
Abstract
In this research, 3-mm-thick AA3003-H18 non-heat-treatable aluminum alloy plates were joined by friction stir welding (FSW). It was performed by adding pure Cu and premixed Cu-Al powders at various rotational speeds of 800, 1000, and 1200 rpm and constant traveling speeds of 100 mm/min. At first, the powder was filled into the gap (0.2 or 0.4 mm) between two aluminum alloy plates, and then the FSW process was performed in two passes. The microstructure, mechanical properties, and formation of intermetallic compounds were investigated in both cases of using pure Cu and premixed Al-Cu powders. The results of using pure Cu and premixed Al-Cu powders were compared in the stir zone at various rotational speeds. The copper particle distribution and formation of Al-Cu intermetallic compounds (Al2Cu and AlCu) in the stir zone were desirable using premixed Al-Cu powder into the gap. The hardness values were significantly increased by formation of Al-Cu intermetallic compounds in the stir zone and it was uniform throughout the stir zone when premixed Al-Cu powder was used. Also, longitudinal tensile strength from the stir zone was higher when premixed Al-Cu powder was used instead of pure Cu powder.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Friction stir welding (FSW) is a solid-state welding process which is used for welding a wide variety of metallic materials, especially for aluminum (Ref 1-3). Many kinds of non-weldable aluminum alloys have been successfully joined by FSW technique (Ref 4). In FSW process, cylindrical rotating tool with a concentric pin and shoulder is slowly plunged into the joint line between two pieces of plates (Ref 5-7).
Based on previous research, FSW process of both age-hardened and non-heat-treatable wrought aluminum alloys causes significant decrease in the mechanical properties of the weld regions, particularly when non-heat-treatable alloys are welded in the cold-worked condition (Ref 3, 8). This is due to high heat generation of FSW process which leads to an annealing heat treatment in the weld area. During annealing, recovery and recrystallization occur. Both of these phenomena eliminate the effects of strain hardening in the weld area (Ref 3, 9), and subsequently the dislocation density is reduced in the stir zone, heat-affected zone (HAZ), and thermomechanical affected zone (TMAZ) of the friction stir welds compared with that in the base material. Mentioned mechanism is mostly true for non-heat-treatable cold-worked aluminum alloys. For this reason, the mechanical properties are significantly decreased in the weld area (Ref 9-11).
It has been shown in some previous researches that the mechanical properties of heat-treatable aluminum alloy joints can be enhanced after FSW process with time because of natural aging of the material after FSW (Ref 3, 12); but the mechanical properties of non-heat-treatable alloys are not changed with time after FSW because they are not precipitation hardened (Ref 3, 13). Therefore, the heat input in FSW of wrought non-heat-treatable aluminum alloys has an adverse effect on their mechanical properties, specially hardness and tensile strength in weld regions (Ref 2, 3, 13).
Since strength loss is usually related to annealing in work-hardened alloys, minimizing the heat input should offer a way of improving properties. However, this approach is limited by the fact that the material being welded must be hot enough to flow, and in the aluminum alloys, this temperature causes softening. Several methods have been proposed to minimize the heat input, such as use of lower rotational speed to travel speed ratio, more efficient tool designs that require less energy to push them through the weld and artificial cooling (water sprays, welding underwater, backing plate, etc.) (Ref 9, 14-17). These studies have shown that the above-mentioned measures are more effective only on HAZ and TMAZ to reduce the heat input and have no significant effect on the stir zone (Ref 18-21). Accordingly, another approach is essential to strengthen the stir zone in FSW of wrought non-heat-treatable aluminum alloys such as AA3003-H18.
Dispersion of in situ intermetallic compounds in aluminum matrix by adding metallic powders can be a practical approach for improving the mechanical properties of the weld stir zone in friction stir welding of non-heat-treatable aluminum alloys (Ref 5, 22, 23). Hsu et al. (Ref 5) successfully performed friction stir processing (FSP) to produce ultrafine-grained Al-Al2Cu in situ composite from Al-15Cu elemental powder mixtures. They observed that the Al2Cu particles were distributed quite homogeneously in the composite. Inada et al. (Ref 22) designed the friction powder processing (FPP) to solve the mismatch at the interface between two sheets due to the lack of material in the joint using similar (Al) and dissimilar (Cu) powders between Al plates (Ref 22, 24). Another approach is the use of a higher strength interlayer in FSW of AA6061 in order to increase the strength in the stir zone.
