
Abstract
Four different zirconia-toughened alumina added with different pairs of oxides (CeO2, TiO2, CuO, ZnO and SnO2) were prepared through the co-precipitation technique. Conventional sintering resulted in relative densities ≥96%. Phase analyses of these composites were performed by x-ray diffraction. Vicker’s hardness and tribological behavior of all ZTA composites were studied. Microstructure analysis of polished and worn surfaces was carried out to understand and correlate the mechanical/tribological behavior with the microstructure. A different wear mechanism is observed in ZTA containing CeO2 and TiO2 which resulted in considerable improvement in tribological behavior with a minimum specific wear rate of 9 × 10−7 mm3/Nm.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Zirconia-toughened alumina (ZTA) ceramics have different attractive properties, including high-temperature mechanical strength, good thermal shock resistance, wear and oxidation resistance, low thermal conductivity, and corrosion resistance, which make ZTA ceramics suitable for different challenging applications like bearing components (balls, rollers and raceways), cutting tool inserts (replacing carbide and metal tools), electrosurgical insulators, valve seats, pump components, oxygen sensors, dies and biomedical applications (Ref 1, 2). It was reported in the literature (Ref 3, 4) that presence of stabilized zirconia in ZTA composite plays a significant role in the improvement in toughness by both stress-induced transformation toughening and microcrack toughening mechanism. Oxides, like MgO, CaO, CeO2, and Y2O3, are commonly used to stabilize the tetragonal zirconia. However, with higher toughness of ZTA ceramics, it is also necessary to impart some lubricating property to the matrix for easy shear during dry sliding to make it suitable for wear resistance applications. It is also well established in the literature (Ref 5) that, for a material to be suitable for wear-resistant application in dry sliding condition, specific wear rate should be less than 10−6 mm3/Nm, the coefficient of friction (COF) must be below 0.2, and the wear mechanism should be mild such that dry sliding pairs will polish each other. The wear of alumina like all other ceramic considered for wear-resistant applications may be divided into well-defined mild and severe wear zone with a narrow transition between mild to severe (Ref 5,6,7,8). Wear properties of alumina and ceramics composite is also function of different parameters and tests condition such as: sliding distance and velocity, surface condition, contact geometry, applied load, relative humidity, surface temperature, chemical compatibility, experimental apparatus, and sample preparation technique (Ref 6). To study the wear behavior of ZTA composites in dry sliding condition different researcher used different test configuration such as: pin on disc, pin on flat, and pin on ring (Ref 5,6,7) using different load and sliding velocity. Different researchers also added different solid oxide lubricants in ZTA with an intention to impart a self-lubricating property to the matrix and to obtain ZTA composites with improved tribological properties without significant reduction in hardness (Ref 5, 7). Pasaribu et al. (Ref 5) carried out dry sliding wear tests using commercially available alumina ball of 10 mm diameter as counter body and reported that addition of 5 wt.% CuO in alumina resulted in reduction of coefficient of friction from 0.7 to 0.4 and zirconia doped with 5 wt.% CuO resulted in reduction of coefficient of friction from 0.8 to 0.3. Kerkwijk et al. (Ref 7) studied the effects of addition (5 wt.%) of one of the soft oxides from (ZnO, MgO, CuO, B2O3, and MnO2) in alumina and reported that the addition of 5 wt.% CuO to alumina matrix resulted in reduction of coefficient of friction to 0.43 with a low specific wear rate of 10−7 mm3/Nm under dry sliding condition against YTZP ball as counter body. In a different study (Ref 8), authors reported that nanoscale ZTA, when dry slid against alumina ball as counter body, resulted in specific wear rate of 10−9 mm3/Nm, coefficient of friction of 0.45, and the main wear mechanism was abrasion along with polishing. In view of the facts above, the present study focuses attention on the tribological behavior of ZTA added with different pair of oxides in small quantity.
