of indenter is parallel to coating–substrate interface. Equation for fracture toughness using crack length is given by Ref 16,
where ‘HV’ is the Vickers hardness, ‘E’ is the Young’s modulus, and ‘d’ is the half diagonal of the Vickers indentation. The radial crack length ‘a’ equals difference between indentation crack length ‘c’ and half diagonal of the Vickers indentation ‘d.’ Values of ‘a,’ ‘c,’ and ‘d’ are measured from SEM micrographs.
Erosion Test
Solid particle erosion test is carried out on both coated samples and substrates as per ASTM G76-13 standard using air jet erosion tester (TR-471-800, Ducom instruments private limited, Bangalore, INDIA). Alumina grit is utilized as erodent. Schematic representation of the test setup is presented in Fig. 2. Erodent is fed into mixing chamber using conveyor belt at 2 g/min to get mixed with heated air flowing through spiral tube which in turn is surrounded by tubular heaters. Erodent and air mixture impinge at 30 m/s on the sample, which is rigidly fixed in the holder as shown in Fig. 2. Erodent velocity is measured by double disc method prior to the test. Specimen kept in sample holder is heated by bottom heater comprising of hollow cylinder with heating elements. Impact angle on specimen is varied by changing sample holder orientation with respect to the particle stream flowing out of the nozzle. Table 2 presents erosion test parameters used in the present work.

Schematic representation of the erosion test setup
Preceding the test, samples are cleaned in acetone, dried, and clamped in the erosion testing machine. All the samples are subjected to the predefined temperatures for 20 min before test to reproduce actual testing conditions. Samples after test are acetone cleaned, dried, and weighed using electronic weighing balance (least count of 0.0001 g) to estimate mass loss. The erosion rate is computed by ratio of mass loss to erodent particles mass. The volume loss of the eroded samples is quantified using 3-D optical non-contact profilometer (Zeta instruments, USA). Test is carried out three times for each test conditions, and average value is reported.
Results and Discussion
Microstructure Analysis of Coating
Figure 3(a) presents cross-sectional micrograph of as-deposited Cr3C2-NiCr/cenosphere coating. As observed from the micrograph, coating is bonded well with substrate and shows uniform dispersion of the cenospheres. Average thickness of coating observed is 400 µm with an average area porosity of 3.5 ± 0.5%. Micrograph of marked zone in Fig. 3(a) is presented in Fig. 3(b). Lamellar dense packed structure of Cr3C2-NiCr is evident from Fig. 3(b). Constituents of the coating are identified based on EDS analysis (Table 3) and present are marked as 1-NiCr solid solution matrix, 2-Cr3C2 particles embedded in NiCr matrix, and 3-cenosphere particles. Figure 3(c) depicts elemental mapping of coating, which clearly shows distinct splats enriched with oxygen and coexists with silicon and aluminum indicating the presence of respective oxides on the cenospheres. Nickel and chromium are distributed around the cenospheres splats uniformly.

(a) and (b) Micrographs of as-deposited Cr3C2-NiCr/cenosphere coating and (c) EDS elemental mapping
XRD Analysis
The x-ray diffraction pattern of blended powder and as-sprayed Cr3C2-NiCr/cenosphere coating is presented in Fig. 4(a). Distinct major peaks of 3Al2O32SiO2, Al2SiO5, and SiO2 and minor peaks of Cr3C2, Al2O3 are observed in blended powder. The slight broadened peaks are observed in the coated samples due to differential dissolution of carbides in NiCr binder. Cr23C6, Cr, and Ni are major peaks while SiO2, Al2SiO5 are minor peaks in the coated sample as observed from Fig. 4(a). The x-ray diffraction pattern of eroded samples at 200, 400, and 600 °C is presented in Fig. 4(b). Considerable difference in intensity is not seen at highest intensity peaks at 200, 400, and 600 °C, and intensity is observed to be 800 arbitrary unit. There is no evidence of oxide formation at 200 °C. Nevertheless, at elevated temperatures, oxides of active elements of coating are seen to be formed. NiCr2O4 is observed to be formed at 400 °C, whereas the presence of Cr2O3, NiCr2O4, NiCrO3, and NiO is observed at 600 °C.

