
Abstract
This article deals with water droplet erosion (WDE) behavior of high-power diode laser (HPDL) treated 17Cr4Ni PH stainless steel. After HPDL treatment, the water droplet erosion resistance (WDER) of 17Cr4Ni PH stainless steel has not improved. The main reason is the surface hardness, which has not improved after HPDL treatment though the microstructure has become much finer. On the other hand, precipitation hardening of the alloy at 490°C for 3 h has resulted in improved WDER more than twice. This is because of its increased microhardness and improved modified ultimate resilience (MUR), and formation of fine grained microstructure. The WDER has been correlated with MUR, a single mechanical property, based upon microhardness, ultimate tensile strength, and Young’s modulus. WDERs of HPDL treated, untreated, and precipitation hardened 17Cr4Ni PH stainless steel samples were determined using a WDE test facility as per ASTM G73-1978. The WDE damage mechanism, compared on the basis of MUR and scanning electron micrographs, is discussed and reported in this article.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The alloys, generally used for the low pressure steam turbine (LPST) moving blades, are Ti6Al4V, X20Cr13, X10CrNiMoV1222, X5CrNiCuNb14-5, X5CrNiCuNb16-4, or 17Cr4Ni PH stainless steels. Ahmad et al. (Ref 1) have carried out WDE testing of laser treated X5CrNiCuNb16-4 (17Cr4Ni PH) stainless steel along with untreated X20Cr13, X5CrNiCuNb14-5, X5CrNiCuNb16-4 stainless steels, and Ti6Al4V alloy. It is reported that the surface microhardness of laser-treated X5CrNiCuNb16-4 stainless steel has increased to 420 HV0.3 compared to 328 HV0.3 of untreated one and WDER has improved more than two times. Information on the precipitation hardening of X5CrNiCuNb16-4 stainless steel after laser treatment has not been revealed. Generally precipitation hardening of this alloy around 480°C for 1 to 3 h, yields hardness in the range of 420 to 480 HV0.3. Precipitation hardened 17Cr4Ni PH stainless steels are widely employed in industry for their high mechanical strength, reasonable toughness, and moderate corrosion resistance. The 17CrNi4 PH or X5CrNiCuNb16-4 or AISI 630 (UNS S17400) stainless steel, having martensitic microstructure in the annealed condition, is strengthened by a low temperature heat treatment which precipitates out coherent copper-rich clusters. A wide range of properties can be produced by one step heat treatment in the temperature range of 480 to 620°C depending on the combination of strength and toughness desired. Heat treatment around 480°C produces highest strength and hardness. Using atom probe field ion microscopy and transmission electron microscopy, Murayama et al. (Ref 2) have studied the microstructures of precipitation hardened and aged 17Cr4Ni PH stainless steel. The alloy was solution heat-treated at 1050°C for 1 h and subsequently water quenched. The alloy largely had martensite (α′) phase with a small fraction of δ-ferrite. No Cu precipitates were present in the martensite (α′) phase, while spherical fcc-Cu particles were present in the δ-ferrite. The solution treated samples were then precipitation hardened at 580°C for 4 h and another set of samples was aged at 400°C for 5000 h. After precipitation hardening at 580°C for 4 h, coherent Cu particles precipitated in the martensite (α′) phase along with uniform Cr (α′). In aged samples (400°C for 5000 h), the martensite spinodaly decomposed into Fe-rich α and Cr-enriched α′ in addition to Cu precipitates and fine particles of the G-phase enriched in Si, Ni, and Mn. Cheng et al. (Ref 3) have studied the laser surface melting (LSM) of the alloy and found to have higher microhardness than those of precipitation hardened and annealed ones by 14 and 27%, respectively. The precipitation hardening of the alloy was carried out at 580°C for 4 h after solution treating at 1050°C for 1 h in air. A continuous wave Nd:YAG laser with power of 0.5 to 1 kW, beam diameters of ∅4 and ∅6 mm, and a scanning speed of 35 mm/s was used for LSM of 17Cr4Ni PH stainless steel samples and argon gas, at a flow rate of 0.333 l/s, was used as the shielding gas. The surface was achieved by overlapping the melt tracks with degree of overlapping of 50%. The corrosion resistance of LSM samples, in 3.5% NaCl solution at 25°C, has improved because of refinement of precipitates of ε-copper particles in the ferrite matrix. Generally, 17Cr4Ni PH consists of a mixture of martensite (α′) as the matrix and mutable content of δ-ferrite and ε-copper precipitates depending on the precipitation hardening conditions. It is reported in Ref 4 that after solution heat treating at 1040°C for 1 h in air and precipitation hardening at different temperatures; 480°C 1 h, 550°C 4 h, 600°C 4 h in air, the alloy has resulted in different hardness levels of 43, 37, and 33 HRC, respectively. Improved wear resistance as per increased hardness was observed. The wear resistance was evaluated under controlled conditions; temperature 27°C and humidity 60% using a pin-on-disc tribometer at a sliding velocity of 0.6 m/s, normal load of 30 N, and a total sliding distance of 2400 m.
