
Abstract
Improvement of die life under hot forging of brass alloys is considered vital from both economical and technical points of view. One of the best methods for improving die life is duplex coatings. In this research, the influence of temperature on the tribological behavior of duplex-coated die steel rubbing against forging brass was investigated. The wear tests were performed on a pin-on-disk machine from room temperature to 700 °C; the pins were made in H13 hot work tool steel treated by plasma nitriding and by PVD coatings of TiN-TiAlN-CrAlN. The disks were machined from a two-phase brass alloy too. The results revealed that the friction coefficient of this tribosystem went through a maximum at 550 °C and decreased largely at 700 °C. Furthermore, the formation of Cr2O3 caused the reduction of friction coefficient at 700 °C. PVD coatings proved their wear resistance up to 550 °C, well above the working temperature of the brass forging dies.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Brass alloys and H13 hot work tool steel are conventionally used in hot forging materials for workpiece and for tool material, respectively. They are also employed for the production of such parts as gas valves (Ref 1, 2). The tribological properties of H13 steel and CuZn39Pb3 brass alloy at room temperature after oxidation at 600 °C indicated that a loose oxide film wholly covered the surface of the steel (Ref 3).
In the last two decades, much research has been done to improve the die life in the field of hot forging steel alloys by surface engineering methods (Ref 4). However, in the case of hot forging copper-based alloys, there are few studies regarding the die life improvement.
In 1998, in the area of forging copper alloys, Sato et al. (Ref 5) studied wear and tribological properties of PVD coatings rubbed against copper at ambient temperature. The wear rate of CrN rubbed against copper was at a very low level, but the wear rate of TiCN, TiN, and TiC, as tested under the same conditions, and was higher than that rubbed against hardened high speed tool steel substrate at room temperature. In the case of forging steel alloys, the best die life was observed when duplex coating and ternery thin layers (TiAlN or CrAlN) were used (Ref 6-12). There has been no research in the field of duplex coating and ternery thin layers dies for forging of brass alloys, but a recent study conducted by the authors showed that applied duplex-coated dies improved the die life in the forging of two-phase brass. The results showed that duplex-TiN-TiAlN and duplex-TiN-TiAlN-CrAlN coatings had more stability at 700 °C compared to H13 steel and plasma nitrided H13 steel in contact with two-phase brass (Ref 13), but the stability and wear behavior of these duplex coatings at a temperature from room to 700 °C (the forging temperature of two-phase brass) were not determined.
The main idea in the present study was to consider the TiN-TiAlN-CrAlN-coated steel die and two-phase brass alloy as two components of a tribosystem in order to study the influence of working temperature on the failure mechanism of the coated die. A criterion for the failure of coated pins was removing the coating from the surface of the pins. The focus was on tribological properties of the new generation of duplex and multilayer PVD coatings slid against a two-phase brass alloy by pin-on-disk tests. The PVD coating included TiN-TiAlN-CrAlN deposited by a cathodic arc process and wear tests were carried out at a temperatures range varying from room temperature to 700 °C.
Experimental Procedure
Test Materials
The materials used in this study were AISI H13 hot work tool steel (0.4%C, 1.03%Si, 0.38%Mn, 4%Cr, 1.23%Mo, 0.2%Ni, 0.14%Cu, 0.92%V and balanced Fe in wt.%) and CuZn38Pb2 hot-extruded alloy (38.9%Zn, 1.87%Pb, 0.31%Fe, 0.13%Al, 0.08%Sn and balanced Cu in wt.%), known as forging brass with a wide variety of applications in industry (Ref 14). Pins were prepared from H13 steel (∅ 0.5 mm × 50 mm and the radius curvature of 3.5 mm) austenitized at 980 °C, oil quenched and tempered at 590 °C, plasma nitrided and PVD coated. Disks were made of CuZn38Pb2 alloy (∅3.6 mm × 5 mm).
Preparation of Duplex Coatings
A duplex process was carried out on the pins in two steps; plasma nitriding followed by a PVD coating of TiN-TiAlN-CrAlN. DC-pulsed plasma nitriding was performed using the following parameters; gas composition N2:H2 10:90 (vol.%), pressure 300 Pa, process temperature 480 °C, and treatment time 8 h. After plasma nitriding, the pins were ground on a series of emery papers of 800, 1200, and 2500 grit and, finally, polished with 1 µm diamond paste.
Details related to the deposition parameters of multilayer coatings are listed in Table 1. The chamber was evacuated to 10−3 Pa before sputter cleaning. After the samples were cleaned by argon sputtering, high-purity nitrogen gas was added as the reactive gas. TiN monolayer was deposited as an interlayer followed by formation of TiAlN coating and then CrAlN was deposited. The overall thickness of the PVD coating was 4.7 µm.
Evaluation of Duplex Coatings
A Nano instrument (CSM NHTX) equipped with a Berkovich diamond tip was used for measurement of mechanical properties of surface-treated specimens. A method formulated by Oliver and Pharr (Ref 15) was used to extract values of hardness and elastic modulus from the load-displacement data. The Poisson’s ratio of the coating was assumed to be 0.25 (Ref 16).
Field-emission scanning electron microscope (MIRA\\TESCAN-IROST) equipped with energy dispersive x-ray detector was used to examine the surface of the coating before and after pin-on-disk tests as well as the concentrations of the elements in the coating. Structural analysis of the surface of the disk at different temperatures in the contact region and around that was determined by XRD measurements (Philips Xpert) with Cu Kα radiation at 50 kV, 100 mA, and step size of 0.05°.
Pin-on-disk tests were carried out at 25, 250, 350, 450, 550, and 700 °C at a sliding speed of 0.03 m/s, under 5 N load for 500 m. The Selection of these parameters was according to the real condition of forging operation of brass alloy. In the forging of brass valve (Ref 13), about 2 cm movements of die and 0.75 s time for forging operation, the velocity in the real condition is about 0.02666 ≈ 0.03 m/s. We have two criteria for the selection of stress value. The stress condition near the real production condition and stress at the surface of the brass disk should be more than yield stress of brass alloy at each temperature. The pin and disk were installed inside wear test machine, and the temperature of the chamber was raised to the desired value before the test was started.
Results and Discussion
Structure and Analysis of PVD Coatings
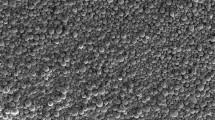
Figure 1(a) shows SEM micrograph of the fractured surface of a duplex-treated specimen and Fig. 1(b) illustrates a typical microstructure of the TiN-TiAlN-CrAlN multilayer coating surface, where it has many distinct “droplets” can be seen. The droplets (EDX identified mainly Cr and Al) were formed due to the evaporation of the metal macroparticles that could not react with nitrogen adequately during the coating deposition (Ref 17).

