
Abstract
Cyclic oxidation behavior of detonation-gun-sprayed Ni-5Al coating on Inconel-718 is discussed in the present study. Oxidation studies were carried out on both bare and coated superalloy substrates in air at 900 °C for 100 cycles. The thermogravimetric technique was used to establish kinetics of oxidation. X-ray diffraction, FESEM/EDAX, and x-ray mapping techniques were used to analyze the oxidation products of bare and coated samples. The weight gain of bare superalloy was higher than the Ni-5Al-coated superalloy. Both bare and Ni-5Al-coated superalloys followed nearly parabolic oxidation behavior. The Ni-5Al coating was able to reduce the overall weight gain by 26.2% in comparison with bare superalloy in the given environment. The better oxidation resistance of Ni-5Al coating may be due the formation of protective oxides phases such as NiO, Al2O3, and NiAl2O4 on the oxidized coating and Cr2O3 at the coating-substrate interface. The Ni-5Al coatings obtained from detonation-gun-spraying process showed very little porosity and low surface roughness values.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nickel-based superalloy Inconel-718 (In-718) is one of the most important and widely used alloys for high-temperature parts of gas and steam turbines, as it has excellent mechanical properties such as tensile strength, creep resistance, and low-cycle fatigue strength up to 650 °C. The alloy currently accounts for 45% of wrought nickel-based superalloy production (Ref 1). However, the presence of high-temperature and combustion atmosphere with excess air or oxygen constitutes an extreme environment, and oxidation and/or hot corrosion is inevitable when alloys are used for long periods of time (Ref 2). Oxidation is one of the most important high-temperature corrosion reactions (Ref 3). During oxidation attack, a porous, nonprotective oxide scale is formed at the surface, and the material is consumed at an unpredictably rapid rate, leading to premature failure of the components (Ref 4). One of the effective solutions to counter the problem of oxidation is to coat the alloy with a protective layer using various surface-treatment techniques (Ref 5, 6). The coatings offer cost-effective ways to combat against corrosion and wear, without sacrificing the bulk properties of the material. Further, coatings can aggregate value to products up to 10 times their cost (Ref 7, 8).
Among the currently available thermal spray techniques, the detonation-gun (D-gun)-spraying process is one of the most promising and useful methods for depositing a wide variety of coatings to enhance the performance of materials in degrading environment such as corrosion and wear (Ref 8, 9). During D-gun-spraying process, the powder particles are accelerated to very high velocities (800-1200 m/s), and as a result, there is minimum decomposition of feed powder, and the coatings obtained exhibit excellent morphologic features such as low porosity, and high density with fine grain structure along with superior mechanical properties such as high hardness and bond strength (Ref 10-13). Senderowski et al. (Ref 14-19) have reported extensively on Fe-Al coatings deposited on NiAl and NiCr intermediate layers using D-gun-sparying process on carbon steel substrate material. They found that, D-gun technology has advantageous effects for spraying self-decomposing Fe-Al powders, and the deposited coatings were characterized by low porosity, high-temperature corrosion and oxidation resistance, reduced negative gradients of stress, and temperature influencing the substrate and increasing adhesion strength. Sundarajan et al. (Ref 8). and Kamal et al. (Ref 10) have reported that the porosity values of D-gun-sprayed coatings are less than that of the coatings deposited by other thermal spray techniques. Hence, the D-gun-spraying technique has been widely used in many fields such as gas and steam turbines, aero-engines, oil-refining industry, heat treatment rolls, and coal burning boiler tubes (Ref 20).
