
Abstract
The principle objective of this research is to investigate the modeling of compression behavior and microstructural evolution of pure aluminum in the ultrasonic-assisted compression test. A dislocation density-based constitutive model was developed based on the existing frameworks and calibrated using experimental data to predict the stress-strain response of pure aluminum during UAC tests. An experimental set-up was designed to work at resonance condition with frequency of around 20 kHz and variant longitudinal vibration amplitudes at the range of 0~20 μm. The verified model and experimental samples were used for parameter studies and the study of grain formation of aluminum after conventional and ultrasonic upsetting. Results showed that the developed constitutive model was able to predict compression behavior of aluminum suitably. An increase in the flow stress drop, residual flow stress, and dislocation density occurred when the applied vibration intensity was raised. In addition, it was observed that the more homogenous microstructure with nearly equiaxed grains and also the higher microhardness values can be achieved when ultrasonic vibration is imposed on samples during compression test.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Many researchers have studied the application of high-intensity ultrasonic vibration (HUV) in the manufacturing processes because of the beneficial effects of ultrasonic vibrations on the key process factors. Among the application of ultrasonic vibration in metal forming processes has increasingly developed due to its significant surface and volume effects. Generally, this surface effect is revealed as a reduction in frictional stress on contact surfaces, and the volume effect is disclosed through acoustic softening and hardening phenomenon and some variation in microstructural evolution (Ref 1-7). In recent decades, many researches have attempted to explore a realistic mechanism caused to change mechanical behavior whenever the ultrasonic vibration is imposed on metal but its accurate underlying mechanism was not still so clear. Table 1 summarizes some of the presented mechanisms.
In recent years, the advantages of using ultrasonic vibration during plastic deformation processes have been mostly studied experimentally, for instance, ultrasonic-assisted extrusion (Ref 8), deep drawing (Ref 9), upsetting (Ref 10), wire drawing (Ref 11), and spinning (Ref 12). In addition, there have been a few attempts on computational studies of ultrasonic-assisted metal forming (UAMF) processes, in which the ultrasonic vibration has been modeled just with considering surface effect by applying a lower friction coefficient on contact surfaces (Ref 13, 14-16). While the most important issues for accurate investigation of ultrasonic-assisted metal forming processes to consider are variations in mechanical behavior, microstructure evolution, and deformation regime of metals during and after propagation of ultrasonic vibrations that is so-called volume effects.
The first efforts to investigate the volume effects have been reported by Blaha and Langenecker (Ref 17) in 1955. They observed yield stress drop in tension tests experimentally (called Blaha effect). Langenecker (Ref 4) presented a basic equation based on material constants and wave parameters and found that the stress reduction value is proportional to the imposed acoustic energy. Also, the experimental observations demonstrated an increase of dislocation networks as sub-boundaries after ultrasonic irradiation stoppage that could prove hardening effect obviously. Izumi et al. (Ref 6) conducted experiments to examine the effect of ultrasonic vibration on the compression behavior of metals. They could develop a simple formula to predict the oscillatory stress and concluded the effects of three factors of superposition stress, friction, and heat generation as the main reasons of flow stress drop. The influence of Blaha effect on the strain rate for alkali single crystal materials in compression test was investigated by Ohgaku and Takeuchi (Ref 7). They attained velocity-stress curves and developed an empirical polynomial equation that could indicate the effect of superimposed stress and strain rate on the flow stress decrement. Malygin (Ref 5) investigated acoustoplastic effect analytically with a superposition equation combined by thermally activated plastic deformation on single crystal. This study showed that more investigations are needed to predict the acoustoplastic phenomenon with considering microstructure evolution. Hung et al. (Ref 18) examined hot upsetting of aluminum alloy under axial ultrasonic vibration experimentally and found that aluminum alloy was deformed severely in hot upsetting process under applying high-frequency vibration than conventional one. Daud et al. (Ref 19) developed an experimental set-up and FEM model for compression test by a vibrated die on pure aluminum. They concluded that stress-strain behavior cannot be explained completely by superposition stress and friction decrease and so they used a virtual softer material model in modified FE model. Hung et al. (Ref 13) studied ultrasonic-assisted upsetting of AL 6061 as experimentally and numerically on the ring-shaped specimens. They found that compression behavior of specimens under ultrasonic excitation in room temperature can be equivalent to compression of specimen in elevated temperature, but the first one shows a temporary effect against the permanent effect for second case. Siddiq and Ghassemieh (Ref 20) performed an analytical study on the ultrasonic welding of AA 6061 and developed a material model based on isothermal cyclic plasticity and kinematic friction model to consider both surface and volume effects of ultrasonic vibration. They could model ultrasonic welding with pre-softened material and planned a finite element modeling based on crystal plasticity for analyzing the process as future work. Aziz and Lucas (Ref 21) designed an experimental set-up to investigate flat sheet compression of aluminum 1050 and magnesium by using ultrasonically vibrated die. They reported a reduction in forming force without any attempt to model material behavior and microstructural study. Rusinko (Ref 