Typical SEM micrographs of (a) fractured surface, (b) coating surface of TiN-TiAlN-CrAlN
XRD patterns of H13 hot work tool steel substrate and duplex-TiN-TiAlN-CrAlN coating are shown in Fig. 2. Comparison between Fe peaks in the XRD patterns of the two samples indicated peak shifting and broadening in the latter. Nitriding process caused the peaks of α-Fe to be shifted to lower Bragg’s angles and broadened. In terms of plasma nitriding on hot work tool steel, the results of XRD investigation suggested that nitrogen atoms did not react with iron; instead, it acted as an interstitial atom in the ferrite lattice and was completely dissolved as a diffusion layer; this process is known as bright nitriding (Ref 18).

XRD patterns of (a) H13 hot work tool steel substrate, (b) duplex nitriding-PVD coating
From the XRD analysis of duplex-treated steel, it was found that (Ti, Al) N was crystallized into a single-phase of TiAlN like NaCl structure. The detachment of the diffracted peaks of TiAlN and CrAlN phases in the range of 2θ = 30°-40° had a better resolution with a step size of 0.02°. The results suggested that CrAlN phase was formed. Broadening of TiAlN peaks between 2θ = 35°-45° and CrAlN peaks also revealed the nano-size grains, structural defects (point-, line-, and area-defects) or distortion-broadening contributions of microstructure (Ref 19). Additionally, the displacement of TiN, TiAlN, and CrAlN peaks positions, in comparison with standard values, showed the existence of macrostrain and macrostress, where the lattice parameter became smaller, resulting in a shift of peaks to larger diffraction angles.
Figure 3 shows typical load vs. displacement curve for the nanoindentation test of TiN-TiAlN- CrAlN coating at 30 mN load. The maximum indentation depth for TiN-TiAlN- CrAlN coating was approximately 0.21 µm, which was less than 1/10th of the coating thickness. Oliver and Pharr (Ref 15) used the extract values of hardness and elastic modulus from the load-displacement data (Fig. 3). The surface roughness (R a), Young’s modulus and hardness of the duplex coatings were (0.43 ± 0.2) μm, (395 ± 36) GPa and (2650 ± 70) HV, respectively. About thirty measurements were made to obtain the standard deviation on hardness, roughness, and young’s modulus. Applied surface treatments changed surface roughness and the mechanical properties of the pins. The presence of a large number of droplets on the surface of duplex coating (Fig. 1b) caused an increase in the surface roughness.