The use of a dissimilar powder leads to the formation of large clusters in Al matrix after FSW or FSP of aluminum alloys by adding metal powder. To this end, it demands more passes of FSW or FSP to achieve a homogeneous and uniform distribution of particles in the microstructure of stir zone (Ref 25-28). Increasing the number of passes is not desirable because of more recovery and recrystallization in the weld regions (Ref 29). For this reason, the use of premixed Al-Cu powder is proposed in the present research. In this regard, the formation of Al-Cu intermetallics-reinforced compounds metal matrix composites (MMCs) by powder metallurgy with Al and Cu powders were reviewed in some previous research. The in situ formation of Al2Cu, AlCu, Al2O3, CuO, and Cu2O in the aluminum matrix was reported (Ref 30-32).
In the present work, AA3003-H18 alloy is used as the base material which is generally non-heat-treatable. The commercial 3003 (Al-Mn series) aluminum alloy is widely used in the container, automotive heat exchangers, packaging, and automobile industry (Ref 6, 13, 33-35). Due to strength loss in the weld area during FSW of as-received AA3003-H18, copper can be proposed to solve the problem. In situ intermetallic compounds can be formed under ordinary heat input conditions in the aluminum matrix and reinforce the stir zone (Ref 25, 36). In this study, Cu and premixed Al-Cu powders are used to add into the gap between the aluminum alloy plates. Microstructure and mechanical performance of stir zone are studied. The effects of rotational speed on microstructure and mechanical properties are also examined.
Experimental Procedure
In this research, the as-received AA3003-H18 plates with dimension of 100 mm × 50 mm × 3 mm were used as the base materials. In order to investigate the effect of premixed Al-Cu powder, Al powder (≤44 μm, 99.0% purity) and Cu powder (≤20 μm, 99.0% purity) were used. The alloying elements of the studied aluminum plates were 0.94% Mn, 0.35% Fe, 0.22% Si, and 0.06% Cu. At first, a gap of 0.2-mm width was selected between the two AA3003-H18 plates. The mass of 0.4 g pure copper powder with apparent density of 0.006 g/mm3 was filled into the gap. In the following, 0.8 g premixed 50 wt.% Al-50 wt.% Cu powder with the same apparent densities (0.006 g/mm3) was pressed into the gap of 0.4-mm width before the FSW process, as shown in Fig. 1.

Schematic of filling the powder into the gap between two aluminum alloy plates before FSW process
Welding rotational tool was made from AISI H13 (hot work tool steel) and heat-treated to have 50HRC hardness. It had a shoulder diameter of 20 mm, a probe diameter of 5 mm and a height of 2.8 mm. The constant traveling speed was 100 mm/min. Also, various rotational speeds (800, 1000, and 1200 rpm) were used to evaluate the microstructure and mechanical properties of the stir zone after using Cu and premixed Cu-Al powders. The rotational tool with respect to the workpiece surface was tilted by 2.5° from the vertical axis in the weld. FSW was performed at two passes that the second pass was in the opposite direction to the first pass.
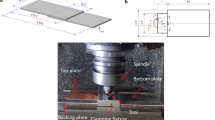
The microstructure of stir zone was examined by optical microscopy (OM) after polishing and etching of samples with Keller’s reagent. It was used to study the dispersion of copper particles, especially copper clusters in the stir zone. The distribution of possible intermetallic compounds was examined by scanning electron microscope (SEM). Also, energy-dispersive spectroscopy (EDS) was utilized to identify the phase present in the specimens. Also, to determine the size of the clusters and intermetallic compounds, Clemex image analyzer software was used. The Vickers microhardness was performed on the centerline of the cross section perpendicular to the welding direction (see Fig. 2). Longitudinal tensile test specimens were machined according to the ASTM-E8M standard from the stir zone, as shown in Fig. 2 (Ref 37).