Experimental
Materials and Synthesis
Commercially available precursor salts of the respective components, viz., Al(NO3)3·9H2O, ZrO(NO3)2·H2O, Mg(NO3)2·6H2O, Cu(NO3)2·3H2O, Zn(NO3)2·6H2O, TiCl4, Ce(NO3)3·6H2O, SnCl2·2H2O, along with 30 vol.% NH4OH solution and NaOH pallets were used as starting materials. Characteristics of these chemicals are given in Table 1. The base composition of ZTA and subsequent soft-oxide-added ZTAs are synthesized from their respective salt solutions following the stoichiometry given in Table 2. The respective salts were at first dissolved in distilled water and stirred using a magnetic stirrer for 1 h. Then drop-wise NH4OH (ammoniacal) solution was added to this salt solution with continuous stirring until the pH of the solution reached to 9 and precipitation started. Precipitates was allowed to age for 48 h, and then supernatant liquid was removed by the filtration process. Precipitates were thoroughly washed with warm distilled water for complete removal of Cl− and NO3 − ions. AgNO3 test was performed in order to ascertain complete removal of Cl− from the precipitates. Precipitates, thus obtained, were dried at 120 °C for 24 h and then calcined at 1200 °C for 1 h. Calcined powders were then ground in a crucible using mortar and pestle. Pallets (φ = 8 mm, h = 5 mm) of different ZTA compositions were then prepared by compaction in a hydraulic press at a pressure of 400 MPa. The specimens were then sintered in a high-temperature PID-controlled resistance-heated furnace at 1600 °C for 2 h. Flow diagram of the synthesis process for different types of ZTA powders is shown in Fig. 1.

Flowchart for preparation ZTA nano-composites with and without additive oxides
Characterization of Ceramics
Green density (\(\rho_{\text{G}}\)) of different specimen was calculated by dividing mass of each pallet by its volume, and volume of each pallet was determined from its dimension. Theoretical density (\(\rho_{\text{Th}}\)) of the different composite system was calculated considering the different phases formed after sintering as identified by XRD analysis. Sinter density (\(\rho_{\text{s}}\)) and relative density (\(\rho_{\text{rel}}\)) of the specimen were measured using the equations described elsewhere (Ref 9). Densification parameter (D) for each specimen was measured using Eq 1.
Sintered specimens of different ZTA composites were initially coarse-polished using SiC abrasive grit paper (grade 600,800,1000,1200,1600) and then finally diamond-polished up to 1-µm surface finish. Vickers indentation hardness was measured for different composite system applying a load of 10 kgf keeping a holding time 20 s. For each specimen, 12 readings for hardness data were taken. X-ray diffraction (XRD) was performed in Philips x-ray diffractometer (PW 1840, Holland) using filtered Cu Kα radiation (λ = 0.15406 nm) for powders obtained after calcinations and sintered specimens of different composition. Qualitative phase analysis was carried out with the help of X-Pert High score Plus™ software, which uses the ICDD database for crystallographic information. Microstructures of polished sintered surfaces (1-µm surface finish) were studied by scanning electron microscopy (Zeiss supra 40 attached with oxford energy-dispersive x-ray microanalysis). To avoid charging effect under SEM, specimens were sputtered with gold.
Tribology
Tribological behavior of the sintered and polished specimens (surface finish of 1 µm) was studied using multi-tribometer (Phoenix, UK). Pin-shaped (φ = 6 mm) specimen was used against alumina disk as counter body during the wear test. Wear depths and coefficient of frictions were measured at a velocity of 0.275 m/s with a load of 30 N for a maximum sliding distance of 2.5 km. Specific wear rates of different ZTA composites were measured using the equation given below.
where K w is the specific wear rate, V w is the wear volume, F is the applied force (N), and S is the sliding distance (m). Mass loss was calculated by measuring the mass of the specimen, before and after the wear test. Wear volume (V w) was calculated from the mass loss data. Cumulative wear depth of the specimens and their coefficient of frictions were obtained directly from the machine interfaced with computer aided data recorder.