Nickel aluminides (Ni-Al) possess many attractive properties such as high melting point, excellent resistance to environmental degradation, low density, and good mechanical and chemical stability at high temperatures (Ref 21, 22). Accordingly, Ni-Al have received considerable attention due to its potential for a wide range of engineering applications such as, high-pressure turbine blades and vanes, high-temperature corrosion-protective coatings, microelectronics, surface catalysts, high-current vacuum circuit breakers, and electronic metallization in semiconductor hetero-structures (Ref 21-24). Thermal-sprayed Ni-5Al coatings are widely used as bond coat between the superalloy substrate and top coat due to its good oxidation and abrasion resistance at high temperatures (Ref 25). Ni-5Al coatings are also used as dense bond coats on gas turbine components over which abradable coatings are deposited. The abradable coatings have inherent porosity through which the corrosive species reach the bond coat, and hence the Ni-5Al coatings should have good hot corrosion and oxidation resistance (Ref 26). In addition, the difference in the coefficients of thermal expansion of Ni-5Al intermetallic (15.1 × 10−6 m/m K) and Inconel-718 (14.4 × 10−6 m/m K) is very small, thereby reducing the chances of spallation and cracks at coating-substrate interface in high-temperature environment. Many researchers have evaluated hot corrosion and oxidation behaviors of Ni-Al coatings deposited using plasma and HVOF-spray process (Ref 25, 27-29). However, there is very little literature on the oxidation behavior of D-gun-sprayed Ni-Al coatings on superalloys. Therefore, in the present study, the high-temperature cyclic oxidation behavior of detonation-gun-sprayed Ni-5Al coating on nickel-based superalloy In-718 is discussed. Oxidation studies were carried out at 900 °C for 100 cycles in air under cyclic heating and cooling conditions on bare and coated superalloys. The cyclic oxidation studies create aggressive test conditions, which simulate the conditions prevailing in actual service environment of the superalloy components. The thermogravimetric technique was used to establish kinetics of oxidation. X-ray diffraction, FESEM/EDAX and x-ray mapping techniques were used to analyze the oxidation products of bare and coated samples.
Experimental Procedure
Substrate Material and Coating Formulation
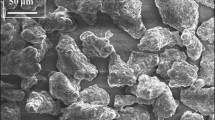
Nickel-based superalloy In-718 used in the present study was procured from Narendra Steels, Mumbai, (India), in rolled sheet form. The nominal chemical composition (wt.%) of the substrate material is given in the Table 1. Each specimen measuring approximately 20 mm × 15 mm × 5 mm was cut from the rolled sheet. The specimen were polished and grit blasted (grit 45) with alumina prior to D-gun coating. Commercially available Ni-Al powder of nominal composition Ni-5Al (wt.%) (MEC 906® Powder), supplied by Metallizing Equipment Company Pvt. Limited (MECPL) Jodhpur (India) was used in this study. The particle size of the Ni-5Al powder used was in the range of 50-80 μm (Fig. 1). D-gun (Model: Awaaz) process was used to apply coatings on all six sides of the superalloy at SVX Powder M Surface Engineering Pvt. Ltd., New Delhi (India). The spray parameters used during coating deposition are given in Table 2. All the process parameters, including the spray distance, were kept constant throughout the coating process.

SEM image showing the morphology of Ni-5Al powder
Characterization of the Coatings
XRD analysis of the samples was carried out using a Bruker AXS D-8 Advance diffractometer with Cu Kα radiation for the phase identification. The surface and cross-sectional analysis of the samples were analyzed using field emission scanning electron microscope (FESEM, FEI, Quanta 200F Company) with EDAX Genesis software attachment. The surface porosity of the coatings was measured with a Zeiss Axiovert 200MAT inverted optical microscope, fitted with imaging software Zeiss AxioVision release 4.1, which is developed based on ASTM B276. The cohesive and adhesive porosity values were assessed by photomicrograph quantitative analysis carried out with JEOL-JSM 5610LV (SEM). The cohesive porosity values were calculated based on the ratio of the sum of pore surfaces to the total surface of the specimen. On the other hand, the adhesive porosity (in the coating substrate joint) was defined as a ratio of the sum of the lengths of pore chords to the length of measuring length on the specimen surface (Ref 16). The microhardness of the coating was measured using a Leitz miniload 2 (Germany) hardness tester. A load of 15 g (147.1 mN) was provided to the needle for penetration, and the hardness value was calculated from the relation Hv = 1854.4 × F/d 2 (where “F” is load in grams and “d” is the mean penetrated diameter in micrometer). Surface roughness tester (Mitutoyo SJ-201, Japan) was used to measure the surface roughness (Ra) of the as-sprayed coatings at five different locations. The centre-line average (CLA) method was used to obtain the Ra values.
Oxidation Studies Under Cyclic Conditions
The oxidation studies on bare and Ni-5Al-coated In-718 superalloys were performed in air at 900 °C. The specimens were kept in alumina boats and were subjected to oxidation studies for 100 cycles. Each cycle consisted of 1 hour heating at 900 °C followed by 25-min cooling at room temperature. The weight change measurements of the specimens were made at the end of each cycle using a microbalance (model BSA224S-CW, Sartorius) with a sensitivity of 0.1 mg. The thermogravimetric technique was used to establish kinetics of oxidation. After exposure, the scale formed on the surface of the oxidized samples were characterized by XRD, FESEM/EDAX, and x-ray mapping techniques.