Schematic of FSW process using powder and longitudinal tensile and microhardness tests position
Results and Discussion
Microstructure
Figure 3 shows the effects of rotational speed on microstructure of the stir zones after adding both Cu (Fig 3a-c) and premixed Al-Cu (Fig 3d-f) powders in FSW of AA3003-H18 plates. According to Fig. 3(d)-(f), the use of premixed Al-Cu powder provides a more favorable effect on microstructure of stir zone compared to the use of pure Cu powder, especially at lower rotational speed (800 rpm). In other words, premixed Al-Cu powder prevents the formation of large clusters in the stir zone, and therefore uniform distribution of copper particles can be observed. In contrast, using the pure Cu powder leads to unfavorable microstructure at low rotational speed (800 rpm), and the particles are not uniformly dispersed in the stir zone. In addition, it causes the formation of large clusters. When metallic powder (Cu or premixed Al-Cu) is pressed into the gap, metallic contacts between neighboring particles occur and it leads to cold welding and mechanical interlocking of particles. In cases where pure copper powder is used, metallic contacts into the gap occur between similar (copper) particles, thus large clusters at low rotational speed are obtained. When FSW is performed using premixed Al-Cu powder, most of the metallic contacts or cold welding into the gap occur between dissimilar particles (Al and Cu), and subsequently contacts between the copper particles and neighboring of them are minimized (Ref 38, 39). Since the base metal is aluminum, Cu particles are surrounded by aluminum particles.

Optical microscope images of the stir zone obtained after two passes of FSW: (a) 800 rpm; (b) 1000 rpm; (c) 1200 rpm using only Cu powder and (d) 800 rpm; (e) 1000 rpm; (f) 1200 rpm using premixed Al-Cu powder (travel speed: 100 mm/min)
As mentioned in the literature, lower rotational speeds in FSW of wrought non-heat-treatable aluminum alloys were suggested because of low heat input and low recovery in weld region. But applying low rotational speeds created unfavorable microstructure in terms of copper particles and Al-Cu intermetallic compound distribution (see Fig. 3a). Therefore, the use of premixed Al-Cu powder is suggested at low rotational speeds to achieve a homogeneous microstructure in FSW of these alloys (see Fig. 3d).
As shown in Fig. 3(a)-(c), cluster sizes are significantly reduced with the increasing rotational speed when only pure Cu powder is used in the gap between two plates. On the other hand, cluster sizes do not change significantly with rotational speed when premixed Al-Cu powder is used and it is almost constant with the increase of this parameter.
Figure 4 shows SEM image of stir zone with rotational speed of 1000 rpm by adding only pure Cu powder after two passes. As can be seen in Fig. 4, three regions with good contrast can be observed in Cu particles and clusters. Also, EDS is used for determining the phase and the analysis of its composition in six points. According to Fig. 4, EDS spectrum of center zone in Cu particles strongly suggests the existence of pure copper. This means that the copper powder has not fully reacted with aluminum matrix and remains as a cluster. It is estimated that the phase is most likely to be AlCu in the inner zone of Cu particles because of the Al/Cu atomic ratio (0.77-0.9). The compound in the outer zone of Cu particles is probably Al2Cu, the Al/Cu atomic ratio of which is in the range of 2.1-2.6 (see Fig. 4). In various investigations, formation of AlCu and Al2Cu intermetallic compounds have been reported after FSW and/or FSP of aluminum alloys in the presence of copper powder and also in FSW of copper plates to aluminum plates (Ref 5, 22, 40-44).

SEM image of the particle dispersion in the stir zone with 100 mm/min and 1000 rpm using only Cu powder after two passes. The marked elements were identified from EDS spectra
The optical micrographs shown in Fig. 5 are presented at higher magnification in order to compare the Al-Cu intermetallic compounds of the stir zones with 100 mm/min and 1000 rpm welding parameters after two passes using pure Cu powder (Fig. 5a) and premixed Al-Cu (Fig. 5b) powder. As can be seen, when premixed Al-Cu powder is used, the formation of intermetallic compounds is more than that in the case where pure Cu powder is used, and a small fraction of copper remains as pure copper. As noted above, the cluster size is almost constant and fine when premixed Al-Cu powder is used compared with another case at various rotational speeds. When the cluster size is larger, the activation energy (heat input) is insufficient for transforming them to intermetallic compounds, completely, so the central part of large clusters remains as pure copper. While in the fine clusters, formation of Al-Cu in situ intermetallic compounds occurs more easily, because sufficient activation energy is available for transformation of fine copper clusters to intermetallic compounds, completely.