22) presented an analytical model based on generalized synthesis theory of plasticity by introducing a ultrasonic defect intensity parameter into the previous mathematical formulation. This model could predict uniaxial tension behavior of copper satisfactorily by predicting of some variables experimentally. Siu et al. (Ref 23) carried out indentation experiments excited by horizontal ultrasonic vibration simultaneously on the pure aluminum (99.9%) samples. They reported an increase in microhardness and observed subgrain formation on surface of the excited indented samples much more effective than heated ones. Liu et al. (Ref 10) observed that ultrasonic-assisted upsetting of cone shape pure copper can change deformation behavior significantly and reported high magnitude of plastic strain and also grain refinement of copper in the range of 100-300 nm due to high-impact indentation. Yao et al. (Ref 24, 25) designed an experimental set-up to investigate the effect of transversal high-frequency vibration on microscale upsetting. They examined upsetting of aluminum 1100 on samples size Ø2.3 mm × 2 mm on the vibrated die at a frequency in the range of 9.3 kHz. They showed that the transversal vibration decreases flow stress temporarily and acoustic softening was dominant phenomenon against friction and superposition effects. Also, the use of high-frequency transversal vibration on die can reduce surface roughness and barreling ratio in formed samples. Recently, Yao et al. (Ref 26) presented an analytical approach to model acoustic softening and hardening effects based on crystal plasticity to predict stress-strain behavior aluminum 1100 in microscale when sample excited by high-frequency vibration transversally. The developed model could predict acoustic softening and hardening effects desirably.
In this paper, the compression behavior of pure aluminum 1050-O under superimposed axial ultrasonic vibration on specimen has been studied using a constitutive model based on the existing frameworks with the consideration of dislocation density (DD) evolution. An experimental set-up was designed for calibration and verification of developed model and experimental investigation of ultrasonic-assisted compression. Finally, the results of this research on the effects of using high-energy ultrasonic vibrations on the deformation behavior, microstructural features, and microhardness samples have been presented and discussed.
Constitutive Model for Mechanical Behavior
The compression behavior of metals in bulk metal forming needs to be defined in macroscopic scale for accurate simulation of plastic deformation processes. As discussed in the literature review, there are two main volume effects which are activated during and after application of ultrasonic vibration on metals called acoustic softening and residual hardening, respectively. Both phenomena appear because of change in mechanical behavior of metal in microscopic scale. Therefore, the mechanical behavior of metal under HUV excitation needs to be described by suitable constitutive equation based on microstructural evolution during process (Ref 4). The general framework of crystal plasticity and dislocation density evolution that presented later by literatures (Ref 26-32) was used for modeling of the stress-strain relationship of pure aluminum in ultrasonic-assisted compression test, which is discussed in the following briefly.
A macroscopic description of plastic behavior of a polycrystalline metal is achieved from an average over the properties of components of grains in microscale (Ref 32). On the other hand, a dislocation density evolution model can be used to describe the plastic behavior of metal in single crystal scale during plastic deformation suitably (Ref 28, 30). Accordingly, the plastic deformation of metals in low temperature (while ignoring elastic components) can be represented by a kinetic equation suggested by Kocks et al. (Ref 30) to relate the equivalent plastic strain rate \( ({\dot{{\upvarepsilon }}}^{\text{P}} ) \) and equivalent stress (σ) as a power-law form:
where the equivalent plastic strain rate and flow stress are expressed based on Levy-von Misses equation as \( {\dot{{\upvarepsilon }}}^{\text{p}} = \sqrt {\frac{2}{3}{\dot{{\upvarepsilon }}}_{ij}^{\text{P}} {\dot{{\upvarepsilon }}}_{ij}^{\text{P}} } \) and \( {{\upsigma }} = \sqrt {\frac{3}{2}s_{ij} s_{ij} } \) which are defined by strain rate \( \left( {{\dot{{\upvarepsilon }}}_{\text{ij}}^{\text{P}} } \right) \) and deviatoric stress (s ij ) components and \( {\dot{{\upvarepsilon }}}_{0 } \) and m are material parameters. Furthermore, the internal variable \( \hat{\upsigma } \) is called “a thermal flow stress,” which is related to the state of material and described as strength of metal at absolute zero (0 K). According to general principles of thermally activated processes, the plastic shear strain rate \( \dot{\gamma }^{P} \) can be expressed based on activation energy (ΔF). So the constitutive equation called Arrhenius equation is described as (Ref 26, 28-30)
where \( \hat{\tau } \) is specified same as \( \hat{\upsigma } \) in the shear state, and the parameters \( \dot{\gamma }_{0} \), K, and T are pre-exponential factor, Boltzmann constant, and temperature (K), respectively. Moreover, the variable ΔF, as the main parameter affected by ultrasonic excitation, is the activation energy needed to overcome obstacles and slip without external force (Ref 29, 30). The kinetic equation refers to a fixed microstructure, i.e., to a constant value of the internal variable \( \hat{\tau } \), but the microstructure changes during plastic deformation processes. Hence, the evolution of \( \hat{\tau } \) is defined by Kocks-Mecking model (Ref 30) based on microstructure and dislocation density of material as following:
where G is shear modulus, α is numerical constant (≈1/3 (Ref 29)), b is Burgers vector, ρ is dislocation density, and M is the average Taylor factor to relate shear stress (τ) and shear strain (γp) to polycrystal plastic strain (εp) and normal flow stress (σ) as M = σ/τ = γp/ɛp (Ref 33). On the other hand, the evolution of dislocation density (ρ) in terms of plastic strain (εp) can be expressed as (Ref 30)