(a) XRD pattern of as-blended powder and Cr3C2-NiCr/cenosphere coated sample (b) eroded sample at different temperatures
Microhardness Measurement
The variation in microhardness values as a function of distance from the coating–substrate interface is shown in Fig. 5. The average microhardness of the coating and the substrate is 1134 ± 52 and 189 ± 10 HV, respectively. Microhardness is increased across the interface of substrate and coating due to peening stresses developed during grit blasting prior to coating process. This results in work hardening of substrate. Microhardness of the coating is seen to be varied along the cross section due to in homogeneties in the coating microstructure.

Microhardness profile of substrate and Cr3C2-NiCr/cenosphere coating
Ductility
Ductility of the Cr3C2-NiCr/cenosphere coating is measured in binder and hard phases. Wp/Wt varies between 0 (perfectly elastic) and 1 (perfectly plastic) (Ref 23). Wp/Wt ratio of the coating in the binder and hard phases is 0.86 and 0.57, respectively, indicating better ductility. Further, it represents plastic deformation of the matrix preferred for improving coating erosion resistance.
Adhesion Strength and Indentation Fracture Toughness
Durability of the coatings depends on adhesion strength between the substrate and coating. Fracture surface reveals adhesive failure between Cr3C2-NiCr/cenosphere coating and substrate interface. The adhesion strength of the coating is 10.60 ± 2 MPa. Comparative estimations of adhesion strength are accounted for by Behera and Mishra (Ref 14) and Mishra et al. (Ref 24) for the plasma sprayed fly ash-based composite coatings. Fracture toughness is computed using Eq 1 as the ratio c/d measured by indentation is in the range of 1-1.6 indicating existence of Palmqvist cracks. Cracks are initiated from the indenter end and are parallel to the coating–substrate interface. The average value of fracture toughness observed is 5.4 ± 0.40 MPa m1/2, which is higher than fracture toughness revealed by Robertson and White (Ref 25) and Bolelli et al. (Ref 26) for Cr3C2-NiCr HVOF sprayed coatings.
Erosive Behavior of Substrate and Coating
Figure 6(a) and (b) presents 3-D profiles of eroded substrate surface at 600 °C with impact angles of 30 and 90°, respectively. Large crater is observed at 90° impact angle as seen in Fig. 6(b), which demonstrates maximum material expulsion brought about higher erosion volume loss. Effect of temperature on the erosion rate and volume loss is presented in Fig. 6(c) and (d). Erosion rate and volume loss increase with increase in the test temperature and impact angle, more conspicuous being at higher values (Fig. 6c and d). Erosion volume loss at 600 °C is approximately 3.5 and 2.5 times higher than at 200 °C for 30° and 90° impact angles, respectively. Increment in the test temperature brings about abatement of substrate hardness owing to annealing effect. At higher temperatures, formed oxide layer is lacking to oppose erodent impact bringing about oxide layer splitting and its consequent evacuation. Consequently increasing volume loss is noted with ascend in test temperature.