Results
Surface SEM/EDAX Analysis of As-sprayed Coating
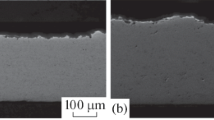
The SEM micrographs of the as-sprayed Ni-5Al coating deposited using D-gun-spraying process are shown in Fig. 2. It is observed that the coating is dense and uniform, with very little surface porosity (Fig. 2a). The dense microstructure of the coating can be attributed to the high velocity of impinging molten powder particles during D-gun spraying. Further, the cross-sectional morphology of coating shows characteristic lamellar structure of splats (Fig. 2b) obtained by D-gun-spraying process. The splats are rich in Ni with little Al and negligible amount of oxygen (O), while the intersplat regions are rich in Al along with O and Ni. The presence of oxygen near intersplat region indicates the formation of oxides as a result of oxidation of in-flight particles during D-gun spraying. The EDAX analysis of the as-sprayed coatings shows light and dark gray regions (Fig. 2c). The light gray region is rich in Ni, while the dark gray region is rich in Al (Fig. 2c). Very little oxygen is present on the surface indicating minimum decomposition of feed powder during D-gun-spraying process.

SEM/EDAX analyses of (a) polished surface (b) cross-sectional, and (c) un-polished as-sprayed Ni-5Al coating
Porosity, Surface Roughness, Micro Hardness, and Thickness of the Coating
Table 3 presents the porosity, surface roughness, and microhardness values of D-gun-sprayed Ni-5Al coating on In-718 superalloy. The average thickness of the Ni-5Al coating was found to be 175 μm.
Visual Observations
Photographs of bare and Ni-5Al-coated superalloys subjected to cyclic oxidation in air at 900 °C for 100 cycles are shown in Fig. 3. The color of the oxide scale formed on the bare In-718 was dark brown up to 10 cycles, and during subsequent cycles, gray patches started to appear. By the end of 100 cycles, the entire surface turned to gray color (Fig. 3a). The scale formed was consistent and without any cracks. On the other hand, the color of the scale formed on Ni-5Al-coated superalloy was dark gray with light green patches during initial few cycles, and during subsequent cycles, the entire surface turned to light green color, which remained the same until the end of 100 cycles (Fig. 3b). The scale formed on coated superalloy was adherent, uniform, and without any cracks. As seen in Fig. 3, both bare and Ni-5Al-coated superalloys showed negligible spalling of oxide scale during the entire study.

Photographs of (a) bare and (b) Ni-5Al-coated superalloys subjected to oxidation studies in air at 900 °C for 100 cycles
High-Temperature Cyclic Oxidation Studies in Air
The plots of the weight gain per unit area versus the number of cycles for bare and coated samples are shown in Fig. 4(a). The bare superalloy shows higher weight gain when compared with Ni-5Al-coated superalloy. The cumulative weight gain at the end of 100 cycles for bare and Ni-5Al-coated superalloys were found to be 6.5 and 4.8 mg/cm2, respectively. The bare and coated superalloys followed nearly parabolic rate law as evident from Fig. 4(a). The (weight gain/area)2 versus the number of cycles data are plotted to show conformance with the parabolic rate law (Fig. 4b). The parabolic rate constant K c was calculated by a linear least-square algorithm to a function in the form of (∆W/A)2 = K p t, where ∆W/A is the weight gain per unit surface area (mg/cm2), and t is the oxidation time in seconds. The parabolic rate constants (K p in 10−10 g2/cm4 s) for bare and Ni-5Al-coated superalloys are found to be 1.17 and 0.64, respectively.

(a) Weight gain/area vs. number of cycles plot and (b) (weight gain/area)2 vs. number of cycles plot for bare and Ni-5Al-coated superalloys subjected to oxidation studies in air at 900 °C for 100 cycles
XRD Analysis of Oxide Scales
The x-ray diffraction patterns of surface oxide scale of bare and Ni-5Al-coated superalloys after cyclic oxidation in air at 900 °C for 100 cycles are shown in Fig. 5. The main phases identified in case of bare superalloy are NiO, Cr2O3, Fe2O3, and NiCr2O4. On the other hand, Ni-5Al-coated superalloy showed NiO, α-Al2O3, AlNi, Al3Ni2, NiAl2O4, NiCr2O4, and Cr2O3 as main phases.