where the first factor K 1 related to the storage of dislocations at the dislocation forest obstacles and the second term K 2 specifies dynamic recovery of the dislocation density. This latest factor is dependent upon the strain rate and temperature and expressed as \( k_{2} = K^{*} \cdot \left( {\frac{{\dot{\upvarepsilon }_{P} }}{{\dot{\upvarepsilon }_{0}^{*} }}} \right)^{{ - \frac{1}{n}}} \) where K*, n, and \( {\dot{{\upvarepsilon }}}_{0}^{*} \) are material constants which are defined by experiments. From the above Eq 2-4 and solving differential Eq 4 with some simplifications, the stress-strain relationship (σ − εP) of metal under simple compression can be derived.
Now, for considering the principle effect of superimposed ultrasonic vibration on material behavior during plastic deformation which is called acoustic softening, the decrease in flow stress is implemented as modification in the above-mentioned thermal activation model. For this purpose, the change of activation energy (ΔF) as a key factor during ultrasonic excitation appears in the ratio of flow stress reduction versus mechanical threshold (\( \hat{\tau } \)). Referring to experimental observations reported by literatures (Ref 18-21, 26), the decrease in flow stress is proportional to the vibration amplitude (or square root of ultrasonic energy density). Hence, the difference in the ratio of flow shear stress (τ) to the internal variable (\( \hat{\tau } \)) between both conditions under ultrasonic vibration (index “U”) and without vibration (index “0”) is expressed as
Now, the flow stress reduction as an acoustic softening effect is considered in terms of Δδ proportional with ultrasonic amplitude (root square of acoustic energy intensity) as (Ref 26)
where U E is acoustic energy density (J/m3), β is determined from experimental results and \( \hat{\tau } \) as a material-dependent parameter can be determined by Eq 3 during plastic deformation. Additionally, the acoustic energy density (UE) can be calculated for the longitudinal ultrasonic wave as (Ref 34)
where R a is characteristic impedance defined as \( R_{\text{a}} = \rho_{0} \cdot C_{L} , \) λ and ω are amplitude and frequency of ultrasonic vibration on the metal during deformation, E is elastic modulus, and ρ0 is metal density. Also, the sound velocity in solid metals can be determined by \( c_{\text{L}} = \sqrt {E/\rho_{0} } \) for a longitudinal wave.
According to earlier literature observations (Ref 4, 6, 22, 24), the dislocation density evolution shows some changes when the metal experiences ultrasonic vibration during and after stopping of metal forming process. This phenomenon as an acoustic hardening effect can be considered by modification in dislocation density evolution Eq 4. In fact, the more dislocation multiplication can occur as a result of the dislocation density increase due to imposing acoustic energy. Consequently, the flow stress will rise after the vibration stoppage as was observed in the experiments. So, in order to evaluate the hardening effect, the modified form of Eq 4 can be expressed as following:
where n k as an additional factor defines the increase in dislocation storage at the obstacles which is related to acoustic duration time (t u) and acoustic amplitude (λ) as a time-dependent formula (Ref 26):
where K 0 and P 0 are initial and limiting of n k (constant), λ is ultrasonic vibration amplitude, φ is rate factor of amplitude, and t u is ultrasonic vibration excitation time. Now, by replacement of Eq 6 instead of 4 during ultrasonic excitation and after stopping (as a residual effect), the acoustic hardening effect is considered. Similarly, the constant parameters of Eq 9 can be determined by experiments.
Subsequently, based on the Eq 2-9 and using Taylor model, stress-strain relationship (σ − εP) can be obtained during and after stopping of ultrasonic vibration in the compression test of metals with modeling of both acoustic softening and hardening effects. The presented constitutive model was simplified by MAPEL software as parametric equations and then has been implemented as a MATLAB M-file for predicting stress-plastic strain relationship of pure aluminum under high-intensity ultrasonic vibration.
Experiments
Material
In this study, the pure aluminum alloy 1050 was selected for experimental works with the chemical composition as indicated in Table 2. The cylindrical bars were machined from initial cold-drawn aluminum sheets with diameter Ø6 mm and height 10 mm (standard ASTM E9/E9M: H/D>1.5 for AL alloys). Then, to achieve the high homogenization with uniform grain size in the initial aluminum bars, an annealing treatment was conducted on all test samples at 345 °C for 2 h. The mechanical properties used in the developed model for fully annealed AL 1050 are listed in Table 2.
Tooling Design
For experimental works, a set-up was designed as shown schematic in Fig. 1(a). In this set-up, the ultrasonic equipments were provided for producing ultrasonic vibration with desired amplitude and set to operate with a frequency 20 kHz in resonance condition. A piezoelectric transducer with nominal power 1 kW was designed and tested on natural frequency about 19,960 Hz in the no-load condition that was in agreement with finite element analysis of transducer. In the next step, ultrasonic wave should be transmitted to specimen by sonotrode (or horn). In order to reach optimum wave transmission, the horn and booster were made from same material AL 7075-T6 with good mechanical strength and high sound velocity (low density). According to resonant frequency of the transducer, such modal analyses were carried out by ABAQUS, and a stepped type horn with resonant frequency close to transducer one was designed as a forming die. Figure 2 shows longitudinal mode shape of the designed horn at resonance frequency 20,064 Hz. As shown in this figure, the displacement amplitude distribution can also be determined along the longitudinal axis that it confirms amplitude amplification magnitude close to (D/d)2 = (40/16)2 = 6.25. The fabricated horn was fastened on support structure with two flexible O-rings on both sides of step where the half-wave length was located (indicated node in Fig. 1a). Figure 1(b) illustrates the whole assembly of designed tooling used in UACT experiments.