The WDE damages occurring on the engineering components are due to high impact of water droplets. Lasser et al. (Ref 5, 7) and Field et al. (Ref 6) have reported that a liquid jet having higher impact velocity produces cavitation clouds, causing material removal similar to that of CE. Materials based on ultimate resilience (UR) have already been graded in CE and it was concluded that UR is the most appropriate mechanical property required for CER (Ref 8). Criterion for correlating a material with its mechanical properties in WDE and CE remains same (Ref 8). For surface treated or coated materials, UR does not hold good. Modified ultimate resilience (MUR) based upon UR and microhardness is applicable (Ref 9, 10). Correlating WDERs of HPDL-treated X10CrNiMoC1222, Ti6Al4V alloy, and textured X20Cr13 stainless steels with their mechanical properties (UR, MR, MUR, SE, and microhardness) have already been reported and discussed in Ref 9, 10. Cavitation, as defined by Knapp et al. (Ref 8), is a condition, when a liquid reaches a state at which vapor cavities are formed and grow due to dynamic-pressure reductions to the vapor pressure of the liquid at constant temperature. In a flowing liquid, these cavities travel in adverse pressure gradient zone which reverses their growth, resulting in collapsing implosively in a very short time (nanoseconds), generating very high-speed liquid microjets. These microjets close to a solid surface produce indentation of several micrometers, and repeated impacts with time results in material removal. It is well known that the materials with different mechanical properties exhibit different cavitation erosion resistance (CER).
It is concluded in Ref 9, 10 that the HPDL surface-treated or coated materials can be graded based on MUR provided their surfaces are free from interfacial and microstructural defects. However, WDER correlation with mechanical properties and different phases, which are appearing after HPDL treatment of 17Cr4Ni PH stainless steel, is still lacking. The WDE damage mechanism, based upon different phases and scanning electron micrographs of HPDL-treated alloy, is discussed and reported in this article. WDER of HPDL-treated 17Cr4Ni PH stainless steel has been compared with those of untreated and precipitation hardened ones and correlated with mechanical properties.
Experimental Procedure
HPDL Treatment
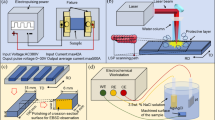
A 4.6 kW diode laser (Laserline, GmbH) having narrow rectangular beam, “30 × 3” mm2 of focal length of 275 mm was used for the HPDL treatment of 17Cr4Ni PH stainless steel samples. The composition of 17Cr4Ni PH stainless steel was around 0.06% C, 15.67% Cr, 0.64% Mn, 0.27% Si, 4.25% Ni, 3.6Cu, 0.19 Nb, 0.04% P, 0.03% S, and balance Fe. The HPDL gun was mounted on a six plus two axes robot (Kuka, GmbH). For WDE testing, round samples of size ∅12.7 × 40 mm having internal threading M 8 were made from 17Cr4Ni PH stainless steel. A fixture was fabricated to hold and to rotate the round samples while carrying out HPDL surface treatment. Each sample was fixed in a self-centered three-jaw chuck at one end and supported on a fixture at the other end. The fixture has a rotating seal, so that the sample can rotate freely and the forced air used for cooling the sample does not leak. Fast cooling of the sample was carried out during HPDL treatment by introducing compressed air having volumetric flow rate of around 15 m3/h through the M 8 tapped hole. The air is capable of removing heat at a rate of around 180 J/s which is comparable to the heat removed in a bulk stainless steel during HPDL surface treatment. The samples were thoroughly cleaned using acetone before the start of the experiment to make the surface free from dust, oil, etc. The complete setup details and HPDL facility used for the experimentation are available in Ref 9–16. HPDL beam power was controlled in a closed loop by using a two-color pyrometer and a uniform surface temperature was maintained. The complete system was controlled by a robot controller. The robot was programmed in such a way that the HPDL beam tracked the sample at a scan speed ranging from 1 to 5 mm/s ensuring complete hardening of the samples in one pass. Thus a wide area having a span equivalent to the width of the beam on the outer periphery of the sample was HPDL hardened in one pass. The HPDL treatment of the test samples was carried out at 1550°C at a scan speed of 5 mm/s. Once test samples’ surface temperature and HPDL scan speed are selected, the HPDL power (1785 J/s) and HPDL power density (1190 J/cm2) comes automatically (Fig. 1).