(a) and (b) Eroded profiles of substrate at 600 °C, (c) erosion rate, and (d) volume loss as function of temperature at 30° and 90° impact angles, respectively
Three-dimensional profiles of eroded Cr3C2-NiCr/cenosphere coating surface at 600 °C with 30 and 90° impact angles are presented in Fig. 7(a) and (b). Material is removed in larger area at 30° impact angle (Fig. 7a) indicates erodent particle slides at first glance amid the erosion test where in at 90° impact angle material is expelled in smaller area with more profundity of the holes shows erodent impinging the surface without sliding at first glance. Effect of temperature on the erosion rate and volume loss is presented in Fig. 7(c) and (d). It is observed that the erosion rate and volume loss of the coating diminish with increment in temperature for both the impact angles and are lower at 30°. Comparable outcomes are accounted for by Yang et al. (Ref 3) for Cr3C2-NiCr coating for boiler tube application. The erosion volume loss at 600 °C is noted to be four times less than that observed at 200 °C. The decline in the erosion volume loss with temperature rise is credited to higher hardness and temperature stability of the constituents present in the coating. At higher temperature, ductility of the coating increases, prompting plastic deformation of NiCr binder phase. This reduces the localized brittle cracking of binder phase and hard particles interface (Ref 27). In addition, protective oxide layer of Cr2O3, NiCr2O4, and NiO has been formed at higher temperatures reducing further coating volume loss. The erosion volume loss at 90° impact angle is more than that at 30° at all the test temperatures, inferring brittle mode of material removal. At 90° impact angle, the region of contact is less for erodent particles and because of strain localization, oxide layer fails to resist impact load by formations of fragments, leading to cracks. Accordingly, erosion volume loss is apparently increased.

(a) and (b) Eroded profiles of Cr3C2-NiCr/cenosphere coating at 600 °C, (c) erosion rate, and (d) volume loss as function of temperature at 30 and 90° impact angles, respectively
Figure 8(a) and (b) presents 3-D profiles of eroded Cr3C2-NiCr coating surface at 600 °C with impact angles of 30 and 90°, respectively. Contact area of erodent during testing at 30° impact angle is more as compared to 90° impact angle. Effect of temperature on the erosion rate and volume loss is presented in Fig. 8(c) and (d). Cr3C2-NiCr coating displays comparable erosion rate and volume loss slant trend as that of Cr3C2-NiCr/cenospheres coating. Erosion rate and volume loss of Cr3C2-NiCr coating are brought down and contrasted with Cr3C2-NiCr/cenosphere coating at all the test temperatures. Erosion volume loss of Cr3C2-NiCr coating at 30° impact angle, 200 and 600 °C is 2.95 and 0.87 mm3, which are 22 and 13% lower contrasted with Cr3C2-NiCr/cenospheres coating, respectively. Higher erosion volume loss of Cr3C2-NiCr/cenosphere coating is due to the high volume fraction of cenosphere reinforcement, which leads to loose bonding between the spalts in the coating. Amid erosion test, such loosely bonded spalts are gouged out from the coating surface prompting higher erosion volume loss.

(a) and (b) Eroded profiles of Cr3C2-NiCr coating at 600 °C, (c) erosion rate, and (d) volume loss as function of temperature at 30 and 90° impact angles, respectively
Figure 9(a) and (b) demonstrates the morphology of the eroded substrate surface at 600 °C with both the impact angles. Most extreme material loss takes place in ductile mode at low impact angles while higher impact angle represents material removal in brittle mode (Ref 28). From Fig. 9(a), it is observed that material has experienced severe plastic deformation, which brings about substrate plowing and forms lip at the exit end of the erodent. With subsequent impacts, these highly strained lips are vulnerable to get removed as micro-platelets. A few grooves and cracks are also observed in the micrograph. At higher temperature, hardness of the substrate diminishes and as the erodent particle slides, material gets deformed to get removed subsequently. At 90° impact angle (Fig. 9b), craters are observed. As erodent particles impact the surface, crack gets started bringing about oxide layer fragmentation (Fig. 9b). With consequent impact of erodent, fragments of oxide layer are expelled from the surface in the form of micro-platelets-producing craters.

(a) and (b) SEM images of eroded surface of substrate, (c) and (e) SEM of coating, and EDAX analysis of coating at 30° and 90° impact angles in (d) and (f), respectively
Figure 9(c) demonstrates the morphology of the eroded Cr3C2-NiCr/cenosphere coating surface at 600 °C under impact angle of 30°. At this lower angle, hard erodent particles slide first glance and being in contact for more extended time, form lips by plowing the binder region. With subsequent impacts, these profoundly strained lips are vulnerable to get removed as micro-platelets (Ref 29). The EDAX analysis at point ‘1’ (plowing location) in Fig. 9(d) confirms the NiCr-rich binder phase. In addition, plowing of the relatively softer binder phase uncovered the hard particles to the erodent and further gouged out by repeated hammering impact of erodent particles leading to small craters formation.