Results and Discussion
Phase Analysis of Calcined Powder (Precipitated)
XRD analyses of calcined powders are shown in Fig. 2(a) and (b). The matrix phase Al2O3 is present as metastable θ-phase (monoclinic) (ICDD 00-023-1009) in composite systems C1 and C4 and as stable α-phase (ICDD 00-043-1484) in composite systems C6 and C9. The absence of strong α-alumina is obvious from Fig. 2(a). It also reveals the presence secondary phase ZrO2 in both tetragonal (t-ZrO2, ICDD 01-079-1764) and monoclinic (m-ZrO2, ICDD 01-078-0047) form in all composite systems. XRD results also confirm the presence of cubic MgO and spinel MgAl2O4 (ICDD 00-001-1157) in composite systems C1, C6, and C9. However, MgO could not be detected in the composite system C4 as it is possibly consumed during formation of MgAl2O4 spinel. It is noteworthy that both CeO2 (ICDD 01-075-0076) and SnO2 (ICDD 01-077-0452) were present in this system C4, whereas, in system C9, CuO and ZnO were not detected and all the major peaks belongs to CuAl2O4 (ICDD 01-078-1605) and ZnAl2O4 (ICDD 01-073-1961) as shown in Fig. 2(b). Like C4, presence of additive oxides CeO2 and TiO2 (ICDD 00-034-0180) were also detected in C6 system. Since solubility of either CeO2 or TiO2 in Al2O3 at around 1200 °C is very low (Ref 10,11,12), these additives are present unreacted in the matrix. In contrast, CuO and ZnO additives in system C9 readily form CuAl2O4 and ZnAl2O4 spinel phases at moderate temperatures (around 900-1000 °C) following the reactions, respectively (Ref 13):

X-ray diffraction patterns of calcined powder for composite systems. (a) C1 and C6, (b) C4 and C9
Sintering, Densification, Microstructure, and Phase Evolution
The composite systems were sintered at 1600°C for 2 h, and all of them were having density >95% of the theoretical one. The sintered density of the different composite systems is reported in Table 3. Maximum relative density of 98.5% was obtained for the composite system C6, and minimum of 95.5% was measured for the system C9. Lower density in system C9 is primarily attributed to the volatilization of CuO and ZnO at 1600 °C. However, volatilization loss of SnO2 in system C4 is limited as decomposition is somewhat suppressed by the presence of MgO due to possible spinel formation (Ref 14). XRD result, however, lacks the evidence of Mg2SnO4 (or might be below the level of detection) in this system. XRD for all the sintered composite system, as shown in Fig. 3(a) and (b), confirms the presence of a minor phase MgAl2O4 (a reaction product between MgO and Al2O3) in all composite system except C6. Formation of MgAl2O4 for all composite system can be explained from the equation given below at high sintering temperature of 1600 °C.

X-ray diffraction patterns of sintered composite systems. (a) C1 and C6, (b) C4 and C9
Standard Gibbs free energy of spinel MgAl2O4 formation for solid-state reaction is given by Ref 15 (∆G = −35600 − 2.09T J/mol) and at 1600 °C, ∆G = −39514.57 J/mol < 0 which fulfill the thermodynamic requirement of formation of MgAl2O4. It was also reported that MgO in alumina matrix acted as a strong grain growth inhibitor and promoted the sintering of Al2O3 (Ref 16). Presence of MgAl2O4 also contributed to the suppression of grain growth by acting as a pinning agent (Ref 17). It also accelerates sintering kinetics by creating anionic vacancies (aliovalent substitution) which help diffusion and thus achieve faster densification. Unstable θ-Al2O3 (monoclinic), present in calcined powders (in C1 and C4 systems), gets converted to stable α-Al2O3 after sintering at higher temperatures. For sintered specimen of composite system C6 and C9, matrix phase is observed to be also stable α-Al2O3. It was also observed that zirconia is present in only monoclinic form in all the composite system.
XRD analysis of system C4 (Fig. 3b) reveals the presence of minor phases like MgAl2O4 and CeAl11O18 (ICDD 00-048-0055). Literature shows that formation of CeAl11O18 occurs following reaction between Al2O3 and CeO2 in the temperature range of 1200-1400 °C (Ref 10, 11). Initially, CeO2 is reduced to Ce2O3 and then further reacted with alumina to form CeAl11O18 following these reactions:
It was also reported in literature (Ref 10) that alumina added with yttria-stabilized zirconia (YSZ) composites containing 3-5 wt.% ceria sintered at 1400 °C resulted in a composite with 99% relative density along with the formation of elongated grains of CeAl11O18 within alumina matrix. In another study (Ref 11), it was also reported that ZTA-MgO composite when added with 1 wt.% CeO2 resulted in maximum density and an increase in CeO2 content (5 wt.%) resulted in reduction of density due to the formation of elongated grains of CeAl11O18.
XRD analysis for the composite system C6, as shown in Fig. 3(a), confirms the formation of different minor phases, viz., CeAl11O18 and cubic Mg2TiO4 (ICDD 00-003-0858) along with α-Al2O3 as matrix and m-ZrO2 as secondary phase. MgO-TiO2 phase diagram (Ref 18) reveals that temperature in excess of 1500°C favors the formation of cubic Mg2TiO4 following the reaction:
It was also reported (Ref 19) that above 1300°C, excess TiO2 beyond its solid solubility limit (~0.3 wt.%) in MgO reacted with MgO to form inter- and intragranular Mg2TiO4 phase. Decomposition of this high-temperature phase during cooling at lower temperature was also reported according to the following reaction.
