
Abstract
In this investigation, compression tests were performed at a strain rate of 0.001-0.1 s−1 in the range of 600-900 °C to study the high temperature deformation behavior and flow stress model of commercial purity (CP) titanium after severe plastic deformation (SPD). It was observed that SPD via equal channel angular extrusion can considerably enhance the flow strength of CP titanium deformed at 600 and 700 °C. Post-compression microstructures showed that, a fine grained structure can be retained at a deformation temperature of 600 °C. Based on the kinematics of dynamic recovery and recrystallization, the flow stress constitutive equations were established. The validity of the model was demonstrated with reasonable agreement by comparing the experimental data with the numerical results. The error values were less than 5% at all deformation temperatures except 600 °C.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Commercial purity (CP) titanium is utilized in various materials ranging from biomedical to defense, owing to its corrosion resistance, higher inertness, biocompatibility, good balance of strength, toughness, and wear resistance. One of the techniques available for improving strength as well as ductility is grain refinement via severe plastic deformation (SPD). A number of SPD techniques have been used to deform this material to generate an ultrafine grained (UFG) microstructure leading to enhanced physical and mechanical properties (Ref 1-5). Among all, equal channel angular extrusion/pressing (ECAE/ECAP) is perhaps, one of the most promising procedures for engineering applications due to its capability of maintaining the dimensions of the initial billet after multiple processing passes. Particularly, it was seen that a combination of ECAE followed by cold rolling enhanced both ductility and strength of commercial pure Ti (Ref 5, 6). Apart from the improvement in mechanical behavior, texture development and anisotropic mechanical properties of UFG titanium processed by ECAE were investigated in previous studies (Ref 6, 7).
The need for estimating necessary forces to be applied during warm and hot rolling or forging of materials has driven investigations on flow stress characterization and modeling under high temperature conditions. It is worth noting that determination of flow stress levels at elevated temperatures plays a significant role in the development of optimum warm and hot working process parameters in metal forming operations. Several hot deformation studies have been performed for a number of coarse-grained metallic materials such as titanium, 4130 and 4340 steels, aluminum and copper alloys to investigate the hot flow stress characteristics (Ref 8-16). Among the ones that focused on the microstructural evolution of coarse-grained CP titanium (Ref 13-16), some considered utilizing constitutive equations to model the flow stress behavior at elevated temperatures (Ref 14, 16). However, presenting the high temperature mechanical behavior along with detailed modeling efforts has so far been neglected for the case of severely deformed titanium.
Typical modeling efforts in the high temperature regime follow dislocation theories. These approaches are mostly based on stress-dislocation relations and kinematics of the dynamic recovery (DRV) and dynamic recrystallization (DRX). Materials whose dislocations are able to cross-slip and climb can easily rearrange into polygonal subgrain structures and tend to display a high degree of DRV, while materials with low stacking fault energy show a much lower level of DRV. In the latter case, dislocation density rises until it reaches a critical condition, at which point new grains nucleate and grow during further straining. Some other common modeling efforts in hot forming include the development of respective constitutive equations from the experimental stress-strain curves to describe the flow response (Ref 17-19). For instance, Lin et al. (Ref 17) proposed a new phenomenological constitutive model that was based on Johnson-Cook equation. Moreover, Dehghani and Khamei (Ref 18) developed another model, which could be represented by the Zener-Hollomon parameter in a hyperbolic sinusoidal equation form.
The remainder of this article intends to give an insight into the high temperature (0.45T m-0.6T m, where T m is melting temperature) behavior of CP titanium processed by ECAE. In this quest, the mechanical behavior of severely deformed titanium at such elevated temperatures and various strain rates along with the constitutive equations based on the Zener-Hollomon formalism for simulating the pertinent DRV and DRX mechanisms are demonstrated.
Experimental Procedure
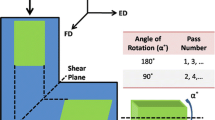
The CP grade 2 titanium was received in bar form with the composition listed in Table 1. The bars were coated with a graphite base lubricant before extrusion and were heated at the deformation temperature of 300 °C where they were held for 1 h before extrusion. Finally, they were transferred to the 25.4 mm × 25.4 mm cross section, 90° angle ECAE die which was preheated to 300 °C. Extrusion took place at a rate of 1.27 mm/s. Eight ECAE passes were performed following route E accumulating a total strain of 9.24 in the as-processed material (Ref 6, 20). Route E consists of an alternating rotation of the billet by +180° and +90° around its long axis, between successive passes. This route results in the largest fully worked region in a given billet and provides high volume fraction of high-angle grain boundaries and equiaxed grain morphology (Ref 21). Following each extrusion pass, the billets were water quenched to maintain the microstructure achieved during ECAE. Lowest possible processing temperatures were crucial in preventing possible recrystallization and partly achieved using the sliding walls concept that helps reducing the die frictional effects (Ref 22). Using this method, a number of difficult-to-work materials were processed without macroscopic localization (Ref 23, 24). Light microscopy (LM) was used to monitor the changes in the microstructure after SPD. The specimens were prepared using standard polishing techniques and then etched with Kroll’s reagent. The intercept method was used to estimate the grain size (Ref 6). Micro-hardness measurements were also carried out on deformed samples with the application of a Vickers indenter under 1 kg load for 10 s.
