
Abstract
Laser surface alloying is one of the recent technologies used in the manufacturing sector for improving the surface properties of the metals. Light weight materials like aluminum alloys, titanium alloys, and magnesium alloys are used in the locomotive, aerospace, and structural applications. In the present work, an experimental study was conducted to improve the surface hardness of commercially pure aluminum plate. CO2 laser is used to melt pre-placed powders of pure copper, manganese, and magnesium. Microstructure of alloyed surface was analyzed using optical microscope. The best surface alloying was obtained at the optimum values of laser parameters, viz., laser power, scan speed, and laser beam diameter. In the alloyed region, microhardness increased from 30 HV0.5 to 430 HV0.5, while it was 60 HV0.5 in the heat-affected region. Tensile tests revealed some reduction in the strength and total elongation due to alloying. On the other hand, corrosion resistance improved.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Commercially pure aluminum sheet metal with up to 1.5 wt.% impurities usually finds applications in chemical equipment, truck bodies, and packaging. It has good corrosion resistance, electrical conductivity, and strength to weight ratio. However, it has poor surface hardness and wear characteristics. Degradation of parts made of aluminum starts mostly at the surface. Changing surface property of aluminum prevents or minimizes the degradation. There are mainly three different methods of surface modification—coating (Ref 1), cladding (Ref 2), and surface alloying. Recently, a lot of researchers focused on surface alloying using laser due to its ability of concentrating heat in a small volume, thereby minimizing the heat-affected zone (HAZ).
In laser surface alloying, melting of alloying materials as well as a portion of substrate takes place. The alloying material can be mixed with the substrate in several ways. In one method, alloying element is pre-placed on the substrate by electrolysis, followed by melting and solidification (Ref 3). In the other method, a binder is employed to pre-place the alloying material (Ref 4-6). Alloying material can also be kept on the surface of the substrate in the form of powder or the powder can be injected either co-axially with the laser beam or from the side (Ref 7-9). Surface alloying was carried out by feeding wire of alloying metal directly into the melt pool (Ref 10, 11). During laser surface alloying fast solidification influences the structure and properties of alloyed region.
Laser surface alloying of 99.5% pure aluminum with 6-40 wt.% Cu using a CO2 laser was reported (Ref 12). Due to surface alloying, microhardness and wear characteristics were improved. Depending on the Cu percentage, the microhardness varied from 60 to 250 HV0.2. Copper and iron laser surface alloying on commercially pure aluminum was also reported (Ref 13). The 42 wt.% Cu and 5 wt.% Fe exhibited homogeneous microstructure and improved microhardness up to 370 HV0.2. High surface microhardness was achieved by remelting the surface of an aluminum copper alloy (Al-15 wt.% Cu) using continuous 1-kW CO2 laser (Ref 14). Laser surface alloying with copper and molybdenum in commercially pure aluminum using Nd:YAG laser was reported. The addition of 50 wt.% Cu and 50 wt.% Mo on the surface of aluminum helped in achieving corrosion resistance (Ref 15).
The solidification curves for Al-Cu, Al-Mg, and Al-Cu-Mg alloys were reported (Ref 16). Changing chemical composition of the Al-Cu-Mg alloy causes changes in the properties of the material. The hardness and compression strength increased with the addition of magnesium (Ref 17). Addition of manganese in aluminum alloys increases the strength without decreasing ductility and also improves corrosion resistance (Ref 18, 19). Al-CuMgMn films are used in micro-electro-mechanical-systems (Ref 20). Hardness of tool steel improved by 100% along with improved wear resistance by remelting and alloying with different carbides (TaC, NbC, WC, VC, and TiC) using 1.2-2.3 kW high power diode laser (HPDL) (Ref 21). Laser surface alloying of 32CrMoV12-28 tool steel using TiC and WC was reported to provide high surface hardness (Ref 22). Microstructure and mechanical properties of HPDL-treated cast aluminum alloys were studied (Ref 23).