(a) Schematic view of ultrasonic-assisted compression test (UACT) set-up; (b) The assembly view of the designed set-up

Modal analysis of horn AL7075-T6 (longitudinal mode with natural frequency 20.064 kHz)
Before experiments, the actual displacement of vibrated horn head (as vibration amplitude “λ”) needs to be defined. There are several instruments to measure the vibration amplitude utilized regarding to their applications such as gap inductive sensor, strain gage, laser Doppler, accelerometer, etc. In this study, an accelerometer sensor (PV-95, Rion Co. LTD.), which was capable of working at high range of frequency (up to 30 kHz), was mounted to horn head as shown in Fig. 3. In this way, the acceleration peak values were measured at different input voltages from Fast Fourier Transform (FFT) curves recorded by signal analyzer device.

The signal analysis set-up for measuring vibration acceleration
As shown in Fig. 4(a), the resonance frequency of experimental set-up in assembled condition obtained at 20,480 kHz that was used in mathematical model. The vibration peak amplitude (λ max) can be estimated according to the wave acceleration equation a = −λ·(ω2)·sin(ω·t) using vibration frequency (ω) and measured peak acceleration (a max). Figure 4(b) demonstrates the predicted amplitude for both transducer and horn head point at different input voltages. It can be seen that the trend of curves is almost linear as reported by researchers formerly.

(a) FFT curve of measured acceleration and frequency response of designed set-up; (b) Measured amplitude on top of transducer and horn head vs. input voltage
Experimental Set-Up and Test Procedures
Figure 5 shows the designed apparatus to study ultrasonic-assisted compression test. An ultrasonic power supply 3 kW (Model: KRF 1500) generates oscillatory AC voltage to drive the designed piezoelectric transducer with a maximum power of 1 kW. The generated longitudinal ultrasonic vibration with adjusted resonance frequency 20,480 kHz and amplified intensity was transmitted to top surface of horn and excited aluminum samples during compression test. The support structure was fixed to machine bed to keep the horn stationary at node points tightly (as shown in Fig. 2a). The aluminum bars were placed between horn and moving upper punch. The UAC tests were performed on the testing machine (Instron 8502, capacity: 30 ton) with constant ram speed 5 mm/min and 50% reduction of the specimen height at room temperature (T = 300 K). First, several pre-tests were planned with lower punch speed in order to achieve the tuned condition in the different ultrasound energy. The different input voltages 20, 60, 100, and 150 V with the estimated vibration amplitudes 5, 10, 15, and 20 μm on the horn tip were fed by generator. The static and mean forming forces were measured by the machine load cell in CCT and UACT tests, respectively.

The ultrasonic-assisted compression test set-up
Results and Discussion
Model Parameters Identification
The above discussed constitutive model requires the identification of the constant parameters. Two sets of these parameters include (1) material constants and (2) experimental-based variables. The material constants, which are related to dislocation density and crystal plasticity equations as listed in Table 3, have been obtained from literatures discussing the use of pure aluminum with polycrystalline FCC structure and random texture similarly.
In order to identify the parameters in Eq 4, which are used in conventional compression test (CCT), such tests were examined when the ultrasonic generator was off (U E = 0, λ = 0). Also, using the implemented M-file code, the strain and strain rate components were calculated and then shear stress τ and equivalent normal flow stress σ were defined in terms of strain hardening parameters. Accordingly, four variables related to dislocation density evolution formula were estimated as K 1 = 0.36 × 108, K* = 40, n = 1.22, and \( \dot{\upvarepsilon }_{0}^{*} = 3.2 \times 10^{ - 4} \) by inverse modeling method based on the present experimental data. Figure 6 shows stress-strain curves obtained from experimental test and constitutive model, which illustrates good agreement by using the estimated parameters. The little difference in first strains (εp < 0.15) can be related to the non-tuned condition that occurs in the loading condition suddenly.