For studying the hot deformation behavior of severely deformed CP titanium, compression experiments were performed. The compression specimens were electro-discharge machined (EDM) in rectangular blocks, 4 mm × 4 mm × 8 mm, with compression axis parallel to the extrusion direction. All samples were ground and polished to remove major scratches and eliminate the influence of residual layer from EDM.
Hot compression tests were conducted under isothermal conditions at three different strain rates of 0.001, 0.01, and 0.1 s−1 and at temperatures of 600, 700, 800, and 900 °C. The mechanical experiments were conducted inside a temperature-controlled furnace mounted on an Instron mechanical testing frame. All specimens were heated up to the deformation temperature and then the samples were deformed in a single loading step. The reduction in height at the end of the compression tests was 60% (true strain: 0.9) to avoid barreling. This strain level, which is required to capture the effect of both DRV and DRX on deformation behavior, has been applied in several previous works (Ref 25-27). In addition, lubrication with graphite was used during hot compression tests to decrease friction effects and minimize barreling (Ref 26-31).
Results and Discussion
Microstructural Investigation
The microstructure of the as-received CP titanium consists of coarse grains with an average grain size of 43 μm (Fig. 1a). ECAE processing leads to a significant grain refinement and transforms the coarse-grained microstructure to an UFG one (Fig. 1b). Detailed microstructural development can be found elsewhere in Ref 21.

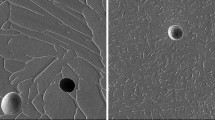
The microstructure of commercial purity titanium in (a) as-received condition, (b) ECAE processed, (c) ECAE processed followed by 3 min of annealing at 600 °C, (d) ECAE processed followed by 3 min of annealing at 900 °C, (e) ECAE processed followed by compression at 600 °C and 0.001 s−1, (f) ECAE processed followed by compression at 700 °C and 0.001 s−1, (g) ECAE processed followed by compression at 800 °C and 0.001 s−1, (h) ECAE processed followed by compression at 900 °C and 0.001 s−1
In addition, micrographs depicting the microstructural evolution before and after hot compression testing are also investigated on the flow plane of ECAE processed samples (Fig. 1c-h) (Ref 6, 32). The microstructure of UFG Ti followed by 3 min annealing at 600 and 900 °C can be seen in Fig. 1c and d, respectively. Annealing period is selected based on the time it takes to achieve uniform heating of the samples at the desired compression test temperature. After the 600 °C heat treatment, the microstructure consists of both slightly coarsened grains and regions with UFG (Fig. 1c). In contrast, the 900 °C heat treatment resulted in severe coarsening of the microstructure with an average grain size of 25 μm (Fig. 1d). Several recrystallized equiaxed grains can be observed as well.
Microstructures of severely deformed CP titanium followed by hot compression at four different temperatures with strain rate of 0.001 s−1 are shown in Fig. 1e-h. The examined regions are prepared from the central part of the samples subjected to deformation. The grains appear to be considerably coarser in the samples deformed at higher temperatures. The sample subjected to compression at 600 °C exhibits a fine and homogeneous microstructure with slightly larger grains in comparison with those of the pre-compression sample. The existence of equiaxed grains is mostly apparent for deformation temperatures over 700 °C and could be distinguished as dynamically recrystallized structures. It was demonstrated in a few cases that dynamically recrystallized grains typically evolve from bulging of deformed grains with serrated boundaries or splitting of flattened grains (Ref 33, 34).
At elevated temperatures, there is significant thermal energy to promote nucleation and growth of dynamically recrystallized grains rapidly. As such, progressive increase in grain size can be observed for samples deformed at 700 °C and above. It is known that the grain size after DRX depends on deformation temperature and strain rate (Ref 35). Typically the Zener-Holloman (Z) parameter, which is utilized to describe the effects of temperature and rate on deformation characteristics of metals, affects DRX grain size inversely (Ref 36-38). Therefore, higher temperatures and lower strain rates resulting in reduced Z parameter can cause growth of DRX grains.
The microstructural observations can also be traced by the trend in hardness properties before and after hot deformation. It can be seen in Table 2 that the hardness of CP titanium demonstrates a dramatic rise after severe deformation via ECAE processing. This twofold increase cannot be sustained during annealing at elevated temperatures. Still after 3 min exposure to 900 °C, more than 30% increase in hardness can be achieved. Micro-hardness values for deformed samples also showed a tendency to drop with increasing deformation temperature, which could be attributed to higher fraction of dynamically recrystallized grains (Ref 39). The 600 °C deformed sample retained 50% of the hardness increase achieved in the UFG microstructure.