Figure 9(e) demonstrates the morphology of eroded coating surface at 600 °C at 90°. The maximum volume loss has occurred at this angle inferring coating removal by brittle mechanism. Coating is removed by cracking and chipping owing to strain localization at higher impact angle, which is resulted in formation of craters as seen in Fig. 9(e). At first, cracks generate at the interface of matrix and hard particles as only one-third interface area is bonded together in plasma spray coatings while remaining area acts as interlamellar gaps, which can be considered as preexisting cracks (Ref 30). EDAX analysis (Fig. 9f) at point 1 confirms hard particle region, where crack is formed. With progress of erosion by erodent particles, cracks are developed and result in chipping of hard particles, leading to formation of crater as observed in micrograph.
Prevailing study points out a successful development and high-temperature erosion behavior of Cr3C2-NiCr coating incorporating industrial waste cenosphere. The Cr3C2-NiCr/cenosphere coating exhibited lower erosion volume loss at elevated temperatures compared to MDN 321 steel substrate and higher erosion volume loss than Cr3C2-NiCr coating. Optimum percentage of cenosphere in Cr3C2-NiCr coating makes them suitable for high-temperature applications.
Conclusion
-
The use of plasma spray has been applied successfully in the deposition of Cr3C2-NiCr/cenosphere coating having adhesion strength of 10.60 MPa.
-
The resistance to erosion that is developed by the Cr3C2-NiCr/cenosphere coating is directly proportional to the increase in temperature ranging between 200-600 °C. Erosion resistance of developed Cr3C2-NiCr/cenosphere coating increases with increasing temperature in the range of 200-600 °C, more prominent being at 30° impact angle. At elevated temperature, erosion resistance of coating is 76% higher than MDN 321 steel substrate.
-
Higher erosion resistance of coating at elevated temperature is due to high-temperature stability of the coating constituents and formed protective oxide layer on the coating surface.
-
Cr3C2-NiCr/cenosphere coating exhibits brittle erosion mechanism, wherein material is removed by crack formation and chipping at higher impact angle.
-
Cr3C2-NiCr coating showed less erosion volume loss at 200-600 °C than Cr3C2-NiCr/cenosphere coating.
References
M.R. Ramesh, S. Prakash, S.K. Nath, P.K. Sapra, and B. Venkataraman, Solid Particle Erosion of HVOF Sprayed WC-Co/NiCrFeSiB Coatings, Wear, 2010, 269(3), p 197–205
J.K.N. Murthy and B. Venkataraman, Abrasive Wear Behaviour of WC-CoCr and Cr3C2-20 (NiCr) Deposited by HVOF and Detonation Spray Processes, Surf. Coat. Technol., 2006, 200(8), p 2642–2652
G.J. Yang, C.J. Li, S.J. Zhang, and C.X. Li, High-Temperature Erosion of HVOF Sprayed Cr3C2-NiCr Coating and Mild Steel for Boiler Tubes, J. Therm. Spray Technol., 2008, 17(5-6), p 782–787
M. Manjunatha, R.S. Kulkarni, and M. Krishna, Investigation of HVOF Thermal Sprayed Cr3C2-NiCr Cermet Carbide Coatings on Erosive Performance of AISI, 316 Molybdenum Steel, Procedia Mater. Sci., 2014, 5, p 622–629