However, without any doping agent, this high-temperature phase can also be retained at room temperature even after slow cooling (Ref 20) and present observation is also similar to the result reported earlier. Previous study (Ref 12) have reported that TiO2 in Al2O3 above 1200°C do form a metastable Al2TiO5 stoichiometric compound, however, during cooling from the sintering temperature, it decomposes back to TiO2 in Al2O3 as per the eutectoid reaction:
In the composite system C9, presence of the two volatile oxides (ZnO and CuO) (having high vapor pressure) may have resulted in less dense sintered body in comparison with other composite systems. However report (Ref 14) suggests that decomposition of SnO2 is somewhat suppressed by the presence of MgO due to possible spinel. XRD analysis (Fig. 3b) of this composite system confirms the formation of different minor phases, viz., MgAl2O4, ZnAl2O4 (ICDD 00-001-1146) and CuAl2O4 (ICDD 00-001-1153) along with matrix (α-Al2O3) and secondary phase (m-ZrO2). Formation of Zn spinel occurs following the equation:
Gibbs free energy change for the reaction given by Jacob et al. (Ref 21) as ∆G 0 = −45.0081 + 0.0066T (in kJ/mol) indicates the favorable condition for formation of ZnAl2O4 from room temperature to 1600 °C.
Formation of CuAl2O4 takes place according to the following reaction:
Gibbs free energy change for the reaction is given by Jacob et al. (Ref 22) as ∆G = 4403 − 4.97T (in cal/mol), and they predicted the possible formation of stable CuAl2O4 above 612 °C. Recently, published literature (Ref 23) reported that CuO react with α-Al2O3 to form CuAl2O4 above 1000 °C. Another study (Ref 24) reports that CuAl2O4 undergoes decomposition within 1000-1400 °C according to following reaction.
It was also reported in literature (Ref 25) that excess α-Al2O3 within matrix suppresses the decomposition of CuAl2O4 and increases the thermal stability of the spinel phase.
SEM micrograph of the sintered and polished composite specimen C1 shown in Fig. 4(a) reveals the formation of nearly dense composite where dark phases are alumina-rich and bright phases are zirconia-rich ones. SEM images of C4, as shown in Fig. 4(b), reveals that zirconia phases (white grains) are well dispersed within the α-Al2O3 matrix along with the presence of elongated grains of CeAl11O18. EDS analysis of the respective phase also confirms the formation of CeAl11O18. Figure 4(c) represents the SEM structure of C6 composite showing a dense microstructure with well-dispersed bright secondary ZrO2 phase within dark alumina matrix phase. The matrix grains were rather large compared to other systems owing to the fact that the addition of TiO2 promotes grain growth of Al2O3 (Ref 12). All TiO2 reacted with MgO to form Mg2TiO4, and as a result, there was no evidence of formation of MgAl2O4 in C6 which also contributed to grain coarsening effect. SEM micrograph of C9 (shown in Fig. 4d) shows the presence of well-dispersed zirconia grains within alumina matrix along with the presence of different spinels (ZnAl2O4 and CuAl2O4) formed. Results of EDS analysis also gives the evidence of formation of spinels. The matrix grain size in this system is found to very fine as ZnAl2O4 spinel dopant acted as a grain growth inhibitor in the alumina system (Ref 14).