Mechanical Properties at Elevated Temperature
The effects of temperature and strain rate are significant on the flow stress behavior of severely deformed titanium (Fig. 2). The flow stress obtained at 600 °C is greater than those obtained at temperatures above it. The stress-strain curves exhibit moderate work hardening (WH) rate during hot compression at the lowest deformation temperature (600 °C), especially at higher strain rates. In contrast, the flow stresses display slight transitional drops indicating thermal softening for deformation temperatures above 600 °C. It is well known that DRX takes place only after a critical strain (\(\upvarepsilon_{\text{C}}\)) has been exceeded (Ref 9, 40).

True stress- true strain response of UFG titanium at different strain rates at (a) 600 °C, (b) 700 °C, (c) 800 °C, (d) 900 °C
A power law relationship between steady state stress and DRX grain size has been reported for various types of dynamically recrystallized materials (Ref 41, 42).
where K′ and N are the material constants, \(\upsigma_{\text{SS}}\) and \(D_{\text{DRX}}\) are steady state flow stress and dynamically recrystallized grain size, respectively. It is worth noting that, increasing steady state stress leads to a reduction of DRX grain size at high strains (Ref 36). Therefore, it can be expected that the size of dynamically recrystallized grains decreases at 600 °C due to higher steady state stress at lower deformation temperature.
Based on the variation of peak stress as a function of temperature at different strain rates, it can be seen that flow stress levels decrease with increasing deformation temperature (Fig. 3). This can be attributed to reduced dislocation interactions leading to lower WH rate. The peak stress levels rise with increasing strain rate and decreasing temperature. Lower strain rates and higher temperatures provide longer time for energy accumulation and higher mobility at boundaries for the nucleation and growth of dynamically recrystallized grains and dislocation annihilation and hence result in lower flow stress levels.

Effect of strain rate and temperature on the compressive peak stress
In order to understand the effect of ECAE on flow curves at elevated temperatures, results from severely deformed and annealed CP titanium experimental results are compared in Table 3. The results show that ECAE process is capable of increasing the high temperature strength. The average flow strength increase was 49% and 33% at temperatures of 600 and 700 °C, respectively. It is well known that severely deformed materials are prone to severe recovery and recrystallization due to the high dislocation density and fraction of sub-grain and grain boundaries. Therefore, it is probable that softening mechanisms such as DRV and DRX are highly operative above 600 °C, disturbing the thermal stability of the severely deformed microstructure. The rise of flow stress levels in UFG materials during hot deformation was also reported at a temperature range of 300-450 °C for Al6063 alloy (Ref 43). The increase in strength of UFG Al was attributed to the effect of the dislocation substructure and the high density of grain boundaries. Another study showed that higher strength levels were observed up to 500 °C for UFG Ti-6Al-4V alloy in comparison with its coarse structure; the effect of UFG microstructure diminished above 500 °C (Ref 44). It is worth noting that texture after ECAE might also contribute to the rise of flow strength, especially for the case of severely deformed titanium (Ref 6, 32).
From a structural perspective, the severely deformed microstructure in titanium brings an improved strength of up to 49% over its coarse-grained counterpart in the quasi-static regime and at a high temperature of 600 °C. From a metal forming perspective in the high temperature regime, deformation over 700 °C could be preferred since the flow stress levels remained below 100 MPa at tested strain rates.
Effect of True Strain on Work Hardening Rate During Hot Compression
WH rate is an important factor in the evaluation of the plastic deformation. The deformability, ductility, and toughness of materials are intimately linked to the hardening capacity. The evolution of DRV and DRX can also be analyzed by plotting the WH rate versus true strain curves as shown in Fig. 4. Generally, the WH rate decreases sharply with increasing strain according to Fig. 4. The strain for maximum softening rate (i.e., the minimum WH rate) increases with increasing strain rate and decreasing temperature. This trend can also be observed by considering the Z parameter. It is well known that the softening behavior is not pronounced at the condition of high Z (Ref 45). Therefore, decreasing the strain rate and increasing the forming temperature can lead to accelerated softening during hot compression.

Strain dependence of the work hardening rate for UFG CP titanium, hot deformed at a strain rate of (a) 0.1 s−1, (b) 0.01 s−1, (c) 0.001 s−1
According to the work by Shaban and Eghbali (Ref 45) DRX can occur when the WH rate reaches zero followed by passing into the negative region, and the first cycle of DRX comes to the end when WH rate reaches to zero again with the increasing strain. The WH rate versus true strain relationship indicates that a complete cycle of DRX can be seen at the lower strain rate and/or higher deformation temperature values, while a single cycle can hardly be completed at high strain rates and/or low temperature (Fig. 4).