Comparison of stress-strain plot between model prediction and experimental in both CCT (λ = 0) and UACT (λ = 5 μm, full-time ultrasonic excitation t u = 60 s.)
The acoustic softening parameter (β) in Eq 6 and acoustic residual hardening variables (K 0, P 0, φ) in Eq 9 should be identified by the experimental results of UAC tests in different conditions. Hence, several experiments were performed, while the ultrasonic generator was switched on to produce both full-time and part-time ultrasonic irradiation. Then, the unknown parameters were identified using inverse modeling method. In this method, experimental stress-strain curves are compared with predicted ones, and the difference between the experimental and model values was minimized. Accordingly, using the reported initial guess (Ref 26), the optimum values of acoustic softening and hardening parameters were found to be β = 13.61, K 0 = 13 × 10−2, P 0 = 5 × 10−2, and φ = 4 × 103. The calibration of constitutive model in comparison with experimental result can be seen in stress-strain response (Fig. 6) for a full-time UAC test with input voltage 30 Vol. (vibration amplitude λ = 5 μm) and exposure time t u = 60 s. It can be clearly seen that there is a reduction in flow stress level (mean stress reduction: 10 MPa at εP = 0.3) in comparison with conventional compression test. This flow stress drop is related to the activation of three effects: (1) decrease in contact friction, (2) stress superposition, and (3) acoustic softening (dominant effect) (Ref 8, 12, 19, 25). A relative good fitting between the experimental and the calibrated curve is shown to confirm suitable estimation of both softening and hardening variables during UACT process. In other UAC experimental tests, the sample compressed, while generator was switched on with input voltage 150 V (equal to amplitude λ = 20 μm) between t 1 = 24 s and t 2 = 54 s (exposure time t u = t 2 − t 1 = 30 s.). As shown in Fig. 7, once the wave was propagated into the sample during compression, a sudden drop was observed in the flow stress level. With further progress in the UAC test, flow stress curve demonstrates a trend similar to CCT, but in the lower level. After stoppage of vibration, the flow stress recovered to a higher level than CCT curve that can reveal acoustic residual hardening phenomenon. A good fitting can be seen between the experimental and predicted curve after vibration stoppage. But, some difference is observed in Fig. 7 in final stage of ultrasonic propagation that can be occurred due to working in out of tuned mode. Also, this difference in turn can indicate relative accuracy of hardening model and also some errors during estimation of hardening model constants.

Stress-strain curves for CCT (λ = 0) and UACT (λ = 20 μm, part-time with exposure time t u = 30 s.) based on estimated parameters
Developed Model Verification
Figure 8(a) illustrates stress-strain response of pure aluminum during compression test obtained from experimental results and predicted by developed model. The samples in UAC tests experienced the different vibration amplitudes 10 and 15 μm. The results show flow stress drop occurred in a period of time during compression about 13 and 20 MPa for both applied amplitudes, respectively. In addition, the flow stress rise which occurred after vibration stopping has been predicted a little higher than experiments. To evaluate the accuracy of proposed model, the mean stress reduction (Δσs) was calculated for different ultrasonic energy in the same excitation period of time from experimental and model results. It can be seen from Fig. 8(b) that the mean stress reduction values are in a good agreement with an almost error 8%, which may be caused due to inaccuracy in estimation of experimental constants.

(a) Stress-strain response of experimental and model for vibration amplitudes λ = 0, 10, 15 μm; (b) Comparison of Δσs values for variant applied vibration amplitudes
In order to evaluate the capability of the proposed model to predict the acoustic residual hardening, the UAC tests of aluminum samples were investigated with constant vibration amplitude λ = 20 μm and variant exposure time (T u). As it can be seen from Fig. 9(a), flow stress rise, which occurs after vibration stoppage, depends on the ultrasonic exposure time. The mean value of stress rise (Δσh) was calculated between vibration stop until the end of process. Figure 9(b) presents a comparison between the measured and predicted values of Δσh for variant exposure time. A relative difference is observed between the experimental and model values that can be explained by two reasons: (i) difference in vibration amplitude value in experiment and model as was disclosed clearly in acoustic softening step in Fig. 9(a); (ii) a computational error in estimation of acoustic hardening constants as mentioned in previous section too. However, both experimental results and model predictions demonstrate a similar trend, and the flow stress growth is achieved more with greater amount of ultrasonic duration time.

(a) Stress-strain response of experimental and developed model with λ = 20 μm for variant ultrasonic duration time; (b) Comparison of Δσh value measured in experiment and model
Parameter Study
Effect of Vibration Amplitude on Compression Behavior
The effect of variation in the input ultrasonic energy and vibration amplitude (λ = 0, 5, 10, 15 μm) on the predicted stress-strain response of CC and UAC has been illustrated in Fig. 10. As it can be seen from figure, the higher reduction of flow stress was obtained with an increase in the applied ultrasound intensity into the specimen. This phenomenon can be explained with superimposed stress enhancement and the acoustic energy absorption at dislocation locations greatly that led to facilitate the plastic deformation (Ref 4, 10, 17). Additionally, a recovery in the flow stress curve was predicted in all of UAC tests than CC test, i.e., a mean rise of 8 MPa for λ = 5 μm and excitation time T u = 18 s. Also, the higher values of vibration amplitude lead to a greater residual hardening. This effect can be explained with increase in deformation of aluminum, while it is excited by high-intensity ultrasonic vibration and then a more increase in dislocation density occurs. Of course, a slight difference in the stress rise magnitudes can be observed in UAC tests with variant input amplitudes, which indicates that the influence of λ value was limited on the acoustic hardening phenomenon against ultrasonic irradiation time (T u).

The effect of ultrasonic vibration amplitude (energy) on compression behavior of AL1050-O
Effect of Vibration Exposure Time
Figure 11 shows the stress-strain results predicted by the developed model for CC and UAC tests with variable ultrasonic irradiation time with T u = 5, 10, 20, and 30 s. (vibration amplitude λ = 10 μm). As expected from Eq 9, the longer ultrasonic excitation time causes an increase in the dislocation density as a residual hardening effect after vibration stoppage. According to these curves, the material residual hardening is proportional with excitation time T u but this effect is lessened after an initial rise up from CC to UAC stage. Also, the influence of exposure time on the increase of residual hardening is damped by a long propagation time due to the saturation of dislocation density as reported by earlier researchers (Ref 4, 23).