SEM micrograph of polished surface of composite system. (a) C1, (b) C4, (c) C6, and (d) C9
Hardness of the Composite Systems
Vickers hardness values for different ZTA composite systems are given in Table 4. As expected, maximum hardness of 16.78 ± 2.98 GPa was obtained for composite system C1 (without any soft additive oxides). Volume fractions of different phases formed in sintered specimen of ZTA composite C1 are α-Al2O3 ≈ 74%, ZrO2 ≈ 13.8%, and MgAl2O4 ≈ 12.2%. It was reported (Ref 1) that the addition of relatively softer phase zirconia to a harder matrix phase alumina resulted in lowering of the hardness of the composites. Literature (Ref 26) reports that Vickers’ hardness values for MgAl2O4 are in the range of 14-17 GPa. Vickers’ hardness value for α-Al2O3 and monoclinic ZrO2 phases are 20 and 12 GPa, respectively. Composite system C6 (contains CeO2 and TiO2 as additives) exhibited Vickers hardness value of 14.46 ± 1.83 GPa. Volume fraction of different phases formed after sintering are α-Al2O3 ≈ 62%, monoclinic ZrO2 ≈ 13% Mg2TiO4 ≈ 6.5%, CeAl11O18 ≈ 17.5%, and unreacted TiO2 ≈ 1%. Reduction in hardness value of composite system C6 in comparison with C1 (base composition) may be due to reduction in the volume fraction of the α-Al2O3 content in C6. Formation of different other phases viz., Mg2TiO4 (hardness value ≈ 10 GPa) and CeAl11O18 (hardness value greater than zirconia but lower than alumina) also gives clear indication of the lower hardness value. Addition of CeO2 and SnO2 as additive oxides for the composite system C4 resulted in Vickers hardness value of 14.15 ± 2.03 GPa. Different secondary phases formed in C4 were MgAl2O4 and CeAl11O18. Volume fraction of different phases formed after sintering are α-Al2O3 ≈ 56.72%, monoclinic ZrO2 ≈ 13.26%, MgAl2O4 ≈ 9.78% and CeAl11O18 ≈ 17.76% and unreacted SnO2 ≈ 2.48%. Further reduction in the volume fraction of alumina and consequent increase in the volume fraction of the comparative softer phases might have resulted in obtaining reduced hardness value for the composite system C4. Similar observations (Ref 11, 27) were also reported for ceria-added alumina composite in different study. Rejab et al. (Ref 11) reported that addition of 7 wt.% ceria in ZTA with composition (80 wt.% Al2O3 + 20 wt.% YSZ) added with 0.7 wt.% MgO resulted in the reduction of hardness from 14.99 to 14.15 GPa due to the formation of secondary phase CeAl11O18. Another study carried out by Magalaraja et al. (Ref 27) reported that the addition of 5 vol.% ceria in ZTA (Al2O3-10 vol.% 3YTZP) resulted in the reduction of hardness from 14.51 to 12.62 GPa. Compared to rest of composite systems, considerable reduction in hardness (~13.10 ± 2.25 GPa) was measured for the composite system C9. The major factor causing such drop is the lower sintered density (about 95% rel. density). Apart from that, different spinel phases (CuAl2O4 and ZnAl2O4) formed in this composite system also attributes to low hardness. Literature (Ref 28) shows that polycrystalline ZnAl2O4 has lower hardness of 10.5 GPa. Hardness value of CuAl2O4 is similar to that of ZnAl2O4. Volume fractions of different phases formed after sintering, as evident from XRD results, are α-Al2O3 ≈ 59%, monoclinic ZrO2 ≈ 13.05%, MgAl2O4 ≈ 11.43%, CuAl2O4 ≈ 8.18%, and ZnAl2O4 ≈ 8.34%. Thus, major harder matrix phase alumina, when reacted with different other oxides (MgO, CuO and ZnO), forms different spinel phases which are comparatively softer than alumina and consequently resulted in low hardness value of the composite system C9.
Tribological Behavior
Severity of the dry sliding wear behavior of alumina composites against alumina as counter body primarily depends on applied load, sliding velocity, contact geometry of the sliding pairs, and test configuration. An organized dry sliding wear test for alumina composite against alumina cylindrical pin with a hemispherical tip of radius 2.75 mm was carried out to determine the critical condition for wear transition from mild wear to severe wear and reported to observe clear transition from mild to severe wear at normal load of 30 N and sliding speed of 0.37 m/s (Ref 29). Present study was carried out with a normal load of 30 N and sliding speed of 0.275 m/s which may be considered as a mild wear region based on the result of the previous study (Ref 29). Cumulative wear depths recorded for different ZTA composite systems are shown in Fig. 5. Maximum wear depth of 202 µm for ZTA composite system C4 (contains CeO2 and SnO2 as additives) and the minimum wear depth of 44 µm for ZTA composite system C6 (contains CeO2 and TiO2 as additives) were recorded, whereas ZTA composite system C1 (without additives) resulted in wear depth of 60 µm. ZTA composite system C9 (contains ZnO and CuO as additives) exhibited a wear depth of 88 µm. Specific wear rate for different composite systems are given in Table 2. Maximum specific wear rate was recorded for the composite system C4, and minimum specific wear rate was obtained for the composite system C6.

Cumulative wear depth vs. sliding distance for different ZTA composites
Steady-state condition was achieved after a dry sliding distance of 1 km for the ZTA composite systems C1 and C6. Composite system C9 quickly attained a steady-state condition after sliding a very short distance of 200 m, but for composite system C4, steady-state condition was observed after a distance of 1.75 km.