Determination of the Activation Energy (Q)
Constitutive equations proposed by Zener and Hollomon have been used to model the deformation behavior of the present material at high temperatures. In hot working processes, several constitutive equations have been applied (Ref 46-49), where Z can be determined from:
Therefore:
where,\(\dot{\upvarepsilon }\) is the strain rate, Q is the apparent activation energy for hot deformation, R is the universal gas constant, T is the absolute temperature, A, and n are material constants. \(F\left( \upsigma \right)\) is a function of flow stress which can be described as follows:
\(\upalpha\) is a material constant. Substituting function of flow stress (\(F(\upsigma )\)) into Eq 3 gives:
Here B and C are the material constants, taking the logarithm of Eq 7 and 8 gives:
Also \(\upalpha\) and β, which are related to each other through:
The values of n and \(\upbeta\) can be obtained from the slope of the lines plotted according to Eq 9 and 10, respectively. As the slopes of lines are similar, the value of n and \(\upbeta\) can be calculated for different deformation temperatures using linear fitting method. Figure 5a shows \(\ln (\dot{\upvarepsilon })\) versus \(\ln (\upsigma )\) at different temperatures and Fig. 5b represents \(\ln (\dot{\upvarepsilon })\) versus stress at different temperatures. Accordingly, the mean values of n and β can be obtained as 5.9 and 0.046 MPa−1. Therefore, \(\upalpha\) can be computed from n and \(\upbeta\) as: \(\upalpha = \frac{\upbeta }{n}\)= 0.008 MPa−1. For the given strain rate conditions, Q can be defined as (Ref 9):
where S is:

Relation between (a) strain rate and ln σp (b) strain rate and peak compressive stress values
The value of Q can be derived from the line slope of ln\(\dot{\upvarepsilon }\) versus \(\ln [\sinh \left( {\upalpha \upsigma_{\text{p}} } \right)]\) and \(\ln [\sinh \left( {\upalpha \upsigma_{\text{p}} } \right)]\) versus 1/T plots. From the group of parallel lines in Fig. 6, the average value of activation energy Q can be calculated to be about 301 kJ/mol. As can be observed in Table 4, the calculated activation energies in both this work and the published ones are much larger than the self-diffusion of alpha Ti (Ref 50). In addition, the activation energy of severely deformed CP titanium is higher than that of coarse-grained CP titanium (Ref 16). ECAE processing increased the amount of activation energy for hot deformation. On the other hand, as compared to the Q value of Ti-10V-2Fe-3Al, Ti-15-3, and Ti 5-5-5-3, the severely deformed CP titanium in this work has a higher value (Ref 51-53).

Relations between \(\dot{\upvarepsilon }\), \(\upsigma_{\text{p}}\) and T: (a) ln\(\dot{\upvarepsilon }\) vs. \(\ln [\sinh \left( {\upalpha \upsigma_{\text{p}} } \right)]\) plot and (b) \(\ln [\sinh \left( {\upalpha \upsigma_{\text{p}} } \right)]\) vs. 1/T plot
Alloying elements and impurities can change the apparent activation energies, a phenomenon that is manifested by the increase in the temperature dependence of the flow stress (Ref 54). It is worth noting that the alloying elements causing lower stacking fault energy are responsible for increasing the activation energy for diffusion by reducing the effective diffusion rate in the lattice (Ref 8). In this investigation, it is found that the ECAE procedure can enhance the value of hot deformation activation energy. The increase of activation energy for hot deformation was also seen in other fine-grained materials (Ref 46, 55). For instance, Al6063 showed 64% increase in activation energy over its coarse-grained counterpart (Ref 46).
The peak strain is an important parameter, since after peak strain, the WH behavior of flow stress is being replaced with work softening behavior indicating the onset of DRX. Figure 7 shows the linear fit between the peak strain and the Zener-Holloman parameter. The peak strain can be determined below, indicating higher values with increasing the Z parameter.
It is well known that DRX actually initiates at a critical strain before the peak stress. It can be taken as 0.8\(\upvarepsilon_{\text{P}}\) (Ref 56).

Relation between \(\ln \upvarepsilon_{\text{P}}\) and Zener-Holloman parameter
The critical strain values versus deformation strain rates at various temperatures are displayed in Fig. 8. The general tendency is that the critical strain values decrease with increase in deformation temperatures and decrease in strain rates, pointing to accelerated DRX behavior due to lower critical driving force.

Dependence of the critical strain on the strain rate at different temperatures
Modeling of the Flow Behavior at Elevated Temperatures
This section presents the fundamental relations used to describe the flow behavior in terms of WH, DRV, and DRX regions. It is well known that, due to the combined effect of WH and thermally activated softening mechanisms, most of the flow stress curves at elevated temperatures include four various stages especially at relatively low strain rates (Ref 40, 57): stage I (WH stage), stage II (transition stage), stage III (softening stage) and stage IV (steady stage). These stages can be observed in Fig. 9.