The influence of ultrasonic irradiation time on hardening effect in UACT (λ = 10 μm)
Variation of Dislocation Density
The variation of dislocation density (ρ) versus true strain during compression progress was obtained by Eq 4 for CC and Eq 8 for UAC tests. As it can be seen from Fig. 12, all curves of UACT have been determined for full-time ultrasonic irradiation during compression (T u = 30 s) in different vibration amplitudes. As predicted by model, the dislocation density into the aluminum increases during plastic deformation in both CCT and UACT that indicates strain hardening phenomenon. The more increase of dislocation density into the sample in UACT against CCT can be described by a superimposed high-frequency impact on sample that leads to a more plastic deformation several-fold as observed by experimental researches (Ref 10, 23, 35). Furthermore, the increase in the vibration amplitude in UACT leads to a gradual increase in dislocation density curve indicating a possible recovery of dislocation density in the large amount of vibration amplitudes. However, the increase of dislocation density during UACT seems to be inconsistent with acoustic softening phenomenon, but it can be clarified by the fact that acoustic softening is activated by facilitating of plastic deformation temporarily, and therefore, after vibration stoppage, a recovery as a stress rise occurs with a more residual dislocation density in the microstructure.

Variation of dislocation density vs. vibration amplitude in CCT and UACT
Microstructural and Deformation Features
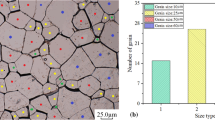
The deformed samples after CC and UAC tests were sectioned through parallel to the forming direction (FD) in Fig. 13(a) and then cold mounted, ground, polished, and etched (Ref 36) for metallography and microhardness studies. Figure 13(b) illustrates the optical micrographs (OM) of the as-annealed aluminum 1050-O implying a typical recrystallized structure with an average grain size ~60 μm. As observed in the micrograph figure, the aluminum sample exhibits homogeneity in the unprocessed condition throughout the cross-section.

(a) Indication of node points location for microstructural and microhardness studies; (b) optical micrograph of initial samples fully annealed aluminum 1050 (×250)
The optical micrographs of two samples processed by both CCT and UACT (at f = 20 kHz and λ = 20 μm and T u = 30 s) are documented in Fig. 14(a-f). These OM figures were captured from cross-sectional surface in the main deformation area Nb (“a” and “d”), Ns (“b”, “e”), and Nc (“c”, “f”) of the specimens as indicated in Fig. 13(a). As observed generally, the microstructural characteristic of different regions of samples was distinct. Figure 14(a, d) depicts grain boundaries in middle of bottom surface after CC and UAC tests, respectively. There is no significant effect seen in grains deformation feature in this area that is due to a very small material flow in the middle line of sample surface during compression test; however, the coarse grains in CC sample against ones with the smaller size in UAC sample almost can indicate the superimposed stress and increase in dislocation density, and as a result, facility in plastic deformation when sample experiences high-intensity ultrasonic energy during deformation. Figure 14(b, e) captured from CCT and UACT test specimens, respectively, shows different grains deformation in this region during compression test. As can be seen, the grains in CCT sample elongated largely in perpendicular direction (PD), while the grains in UACT formed about as equiaxed shape with more homogeneous size against CCT sample. This difference can be explained based on the high-speed impact of specimen and stress state in this area. According to Momentum theorem, increases in driving force can speed up movement of the particle with critical speed V cr = 2πf·λ for axial ultrasonic irradiation. In addition, from grain boundary rotation view, the high-frequency impact can amplify velocity of grain boundary as reported by (Ref 35). Therefore, in the UAC test, the grains can move and rotate easily and form as equiaxed grains with hexagonal shape against elongated ones in CCT.

Cross-sectional metallographic images of the main deformation region of the CCT sample: (a) Nb zone, (b) Ns zone, (c) Nc zone; UACT sample: (d) Nb zone, (e) Ns zone, (f) Nc zone (×500)
Similarly, the grains deformation feature of samples in corner region is depicted in Fig. 14(c, f). Again, in the sample processed using CCT, the grains were elongated, inclined dramatically more than ones in UACT which illustrates formation of grains with elongated shape in Fig. 14(c) and almost equiaxed shape in Fig. 14(f). In this area, in addition to increase in driving force and the bigger grain boundary rotation, the application of high-intensity ultrasonic vibration reduces frictional stress in the contact surface of vibrated die and specimen (Ref 9, 13-15, 18, 19). Hence, the grains can be rotated easily, and large boundary angle with high amount of dislocation density can lead to formation of uniform grain with a relative smaller size in UACT against CCT here.
Microhardness
To evaluate the final strength of samples, the microhardness measurements for CC and UAC as well as initial annealed specimen are documented in Fig. 15(a, b). These tests were performed on the metallographically polished samples by Wolpert testing machine using the Vickers indenter with applied load of 100 g for a period of 10 s. The measured values of the initial and deformed samples were captured from points in the middle line of sample in the upper (Nu), middle (Nm), and lower (Nl) surfaces of samples as indicated in Fig. 13(a). These values were recorded as an average value from four readings close to selected region. These samples were deformed with the same forming speed 5 mm/min in room temperature. Also, the UAC test was performed with a 20 kHz ultrasonic vibration and amplitude 20 μm that was ended after exposure time 30 s same as that is depicted in Fig. 7. As observed from Fig. 15(a), the hardness value increases in the CC and UAC tests from initial value 26 Hv for as-annealed AL 1050. In addition, hardness values for all regions of sample processed by UAC test were higher than CC test values. This increase can be attributed to the acoustic residual hardening effect that was observed from experimental results as a rise up in the flow stress level. This phenomenon also can be described by increasing of dislocation density that occurs due to severe plastic deformation of sample in high-impact upsetting as reported by (Ref 4, 23).