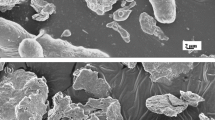
Wear depth of 60 µm and the specific wear rate of 1.5 × 10−6 mm3/Nm were obtained for the composite system C1 after dry sliding the specimen for a distance of 2.5 km. Removal of wear debris from the alumina disc during dry sliding wear test was not observed for any of the specimen. SEM micrograph of the worn surface of the composite system C1 (without additive oxides; Fig. 6a) reveals that mild abrasion along with grain pullouts is the main wear mechanism.

SEM micrograph of the worn surface of the composite system (a) C1, (b) C4, (c) C6, and (d) C9
Addition of CeO2 and SnO2 as additive oxides in composite system C4 did not result in any significant improvement in its tribological properties and a very high specific wear rate of 3 × 10−5 mm3/Nm (five times higher in comparison with that of the base composition) was recorded. SEM micrograph of the worn surface, as shown in Fig. 6(b), shows the formation of thin layers, which is known as tribofilm, consisting of fine grain size particles (wear debris). Wear debris are formed due to continuous removal of small particle from the specimen under test. Small particles clustered together and formed large lumped with porosity and cracks. Debris gets compacted on the wear surface and also fills the voids and grooves created during dry sliding. Wear surface also reveals the presence of extensive microcracks on the tribofilm. There was also indication of removal of the tribofilm from the wear surface and resulted in exposure of new rough surface. Complete removal of cracked tribofilm resulted in high wear rate of the composite system.
Addition of CeO2-TiO2 as additive oxides in the composite system C6 resulted in the considerable improvement in tribological properties of the composite system. Minimum specific wear rate of 9 × 10−7 mm3/Nm was recorded for the composite system. SEM micrograph, as shown in Fig. 6(c), for the worn surface of the composite system C6 reveals that plastic deformation occurred along with mild abrasion and occasional grain pullouts. Conventionally, in alumina ceramics, grain coarsening has been found to improve the crack growth resistance characteristics. Although larger grain size reported to degrade the wear behavior, but change in major wear mechanism for C6 composite system may attributed high wear resistance compared to the other systems. Addition of comparatively soft oxides CuO and ZnO as additive oxides in composite system C9 resulted in specific wear rate of almost twice that of the base composition C1. SEM micrograph of the worn specimen in Fig. 6(d) reveals the formation of tribofilm on the worn surface due to the compaction of wear debris on the worn surface. Comparatively stable tribofilm formed on the worn surface due to the presence of different softer phases like ZnAl2O4 and CuAl2O4 resulted in low specific wear rate of C9 in comparison with C4. Mild abrasion along with occasional grain pullouts of different phases is the main wear mechanism.
Coefficient of Friction
The variation in coefficient of friction for different composite system is shown in Fig. 7. Maximum C.O.F. of 0.54-0.57 was observed for C1 (without additive). Minimum C.O.F. (0.35-0.38) was observed for composite system C9 (contains relatively softer CuO and ZnO as additives). Addition of CeO2 and SnO2 as additives in ZTA composite C4 did not result in any significant reduction in C.O.F. Though there was formation of tribofilm on the wear surface but quick removal of that due to absence of any comparatively softer phases resulted in exposure of new rough surface and as a result of which higher C.O.F was obtained. For composite system, C6 added with CeO2-TiO2 as additives resulted in C.O.F in the range of 0.44-0.47. Formation of relatively softer Mg2TiO4 (6.5 vol.%) in C6 probably contributed in the slight reduction of C.O.F. Presence of comparatively softer phases viz., CuAl2O4 and ZnAl2O4 (with total large volume fraction ≈ 17) in composite system C9 contributed to the formation of relatively stable tribofilm (in comparison with C4) and resulted in lower C.O.F (Table 5).

Coefficient of friction (C.O.F) for different ZTA composite systems
Conclusions
Base composition of ZTA designated as C1 exhibited high C.O.F in the range of 0.54-0.57 along with specific wear rate of 1.5 × 10−6 mm3/Nm. Main wear mechanism was observed for C1 as abrasion with occasional grain pullouts. Addition of CeO2 and SnO2 in the composite system C4 did not contributed in any improvement in the tribological properties. Composite system C9 added with 4 wt.% each of CuO and ZnO as additives resulted in significant reduction of C.O.F in the range of 0.35-0.38 but with high specific wear rate of 2.9 × 10−6 mm3/Nm. Formation comparatively large volume fraction (≈17%) of softer phases like CuAl2O4 and ZnAl2O4 in C9 contributed significantly for low C.O.F. For both C4 and C9, there was formation of tribofilm on the wear surface due to compaction of wear debris on the wear surface but tribofilm film formed on wear surface of C9 is relatively stable than in C4. ZTA composite system C6 added with 4 wt.% each of TiO2 and CeO2 as additive oxides resulted in obtaining high dense (98.5% rel. density) sintered body and slightly reduced C.O.F. in the range of 0.44-0.48 with lowest specific wear rate of 9 × 10−7 mm3/Nm. Mild abrasion along with occasional grain pullouts and plastic deformation was the main wear mechanism under dry sliding condition against alumina as counter body. Based on the above findings it may be concluded that ZTA composite added with small amount of CeO2 and TiO2 (4 wt.% each) may be suitable material for wear resistance applications.