Microstructure comparison of the stir zones with 100 mm/min and 1000 rpm after two passes using (a) only pure Cu and (b) premixed Al-Cu powders
Statistical distributions of the copper cluster and Al-Cu intermetallic compound in stir zone at different rotational speeds are shown in Fig. 6 after using Cu (a) and premixed Al-Cu (b) powders. Clearly, it can be seen in Fig. 6(a) when pure Cu is used in the gap, the size range of clusters and intermetallic compounds is wide, while it is narrow throughout the stir zone when premixed Al-Cu powder is used.

Distributions of the copper cluster and intermetallic compound size in the stir zone at various rotational speeds and after two passes using (a) only pure Cu and (b) premixed Al-Cu powders (travel speed: 100 mm/min)
As can be seen in Fig. 6(a) which is related to the use of pure Cu powder, the sizes of clusters and intermetallic compounds are significantly decreased with the increasing rotational speed. On the other hand, the sizes of clusters at various ranges are close at all three rotational speeds (800, 1000, and 1200 rpm) when premixed Al-Cu powder is used (Fig. 6b). As a result, increasing the rotational speed leads to finer clusters and intermetallic compounds in the corresponding samples of FSW by pure Cu powder, while the use of premixed Al-Cu powder leads to fine clusters and intermetallic compounds at all three rotational speeds, and increasing the rotational speed does not have a significant influence on them (according to Fig. 3d-f).
Mechanical Properties
Figure 7 shows the effect of different rotational speeds on the stress-strain curves of the longitudinal tensile test specimens FSWed after using both pure Cu (Fig. 6a) and premixed Al-Cu (Fig. 6b) powders. Also, Fig. 8 describes the variations of longitudinal tensile strengths (see Fig. 2) with respect to rotational speeds after using both of Cu and premixed Al-Cu powders. As shown in Fig. 8, generally, the strengths of samples FSWed with pure copper powder are lower than those FSWed with premixed Al-Cu powder. It can be explained according to Figs. 3 and 5. The great fraction of Al-Cu in situ intermetallic compounds is formed in the aluminum matrix of stir zone, when premixed Al-Cu is used and a small fraction of powder remains as pure copper, so it gives a high strength. But in other case (pure Cu powder), high fraction of powder remains as pure copper. In addition, nonuniform distribution and large clusters lead to lower longitudinal tensile strengths when pure Cu powder is used.

Stress-strain curves of the longitudinal tensile test specimens after using (a) only pure Cu and (b) premixed Al-Cu powders (travel speed: 100 mm/min)

The effect of rotational speed on the strength of longitudinal tension test specimens from the stir zone using pure Cu and premixed Al-Cu powders (travel speed: 100 mm/min)
According to Fig. 7 and 8, the strengths of the specimens increase with the increasing rotational speeds from 800 to 1000 rpm in both cases, but it is more when premixed Al-Cu powder is used because high rotational speed can provide more heat input to facilitate the formation of intermetallic compounds (Ref 25). According to Fig. 8, with the increasing rotational speed from 1000 rpm to 1200 rpm, the strength is slightly decreased in both cases of using pure Cu and premixed Al-Cu powders, despite the increase in intermetallic compounds fraction. This is due to grain growth due to high heat input at 1200 rpm in the stir zone which decreases the influence of intermetallic compounds (Ref 3, 7, 45).
Figure 9 shows the microhardness profiles in the cross section (in depth of 1.5 mm) of specimens at different rotational speeds after using Cu (a) and premixed Al-Cu (b) powders. As predicted, the average hardness values in the stir zone are higher than those in the base metal due to the formation of hard Al-Cu intermetallic compounds .

Hardness distribution in cross section at various rotational speeds after two passes using (a) only pure Cu and (b) premixed Al-Cu powders (travel speed: 100 mm/min)
By comparing Fig. 9(a) and (b), it can be seen that the hardness values at different rotational speeds are uniform in the stir zone when premixed Al-Cu powder is used. On the other hand, the use of pure Cu powder leads to nonuniform distribution of hardness values in the stir zone, especially at lower rotational speeds (800 and 1000 rpm). This is due to the above-mentioned fact that premixed Al-Cu powder causes uniform distribution and using the pure Cu powder leads to unfavorable microstructure and nonuniform intermetallic compound dispersion in the stir zone.