J.M. Guilemany, J.M. Miguel, S. Vizcaıno, C. Lorenzana, J. Delgado, and J. Sanchez, Role of Heat Treatments in the Improvement of the Sliding Wear Properties of Cr3C2-NiCr Coatings, Surf. Coat. Technol., 2002, 157(2), p 207–213
M. Kaur, H. Singh, and S. Prakash, High-Temperature Behavior of a High-Velocity Oxy-Fuel Sprayed Cr3C2-NiCr Coating, Metall. Mater. Trans. A, 2012, 43(8), p 2979–2993
A. Arizmendi-Morquecho, A. Chávez-Valdez, and J. Alvarez-Quintana, High Temperature Thermal Barrier Coatings from Recycled Fly Ash Cenospheres, Appl. Therm. Eng., 2012, 48, p 117–121
S. Das, S. Ghosh, A. Pandit, T.K. Bandyopadhyay, A.B. Chattopadhyay, and K. Das, Processing and Characterisation of Plasma Sprayed Zirconia–Alumina–Mullite Composite Coating on a Mild-Steel Substrate, J. Mater. Sci., 2005, 40(18), p 5087–5089
M. Mathapati, M.R. Ramesh, and M. Doddamani, High Temperature Erosion Behavior of Plasma Sprayed NiCrAlY/WC-Co/Cenosphere Coating, Surf. Coat. Technol., 2017, 325, p p98–p106
S.C. Mishra, K.C. Rout, P.V.A. Padmanabhan, and B. Mills, Plasma Spray Coating of Fly Ash Pre-mixed with Aluminium Powder Deposited on Metal Substrates, J. Mater. Process. Technol., 2000, 102(1), p 9–13
L.R. Krishna, D. Sen, D.S. Rao, and G. Sundararajan, Coatability and Characterization of Fly Ash Deposited on Mild Steel by Detonation Spraying, J. Therm. Spray Technol., 2003, 12(1), p 77–79
B.S. Sidhu, H. Singh, D. Puri, and S. Prakash, Wear and Oxidation Behaviour of Shrouded Plasma Sprayed Fly Ash Coatings, Tribol. Int., 2007, 40(5), p 800–808
S.P. Sahu, A. Satapathy, A. Patnaik, K.P. Sreekumar, and P.V. Ananthapadmanabhan, Development, Characterization and Erosion Wear Response of Plasma Sprayed Fly Ash–Aluminum Coatings, Mater. Des., 2010, 31(3), p 1165–1173
A. Behera and S.C. Mishra, Application of Fly-Ash Composite in Plasma Surface Engineering, National Seminar on Waste to Wealth Organized by Indian Institute off Metals-Bhubaneswar Chapter and SGAT-Bhubaneswar, 14–15 December, 2012
J.R. Sunil, R. Keshawamurthy, C.P.S. Ramesh, and B.H. Channabasappa, Optimization of Process Parameters For Plasma Sprayed Flyash-Titania Composite Coatings, Mater. Today Proc., 2015, 2, p 2482–2490
A. Mateen, G.C. Saha, T.I. Khan, and F.A. Khalid, Tribological Behaviour of HVOF Sprayed Near-Nanostructured and Microstructured WC-17wt.% Co Coatings, Surf. Coat. Technol., 2011, 206(6), p 1077–1084
M. Doddamani, V.C. Shunmugasamy, N. Gupta, and H.B. Vijayakumar, Compressive and Flexural Properties of Functionally Graded Fly Ash Cenosphere–Epoxy Resin Syntactic Foams, Polym. Compos., 2015, 36(4), p 685–693
B.B. Kumar, M. Doddamani, S.E. Zeltmann, N. Gupta, M.R. Ramesh, and S. Ramakrishna, Processing of Cenosphere/HDPE Syntactic Foams Using an Industrial Scale Polymer Injection Molding Machine, Mater. Des., 2016, 92, p 414–423
S.E. Zeltmann, K.A. Prakash, M. Doddamani, and N. Gupta, Prediction of Modulus at Various Strain Rates from Dynamic Mechanical Analysis Data for Polymer Matrix Composites, Compos. Part B, 2017, 120, p 27–34