References
D. Sarker, S. Adak, and N.K. Mitra, Preparation and Characterization of Al2O3-ZrO2 Nanocomposites, Part I: Powder Synthesis and Transformation Behaviour During Fracture, Compos. A Appl. Sci., 2007, 38, p 124–131
J.F. Bartolome, A.H. De Aza, A. Martin, Y. Pastor, J. Llorea, R. Torrecillas, and G. Bruno, Almina/Zirconia Micro/Nanocomposites: A New Material for Biomedical Applications with Superior Sliding Wear Resistance, J. Am. Ceram. Soc., 2007, 90, p 3177–3184
D. Sarkar, S. Adak, M.C. Chu, S.J. Cho, and N.K. Mitra, Influence of ZrO2 on the Thermo-mechanical Response of Nano-ZTA, Ceram. Int., 2007, 33, p 255–261
A. Mohd Ali, A.Z.A. Azhar, N.S. Abdullah, M.M. Ratnam, and Z.A. Ahmad, Tetragonal and Monoclinic Phase Transformation of ZTA-MgO Ceramic Cutting Tool by Machining Process, in Materials Science Forum, Z.A. Ahmad, M.Y.M. Sulaiman, M.A. Yarmo, F.A. Aziz, K.N. Ismail, N.S. Abdullah, Y. Abdullah, N.A. Rejabm, and M. Ahmadipour, Eds., vol. 888, Trans Tech Publications, Switzerland, 2017
H.R. Pasaribu, K.M. Reuver, D.J. Schipper, S. Ran, K.W. Wiratha, A.J.A. Winnubst, and D.H.A. Blank, Environmental Effects of Friction and Wear of Dry Sliding Zirconia and Alumina Ceramics Doped with Copper Oxide, Int. J. Refract. Metals Hard Mater., 2005, 23, p 386–390
A. Kovalcikova, P. Kurek, J. Balko, J. Dusza, P. Sajgalik, and M. Mihalikova, Effect of the Counterpart Material on Wear Characteristics of Silicon Carbide Ceramics, Int. J. Refract. Metals Hard Mater., 2014, 44, p 12–18
B. Kerkwijk, M. Garcia, W.E. Van Zyl, L. Winnubst, E.J. Mulder, D.J. Sehipper, and H. Verweij, Friction Behaviour of Solid Oxide Lubricants as Second Phase in α-Alumina and Stabilized ZrO2 Composites, Wear, 2004, 256, p 182–189
B. Kerkwijk, A.J.A. Winnubst, H. Verweij, E.J. Mulder, H.S.C. Metselaar, and D.J. Schipper, Tribological Properties of Nanoscale Alumina-Zirconia Composites, Wear, 1999, 225–229, p 1293–1302
A.K. Dey and K. Biswas, Dry Sliding Wear of Zirconia Toughened Alumina with Different Metal Oxide Additives, Ceram. Int., 2009, 35, p 997–1002
I. Akin, E. Yilmaz, F. Sahin, O. Yucel, and G. Goller, Effect of CeO2 Addition on Densification and Microstructure of Al2O3-YSZ Composites, Ceram. Int., 2011, 37, p 3273–3280
N.A. Rejab, A.Z.A. Azhar, M.M. Ratnam, and Z.A. Ahmad, The Relationship Between Microstructure and Fracture Toughness of Zirconia Toughened Alumina (ZTA) Added with MgO and CeO2, Int. J. Refract. Metals Hard Mater., 2013, 41, p 522–530
R. Papitha, M. Buchi Suresh, and R. Johnson, High-Temperature Flexural Strength and Thermal Stability of Near Zero Expanding doped Aluminum Titanate Ceramics for Diesel Particulate Filters Applications, Int. J. Appl. Ceram. Technol., 2014, 11(4), p 773–782
A. Lyngfelt and T. Mattisson, Materials for Chemical-Looping Combustion, Wiley, Weinheim, 2011
L. Jedynak, J. Wojsa, J. Ojsa, J. Podwórny, and T. Wala, Refractories from the MgO-Al2O3-SnO2 System for Metallurgical Applications, Ceram. Mater., 2011, 63, p 34–39