The hardness results have a good compatibility with longitudinal tensile strengths in the stir zone mentioned above.
Conclusions
Microstructure and mechanical properties of stir zone for FSWed AA3003-H18 joints were evaluated by adding pure Cu and premixed Al-Cu powder into the gap between two plates. Following conclusions can be drawn from the present study:
-
1.
The use of premixed Al-Cu powder provides a microstructure with uniform distribution of copper particles and Al-Cu intermetallic compounds throughout the stir zone at different rotational speeds. But the use of pure Cu powder leads to the formation of large copper clusters in the stir zone that it is more noticeable at low rotational speeds.
-
2.
In the case of using premixed Al-Cu powder, formation of Al-Cu intermetallic compounds is more than that in the case with using pure Cu powder.
-
3.
Increasing the rotational speed dramatically reduces the copper cluster size when pure Cu powder is used. But increasing the rotational speed does not cause a significant change in cluster size when premixed Al-Cu powder is used and a microstructure with finer cluster is achieved at various rotational speeds.
-
4.
When premixed Al-Cu powder is used, longitudinal tensile strength of samples from the stir zone is higher than that in the case using pure Cu powder. Longitudinal tensile strength is increased with the increasing rotational speed from 800 to 1000 rpm in both cases (using of pure Cu and premixed Al-Cu powders).
-
5.
The hardness values in the stir zone of the joints are uniformly distributed when premixed Al-Cu powder is used at various rotational speeds due to better dispersion of in situ intermetallic compounds compared with that in the case using of pure Cu powder.
References
R.S. Mishra and Z.Y. Ma, Friction Stir Welding and Processing, Mater. Sci. Eng., 2005, 50, p 1–78
R. Nandan, T. DebRoy, and H.K.D.H. Bhadeshia, Recent Advances in Friction-Stir Welding-PROCESS, Weldment Structure and Properties, Prog. Mater. Sci., 2008, 53, p 980–1023
R.S. Mishra and M.W. Mahoney, Friction Stir Welding and Processing, ASM International, Novelty, OH, 2007, p 52–58
Y. Sun, H. Fujii, Y. Takada, N. Tsuji, K. Nakata, and K. Nogi, Effect of Initial Grain Size on the Joint Properties of friction Stir Welded Aluminum, Mater. Sci. Eng. A, 2009, 527, p 317–321
C.J. Hsu, P.W. Kao, and N.J. Ho, Ultrafine-Grained Al–Al2Cu Composite Produced In Situ by Friction Stir Processing, Scripta Mater., 2005, 53, p 341–345
H. Aydin, A. Bayram, M.T. Yildirim, and K. Yiğit, Influence of Welding Parameters on the Fatigue Behaviours of Friction Stir Welds of 3003-O Aluminum Alloys, Mater. Sci., 2010, 16, p 311–319
M.S. Khorrami, M. Kazeminezhad, and A.H. Kokabi, Mechanical Properties of Severely Plastic Deformed Aluminum Sheets Joined by Friction Stir Welding, Mater. Sci. Eng. A, 2012, 543, p 243–248
P.M.G.P. Moreira, M.A.V. de Figueiredo, and P.M.S.T. de Castro, Fatigue Behaviour of FSW and MIG Weldments for Two Aluminium Alloys, Theor. Appl. Fract., 2007, 48, p 169–177
P.L. Threadgill, A.J. Leonard, H.R. Shercliff, and P.J. Withers, Friction Stir Welding of Aluminium Alloys, Int. Mater. Rev., 2009, 54, p 49–93
W. Woo, L. Balogh, T. Ungár, H. Choo, and Z. Feng, Grain Structure and Dislocation Density Measurements in a Friction-Stir Welded Aluminum Alloy Using X-ray Peak Profile Analysis, Mater. Sci. Eng. A, 2008, 498, p 308–313