X-ray diffraction pattern of (a) bare and (b) Ni-5Al-coated superalloys subjected to oxidation studies in air at 900 °C for 100 cycles
SEM/EDAX Analysis
Surface-Scale Analysis
The SEM micrographs with EDAX spectrum at selected points of interest on the surfaces of the bare and Ni-5Al-coated superalloys after cyclic oxidation in air at 900 °C for 100 cycles are shown in Fig. 6. The surface scale developed on bare superalloy is nodular, continuous, and without any cracks. The nodules are rich in Cr2O3 along with a considerable amount of Fe2O3 (points 1 and 2). The major phases identified by EDAX analysis are Cr2O3, Fe2O3, and NiO along with minor quantities of MnO and TiO2. The scale formed on Ni-5Al-coated superalloy is dense with dark gray and white regions. The dark gray region mainly consists of Al2O3 along with NiO (point 3), while the white region predominantly consists of NiO (point 4). The major phases indicated by EDAX analysis are NiO and Al2O3, along with small amounts of Cr2O3, Fe2O3, MnO, and TiO2. The presence of above phases on the surfaces of bare and coated superalloys is also supported by XRD analysis.

Surface scale SEM/EDAX analysis of (a) bare and (b) Ni-5Al-coated superalloys subjected to oxidation studies in air at 900 °C for 100 cycles
Cross-Sectional EDAX Analysis of the Scale
The oxidized samples of bare and Ni-5Al-coated superalloys were cut along the cross sections and mounted in epoxy resin, mirror polished, and gold coated to study the cross-sectional details using FESEM/EDAX analysis.
The cross-sectional EDAX analysis of oxidized bare and Ni-5Al-coated superalloys is shown in Fig. 7. Analysis of top scale of bare superalloy (Fig. 7a) shows mainly the presence of Ni, Cr, Fe, and oxygen along with small amounts of Al, Nb, and Ti (point 1). The percentages of Ni and Cr are less in the top scale compared with the subscale region (point 2). The oxygen has penetrated into the subscale region (points 2 and 3), and its presence is almost negligible further into the substrate material (points 4-6). In case of Ni-5Al coating (Fig. 7b), the top scale mainly consists of Ni, Al, and oxygen (point 1). The splats are rich in Ni, while Al is present predominantly near the splat boundaries (points 2-4). Point 5 indicates the presence of high percentages of Cr and oxygen near the coating-substrate interface. Point 6 indicates the composition of the substrate material. The Cr and Fe are present in traces in the oxidized coating and have diffused to the top of the scale. The scale formed on the surface of the coatings was found to be uniform, continuous, adherent, and without any cracks. It is believed that some alumina particles might be retained in the asperities during grit blasting of the substrate material prior to the deposition and appeared at the coating-substrate interface as seen in the Fig. 7b.

Oxide scale morphology and variation of elemental composition across the cross sections of (a) bare and (b) Ni-5Al-coated superalloys subjected to oxidation studies in air at 900 °C for 100 cycles
X-ray Mapping
The x-ray mapping analysis of Ni-5Al coatings subjected to oxidation studies (Fig. 8) shows that the splats mainly consist of Ni. The top scale is a very thin oxide scale (few microns) and is a combination of oxides of Ni and Al. The Ni-rich splats in the subscale region are mostly unoxidized. The region surrounding splat boundaries are rich in Al, Ni, and oxygen thereby indicating the formation of their oxides. The Al is mainly concentrated near the intersplat region. Cr and oxygen coexist as a thin layer near the coating-substrate interface indicating the formation of Cr2O3. Small amounts of Cr, Fe, and Mn have diffused into the coating from the substrate material as seen in Fig. 8.