In the present work, the powders of Cu, Mg, and Mn are added to 98.6% aluminum by means of CO2 laser. CO2 laser is widely used in industry for various manufacturing processes. This in no way means that it is the best laser source for surface alloying. For many applications, the hard ceramic powders are alloyed with the help of HPDL (Ref 21-23). However, at times low melting point materials may be a better option for surface alloying as they provide micro-crack free surface due to the low melting temperatures of alloying powder. In order to fill up the gap in the literature, here the powders of Cu, Mg, and Mn are alloyed with aluminum considering their beneficial properties as discussed in Ref 16-20. The powders were mixed with a binder and pre-placed and no shielding gas was used. After surface alloying by the laser, the microstructure and mechanical properties were studied.
Experimental Procedure
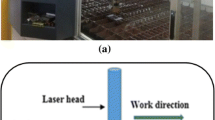
The substrate material was 98.6% pure aluminum plate with dimension 55 mm × 30 mm × 10 mm. The substrate composition identified by energy dispersive x-ray spectroscopy (EDS) is 0.1 wt.% Cu, 0.9 wt.% Si, 0.4 wt.% Fe, and the balance is aluminum. Copper, manganese, and magnesium powders were mixed at 2:1:1 weight ratios. Chemical adhesive binder Fevigum (Make Hira Industries, India) was used to place uniform coating of these elements on substrate material. Fevigum gets evaporated during melting. The coated thickness was up to 1.5 mm followed by drying at normal temperature (25 °C) for a period of 2 days. Afterward CO2 laser with continuous mode was used to melt the coated surface. Table 1 presents the laser input parameters. The laser power was kept constant at 1.7 kW. Laser scan speeds of 300, 400, and 500 mm/min and laser beam diameters of 5.8, 7.4, and 9.8 mm are used. The laser specific energy (laser power divided by the product of scan speed and laser diameter) is also reported in the table. The surface characterization of alloyed surface was analyzed to confirm the formation of good metallurgical surface alloying with substrate material.
The following procedure was used to study the microstructure. Microhardness variation along the thickness was studied after sectioning the sample. Proper preparation of sample surface was made by polishing with SiC emery sheet with grit numbers of 400, 600, 800, 1200, and 2000 in sequence. Keller’s reagent comprising 2 mL HF + 3 mL HCl + 5 mL HNO3 + 190 mL H2O (distilled water) was used as etchant. Etchant was kept for 8 min at room temperature. Afterward surface was cleaned by water. Optical microscopy was used to study the microstructure of the alloy samples. X-ray diffraction (XRD) study was done on solid samples after polishing. The XRD was used with filtered Cu-Kα1 radiation (λ = 0.154056 Å) at 40 kV and 20 mA. Diffraction angle 2θ ranges from 20° to 90°. The chemical composition of laser surface-alloyed regions was analyzed by EDS.
Vickers hardness test was conducted with 0.5 kg load in the cross section of polished alloy regions. The tensile test was conducted on dynamic universal machine model 881J4051 make INSTRON with capacity of 100 kN. Extensometer of gage length 50 mm was used to measure elongation to characterize strain. The specimen was prepared according to ASTM standard E8 (Ref 24) with gage length 50 mm, width 12.5 mm, radius of fillet 12.5 mm, and overall length 200 mm. The thickness of tensile specimen was 10 mm. After pre-placing the alloy powders of copper, magnesium, and manganese on tensile samples, surface alloying was carried out.
The corrosion test was conducted for both substrate and laser surface-alloyed specimens (Al-CuMgMn) separately. The portions of laser surface-alloyed specimens were cut and mounted with phenolic polymer, which is highly resistant to both acidic and alkaline salt solutions. Different samples were put in different glass beakers for 200 h. The specimens were tested for corrosion immersion tests in 2% H2SO4 acid. Salt immersion test in 5% NaCl solution was also carried out in accordance with ASTM G 31 (Ref 25). The test was conducted at 25 °C temperature and 78% humidity. The pH of the solution was measured after corrosion test by a pH meter (model: pH 2700, electrode: 93X218819, make: Eutech (Singapore)). The pH meter was calibrated using the standard solutions of precisely known pH purchased from Oakton (USA). The corrosive media of the acidic solution was 0.74 pH and salt corrosive solution was 9.08 pH values. Both the substrate material and laser surface-alloyed (Al-CuMgMn) specimens were tested separately.