M. Sarkari Khorrami, M. Kazeminezhad, and A.H. Kokabi, Microstructure Evolutions After Friction Stir Welding of Severely Deformed Aluminum Sheets, Mater. Des., 2012, 40, p 364–372
V.M. Linton and M.I. Ripley, Influence of Time on Residual Stresses in Friction Stir Welds in Agehardenable 7xxx Aluminium alloys, Acta Mater., 2008, 56, p 4319–4327
Y. Bozkurt and S. Duman, The Effect of Welding Parameters on the Mechanical and Microstructural Properties of Friction Stir Welded Dissimilar AA 3003-H24 and 2124/SiC/25p-T4 Alloy Joints, Sci. Res. Essays, 2011, 6, p 3702–3716
R. Kumar, K. Singh, and S. Pandey, Process Forces and Heat Input as Function of Process Parameters in AA5083 Friction Stir Welds, Trans. Nonferrous Met. Soc. China, 2012, 22, p 288–298
M.A. Mofid, A. Abdollah-zadeh, and F. Malek Ghaini, The Effect of Water Cooling During Dissimilar Friction Stir Welding of Al Alloy to Mg Alloy, Mater. Des., 2012, 36, p 161–167
W.F. Xu, J.H. Liu, D.L. Chen, G.H. Luan, and J.S. Yao, Improvements of Strength and Ductility in Aluminum Alloy Joints via Rapid Cooling During Friction Stir Welding, Mater. Sci. Eng. A, 2012, 548, p 89–98
L. Fratini, G. Buffa, and R. Shivpuri, In-Process Heat Treatments to Improve FS-Welded Butt Joints, Int. J. Adv. Manuf. Technol., 2009, 43, p 664–670
H. Zhang and H. Liu, Mathematical Model and Optimization for Underwater Friction Stir Welding of a Heat-Treatable Aluminum Alloy, Mater. Des., 2013, 45, p 206–211
H.J. Zhang, H.J. Liu, and L. Yu, Microstructure and Mechanical Properties as a Function of Rotation Speed in Underwater Friction Stir welded Aluminum Alloy Joints, Mater. Des., 2011, 32, p 4402–4407
H.J. Liu, H.J. Zhang, and L. Yu, Effect of Welding Speed on Microstructures and Mechanical Properties of Underwater Friction Stir Welded 2219 Aluminum Alloy, Mater. Des., 2011, 32, p 1548–1553
H.-J. Zhang, H.-J. Liu, and L. Yu, Thermal Modeling of Underwater Friction Stir Welding of High Strength Aluminum Alloy, Trans. Nonferrous Met. Soc. China, 2013, 23, p 1114–1122
K. Inada, H. Fujii, Y.S. Ji, Y.F. Sun, and Y. Morisada, Effect of Gap on FSW Joint Formation and Development of Friction Powder Processing, Sci. Technol. Weld. Join., 2010, 15, p 131–136
H.S. Arora, H. Singh, and B.K. Dhindaw, Composite Fabrication Using Friction Stir Processing, Int. J. Adv. Manuf. Technol., 2012, 61, p 1043–1055
K. Inada, H. Fujii, and Y.S. Ji, Design of Joint Properties by Friction Powder Processing, Mater. Sci. Forum, 2010, 638–642, p 2058–2063
L. Ke, C. Huang, L. Xing, and K. Huang, Al–Ni Intermetallic Composites Produced In Situ by Friction Stir Processing, J. Alloys Compd., 2010, 503, p 494–499
J. Qian, J. Li, J. Xiong, F. Zhang, and X. Lin, In Situ Synthesizing Al3Ni for Fabrication of Intermetallic-Reinforced Aluminum Alloy Composites by Friction Stir Processing, Mater. Sci. Eng. A, 2012, 550, p 279–285
I.S. Lee, P.W. Kao, C.P. Chang, and N.J. Ho, Formation of Al–Mo Intermetallic Particle-Strengthened Aluminum Alloys by Friction Stir Processing, Intermetallics, 2013, 35, p 9–14
C.J. Hsu, C.Y. Chang, P.W. Kao, N.J. Ho, and C.P. Chang, Al–Al3Ti Nanocomposites Produced In Situ by Friction Stir Processing, Acta Mater., 2006, 54, p 5241–5249
M. Barmouz, M.K. Besharati Givi, and J. Seyfi, On the Role of Processing Parameters in Producing Cu/SiC Metal Matrix Composites via Friction Stir Processing: Investigating Microstructure, Microhardness, Wear and Tensile Behavior, Mater. Charact., 2011, 62, p 108–117