Compositional image and x-ray mapping of the cross sections of Ni-5Al-coated superalloy subjected to oxidation studies in air at 900 °C for 100 cycles
Discussion
The D-gun-spraying process can be successfully used to deposit Ni-5Al coatings on In-718 superalloy. Figure 2 shows the surface morphology of the as-sprayed coating, which exhibits characteristic splat like structure with very little surface porosity. The cohesive and adhesive porosity values of D-gun-sprayed coating (Table 3) are almost similar to the finding of Senderowski and Bojar (Ref 16). Further, the surface roughness of the coating is less, and, therefore, can be used without the post-coating surface-finish operation in some applications. The microhardness values of D-gun-sprayed coatings are found to be slightly higher than those of nickel aluminide coatings deposited using other thermal-spray processes (Ref 30-32). These findings can be attributed to the significantly higher particle velocities and low thermal energy of the powder particles during D-gun-spraying process (Ref 16). Figure 3 shows that the oxide scale formed on Ni-5Al coating is light green in color, which may be due to the presence of NiO in the oxide scale (Ref 27).
Figure 4 shows the weight change data after the cyclic oxidation studies at 900 °C. It is clear from the plots that the weight gained by bare superalloy is more than that of Ni-5Al coating (Fig. 4a). Both bare and Ni-5Al-coated superalloys followed nearly parabolic rate law (Fig. 4b). A small deviation from the parabolic rate law may be due to formation of inhomogeneous oxides such as NiO and Cr2O3 during oxidation process. Mahesh et al. (Ref 25). and Choi et al. (Ref 33) also reported the formation of similar oxides during their study. The weight gain of the Ni-5Al-coated superalloy during cyclic oxidation studies was high initially, and then it becomes nearly constant (Fig. 4a). The higher weight gain may be due to the rapid formation of oxides at the surface and splat boundaries of the coating, and within open pores. These oxides create a protective phase that remains adherent and form thermally grown oxides on the metallic coatings by reacting with the environment (Ref 26). As all the internal surfaces get oxidized, the coating becomes dense, and the diffusion of oxidizing species to internal portions of the coatings slows down, while the growth of the oxides becomes limited mainly at the surface of the specimen. Therefore, the weight gain and the oxidation rate becomes steady with time (Ref 34). It was found that the overall weight gain of Ni-5Al coating is 26.2% less in comparison to that of bare superalloy.
The XRD analyses (Fig. 5) of bare and Ni-5Al-coated superalloys after cyclic oxidation studies indicate the presence of NiO, Cr2O3, Fe2O3 and NiO, Al2O3, NiAl2O4 as major phases, respectively. The coated superalloy also shows the presence of Cr2O3 and Ni phases. In the oxidizing environment, nickel aluminides undergoes the following chemical reactions (Ref 35):
These oxides are very protective in nature and acts as a solid diffusion barrier that inhibits interaction of oxygen with underlying coating (Ref 27). This may be the reason for the good oxidation resistance of Ni-5Al coating.
The surface EDAX analysis of bare superalloy subjected to cyclic oxidation studies shows mainly the presence of Cr2O3, Fe2O3, and NiO. The percentage of Fe2O3 in the oxide scale is between 11.5 and 12.5% (points 1-2 Fig. 6a). Fe2O3 is a porous, nonprotective oxide phase and allows oxygen to penetrate through the oxide scale (Ref 3, 34). This may be the reason for the low oxidation resistance of bare superalloy in the given environment. In case of Ni-5Al-coated superalloy, the main phases present were NiO and Al2O3. The presence of these phases on the surface scale is also supported by XRD analysis. Also, small quantities of Cr2O3, Fe2O3, and MnO present on the surface scale indicate the interdiffusion of these elements from the substrate into the coating. The scale formed on the surface of the coating is adherent and uniform.
The cross-sectional EDAX analysis of bare superalloy indicates that the oxygen has penetrated through the top scale and reached the subscale region (points 1-4 Fig. 7a). This may be due to the presence of porous Fe2O3 phase in the top scale (point 1). In case of Ni-5Al coating, the top scale mainly consists of Ni, Al, and oxygen (point 1 Fig. 7b) indicating the formation NiO, Al2O3, and NiAl2O4 phases, as given by the reactions (1-3). The sub-scale region shows that the Ni-rich splats are mostly un-oxidized and therefore reveal the as-sprayed nature of the coating (point 4). The presence of Al along with oxygen in the intersplat region indicates the formation of Al2O3. Al2O3 has excellent high-temperature corrosion resistance, as it has a high melting point and stability at high temperature (Ref 36). This might have blocked the penetration of oxidizing species along the splat boundaries. Further, it is also evident that oxygen could not penetrate easily beyond the sub-scale region (points 3 and 4). It can be seen from Fig. 7b that the Ni-5Al coatings are dense with very little porosity and hence provided very good oxidation in the given environment.