Comparison of microhardness values: (a) vs. working condition (as-annealed initial, after CCT and after UACT); (b) vs. indicated node positions
Figure 15(b) shows the distribution of microhardness values in three regions of sample. These results demonstrate a good homogeneity of microhardness in the samples processed by UACT than CCT. As discussed in the previous section, the inhomogeneity in grains deformation in CCT was obvious than UACT. Then, the difference in the hardness values of samples processed by CCT against UACT can verify a uniform distribution of plastic strain and strength whenever high-energy ultrasonic vibration propagated throughout the sample.
Conclusion
In this paper, an investigation on the modeling of compressive behavior and microstructural characteristics of commercially pure aluminum in the compression test under superimposed ultrasonic vibration was performed. Accordingly, a constitutive model was developed and calibrated based on dislocation density evolution to predict stress-strain response of aluminum under ultrasonic-assisted compression test. An experimental set-up was designed to study on deformation features and microstructural evolution of processed specimens. The conclusion of main obtained results can be drawn as follows:
-
(1)
The developed constitutive model was capable of predicting the stress-strain behavior of pure aluminum in conventional compression test (CCT) and ultrasonic-assisted compression test (UACT) with considering two effects of acoustic softening and hardening effects.
-
(2)
A temporary acoustic softening was observed after excitation of sample by ultrasonic energy during compression test, and the residual hardening phenomenon was illustrated once the vibration was stopped off after process.
-
(3)
With increasing vibration amplitude (ultrasonic energy), the flow stress drop (softening) and flow stress rise (residual hardening) increase as an approximately 41% reduction and 11% rise in the mean flow stress is achieved when the ultrasonic vibration with amplitude 20 μm is propagated for 25 s. The greater acoustic hardening is observed when the sample is excited by ultrasonic vibration with much propagation time. Furthermore, an increase in ultrasonic energy demonstrates a greater rise in dislocation density evolution during UAC test.
-
(4)
A remarkable change in deformation behavior was found when the high-energy ultrasonic propagated into the sample during compressive deformation. The grains with almost equiaxed shape and more homogeneity were achieved in the UACT against CCT.
-
(5)
The microhardness of sample processed by UACT demonstrated a 30% increase compared to the hardness 26 Hv for as-annealed specimen. The hardness values of UACT samples were greater than ones in CCT. Microhardness examination on samples showed a typical homogeneity in hardness values in different regions of UAC samples than CCT ones.
References
A.E. Eaves, A.W. Smith, W.J. Waterhouse, and D.H. Sansome, Review of the Application of UltraSonic Vibrations to Deforming Metals, Ultrasonics, 1975, 7, p 162–170
S.H. Baker and G.S. Carpenter, Dislocation Mobility and Motion Under Combined Stresses, J. Appl. Phys., 1967, 38(4), p 1586–1591
H.O.K. Kirchner, W.K. Kromp, F.B. Prinz, and P. Trimmel, Plastic Deformation Under Simultaneous Cyclic and Unidirectional Loading at Low and Ultrasonic Frequencies, Mater. Sci. Eng., 1985, 68(2), p 197–206
B. Langenecker, Effects of Ultrasound on Deformation Characteristics of Metals, IEEE Trans. Sonics Ultrason., 1966, SU-13(1), p 1–8
G.A. Malygin, Acoustoplastic Effect and the Stress Superimposition Mechanism, Phys. Solid State, 2000, 42, p 72–78
O. Izumi, K. Oyama, and Y. Suzuki, Effects of Superimposed Ultrasonic Vibration on Compressive Deformation of Metals, Trans. Jpn. Inst. Met., 1966, 7, p 162–166
T. Ohgaku and N. Takeuchi, The Blaha Effect of Alkali Halide Crystals, Phys. Status Solidi A, 1987, 102, p 293–299
C. Bunget and G. Ngaile, Influence of Ultrasonic Vibration on Micro-Extrusion, Ultrasonics, 2011, 51(5), p 606–616
T. Jimma, Y. Kasuga, N. Iwaki, O. Miyazawa, E. Mori, K. Ito, and H. Hatano, An Application of Ultrasonic Vibration to the Deep Drawing Process, J. Mater. Process. Technol., 1998, 80-81, p 406–412
Y. Liu, S. Suslov, Q. Han, C. Xu, and L. Hua, Microstructure of the Pure Copper Produced by Upsetting with Ultrasonic Vibration, Mater. Lett., 2012, 67(1), p 52–55
K. Siegert and A. Möck, Wire Drawing with Ultrasonically Oscillating Dies, J. Mater. Process. Technol., 1996, 60(1-4), p 657–660