The flow stress curve can be divided into four stages: stage I (work hardening stage), stage II (transition stage), stage III (softening stage), stage IV (steady stage)
The WH rate overcomes the softening rate induced by DRV in stage I, and thus the stress considerably increases during initial deformation then rises at a decreased rate, followed by stage II. The competition between WH and softening induced by both DRV and DRX occurs in stage II. Usually DRX occurs only after a critical strain (\(\upvarepsilon_{\text{C}}\)) is exceeded (Ref 8, 40). The critical strain (\(\upvarepsilon_{\text{C}}\)) of metallic materials was observed to be less than the strain corresponding to the peak stress (\(\upvarepsilon_{\text{P}}\)). In stage II, the flow stress still increases with a continuous decrease in rate. The stress drops sharply, which is related to dominance of DRV and DRX in stage III. Finally, the stress levels off and the plateau formation in stage IV indicates a new balance between thermal softening and WH in newly recrystallized grains.
Constitutive Equations for Stage I
Laasraoui and Jonas proposed the variation of dislocation density during deformation according to WH and DRV with the following equation (Ref 54):
where \(\frac{{{\text{d}}\uprho }}{{{\text{d}}\upvarepsilon }}\) is the rate of increase of dislocation density with strain, U represents the WH, \(\uprho\) is the dislocation density, and Ω is called the coefficient of DRV (Ref 40, 56). Assuming U and Ω are strain independent, integrating Eq 16 gives:
Here \(\uprho_{0}\) is the initial dislocation density at \(\upvarepsilon = 0\). Utilizing Eq 16 and calculating dislocation density for the steady state condition, the following relations can be derived:
Also, the flow stress (\(\upsigma\)) can be related to the dislocation density \((\uprho )\) as:
where α is a material constant, b is the distance between atoms in the slip direction, and G is the shear modulus.
In addition, the variation of flow stress due to DRV during hot deformation is as follows:
where \(\upsigma\) is the flow stress, \(\upvarepsilon_{\text{C}}\) is the critical strain for DRX, \(\upvarepsilon\) is the total strain, \(\upsigma_{0}\) and \(\upsigma_{\text{DRV}}\) are the yield stress, and the steady state stress due to DRV, respectively. It should be noted that the above relation is applicable up to stage II. After stage II, DRX mechanisms are effective as well. Stress \(\upsigma_{\text{DRV}}\) could be attributable to DRV alone and corresponding to \(\frac{{{\text{d}}\upsigma }}{{{\text{d}}\upvarepsilon }} = 0\).
Constitutive Equations for Stage II Through Stage IV
DRX typically occurs at high temperatures and low strain rates. After the onset of nucleation, the evolution of the dislocation density depends on the kinetics of DRX. The kinetics of DRX can be described by Avrami’s equation (Ref 38)
where K and \(n_{\text{d}}\) are DRX parameters depending on chemical composition and hot deformation conditions (Ref 30) and \(\upvarepsilon_{\text{P}}\) is the strain corresponding to the peak stress. To determine the progress of DRX, the following expression is employed (Ref 58, 59):
where \(X_{\text{D}}\) is the fraction of DRX. Also, \(\upsigma_{\text{DRX}}\) and \(\upsigma_{\text{P}}\) are the steady state flow stress due to DRX and peak stress, respectively. From Eq 22, the amount of DRX can be obtained by means of the flow stress curves under different deformation conditions. Substituting Eq 22 into Eq 21 gives:
Application of the Model in Severely Deformed Titanium
Following the methodology outlined in (Ref 8, 40), the coefficient of DRV, Ω, can be obtained as a function of the Zener-Hollomon parameter (Z) to yield the below relation.
Similarly, the DRX parameters K and \(n_{\text{d}}\) can be calculated for the different deformation conditions and the below relation can be obtained. \(n_{\text{d}}\) for the tested materials seems to approach a constant and equals to 1.6 (Ref 8, 40).
The flow stress-strain response of severely deformed CP titanium at high temperatures can be predicted by applying Ω and K in Eq 20 and 23. Figure 10 demonstrates that the model employed here provides decent description of the plastic region of stress-strain curves in the examined range of strain rates and temperatures.

Comparison of the model predictions with experimental results at (a) 600 °C, (b) 700 °C, (c) 800 °C, (d) 900 °C
In order to evaluate the accuracy of the constitutive modeling, the error values between the predicted stress \((\upsigma_{\text{M}} )\) and experimental stress \((\upsigma_{\text{E}} )\) were also obtained as:
The highest error is less than 5% in all cases except at a temperature of 600 °C and a strain rate of 0.1 s−1. Moreover, this methodology is expected to be applicable for predicting flow stress curves for deformation conditions outside the experimental window as well. Since the deformation conditions are brought in the equation through the Z parameter, the flow stress behavior can be predicted in the entire domain where the apparent activation energy for hot working is similar.