Results and Discussions
In the following subsections, the results are discussed. The studies of alloy geometry, surface topology, and XRD test for identification of phase changes due to alloying are discussed. The studies of microstructure and microhardness are explained in detail. The results of tensile and corrosion tests are also discussed.
Alloy Layer Geometry
Figure 1 shows the cross sections of polished alloy region. It was observed that height (h) from top of substrate, depth of dilution (D) inside the substrate, depth of HAZ (d) and the width (w) of alloy portions varied according to process parameters. Figure 1(a)-(c) shows samples S1, S2, and S3. Same laser power (1.7 kW) and scanning speed (300 mm/min) were used with different laser beam diameters (5.8, 7.4, and 9.8 mm). It is observed that with the increase in laser beam diameter, the height h above the substrate decreases, while the depth of dilution D, the depth of HAZ d, and the alloying width w increase. At the laser diameter of 7.4 mm, height h as well as the depth of HAZ d is very small, providing excellent alloying. At the laser beam diameter of 9.8 mm, the heat-affected region is quite large, and also some voids were found as shown in Fig. 1(c).

A view (×50) of cross sections of alloy geometry at same laser power (1.7 kW), (a) sample S1 scan speed (300 mm/min) and beam diameter (9.8 mm), (b) sample S2 scan speed (300 mm/min) and beam diameter (7.4 mm), (c) sample S3 scan speed (300 mm/min) and beam diameter (9.8 mm), (d) sample S4 scan speed (400 mm/min) and beam diameter (7.4 mm), and (e) sample S5 scan speed (500 mm/min) and beam diameter (7.4 mm). The hardness values are measured from point P up to the top surface
Figure 1(d) and (e) shows samples S4 and S5. Laser power 1.7 kW and beam diameter 7.4 mm were used for both the samples. Laser scan speeds of 400 and 500 mm/min were used for samples S4 and S5, respectively. Depth of dilution D decreases slightly when laser scan speed increases; however, height h and width w are increased. Depth of HAZ d was larger for 500 mm/min laser scan speed. The scan speed of 400 mm/min is optimum as it provides lesser values of h and d together.
Figure 2(a) shows changes in alloy geometry with beam diameter. The same 1.7 kW laser power and 300 mm/min scan speed were used for samples S1, S2, and S3. Depth of dilution increases from 0.5 to 2 mm as laser beam diameter increases from 5.8 to 9.8 mm. The geometric dimension of alloy layer width was highly sensitive to laser beam diameter. It increased from 3 to 7 mm when beam diameter increased from 5.8 to 9.8 mm, respectively. The depth of HAZ also changed from 0 to 1 mm. The height of alloyed layer was 1 mm for smaller beam diameter of 5.8 and 0.3 mm for larger beam diameter of 9.8 mm. It is concluded that sample S2 provides optimum alloying for the scan speed of 300 mm/min as HAZ is very small and height is also small.

The effect of laser input parameters on alloy geometry: (a) Effect of laser diameter: laser power (1.7 kW), scan speed (300 mm/min). (b) Effect of laser scans speed: laser power (1.7 kW) and beam diameter (7.4 mm)
Figure 2(b) shows the change in the dimensions of the alloy geometry with the change in laser scan speed from 300 to 500 mm/min. For the same laser power (1.7 kW) and beam diameter (7.4 mm) used for samples S2, S4, and S5, the depth measurements of penetration were 1.5, 1.3, and 0.3 mm for the scan speeds 300, 400, and 500 mm/min, respectively. The height of alloy layer increased from 0.7 to 1 mm when laser scan speed increased from 300 to 500 mm/min. However, width of alloyed layer is decreasing with increasing scan speed from 3 to 1.4 mm. Depth of HAZ fluctuates with the change of laser scan speed. In laser cladding, clad width and depth decrease with increasing scan speed but clad height increases with increasing scan speed (Ref 26).