STLPTC of a HPDL-treated 17Cr4Ni PH sample. The HPDL treatment was carried out at a laser power of 1782.5 J/s, maintaining laser power density around 1190 J/cm2
X-ray Diffraction Analysis
The x-ray diffraction analysis of HPDL-treated and HPDL-untreated samples were carried out by x-ray diffraction system (Philips X-pert system, Philips, Netherlands). Copper K alpha radiation and nickel filter were used for XRD analysis. The standard rectangular samples were used for the XRD measurements. These were made from a rectangular sample (100 × 25 × 6 mm) which was HPDL treated, maintaining a surface temperature of 1550°C. The corresponding HPDL power density, at a scan speed of 5 mm/s, was around 1600 J/cm2.
Microhardness and Microstructure
The Vickers microhardness of the samples was taken by using a Tukon 2100 macro/microhardness tester by applying a load of 3 N with a dwell time of 13 s. Using a scanning electron microscope, the SEM of the WDE-tested samples at low as well as high magnifications were taken.
WDE Testing
The details of WDE test facility are available in Ref 9, 11, 13, 14. In short the test facility consists of a chamber of ∅700 mm and a round stainless steel disk where the test samples are positioned. Samples of ∅12.70 × 40 mm are affixed on the periphery of the disk. The disk is rotated at 79.166 Hz to obtain the test sample tangential velocity of 147.0 m/s. Two water jets impinge on the cylindrical test samples and cause impingement erosion. As such, a relative velocity of 147.6 m/s is obtained. The WDE tests were carried out as per ASTM G 73-1978 and test parameters are given Table 1. A precision balance, having accuracy of ±0.1 mg was used for measurement of mass loss in the samples after certain test duration. The test duration, depending upon energy and mass fluxes of water droplets, was selected in such a way as to achieve steady state erosion in a limited number of cycles. The accuracy and repeatability of the tests have been established on 17 Cr4Ni PH stainless steel samples before start of the experimentation. The extent of erosion damage is calculated from the mass loss divided by the density of the material. The results have been plotted in the form of cumulative volume loss versus number of cycles.
Results and Discussion
HPDL Treatment
Laser surface temperature during laser treatment plays an important role for phase transformation and is measured by a pyrometer that controls the laser power in a closed loop. The scan speed of the laser optics against the job along with the laser power decides the depth of hardening and distortion in the components. All these parameters make the operation very complex. The integration of the laser beam with a six plus two axes robot through programming simplifies the operation. The robot is programmed in such a way that the laser beam tracks the component at a uniform speed ensuring hardening of a required length in one pass. During HPDL treatment the surface temperature was set at 1550°C. The temperature fluctuations were high in the beginning and got stabilized with in ±12.50°C. A typical surface temperature and laser power time cycle (STLPTC) of a HPDL-treated round 17Cr4Ni PH stainless steel sample is given in Fig. 1.
X-ray Diffraction Test Results
The XRD analysis of 17Cr4NiPH“AS” sample shows martensitic (α′) and austenitic (γ) phases having main peaks (2θ) at 44.7° and 43.9°, respectively. The XRD plots of HPDL-treated and HPDL-untreated samples showing, austenite (γ), martensite (α′), and ferrite (α) peaks, are given in Fig. 2. After HPDL treatment α′ has converted into α (ferrite, having refined precipitates of ε-copper particles). The microhardness of the samples remained unchanged (370 HV0.3), may be due to conversion of α′ phase into α phase. Based on the peak heights, the quantitative estimation of the phases (γ, α′, and α) can be estimated, however, the exact amount may be determined metallographically as reported in Ref 2, 3. Cheng et al. (Ref 3) have carried out XRD analyses of 17Cr4Ni PH stainless steel samples after LSM and similar XRD peaks were obtained except the Fe2O3 peaks which are absent in the present XRD plots (Fig. 2). The XRD peaks height depends upon the laser power and laser scan speeds. ND:YAG laser, having beam spot size of ∅4 mm and ∅6 mm and laser power up to 1000 J/s and laser intensity up to 7960 J/(scm2), were used for the experimentation (Ref 3), whereas a diode laser, having beam size (30 × 3) mm2 and HPDL power up to 1785 J/s and laser intensity up to 1983 J/(scm2) were used in the present study. The surface melting of 17Cr4Ni PH stainless steel and higher laser power intensities may be the main reason of the samples being oxidized. The melting of the surface generally introduces tensile residual stresses, may decrease the fatigue life of the components and is not recommended for the critical components such as LPST moving blades.