M. Aravind, P. Yu, M.Y. Yau, and D.H.L. Ng, Formation of Al2Cu and AlCu Intermetallics in Al(Cu) Alloy Matrix Composites by Reaction Sintering, Mater. Sci. Eng. A, 2004, 380, p 384–393
A. Hassan, A. Mayyas, A. Alrashdan, and M. Hayajneh, Wear Behavior of Al–Cu and Al–Cu/SiC Components Produced by Powder Metallurgy, J. Mater. Sci., 2008, 43, p 5368–5375
T. Luangvaranunt, C. Dhadsanadhep, J. Umeda, E. Nisaratanaporn, and K. Kondoh, Aluminum-4 mass%Copper/Alumina Composites Produced from Aluminum Copper and Rice Husk Ash Silica Powders by Powder Forging, Mater. Trans., 2010, 51, p 756–761
J.G. Kaufman, Introduction to Aluminum Alloys and Tempers, 1st ed., ASM International, Novelty, OH, 2000, p 111–112
M.M.R. Jaradeh and T. Carlberg, Solidification Studies of 3003 Aluminium Alloys with Cu and Zr Additions, J. Mater. Sci. Technol., 2011, 27, p 615–627
H.-W. Huang and B.-L. Ou, Evolution of Precipitation During Different Homogenization Treatments in a 3003 Aluminum Alloy, Mater. Des., 2009, 30, p 2685–2692
G.L. You, N.J. Ho, and P.W. Kao, The Microstructure and Mechanical Properties of an Al–CuO In-Situ Composite Produced Using Friction Stir Processing, Mater. Lett., 2013, 90, p 26–29
ASTM International, ASTM Standards: ASTM E8-04, Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2004
ASM International, ASM Handbook: Powder Metal Technologies and Applications, ASM International, 07, Novelty, OH, 1998, p 63–64
F.V. Lenel, Powder Metallurgy: Principles and Applications, Metal Powder Industries Federation, Princeton, 1980, p 102–105
R. Beygi, M. Kazeminezhad, and A.H. Kokabi, Butt Joining of Al–Cu Bilayer Sheet Through Friction Stir Welding, Trans. Nonferr. Met. Soc. China, 2012, 22, p 2925–2929
P. Xue, D.R. Ni, D. Wang, B.L. Xiao, and Z.Y. Ma, Effect of Friction Stir Welding Parameters on the Microstructure and Mechanical Properties of the Dissimilar Al–Cu Joints, Mater. Sci. Eng. A, 2011, 528, p 4683–4689
P. Xue, B.L. Xiao, D.R. Ni, and Z.Y. Ma, Enhanced Mechanical Properties of Friction Stir Welded Dissimilar Al–Cu Joint by Intermetallic Compounds, Mater. Sci. Eng. A, 2010, 527, p 5723–5727
R.M. Leal, C. Leitão, A. Loureiro, D.M. Rodrigues, and P. Vilaça, Material Flow in Heterogeneous Friction Stir Welding of Thin Aluminium Sheets: Effect of Shoulder Geometry, Mater. Sci. Eng. A, 2008, 498, p 384–391
C. Genevois, M. Girard, B. Huneau, X. Sauvage, and G. Racineux, Interfacial Reaction During Friction Stir Welding of Al and Cu, Metall. Mater. Trans. A, 2011, 42, p 2290–2295
M. Azizieh, A.H. Kokabi, and P. Abachi, Effect of Rotational Speed and Probe Profile on Microstructure and Hardness of AZ31/Al2O3 Nanocomposites Fabricated by Friction Stir Processing, Mater. Des., 2011, 32, p 2034–2041
Acknowledgments
The authors wish to thank the research board of Sharif University of Technology for the financial support and the provision of the research facilities used in this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Abnar, B., Kazeminezhad, M. & Kokabi, A.H. The Effect of Premixed Al-Cu Powder on the Stir Zone in Friction Stir Welding of AA3003-H18. J. of Materi Eng and Perform 24, 1086–1093 (2015). https://doi.org/10.1007/s11665-014-1373-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-1373-1