M.A. Rasoli, A. Abdullah, M. Farzin, A.F. Tehrani, and A. Taherizadeh, Influence of Ultrasonic Vibrations on Tube Spinning Process, J. Mater. Process. Technol., 2012, 212(6), p 1443–1452
J. Hung and M. Chiang, The Influence of Ultrasonic-Vibration on Double Backward-Extrusion of Aluminum Alloy, Proceeding of the World Congress on Engineering 2009 (WCE 2009), 2009, Vol II, London
S.A.A.A. Mousavi, H. Feizi, and R. Madoliat, Investigations on the Effects of Ultrasonic Vibrations in the Extrusion Process, J. Mater. Process. Technol., 2007, 188, p 657–661
Y. Ashida and H. Aoyama, Press forming Using Ultrasonic Vibration, J. Mater. Process. Technol., 2007, 188, p 118–122
M. Lucas and Y. Daud, A Finite Element Model of Ultrasonic Extrusion, J. Phys., 2009, 181, p 012027
B.L.F. Blaha, Tensile Deformation of Zinc Crystal Under Ultrasonic Vibration, Nature, 1955, 42, p 556
J.-C. Hung and C. Hung, The Influence of Ultrasonic-Vibration on Hot Upsetting of Aluminum Alloy, Ultrasonics, 2005, 43(8), p 692–698
Y. Daud, M. Lucas, and Z. Huang, Modelling the Effects of Superimposed Ultrasonic Vibrations on Tension and Compression Tests of Aluminium, J. Mater. Process. Technol., 2007, 186(1-3), p 179–190
A. Siddiq and E. Ghassemieh, Thermomechanical Analyses of Ultrasonic Welding Process Using Thermal and Acoustic Softening Effects, Mech. Mater., 2008, 40(12), p 982–1000
S. AbdulAziz, M. Lucas, F. Chinesta, Y. Chastel, and M. ElMansori, A Study of an Ultrasonically Assisted Metal Forming Test, AIP Conf. Proc., 2011, 733(1), p 733–738
A. Rusinko, Analytical Description of Ultrasonic Hardening and Softening, Ultrasonics, 2011, 51(6), p 709–714
K.W. Siu, A.H.W. Ngan, and I.P. Jones, New Insight on Acoustoplasticity—Ultrasonic Irradiation Enhances Subgrain Formation During deformation, Int. J. Plast, 2011, 27(5), p 788–800
Z. Yao, G.-Y. Kim, L. Faidley, Q. Zou, D. Mei, and Z. Chen, Experimental Study of High-Frequency Vibration Assisted Micro/Mesoscale Forming of Metallic Materials, J. Manuf. Sci. Eng., 2011, 133(6), p 061009
Z. Yao, G.-Y. Kim, L. Faidley, Q. Zou, D. Mei, and Z. Chen, Effects of Superimposed High-Frequency Vibration on Deformation of Aluminum in Micro/Meso-Scale Upsetting, J. Mater. Process. Technol., 2012, 212(3), p 640–646
Z. Yao, G.-Y. Kim, Z. Wang, L. Faidley, Q. Zou, D. Mei, and Z. Chen, Acoustic Softening and Residual Hardening in Aluminum: Modeling and Experiments, Int. J. Plast, 2012, 39, p 75–87
F. Barlat, M.V. Glazov, J.C. Brem, and D.J. Lege, A Simple Model for Dislocation Behavior, Strain and Strain Rate Hardening Evolution in Deforming Aluminum Alloys, Int. J. Plast, 2002, 18, p 919–939
Y. Estrin, Dislocation-Density-Related Constitutive Modeling, Academic Press Inc., New York, 1966
H.J. Forest and M.F. Ashby, Deformation mechanisms Maps: The Plasticity and Creep of Metals and Ceramics, 1st ed., Pergamon Press, Oxford shire, Oxford, New York, 1982
U.F. Kocks, Constitutive Behavior Based on Crystal Plasticity: Unified Constitutive Equations for Creep and Plasticity, Elsevier Applied Science, London; New York, 1987
A. Siddiq and T. El Sayed, Acoustic Softening in Metals During Ultrasonic Assisted Deformation Via CP-FEM, Mater. Lett., 2011, 65(2), p 356–359
C. Tome, G.R. Canova, U.F. Kocks, N. Christodoulou, and J.J. Jonas, The Relation Between Macroscopic and Microscopic Strain Hardening in F.C.C. Polycrystals, Acta Metall., 1984, 32(10), p 1637–1653
J.I. Taylor, Plastic Strain in Metals, J. Inst. Met., 1938, 62, p 307–324
J. Blitz, Ultrasonics Methods and Applications, Newnes-Butterworth, London, 1971
Y. Liu, S. Suslov, Q. Han, L. Hua, and C. Xu, Comparison Between Ultrasonic Vibration-Assisted Upsetting and Conventional Upsetting, Metall. Mater. Trans. A, 2013, 44(7), p 3232–3244
ASM, Metallography and Microstructures, Vol 9, ASM Handbook, New York, 1992
Acknowledgment
The authors thankfully acknowledge the financial support of University of Tehran and the provision of the research facilities used in this work. Also, the sincere collaboration of Dr. M. R. Karafi (Assistance professor of Tarbiat Modares University) during designing of ultrasonic equipments in this research is greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bagherzadeh, S., Abrinia, K. Effect of Ultrasonic Vibration on Compression Behavior and Microstructural Characteristics of Commercially Pure Aluminum. J. of Materi Eng and Perform 24, 4364–4376 (2015). https://doi.org/10.1007/s11665-015-1730-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1730-8