Conclusion
High temperature mechanical behavior of severely deformed CP titanium obtained via a hybrid ECAE route was investigated in the temperature range of 600-900 °C and in the strain rate range of 0.001-0.1 s−1. The following conclusions can be summarized:
-
I.
In all cases, stress-strain responses point at the occurrence of DRX with single peak in flow stress before reaching steady state. The peak stress and strain values rise with increasing strain rate and decreasing temperature.
-
II.
Comparison of severely deformed and annealed samples demonstrated that ECAE could enhance the hot strength of CP titanium with close to 50% increase in steady flow stress levels at temperatures as high as 600 °C.
-
III.
The severely deformed microstructure is altered with the post-ECAE deformation temperature leading to significant grain coarsening, especially at or above 700 °C.
-
IV.
The predicted flow stress curves of severely deformed CP titanium during hot compression showed reasonable agreement in the examined strain rate and temperature range. For all deformation temperatures except 600 °C, the error levels remained less than 5%.
References
V.V. Stolyarov, Y.T. Zhu, I.V. Alexandrov, T.C. Lowe, and R.Z. Valiev, Influence of ECAP Routes on the Microstructure and Properties of Pure Ti, Mater. Sci. Eng. A, 2001, 299, p 59–67
Z. Fan, H. Jiang, X. Sun, J. Song, X. Zhang, and C. Xie, Microstructures and Mechanical Deformation Behaviors of Ultrafine-Grained Commercial Pure (Grade 3) Ti Processed by Two-Step Severe Plastic Deformation, Mater. Sci. Eng. A, 2009, 527, p 45–51
Y.T. Zhu, Y.R. Kolobov, G.P. Grabovetskaya, V.V. Stolyarov, N.V. Girsova, and R.Z. Valiev, Microstructures and Mechanical Properties of Ultrafine-Grained Ti Foil Processed by Equal-Channel Angular Pressing and Cold Rolling, J. Mater. Res., 2003, 18, p 1011–1016
C.T. Wang, N. Gao, M.G. Gee, R.J.K. Wood, and T.G. Langdon, Effect of Grain Size on the Micro-tribological Behavior of Pure Titanium Processed by High-Pressure Torsion, Wear, 2012, 280–281, p 28–35
V.V. Stolyarov, Y.T. Zhu, I.V. Alexandrov, T.C. Lowe, and R.Z. Valiev, Grain Refinement and Properties of Pure Ti Processed by Warm ECAP and Cold Rolling, Mater. Sci. Eng. A, 2003, 343, p 43–50
G.G. Yapici, I. Karaman, and H.J. Maier, Mechanical Flow Anisotropy in Severely Deformed Pure Titanium, Mater. Sci. Eng. A, 2006, 434, p 294–302
C.S. Meredith and A.S. Khan, Texture Evolution and Anisotropy in the Thermo-mechanical Response of UFG Ti Processed via Equal Channel Angular Pressing, Int. J. Plast., 2012, 30–31, p 202–217
S.V. Sajadifar, M. Ketabchi, and M. Nourani, Modeling of Mechanical Characteristics in Hot Deformation of 4130 Steel, Steel Res. Int., 2011, 82, p 934–939
S.V. Sajadifar, G.G. Yapici, M. Ketabchi, and B. Bemanizadeh, High Temperature Deformation Behavior of 4340 Steel: Activation Energy Calculation and Modeling of Flow Response, J. Iron. Steel Res. Int., 2012, 20, p 140–146
Y.C. Lin, Q.F. Li, Y.C. Xia, and L.T. Li, A Phenomenological Constitutive Model for High Temperature Flow Stress Prediction of Al-Cu-Mg Alloy, Mater. Sci. Eng. A, 2012, 534, p 654–662
L. Zhang, Z. Li, Q. Lei, W.T. Qiu, and H.T. Luo, Hot Deformation Behavior of Cu-8.0Ni-1.8Si-0.15Mg Alloy, Mater. Sci. Eng. A, 2011, 528, p 1641–1647
Z. Chen, Z. Li, and C. Yu, Hot Deformation Behavior of an Extruded Mg-Li-Zn-RE Alloy, Mater. Sci. Eng. A, 2011, 528, p 961–966
X. Chun and Z. Wen-feng, Transformation Mechanism and Mechanical Properties of Commercially Pure Titanium, Trans. Nonferr. Met. Soc., 2010, 20, p 2162–2167
L.C. Tsao, H.Y. Wu, J.C. Leong, and C.J. Fang, Flow Stress Behavior of Commercial Pure Titanium Sheet During Warm Tensile Deformation, Mater. Des., 2012, 34, p 179–184