Schematic representations of load vs. displacement curves for duplex-TiN-TiAlN-CrAlN at 30 mN load
The Effect of Temperature on the Friction Coefficient
The friction traces of the TiN-TiAlN-CrAlN-coated pins slid on the two-phase brass disk from room temperature to 700 °C, as obtained during wear tests, are presented in Fig. 4 as friction coefficient versus the sliding distance. The friction coefficients of this tribosystem went through a maximum at 550 °C and decreased largely at 700 °C. From 25 to 350 °C, the fluctuations in friction coefficient showed a stick-slip phenomenon resulting from a series of adhesions and breakings at the contact points between the opposing surfaces, but at higher temperatures, these fluctuations were not observed. The fluctuations in the friction were due to particle interaction, surface roughness or stick-slip behavior. The tribosystem investigated we composed of hard pins and soft disk (Hardness of the pin and disk is about 2650 and 101 HV, respectively). The effects of surface roughness on the fluctuations in the friction were observed in run-in periods (Ref 20). The Fluctuations in the friction caused by particle interaction was due to the existence of hard wear debris in the contact zone. According to the investigation, in this tribosystem, brass alloy from disk was adhered on the surface of hard pins and the hard particles were not observed in the contact zone (Ref 13). Therefore, the only cause of these fluctuations in friction coefficients was the stick-slip phenomenon. This phenomenon has also been observed in similar hard-soft tribosystem (Ref 21, 22).

Plot of friction coefficient vs. sliding distance for duplex-TiN-TiAlN-CrAlN coating sliding against brass disk, (a) 25 °C, (b) 250 °C, (c) 350 °C, (d) 450 °C, (e) 550 °C, (f) 700 °C
The plot of friction coefficient versus sliding time at 550 °C is also shown in Fig. 4(e), where two obvious regions could be identified; a “break-in period,” starting with high (1) and then low (2) friction coefficient and a “secondary region,” where (3) friction had an intermediate and steady state value.
Oxidation and Wear Traces of the Disks
XRD patterns of the two-phase brass disks in wear track area and out of it at different temperatures are shown in Fig. 5 and 6, respectively. With the increase of temperature, the percentage of α and β phases in the wear track area was increased and on the disk surface, it was decreased. High vapor pressure of zinc and higher diffusivity of Zn, compared with Cu (2-5 times higher), caused dezincification on the brass surface. This phenomenon caused a decrease in the zinc content of the surface of the disks and as a result, α phase increased. According to Fig. 5, the surface of brass alloy was covered by a ZnO film. Zinc oxide has stronger peaks, compared to copper oxide, due to thermodynamic considerations regarding the stability of ZnO. The peaks of these oxides appeared at temperatures higher than 350 °C (in both wear track and disk surface). At 700 °C, in the wear track, Fe2Cr2O4, Fe2O3, and Cr2O3 were observed. Other investigations conducted on the oxidation and wear behavior of H13 hot work tool steel have reported Fe2CrO4 and Fe2O3 (Ref 20, 23). These indicate the possible loss of the coating at temperatures above 550 °C. The formation of solid lubricant Cr2O3 on the surface of wear track could be a reason for reducing the coefficient of friction at 700 °C (Fig. 4f).

XRD patterns of the wear track area after wear testing at different temperatures

XRD patterns of the disk surface after wear testing at different temperatures
Worn Surfaces of Pins and Disks
SEM micrographs of the worn surface of the duplex-treated pins after wear tests at 25 to 700 °C are shown in Fig. 7. According to Fig. 7(a, b and c), a transfer layer of brass alloy was formed on the surface of the pins at 25, 250, and 350 °C. At 450 °C, adhesion of brass on the surface of the pin occurred too, and the roughness of the pin was reduced (Fig. 7d).