X-ray Diffraction Analysis
In XRD study, the first three samples (S1, S2, and S3) were analyzed to confirm alloy formation. Diffraction pattern with corresponding peaks and diffraction angle is shown in (Fig. 3). The diffraction pattern confirms that laser surface alloying was successfully done on substrate material. The formation of two intermetallics phases of Al2Cu and Al7Cu3Mg6 were identified with their corresponding diffraction angles with the existing JCPDS database with entry cards 96-901-2197 and 00-007-0258, respectively. The Al2Cu phase is tetragonal and Al7Cu3Mg6 phase is cubic.

XRD patterns of surface-alloyed samples
Surface Topology Study
Figures 4(a)-(e) show micrographs at ×50 magnifications for samples S1, S2, S3, S4, and S5, respectively. The surface topology was studied without polishing their surface. Surface topology shows good metallurgical boding and alloy layer uniformity in all the samples. The surfaces are free of surface defects such as crack, porosity, and discontinuity. Addition of alloy element can be observed on the surface as shown in Fig. 4(b) and (c). The surface topology of laser-alloyed region was somewhat irregular as on the surface different shapes of round and elliptical forms were observed. Aluminum substrate was seen on the top of the surface in white color as shown in Fig. 4(d) and (e), which is advantageous in improving the corrosion resistance of the alloyed surface.

Surface topology (×50) of alloyed region with laser power 1.7 kW: (a) Sample S1 (300 mm/min scan speed, beam diameter 5.8 mm), (b) Sample S2 (300 mm/min scan speed, beam diameter 7.4 mm), (c) Sample S3 (300 mm/min scan speed, beam diameter 9.8 mm), (d) Sample S4 (400 mm/min scan speed, beam diameter 7.4 mm), and (e) Sample S5 (scan speed 500 mm/min, beam diameter 9.8 mm)
Microstructure Analysis
Figure 5(a) and (b) shows micrograph of alloy region for sample S1. Different microstructures are formed in alloy zone, re-melted region, and HAZ. Figure 5(a) shows the depth of alloy layer, which is 0.5 mm. The boundary of alloyed layer and aluminum substrate is free from cracks as well as porosity.

Micrograph of Sample S1 (×50): laser power (1.7 kW), scan speed (300 mm/min), and beam diameter (5.8 mm): (a) Micrograph showing thickness of alloy layer; (b) Micrograph showing different layers
The re-melted region has dendrite structure with very dense alloying elements at the interface zone and small HAZ, as shown in (Fig. 5b). The circle mark in (Fig. 5b) shows area of HAZ with no alloying elements. However, due to laser heating the structure was re-arranged forming primary dendrites. The alloyed region and HAZ are easily recognized along with alloy surface formation with different microstructures. In the re-melted region, no surface defects were formed even when composition and temperature changed. The distribution of alloying elements is as follows: 26.1 wt.% Cu, 11 wt.% Mn, 0.2 wt.% Mg, and aluminum substrate composition is 56.7 wt.%. It has been observed that alloying was successfully done with fine microstructure and very less HAZ.
Figure 6 shows EDS micrograph and corresponding spectrum with weight percentage composition of alloying elements and aluminum substrate. Figure 6(a) shows micrograph where both area and point spectrum tests were conducted. The concentration of major alloying elements decreased from top alloyed layer to aluminum substrate material. The concentration decreased because of diffusion of atoms of alloying elements. First row of Table 2 and Fig. 6(b) show spectrum 14 which is the top alloyed zone with maximum concentration of 32.1 wt.% Cu, 13.1 wt.% Mn, 2.0 wt.% Si, 0.3 wt.% Mg, and 0.2 wt.% Fe. Concentration of alloying elements decreased in order from spectra 14 to 18 (Fig. 6b, c) and Table 2. This confirms that diffusion takes place during melting process down the substrate. Table 2 shows weight percentage changes of copper, manganese, and magnesium from top alloy layer to substrate material. Silicon concentration in alloy layer reached 4 wt.% which may be from SiC emery sheet used while polishing the samples.