Z. Zeng, Y. Zhang, and S. Jonsson, Deformation Behaviour of Commercially Pure Titanium During Simple Hot Compression, Mater. Des., 2009, 30, p 3105–3111
Z. Zeng, S. Jonsson, and Y. Zhang, Constitutive Equations for Pure Titanium at Elevated Temperatures, Mater. Sci. Eng. A, 2009, 505, p 116–119
Y.C. Lin, L.T. Li, and Y.Q. Jiang, A Phenomenological Constitutive Model for Describing Thermo-viscoplastic Behavior of Al-Zn-Mg-Cu Alloy Under Hot working Condition, Exp. Mech., 2012, 52, p 993–1002
K. Dehghani and A.A. Khamei, Modeling the Hot-Deformation Behavior of Ni60 wt%-Ti40 wt% Intermetallic Alloy, J. Alloy. Compd., 2010, 490, p 377–381
J.J. Jonas, X. Quelennec, L. Jiang, and E. Martin, The Avrami Kinetics of Dynamic Recrystallization, Acta Mater., 2009, 57, p 2748–2756
V.M. Segal, Materials Processing by Simple Shear, Mater. Sci. Eng. A, 1995, 197, p 157–164
G. Purcek, G.G. Yapici, I. Karaman, and H.J. Maier, Effect of Commercial Purity Levels on the Mechanical Properties of Ultrafine-Grained Titanium, Mater. Sci. Eng. A, 2011, 528, p 2303–2308
V.M. Segal, R.E. Goforth, and K.T. Hartwig, Apparatus and Method for Deformation Processing of Metals, Ceramics, and Other Materials, Texas A&M University, U.S. Patent, 1995, No. 5,400,633.
G.G. Yapici, I. Karaman, Z.P. Luo, H.J. Maier, and Y.I. Chumlyakov, Microstructural Refinement and Deformation Twinning During Severe Plastic Deformation of 316L Stainless Steel at High Temperatures, J. Mater. Res., 2004, 19, p 2268–2278
I. Karaman, G.G. Yapici, Y.I. Chumlyakov, and I.V. Kireeva, Deformation Twinning in Difficult-to-Work Alloys During Severe Plastic Deformation, Mater. Sci. Eng. A, 2005, 410–411, p 243–247
E.I. Poliak and J.J. Jonas, Initiation of Dynamic Recrystallization in Constant Strain Rate Hot Deformation, ISIJ Int., 2003, 43, p 684–691
K. Dehghani and A.A. Khamei, Hot Deformation Behavior of 60Nitinol (Ni60wt%-Ti40wt%) Alloy: Experimental and Computational Studies, Mater. Sci. Eng. A, 2010, 527, p 684–690
R. Ebrahimi and A. Najafizadeh, Optimization of Hot Workability in Ti-IF Steel using the Processing Map, Int. J. ISSI, 2004, 1, p 1–7
Y. Niu, M. Li, H. Hou, Y. Wang, and Y. Lin, High Temperature Deformation Behavior of Ti-6Al-4V Alloy Without and with Hydrogenation Content of 0.27 wt%, J. Mater. Eng. Perform., 2010, 19, p 59–63
S. Hotta, T. Murakami, T. Narushima, Y. Iguchi, and C. Ouchi, Effects of Dynamic Recrystallization on γ Grain Refinement and Improvement of Micro Segregation of as Cast Austenite in 9% Ni Steel, ISIJ Int., 2005, 45, p 338–346
M.E. Wahabi, J.M. Cabrera, and J.M. Prado, Hot Working of Two AISI, 304 Steels: a Comparative Study, Mater. Sci. Eng. A, 2003, 343, p 116–125
Y. Liu, R. Hu, J. Li, H. Kou, H. Li, H. Chang, and H. Fu, Deformation Characteristics of As-Received Haynes230 Nickel Base Superalloy, Mater. Sci. Eng. A, 2008, 497, p 283–289
S. Suwas, B. Beausir, L.S. Tóth, J.J. Fundenberger, and G. Gottstein, Texture Evolution in Commercially Pure Titanium After Warm Equal Channel Angular Extrusion, Acta Mater., 2011, 59, p 1121–1133
X. Yang, H. Miura, and T. Sakai, Dynamic Evolution of New Grains in Magnesium Alloy AZ31 During Hot Deformation, Mater. Trans., 2003, 44, p 197–203
S.V. Sajadifar, M. Ketabchi, and B. Bemanizadeh, Dynamic Recrystallization Behavior and Hot Deformation Characteristics in 4340 steel, Metallurgist, 2012, 56, p 310–320
Y.C. Lin, M.S. Chen, and J. Zhong, Microstructural Evolution in 42CrMo Steel During Compression at Elevated Temperature, Mater. Lett., 2008, 62, p 2132–2135
M. Nourani, S.V. Sajadifar, M. Ketabchi, A.S. Milani, and S. Yannacopoulos, On the Microstructural Evolution of 4130 Steel during Hot Compression, Recent Pat. Mater. Sci., 2012, 5, p 74–83
I. Salvatori, T. Inoue, and K. Nagal, Ultrafine Grain Structure through Dynamic Recrystallization for Type 304 Stainless Steel, ISIJ Int., 2002, 42, p 744–750