SEM micrographs of the tips of duplex-treated pins after wear tests at 25 to 700 °C
The pin was worn out in the contact zone at 550 and 700 °C. EDS analysis of the worn surface of the PVD-coated pin showed that the coating was removed from the surface of the pin (Fig. 7f). Destruction of the coating at high temperature and the contact between H13 steel and brass surface were also confirmed by XRD patterns obtained from the contact zone (Fig. 5). Weight changes of the pins before and after pin-on-disk tests are shown in Fig. 8. The changes in the positive direction of the vertical axis indicated the pin weight loss and the changes in the negative direction of the vertical axis indicated the pin weight gain after the pin-on-disk tests. Weight measurement of the pins, before and after pin-on-disk tests, indicated that from room temperature to 450 °C, the weight of the pins increased and at 550 and 700 °C, it was decreased. The weight gain after wear tests revealed that disk material was adhered on the surface of the pins as a result of adhesive wear (Fig. 7a-d). The results of weight loss were consistent with the SEM micrographs (Fig. 7).

Changes in weights (=initial weights-final weights) of the pins after pin-on-disk tests at 25 to 700 °C
The shape of friction coefficient at 550 °C, as can be seen in Fig. 4(e), was due to the fact that initially, the roughness of the surface produced a momentary rise in friction until surface conformity and smoothing occurred, thereby reducing the friction (Ref 20). The drop, after the initial rise, could be due to removal of the coating on the surface of the pin, leading to contact of H13 hot work tool steel with the disk surface (Fig. 7e).
Typical SEM micrographs of the wear tracks of the disk surfaces on the brass substrate at 25 to 700 °C are shown in Fig. 9. Up to 450 °C, oxide films were not formed on the surface of the disk and the PVD-coated pins were in direct contact with the brass alloy. The incensement in friction coefficient with enlargement of temperature from 25 to 350 °C (Fig. 4a-c) was due to the more tendency for the adhesion of the alloy brass to the surface of the coated pins. Although the XRD results of the area out of the wear track (Fig. 6) proved the existence of ZnO peaks at 350 °C, no oxide was detected within the wear track (Fig. 9c). This condition indicated that a low-wear resistance oxide was formed on the surface of the disk removed during wear test from the contact zone.