EDX spectra of sample 1: (a) micrograph; (b) composition of spectrum 14 (alloy region); and (C) composition of spectrum 18(substrate region)
Figure 7(a) and (b) shows micrograph of sample S2 at different magnifications to reveal segregated particles in solidified regions. The structure looks cellular in the shape of needle structure as shown in circle at bottom right part in (Fig. 7a). There is structural growth in the direction toward partially melted zone. The change in the structure from primary phase to dendrites of eutectic aluminum solid solution is shown by rectangular mark at bottom left part in (Fig. 7a). Phase identification in the composition of transition zone quantified by EDS shows 29.9 wt.% Cu, 1.6 wt.% Si, 1.5 wt.% Fe, and 0.1 wt.% Mg and 66.9 wt.% aluminum substrate. The maximum solid solubility of copper in aluminum at eutectic temperature (548 °C) is 5.65%. It is reported that the structure of AlCuMg alloys have dendrites which are of cellular shapes (Ref 17).

Micrograph of Sample S2: laser power (1.7 kW); scan speed (300 mm/min); and beam diameter (7.4 mm); (a) Microstructure zones (×20) and (b) Micrograph of undissolved element (×50)
The locations ‘A’ and ‘B’ shown in (Fig. 7b) are undissolved manganese as micro-segregates. Micro-segregation is formed due to insufficient temperature to melt manganese. There is lack of liquid homogenization in the melt pool. This is due to high melting temperature of manganese (1244 °C), higher than both copper (1084 °C) and magnesium (650 °C). The concentration was identified by EDX at point spectrum 11 shown in (Fig. 8a). The point marked ‘A’ has concentration: 30.8 wt.% Mn and 60 wt.% Cu and other impurity elements less than 1 wt.% (Fig. 8b). Higher concentration of these elements resulted in the formation of micro-crack in grain.

EDS micrograph for sample 2: laser power (1.7 kW), scan speed (300 mm/min), and beam diameter (7.4 mm); (a) micrograph image and (b) spectrum image
Figure 9(a) and (b) shows the microstructure of sample S3. Alloying elements are diffused down the substrate as shown by arrows in (Fig. 9a). During laser surface alloying, temperature gradient decreases continuously and solidification velocity increases gradually from bottom of melt pool to the top. This phenomenon was reported during laser cladding (Ref 27). Figure 9(b) shows the areas of HAZ with no alloying elements. Here atoms of melted alloying elements are deposited directly on un-melted substrate. The structural orientation of the base material grains at the melt zone interface continues into fusion zone. As a result of which nucleation stage is bypassed at the interface of substrate and alloy zone. The microstructure of heat-affected area is fully dendrite.

Micrograph of sample S3 (×50): laser power (1.7 kW); scan speed (300 mm/min); and laser beam diameter (9.8 mm);(a) Alloy area and (b) heat-affected area
Hardness Analysis
Figure 10 shows Vickers hardness test results. The structural refinement and good metallurgical bonding of Cu, Mg, and Mn with aluminum substrate was achieved. The comparison of microhardness for the samples S1, S2, and S3 was done. Addition of alloying elements, intermetallic formation, and segregation of manganese enhances hardness. Maximum hardness was achieved in the alloy zone, about 430 HV0.5 for sample S1 and 380 HV0.5 for sample S2. The average microhardness of substrate material was 30 HV0.5. The variation in hardness resulted due to change in laser parameters. The hardness of heat-affected area was found to be 60 HV0.5. The microhardness of sample S3 is 210 HV0.5. Figure 11 shows micrograph of Vickers hardness indentation in alloyed and heat-affected areas. The smaller indentation shape (Fig. 11a) indicates alloyed zone with superior hardness. The bigger indentation shape shown in (Fig. 11b) indicates that hardness of heat-affected region is much lower than that of alloyed region. Hardness decreased from top alloy layer to substrate material because variation in alloying elements decreased from top alloy layer to substrate. The indentation shape is free of edge tearing which shows crack resistance of good surface-alloyed layer.