C.M. Sellars and W.J. McTegart, On the Mechanism of Hot Deformation, Acta Metall., 1966, 14, p 1136–1138
I.A. Maksoud, H. Ahmed, and J. Rödel, Investigation of the Effect of Strain Rate and Temperature on the Deformability and Microstructure Evolution of AZ31 Magnesium Alloy, Mater. Sci. Eng. A, 2009, 504, p 40–48
Y.C. Lin, M.S. Chen, and J. Zhong, Prediction of 42CrMo Steel Flow Stress at High Temperature and Strain Rate, Mech. Res. Commun., 2008, 35, p 142–150
T. Sakai and J.J. Jonas, Dynamic Recrystallization: Mechanical and Microstructural Considerations, Acta Metall., 1984, 32, p 189–209
T. Sakai, Dynamic Recrystallization Microstructures Under Hot Working Conditions, J. Mater. Process. Technol., 1995, 53, p 349–361
H. Asgharzadeh and A. Simchi, Hot Deformation Behavior of P/M Al6061-20% SiC Composite, Mater. Sci. Forum, 2007, 534–536, p 897–900
R.S. Mishra, V.V. Stolyarov, C. Echer, R.Z. Valiev, and A.K. Mukherjee, Mechanical Behavior and Superplasticity of a Severe Plastic Deformation Processed Nanocrystalline Ti-6Al-4V Alloy, Mater. Sci. Eng. A, 2001, 298, p 44–50
M. Shaban and B. Eghbali, Determination of Critical Conditions for Dynamic Recrystallization of a Microalloyed Steel, Mater. Sci. Eng. A, 2010, 527, p 4320–4325
H. Asgharzadeh, H.S. Kim, and A. Simchi, Microstructure, Strengthening Mechanisms and Hot Deformation Behavior of an Oxide-Dispersion Strengthened UFG Al6063 Alloy, Mater. Charact., 2013, 75, p 108–114
F.J. Humphreys and M. Hatherly, Recrystallization and Related Annealing Phenomena, 1st ed., Pergamon, Oxford, 1996
C.M. Sellars and C.H.J. Davis, Ed., Hot Working and Forming Processes, Metals Society, London, 1979
C.M. Sellars, The Kinetics of Softening Process during Hot Working of Austenite, Czech J. Phys., 1985, 35, p 239–248
E.A. Brandes and G.B. Brook, Smithells Metals Reference Book, 7th ed., Butterworth-Heinemann, London, 1992
N.G. Jones, R.J. Dashwood, D. Dye, and M. Jackson, Thermomechanical Processing of Ti-5Al-5Mo-5V-3Cr, Mater. Sci. Eng. A, 2008, 490, p 369–377
J. Zhang, H. Di, H. Wang, K. Mao, T. Ma, and Y. Cao, Hot Deformation Behavior of Ti-15-3 Titanium Alloy: A Study Using Processing Maps, Activation Energy Map, and Zener-Hollomon Parameter Map, J. Mater. Sci., 2012, 47, p 4000–40011
D.G. Robertson and H.B. McShane, Analysis of High Temperature Flow Stress of Titanium Alloys IMI, 550 and Ti-10V-2Fe-3AI, during Isothermal Forging, Mater. Sci. Technol., 1998, 14, p 339–345
A. Laasraoui and J.J. Jonas, Prediction of Steel Flow Stresses at High Temperatures and Strain Rates, Metall. Mater. Trans. A, 1991, 22, p 1545–1558
H. Asgharzadeh, A. Simchi, and H.S. Kim, High-Temperature Deformation and Structural Restoration of a Nanostructured Al Alloy, Scr. Mater., 2012, 66, p 911–914
Y. Estrin and H. Mecking, A Unified Phenomenological Description of Work Hardening and Creep Based on One Parameter Models, Acta Metall., 1984, 32, p 57–70
R.E. Smallman and R.J. Bishop, Modern Physical Metallurgy and Materials Engineering, 6th ed., Butterworth-Heinemann, New York, 2002
R.W.K. Honeycombe and H.K.D.H. Bhadeshia, Steels Microstructure and Properties, Edward Arnold, London, 1981
L.X. Kong, P.D. Hodgson, and B. Wang, Development of Constitutive Models for Metal Forming with Cyclic Strain Softening, J. Mater. Process. Technol., 1999, 89–90, p 44–50
Acknowledgments
The authors would like to acknowledge the support from the Marie Curie Career Integration Grant within the FP7 program for supporting this investigation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sajadifar, S.V., Yapici, G.G. Elevated Temperature Mechanical Behavior of Severely Deformed Titanium. J. of Materi Eng and Perform 23, 1834–1844 (2014). https://doi.org/10.1007/s11665-014-0947-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-0947-2