J.-H. Liu, X.-J. Lv, J. Li, C. Zhang, Y.-Q. Lai, and Y.-X. Liu, Effect of MgO on Phase Compositions and Properties of Al2O3-MgAl2O4 Composite—A Prospective Man-Made Ledge Material, Trans. Indian Ceram. Soc., 2016, 75(2), p 108–111
Z. Harun, N.F. Ismail, and N.A. Badarulzaman, Effect of MgO Additive on Microstructure of Al2O3, Adv. Mater. Res., 2012, 488–489, p 335–339
F.Y. Zeng, Q.L. Wang, H. Liu, and X. Li, Synthesis and Characterization of Translucent MgO-Doped Al2O3 Hollow Spheres in Millimeter Scale, J. Alloys Compd., 2014, 608, p 185–190
H.S.C. O’Neill and D.R. Scott, The Free Energy of Formation of Mg2TiO4 (Synthetic Quandilite), an Inverse Spinel with Configurational Entropy, Eur. J. Mineral., 2005, 17, p 315–323
X. Xie, L. Guimin, D. Wei, Y. Wang, and Y. Jianguo, Effect of TiO2 on Melting and Crystallization Mechanism of Fused Magnesia, Asian J. Chem., 2015, 27(5), p 1823–1827
G. Kimmel, J. Zabicky, Stability, Instability, Metastability and Grain Size in Nanocrystalline Ceramic Oxide Systems, in Solid State Phenomena, W. Łojkowski and J. R. Blizzard, Ed., vol. 140, Trans Tech Publications, Switzerland, 2008, pp. 29–36
K.T. Jacab, Gibbs Free Energies of Formation of ZnAl2O4 and ZnCr2O4, Thermochim. Acta, 1976, 15(1), p 79–87
K.T. Jacab and C.B. Alcock, Thermodynamics of CuAlO2 and CuAl2O4 and Phase Equilibria in the System Cu2O-CuO-Al2O3, J. Am. Ceram. Soc., 1975, 58, p 192–195
W. Hu, F. Donat, S.A. Scott, and J.S. Dennis, The Interaction Between CuO and Al2O3 and the Reactivity of Copper Aluminates Below 1000 °Cand Their Implication on the Use of the Cu-Al-O System for Oxygen Storage and Production, RSC Adv., 2016, 6, p 113016–113024
C.-Y. Hu, K. Shih, and J.O. Leckie, Formation of Copper Aluminate Spinel and Cuprous Aluminate Delafossite to Thermally Stabilize Simulated Copper-Laden Sludge, J. Hazard. Mater., 2010, 181, p 399–404
G.A. El-Shobaky, G.A. Fagal, and N.H. Amin, Thermal Solid-Solid Interaction Between CuO and Pure Al2O3 Solids, Thermochim. Acta, 1989, 141, p 205–216
O. Tokariev, R.W. Steinbrech, L. Schnetter, and J. Malzbender, Micro-and Macro-mechanical Testing of Transparent MgAl2O4 Spinel, J. Mater. Sci., 2012, 47, p 4821–4826
R.V. Mangalaraja, B.K. Chandrasekhar, and P. Manohar, Effect of Ceria on the Physical, Mechanical and Thermal Properties of Yttria Stabilized Zirconia Toughened Alumina, Mater. Sci. Eng. A, 2003, 343, p 71–75
A. Goldstein, Y. Yeshurun, M. Vulfson, and H. Kravits, Fabrication of Transparent Polycrystalline ZnAl2O4—A New Optical Bulk Ceramic, J. Am. Ceram. Soc., 2012, 95, p 879–882
N.R. Tedesco, E.M.J.A. Pallone, and R. Tomasi, Effects of the Pin on Disc Parameters on the Wear of Alumina, Adv. Sci. Technol., 2010, 65, p 39–44
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dey, A.K., Chatterjee, S. & Biswas, K. Effect of Oxide Additives on Phase Evolution and Tribological Behavior of Zirconia-Toughened Alumina Composite. J. of Materi Eng and Perform 26, 6107–6116 (2017). https://doi.org/10.1007/s11665-017-2851-z
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-017-2851-z