Microhardness graph: laser power (1.7 kW) and scans speed (300 mm/min) but different beam diameters for S1 (5.8 mm); S2 (7.4 mm); and S3 (9.8 mm). Point P corresponds to point P of Fig. 2

Micrograph of indenter shape in (a) alloyed region and (b) heat-affected region
The maximum microhardness for sample S1 is due to the deposition of alloying elements on the top surface. In this case, the cladding height above the surface of the substrate is 1 mm, while the depth of dilution is only 0.5 mm. This type of surface alloying may be undesirable due to high cladding height and low depth of dilution. Good alloying was obtained with sample S2 with depth of dilution as 1.4 mm, alloying width as 3 mm, and top deposition (cladding height) as 0.4 mm. The minimum hardness is obtained in sample S3 with alloying width as 7 mm and depth of dilution as 2 mm. As seen from Table 1, in this case, specific energy is lesser than the first two samples. Hence, the low hardness obtained in this case is not surprising. Here, the alloying elements are scattered on both sides of laser path. Considering sample S2 as the best, the optimized laser parameters are laser power (1.7 kW), laser scan speed (300 mm/min), and laser beam diameter (7.4 mm).
Tensile Test
The tensile test specimen was prepared by surface alloying at 1.7 kW laser power, 300 mm/min travel speed, and 7.4 mm laser beam diameter. These parameters correspond to the best sample S2. Figure 12 shows the stress-strain curve of aluminum substrate as well as laser surface-alloyed specimens.

Stress-strain curves of laser surface-alloyed and -unalloyed substrate specimens
The proof stress at 0.2% strain is about 60 and 30 MPa for unalloyed and alloyed specimens, respectively. The ultimate tensile strength is 85 and 83 MPa for unalloyed and alloyed specimens, respectively. Thus, there is no significant change in the ultimate tensile strength, although the hardness changes appreciably due to alloying. The total elongation values for substrate and laser-alloyed materials are 35 and 23%, respectively. The laser surface alloying caused decrease in total elongation.
Corrosion Test
Evaluation of corrosion attack after corrosion immersion test in acid solution (2% H2SO4) and alkaline solution (5% NaCl) was carried out by percentage weight loss. The weight loss in grams due to corrosion attack in acid solution and salt solutions for substrate and laser surface-alloyed specimens are shown in Fig. 13. Both substrate and laser surface-alloyed specimens show different responses after 200-h exposure in corrosive media. In acidic environment, the substrate material weight loss was 0.64% and in laser surface-alloyed (Al-CuMgMn) specimen, percentage weight loss was 0.51%. Thus, laser surface alloying improved resistance to corrosion. In corrosion immersion test with 5% NaCl, the substrate material weight loss was 0.41 and 0.25% for substrate and laser surface-alloyed (Al-CuMgMn) specimens, respectively. In this environment also, the laser surface alloying improved the corrosion. The percentage weight loss due to acid corrosion attack is more than due to salt corrosion attack.

Weight loss due to corrosion for substrate and laser surface alloyed
The form of corrosion attack was studied from corroded surface morphology. Figure 14(a)-(d) shows specimen surface morphology after acid and alkaline corrosion tests for 200 h. In the alloyed part, the corrosion was in the form of slender cavities that originated from the edge and propagated into the material as visible in Fig. 14(a) and (c). In the substrate material, corrosion was in the form of randomly distributed small holes called pits as visible in Fig. 14(b) and (d). In acidic environment, the size of corrosion pit was larger in the alloyed sample (Fig. 14c). On the other hand, there was swelling of the surface in the substrate specimen in the acidic environment (Fig. 14d). Swelling occurs due to internal pressure of corroded material.