The x-ray mapping of the Ni-5Al coating subjected to cyclic oxidation studies reveals that the top scale is partially oxidized, where Ni, Al, and oxygen coexist indicating the formation of NiO, NiAl2O4, and Al2O3 on the top scale (Fig. 8). The Ni-rich splats are mostly un-oxidized, and Al is mainly present along the splat boundaries. Further, Cr and oxygen coexist as a thin layer near the coating-substrate interface, indicating the formation of Cr2O3. The above findings are also confirmed by the cross-sectional EDAX analysis (Fig. 7b). Due to the formation of protective oxide phases such as NiO, NiAl2O4, and Al2O3 in the top and subscale regions and along the splat boundaries, the Ni-5Al coating acted as solid diffusion barrier that decreased the availability of oxygen with underlying substrate material. This in turn favors the formation of thermally grown oxide Cr2O3 near the coating and substrate interface. The Cr2O3 forms a dense, continuous, and adherent layer that grows relatively slowly and acts as a solid diffusion barrier that inhibits interaction of corrosive species with the underlying substrate material (Ref 20, 26). Small amounts of Cr, Fe, and Mn have diffused from the substrate material into the coatings. This is also supported by XRD, surface, and cross-sectional EDAX analysis.
Therefore, it may be mentioned that, based on the present investigation, D-gun-sprayed Ni-5Al coating can provide very good oxidation resistance at high temperature when compared with bare superalloy.
Conclusion
The high-temperature cyclic oxidation behavior of D-gun-sprayed Ni-5Al coating on Ni-based superalloy In-718 has been studied, and the following conclusions are drawn.
-
1.
D-gun-spraying process can be used successfully to deposit Ni-5Al coating on In-718 substrate material. The deposited coating is dense and uniform with very little decomposition of feed powder during D-gun-spraying process. The surface, cohesive, and adhesive porosity values of the as-sprayed coatings was found to be 1.2, 0.8, and 0.9%, respectively.
-
2.
The Ni-5Al-coated superalloy was able to reduce the overall weight gain by 26.2% in comparison with bare superalloys. The bare as well as coated superalloys nearly followed parabolic oxidation behavior after exposure at 900 °C for 100 cycles.
-
3.
The formation of NiO, Al2O3, and NiAl2O4 phases in the oxide scale of Ni-5Al coating has provided better protection against oxidation to the substrate material. The formations of these oxides are confirmed by XRD, EDAX, and x-ray mapping.
-
4.
A thin layer of thermally grown Cr2O3 oxide is formed at the coating-substrate interface, which might have acted as diffusion barrier and enhanced the protection to the substrate material. The presence of Cr2O3 is confirmed by cross-sectional EDAX and x-ray mapping analyses.
-
5.
Small amounts of Cr, Fe, Mn, and Ti oxides were present on the top scale of the coated samples, indicating the diffusion of these elements from the substrate to the top scale during the study.