V. Manakari, G. Parande, M. Doddamani, V.N. Gaitonde, I.G. Siddhalingeshwar, V.C. Shunmugasamy, and N. Gupta, Dry Sliding Wear of Epoxy/Cenosphere Syntactic Foams, Tribol. Int., 2015, 92, p 425–438
B.B. Kumar, M. Doddamani, S.E. Zeltmann, N. Gupta, S. Gurupadu, and R.R.N. Sailaja, Effect of Particle Surface Treatment and Blending Method on Flexural Properties of Injection-Molded Cenosphere/HDPE Syntactic Foams, J. Mater. Sci., 2016, 51(8), p 3793–3805
S. Matthews, B. James, and M. Hyland, High Temperature Erosion of Cr3C2-NiCr Thermal Spray Coatings—The Role of Phase Microstructure, Surf. Coat. Technol., 2009, 203(9), p 1144–1153
J.K.N. Murthy, K.S. Prasad, K. Gopinath, and B. Venkataraman, Characterisation of HVOF Sprayed Cr3C2-50 (Ni20Cr) Coating and the Influence of Binder Properties on Solid Particle Erosion Behaviour, Surf. Coat. Technol., 2010, 204(24), p 3975–3985
S.C. Mishra, A. Satapathy, K.P. Singh, S.Sethy, P.V.A. Padmanabhan, K.P. Sreekumar, and R. Satpute, Plasma Spray Coating of Fly Ash on Metals for Tribological Application, in Proceedings of the International Seminar on Mineral Processing Technology, Chennai, 2006, p. 825–829
A.L. Robertson and K.W. White, Microscale Fracture Mechanisms of a Cr3 C2-NiCr HVOF Coating, Mater. Sci. Eng. A, 2017, 688, p 62–69
G. Bolelli, L.M. Berger, T. Börner, H. Koivuluoto, V. Matikainen, L. Lusvarghi, C. Lyphout, N. Markocsan, P. Nylén, P. Sassatelli, and R. Trache, Sliding and Abrasive Wear Behaviour of HVOF-and HVAF-Sprayed Cr3 C2-NiCr Hardmetal Coatings, Wear, 2016, 358, p 32–50
B.Q. Wang and Z.R. Shui, The hot Erosion Behavior of HVOF Chromium Carbide-Metal Cermet Coatings Sprayed with Different Powders, Wear, 2002, 253(5), p 550–555
C.S. Ramachandran, V. Balasubramanian, and P.V. Ananthapadmanabhan, Erosion of Atmospheric Plasma Sprayed Rare Earth Oxide Coatings Under Air Suspended Corundum Particles, Ceram. Int., 2013, 39(1), p 649–672
H.S. Nithin, V. Desai, and M.R. Ramesh, Elevated Temperature Solid Particle Erosion Performance of Plasma-Sprayed Co-based Composite Coatings with Additions of Al2 O3 and CeO2, J. Mater. Eng. Perform., 2017, 26(11), p 5251–5261
G.C. Ji, C.J. Li, Y.Y. Wang, and W.Y. Li, Erosion Performance of HVOF-Sprayed Cr3C2-NiCr Coatings, J. Therm. Spray Technol., 2007, 16(4), p 557–565
Acknowledgments
The authors are grateful to Prof. Ramesh Singh, IIT Bombay, India, for providing the optical profilometer facility. The authors wish to thank Spraymet Surface Technologies Pvt Ltd, Bangalore, India, for providing the facility of the plasma spray coating. Department of Science and Technology grant DST/TSG/AMT/2015/394/G is acknowledged by Mrityunjay Doddamani. Authors also thank Mechanical Engineering Department of NIT-K for providing support and facilities required.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mathapati, M., Doddamani, M. & Ramesh, M.R. High-Temperature Erosive Behavior of Plasma Sprayed Cr3C2-NiCr/Cenosphere Coating. J. of Materi Eng and Perform 27, 1592–1600 (2018). https://doi.org/10.1007/s11665-018-3226-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3226-9