Micrograph of after 200-h corrosion test:(a) laser-alloyed region in 5% NaCl, (b) substrate material in 5% NaCl, (C) laser-alloyed region in 2% H2SO4, (d) substrate material in 2% H2SO4
Conclusion
In this work, laser surface alloying on commercially pure aluminum plate was carried out by applying copper, magnesium, and manganese powders on the surface with the help of chemical adhesive. The microstructure and surface hardness of the alloyed specimens were studied. It was observed that laser surface alloying of pure aluminum with Cu, Mn, and Mg elements has a significant effect on both microstructure and microhardness of laser-alloyed surface. Alloyed layer geometry is affected by laser beam diameter and laser scan speed. The optimized laser input parameters are 1.7 kW laser power, 400 mm/min scan speed, and 7.4 mm laser beam diameter. Microhardness improved up to 380 to 430 HV0.5 in the alloyed region and 60 HV0.5 in heat-affected region. The substrate material hardness was 30 HV0.5. Pre-placed powder method of laser surface alloying resulted in uniformly metallurgically bonded alloy, which was free of surface and sub-surface defects. The formation of two intermetallics phases of Al2Cu and Al7Cu3Mg6 played a major role in hardening of laser-alloyed region.
Laser surface alloying of commercially pure aluminum with CuMgMn has no significant effect on ultimate tensile strength. The yield strength and the total elongation of laser surface-alloyed (Al-CuMgMn) specimens reduced significantly. On the other hand, corrosion resistance in both acidic and alkaline environment improved due to surface alloying.
It can be concluded that improved hardness and corrosion resistance can be obtained by surface alloying of Cu, Mg, and Mn in commercially pure aluminum with CO2 laser. As CO2 laser is widely used for machining of the metals in industry, it will be feasible to use the same system for surface alloying. There is some reduction in the yield stress and total elongation. Future work will concentrate on overcoming this problem.
References
Y.M. Zhang, M. Hida, A. Sakakibara, and Y. Takemoto, Influence of WC Addition on Microstructures of Laser-Melted Ni-Based Alloy Coating, J. Mater. Eng. Perform., 2002, 11(6), p 667–674
A. Wang, C. Fan, C. Xie, W. Huang, and K. Cui, Laser Cladding of Iron-Base Alloy on Al-Si Alloy and Its Relation to Cracking at the Interface, J. Mater. Eng. Perform., 1996, 5(6), p 775–783
J.S. Selvan, G. Soundararajan, and K. Subramanian, Laser Alloying of Aluminium with Electrodeposited Nickel: Optimisation of Plating Thickness and Processing Parameters, Surf. Coat. Technol., 2000, 124(2-3), p 117–127
S. Tomida, K. Nakata, S. Saji, and T. Kubo, Formation of Metal Matrix Composite Layer on Aluminum Alloy with Tic-Cu Powder by Laser Surface Alloying Process, Surf. Coat. Technol., 2001, 142-144, p 585–589
S. Tomida and K. Nakata, Fe-Al Composite Layers on Aluminum Alloy Formed by Laser Surface Alloying with Iron Powder, Surf. Coat. Technol., 2003, 174-175, p 559–563
R.S. Rajamure, H.D. Vora, N. Gupta, S. Karewar, S.G. Srinivasan, and N.B. Dahotre, Laser Surface Alloying of Molybdenum on Aluminum for Enhanced Wear Resistance, Surf. Coat. Technol., 2014, 258, p 337–342
A. Almeida, P. Petrov, I. Nogueira, and R. Vilar, Structure and Properties of Al-Nb Alloys Produced by Laser Surface Alloying, Mater. Sci. Eng., A, 2001, 303(1-2), p 273–280
S. Ignat, P. Sallamand, D. Grevey, and M. Lambertin, Magnesium Alloys Laser (Nd: YAG) Cladding and Alloying with Side Injection of Aluminium Powder, Appl. Surf. Sci., 2004, 225(1-4), p 124–134
M. Zhong and W. Liu, Laser Surface Cladding: The State of the Art and Challenges, Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., 2010, 224, p 1041–1060