References
L. Geng, Y.S. Na, and N.K. Park, Oxidation Behavior of Alloy 718 at a High Temperature, Mater. Des., 2007, 28, p 978–981
H. Singh, D. Puri, and S. Prakash, An Overview of Na2SO4 and/or V2O5 Induced Hot Corrosion of Fe- And Ni-Based Superalloys, Rev. Adv. Mater. Sci., 2007, 16, p 27–50
T.S. Sidhu, A. Malik, S. Prakash, and R.D. Agrawal, Oxidation and Hot Corrosion Resistance of HVOF WC-NiCrFeSiB Coating on Ni- and Fe-Based Superalloys at 800 °C, J. Therm. Spray Technol., 2007, 16(5–6), p 844–849
N. Eliaz, G. Shemesh, and R.M. Latannision, Hot Corrosion in Gas Turbine Components, Eng. Fail. Anal., 2002, 9, p 31–43
H. Singh, S. Prakash, D. Puri, and D.M. Phase, Cyclic Oxidation Behavior of Some Plasma-Sprayed Coatings in Na2SO4-60%V2O5 Environment, J. Mater. Eng. Perform., 2006, 15(6), p 729–741
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Hot Corrosion Resistance of High-Velocity Oxyfuel Sprayed Coatings on a Nickel-Base Superalloy in Molten Salt Environment, J. Therm. Spray Technol., 2006, 15(3), p 387–399
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Performance of High-Velocity Oxyfuel-Sprayed Coatings on an Fe-Based Superalloy in Na2SO4-60%V2O5 Environment at 900 °C, Part I: Characterization of the Coatings, J. Mater. Eng. Perform., 2005, 15(1), p 122–129
G. Sundararajan, K.U.M. Prasad, D.S. Rao, and S.V. Joshi, A Comparative Study of Tribological Behaviour of Plasma and D-Gun Sprayed Coatings under Different Wear Modes, J. Mater. Eng. Perform., 1998, 7(3), p 343–351
P. Saravanan, V. Selvarajan, D.S. Rao, S.V. Joshi, and G. Sundararajan, Influence of Process Variables on the Quality of Detonation Gun Sprayed Alumina Coatings, Surf. Coat. Technol., 2000, 123(1), p 44–54
S. Kamal, R. Jayaganthan, S. Prakash, and S. Kumar, Hot Corrosion Behaviour of Detonation Gun Sprayed Cr3C2-NiCr Coatings on Ni and Fe-Based Superalloys in Na2SO4-60% V2O5 Environment at 900 °C, J. Alloys Compd., 2008, 463, p 358–372
S. Kamal, R. Jayaganthan, and S. Prakash, Hot Corrosion Studies of Detonation-Gun-Sprayed NiCrAlY + 0.4 wt.% CeO2 Coated Superalloys in Molten Salt Environment, J. Mater. Eng. Perform., 2011, 20(6), p 1068–1077
G. Kaushal, H. Singh, and S. Prakash, Performance of Detonation Gun-Sprayed Ni-20Cr Coating on ASTM A213 TP347H Steel in a Boiler Environment, J. Therm. Spray Technol., 2012, 21(5), p 975–986
S. Saladi, J. Menghani, and S. Prakash, High Temperature Oxidation Behaviour of Detonation-Gun-Sprayed Cr3C2-NiCr-CeO2 Coatings on Inconel-718 at 900 °C, ASME Turbo Expo, ASME, 2014
C. Senderowski, D. Zasada, T. Durejko, and Z. Bojar, Characterization of As-Synthesized and Mechanically Milled Fe-Al Powders Produced by the Self-Disintegration Method, Powder Technol., 2014, 263, p 96–103
C. Senderowski and Z. Bojar, Gas Detonation Spray Forming of Fe-Al Coatings in the Presence of Interlayer, Surf. Coat. Technol., 2008, 202(15), p 3538–3548
C. Senderowski and Z. Bojar, Influence of Detonation Gun Spraying Conditions on the Quality of Fe-Al Intermetallic Protective Coatings in the Presence of NiAl and NiCr Interlayers, J. Therm. Spray Technol., 2009, 18(3), p 435–447
C. Senderowski, A. Pawłowski, Z. Bojar, W. Wołczyński, M. Faryna, J. Morgiel, and Ł. Major, TEM Microstructure of Fe-Al Coatings Detonation Sprayed onto Steel Substrate, Arch. Metall. Mater., 2010, 55(2), p 373–381
C. Senderowski, Z. Bojar, W. Wołczyński, and A. Pawłowski, Microstructure Characterization of D-Gun Sprayed Fe-Al Intermetallic Coatings, Intermetallics, 2010, 18(7), p 1405–1409
C. Senderowski, Nanocomposite Fe-Al Intermetallic Coating Obtained by Gas Detonation Spraying of Milled Self-Decomposing Powder, J. Therm. Spray Technol., 2014, 23(7), p 1124–1134