SEM micrographs of the wear tracks of the disks and wear debris in contact with duplex-treated pin after wear tests at 25 to 700 °C
At 550 °C, the separation of the wear debris from PVD coating, that was free in the contact zone and hard, suggested that the preponderant mechanism in the wear of the pin was abrasion (Ref 2), the coefficient of the friction was high (Fig. 4e) and the wear debris shrank (Fig. 9e). At 700 °C, high temperature activated the sintering phenomenon of wear debris and compacted them at contact zone (Fig. 9f).
Conclusions
The following conclusions are summarized from the results of pin-on-disk analysis of duplex, plasma nitriding and PVD (TiN-TiAlN-CrAlN), treated steel pins sliding against a two-phase brass between room temperature to 700 °C.
-
1.
The friction coefficient was increased from room temperature to 350 °C. At this temperature range, the duplex-treated pins were in contact with the brass disk. A transfer layer of brass alloy was detected on the tips of the pins. At 450 to 700 °C, permanent oxide layer formed on the wear track areas and TiN-TiAlN-CrAlN coating was in contact with this oxide layer.
-
2.
At 550 °C, the initial roughness of the surface produces a momentary rise in friction until surface conformity and smoothing occurs, reducing the friction, and then removal of the coating leads to rise in the friction coefficient.
-
3.
At 700 °C, the coating is removed from the surface of the pin, but the formation of Cr2O3 as a solid lubricant reduces the friction coefficient.
References
M. Kchaou, R. Elleuch, Y. Desplanques, X. Boidin, and G. Degallaix, Failure Mechanisms of H13 Die on Relation to the Forging Process—A Case Study of Brass Gas Valves, Eng. Fail. Anal., 2010, 17(2), p 403–415
M. Kchaou, R. Elleuch, Y. Desplanques, X. Boidin, and G. Degallaix: ‘Étude du comportement de l’acier X40crMov5-1 pré-oxydé en frottement-usure sous faible vitesse de glissement’, Annales de chimie, 2010, Lavoisier, p 41-57
M. Kchaou, A. Alimi, R. Elleuch, and Y. Desplanques, Characterisation of Oxidation and Wear Oxidised Surfaces of H13 Steel/Brass in Dry Sliding Conditions, Int. J. Microstruct. Mater. Prop., 2013, 8(4), p 373–384
T. Altan, Cold and Hot Forging: Fundamentals and Applications, ASM International, Materials Park, 2005
T. Sato, T. Besshi, D. Sato, and K. Inouchi, Evaluation of Wear and Tribological Properties of Coatings Rubbing Against Copper, Wear, 1998, 220(2), p 154–160
M. Pellizzari, A. Molinari, and G. Straffelini, Damage Mechanisms in Duplex Treated Hot Work Tool Steel Under Thermal Cycling, Surf. Eng., 2002, 18(4), p 289–298
P. Panjan, B. Navinšek, M. Čekada, and A. Zalar, Oxidation Behaviour of TiAlN Coatings Sputtered at Low Temperature, Vacuum, 1999, 53(1–2), p 127–131
C.W. Kim and K.H. Kim, Anti-oxidation Properties of TiAlN Film Prepared by Plasma-Assisted Chemical Vapor Deposition and Roles of Al, Thin Solid Films, 1997, 307(1–2), p 113–119
M. Kawate, A. Kimura Hashimoto, and T. Suzuki, Oxidation resistance of Cr1-XAlXN and Ti1-XAlXN films, Surf. Coat. Technol., 2003, 165(2), p 163–167
T. Polcar and A. Cavaleiro, High Temperature Properties of CrAlN, CrAlSiN and AlCrSiN Coatings—Structure and Oxidation, Mater. Chem. Phys., 2011, 129(1–2), p 195–201
K.S. Klimek, A. Gebauer-Teichmann, P. Kaestner, and K.T. Rie, Duplex-PACVD Coating of Surfaces for Die Casting Tools, Surf. Coat. Technol., 2007, 201, p 5628–5632
J.C.A. Batista, C. Godoy, V.T.L. Buono, and A. Matthews, Characterisation of Duplex and Non-Duplex (Ti, Al)N and Cr-N PVD Coatings, Mater. Sci. Eng. A, 2002, 336(1–2), p 39–51
I. Ebrahimzadeh and F. Ashrafizadeh, High Temperature Wear and Frictional Properties of Duplex-Treated Tool Steel Sliding Against a Two Phase Brass, Ceram. Int., 2014, 40, p 16429–16439
J.R. Davis and A.S.M.I.H. Committee, Copper and Copper Alloys, ASM International, 2001
W.C. Oliver and G.M. Pharr, An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments, J. Mater. Res., 1992, 7(06), p 1564–1583
K. Bobzin, N. Bagcivan, M. Ewering, and R. Brugnara, Vanadium Alloyed PVD CrAlN Coatings for Friction Reduction in Metal Forming Applications, Tribol. Ind., 2012, 34(2), p 101–107
E. Lugscheider, K. Bobzin, and K. Lackner, Investigations of Mechanical and Tribological Properties of CrAlN + C Thin Coatings Deposited on Cutting Tools, Surf. Coat. Technol., 2003, 174, p 681–686
F. Mahboubi and K. Abdolvahabi, The Effect of Temperature on Plasma Nitriding Behaviour of DIN 1.6959 Low Alloy Steel, Vacuum, 2006, 81(3), p 239–243
P.H. Mayrhofer, C. Mitterer, L. Hultman, and H. Clemens, Microstructural Design of Hard Coatings, Prog. Mater. Sci., 2006, 51(8), p 1032–1114
P.J. Blau, On the nature of running-in, Tribol. Int., 2006, 38(11), p 1007–1012
L. Menezes, P. Kishore, and S.V. Kailas, Influence of Surface Texture and Roughness Parameters on Friction and Transfer Layer Formation During Sliding of Aluminium Pin on Steel Plate, Wear, 2009, 267(9–10), p 1534–1549
N.W. Khun, H. Zhang, J.L. Yang, and E. Liu, Tribological Performance of Silicone Composite Coatings Filled with Wax-Containing Microcapsules, Wear, 2012, 296(1–2), p 575–582
O. Barrau, C. Boher, C. Vergne, F. Rezai-Aria, and R. Gras, Investigations of Friction and Wear Mechanisms of Hot Forging Tool Steels, Karlstad Univ., 2002, 1, p 81–94
Acknowledgments
Special thanks to Sevin Plasma Surface Engineering Co. for supplying the PVD coatings and Tribology laboratory of Malek Ashtar University for carrying out the pin-on-disk tests. The authors wish to thank Azaran Industrial Group for providing materials and machining the specimens.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ebrahimzadeh, I., Ashrafizadeh, F. The Influence of Temperature on the Frictional Behavior of Duplex-Coated Die Steel Rubbing Against Forging Brass. J. of Materi Eng and Perform 24, 529–535 (2015). https://doi.org/10.1007/s11665-014-1301-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-1301-4