W.U.H. Syed and L. Li, Effects of Wire Feeding Direction and Location in Multiple Layer Diode Laser Direct Metal Deposition, Appl. Surf. Sci., 2005, 248(1-4), p 518–524
J.-D. Kim and Y. Peng, Melt Pool Shape and Dilution of Laser Cladding with Wire Feeding, J. Mater. Process. Technol., 2000, 104(3), p 284–293
L. Dubourg, H. Pelletier, D. Vaissiere, F. Hlawka, and A. Cornet, Mechanical Characterisation of Laser Surface Alloyed Aluminium-Copper Systems, Wear, 2002, 253(9-10), p 1077–1085
L. Dubourg, F. Hlawka, and A. Cornet, Study of Aluminium-Copper-Iron Alloys: Application for Laser Cladding, Surf. Coat. Technol., 2002, 151-152, p 329–332
M.A. Pinto, N. Cheung, M.C.F. Ierardi, and A. Garcia, Microstructural and Hardness Investigation of an Aluminum-Copper Alloy Processed by Laser Surface Melting, Mater. Charact., 2003, 50(2-3), p 249–253
A.P.I. Popoola, S.L. Pityana, and O.M. Popoola, Laser Deposition of (Cu + Mo) Alloying Reinforcements on Al1200 Substrate for Corrosion Improvement, Int. J. Electrochem. Sci., 2011, 6, p 5038–5051
S.W. Chen and C.C. Huang, Solidification Curves of AlCu, AlMg and AlCuMg Alloys, Acta Mater., 1996, 44(5), p 1955–1965
B.V. Zlatičanin, S. Đurić, B.M. Jordović, and B. Radonjić, Characterization of Microstructure and Properties of AlCuMg Alloys, J. Min. Metall. Sect. B Metall., 2003, 39(3-4), p 509–526
J.G. Kaufman, Aluminum Alloys, Mechanical Engineers Handbook, Materials Mechanical Design, 3rd ed., M. Kutz, Ed., Wiley, New York, 2006, p 59–116
S. Nam and D. Lee, The Effect of Mn on the Mechanical Behavior of Al Alloys, Met. Mater., 2000, 6(1), p 13–16
R. Modlinski, R. Puers, and I. De Wolf, AlCuMgMn Micro-Tensile Samples: Mechanical Characterization of MEMS Materials at Micro-Scale, Sens. Actuators, A, 2008, 143(1), p 120–128
L.A. Dobrzański, M. Piec, and A. Klimpel, Improvement of the Hot Work Tool Steel Surface Layers Properties Using a High Power Diode Laser, J. Achiev. Mater. Manuf. Eng., 2007, 21(1), p 13–22
L.A. Dobrzański, K. Labisz, E. Jonda, and A. Klimpel, Comparison of the Surface Alloying of the 32CrMoV12-28 Tool Steel Using TiC and WC Powder, J. Mater. Process. Technol., 2007, 191(1), p 321–325
K. Labisz, Microstructure and Mechanical Properties of High Power Diode Laser (HPDL) Treated Cast Aluminium Alloys, Materialwiss. Werkstofftech., 2014, 45(4), p 314–324
A.S.T.M. E8/E8 M Standard, Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2009. doi:10.1520/E0008-E0008M-09. www.astm.org.
ASTM-G31-72, Standard Practice for Laboratory Immersion Corrosion Testing of Metals. Annual Book of ASTM Standards, American Society for Testing and Materials, Philadephia, PA, USA, 2004
M.F. Schneider, “Laser Cladding with Powder: Effect of Some Machining Parameters on Clad Properties. Ph.D. Thesis, University of Twente, Enschede, Netherlands, 1998, p 181.
T.M. Yue and T. Li, Solidification Behaviour and the Evolution of Microstructure in the Laser Cladding of Aluminium on Magnesium Substrate, Mater. Trans., JIM, 2007, 48(5), p 1064–1069
Acknowledgment
The authors acknowledge the facilities procured under Department of Science and Technology FIST Project Number: SR/FST/ETI-244/2008. The authors also acknowledge their access to XRD Xpert facility procured under Ministry of Steels sponsored Project Number ME/P/SKJ/04.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jiru, W.G., Sankar, M.R. & Dixit, U.S. Laser Surface Alloying of Copper, Manganese, and Magnesium with Pure Aluminum Substrate. J. of Materi Eng and Perform 25, 1172–1181 (2016). https://doi.org/10.1007/s11665-016-1922-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-016-1922-x