S. Kamal, R. Jayaganthan, and S. Prakash, High Temperature Oxidation Studies of Detonation-Gun-Sprayed Cr3C2-NiCr Coating on Fe- and Ni-Based Superalloys in Air Under Cyclic Condition at 900 °C, J. Alloys Compd., 2009, 472, p 378–389
J.T. Chang, A. Davison, J.L. He, and A. Matthews, Deposition of Ni-Al-Y Alloy Films Using a Hybrid Arc Ion Plating and Magnetron Sputtering System, Surf. Coat. Technol., 2006, 200(20–21), p 5877–5883
D. Zhong, J.J. Moore, T.R. Ohno, J. Disam, S. Thiel, and I. Dahan, Deposition and Characterization of NiAl and Ni-Al-N Thin Films from a NiAl Compound Target, Surf. Coat. Technol., 2000, 130(1), p 33–38
R.D. Noebe, R.R. Bowman, and M.V. Nathal, Physical and Mechanical Properties of the B2 Compound NiAl, Int. Mater. Rev., 1993, 38(4), p 193–232
D.B. Miracle, Overview No. 104 The Physical and Mechanical Properties of NiAl, Acta Metall. Mater., 1993, 41(3), p 649–684
R.A. Mahesh, R. Jayaganthan, and S. Prakash, Oxidation Behavior of HVOF Sprayed Ni-5Al Coatings Deposited on Ni- and Fe-Based Superalloys Under Cyclic Condition, Mater. Sci. Eng. A, 2008, 475(1–2), p 327–335
R. Rajendran, Gas Turbine Coatings: An Overview, Eng. Fail. Anal., 2012, 26, p 355–369
R.A. Mahesh, R. Jayaganthan, and S. Prakash, A Study on Hot Corrosion Behaviour of Ni-5Al Coatings on Ni- and Fe-Based Superalloys in an Aggressive Environment at 900 °C, J. Alloys Compd., 2008, 460(1–2), p 220–231
B.S. Sidhu and S. Prakash, Evaluation of the Corrosion Behaviour of Plasma-Sprayed Ni3Al Coatings on Steel in Oxidation and Molten Salt Environments at 900 °C, Surf. Coat. Technol., 2003, 166(1), p 89–100
B.S. Sidhu and S. Prakash, Degradation Behavior of Ni3Al Plasma-Sprayed Boiler Tube Steels in an Energy Generation System, J. Mater. Eng. Perform., 2005, 14(3), p 356–362
R.A. Mahesh, R. Jayaganthan, and S. Prakash, Microstructural Characterization and Hardness Evaluation of HVOF Sprayed Ni-5Al Coatings on Ni- and Fe-Based Superalloys, J. Mater. Process. Technol., 2009, 209(7), p 3501–3510
B.S. Sidhu, D. Puri, and S. Prakash, Characterisations of Plasma Sprayed and Laser Remelted NiCrAlY Bond Coats and Ni3Al Coatings on Boiler Tube Steels, Mater. Sci. Eng. A, 2004, 368(1–2), p 149–158
S.B. Mishra, S. Prakash, and K. Chandra, Studies on Erosion Behaviour of Plasma Sprayed Coatings on a Ni-Based Superalloy, Wear, 2006, 260(4–5), p 422–432
H. Choi, B. Yoon, H. Kim, and C. Lee, Isothermal Oxidation of Air Plasma Spray NiCrAlY Bond Coatings, Surf. Coat. Technol., 2002, 150(2–3), p 297–308
S. Saladi, J. Menghani, and S. Prakash, Hot Corrosion Behaviour of Detonation-Gun Sprayed Cr3C2-NiCr Coating on Inconel-718 in Molten Salt Environment at 900 °C., Trans Indian Inst Met., 2014. DOI: 10.1007/s12666-014-0383-x
W.H. Lee and R.Y. Lin, Hot Corrosion Mechanism of Intermetallic Compound Ni3Al, Mater. Chem. Phys., 2002, 77, p 86–96
Z. Chen, N.Q. Wu, J. Singh, and S.X. Mao, Effect of Al2O3 Overlay on Hot-Corrosion Behavior of Yttria-Stabilized Zirconia Coating in Molten Sulfate-Vanadate Salt, Thin Solid Films, 2003, 443(1–2), p 46–52
Acknowledgments
The authors would like to thank Dr. Mukul Gupta of UGC-DAE Consortium for Scientific Research, Indore for performing XRD analysis. The authors also wish to thank Mr. Hiren Upadhyay of SIC, NIT Surat for performing SEM/EDAX analysis.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Saladi, S., Menghani, J. & Prakash, S. A Study on the Cyclic Oxidation Behavior of Detonation-Gun-Sprayed Ni-5Al Coatings on Inconel-718 at 900 °C. J. of Materi Eng and Perform 23, 4394–4403 (2014). https://doi.org/10.1007/s11665-014-1240-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-1240-0