XRD plots of 17Cr4Ni PH“AS” and 17Cr4Ni PH“LH” samples, showing α, α′ and γ phases
Microhardness and Microstructure
The Vickers microhardness of the samples was taken by using a Tukon 2100 macro/microhardness tester by applying a load of 3 N with a dwell time of 13 s. The microhardness values of the untreated sample ranges from 365 to 380 HV0.3 and these remained unchanged after HPDL treatment (Table 2). WDE-tested samples were examined at lower and higher magnifications and their micrographs are given in Fig. 3, 4, and 5. From the SEM of WDE-tested HPDL-treated and HPDL-untreated samples (Fig. 4 and 5), it can be seen that there is not much difference in their microstructures except the grains have become finer. Similar microhardness values (350 to 399 HV0.3) after ND:YAG laser treatment are reported in Ref 3 though higher laser intensities up to 7960 J/(scm2) and higher laser scan speeds up to 35 mm/s were used as compared to lower HPDL intensities up to 1983 J/(scm2) and lower HPDL scan speeds up to 5 mm/s used in the present study.

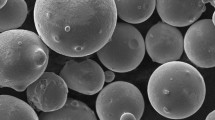
SCM of the WDE-tested (a) 17Cr4Ni PH“AS” and (b) 17Cr4Ni PH“HT” samples showing coarse and very fine grained microstructures respectively. WDE tests were carried out up to 2.745 × 106 cycles at an energy flux of 32.64 × 106 J/m2s

SCM of a WDE-tested 17Cr4Ni PH“AS” sample, showing intensity of the damage at (a) low and (b) high magnifications. WDE tests were carried out up to 13.176 × 106 cycles at an energy flux of 37.158 × 106 J/m2s

SCM of a WDE-tested 17Cr4Ni PH“LH” sample, showing intensity of the damage at (a) low and (b) high magnifications. WDE tests were carried out up to 1.9215 × 106 cycles at an energy flux of 57.167 × 106 J/m2s. The microstructure of 17Cr4Ni PH“AS” sample is coarser as compared to that of 17Cr4Ni PH“LH” sample
WDE Test Results
The 17Cr4Ni PH“HT”, 17Cr4Ni PH“AS”, and 17Cr4Ni PH“LH” samples were WDE tested at different energy levels (Fig. 6, 7, 8, and 9). The test parameters are given in Table 1. After conducting WDE tests, the damaged samples were removed and their metallographic analyses were carried out. SEM micrographs, taken on the 17Cr4Ni PH“HT” samples, showing very fine microstructures are given in Fig. 3 whereas those taken on the untreated and HPDL-treated samples, showing coarser microstructures, are given in Fig. 4 and 5. The HPDL-treated samples have not shown any improvement in WDER even after conducting WDE tests at two different energy levels, 37.158 × 106 and 57.167 × 106 J/m2s, maintaining test parameters as per Table 1. WDE test results are given in Fig. 8 and 9 and Table 2. It is seen from the micrographs that the HPDL-treated samples have finer microstructures as compared to untreated ones, however their WDER has not improved. A very few fine microcracks have appeared on their surfaces. It appears that the HPDL-treated and HPDL-untreated 17Cr4Ni PH stainless steel samples are sensitive to microcracks whereas 17Cr4NiPH“HT” samples, having precipitates of coherent copper-rich clusters, are not prone to microcracks and have exhibited much improved performance in WDE (more than 200%) at two different energy levels, 28.88 × 106 and 32.64 × 106 J/m2s. WDE test results are given in Fig. 6 and 7 and Table 2. From the test results and mechanical properties (Table 2), MUR plays an important role in minimizing WDE damages. It appears from the WDE test results and mechanical properties that WDER is directly proportional to MUR. The 17Cr4NiPH“HT” samples have higher MUR and have performed much better than untreated samples at 28.8 × 106 and 32.64 × 106 J/m2s energy levels. Details are given in Fig. 6 and 7 and Table 2. Similar observations, based upon MUR, were made on HPDL-treated X20Cr13 and X10CrNiMoV1222 steel and Ti6Al4V alloy samples (Ref 9, 10).

Volume loss due to WDE vs. test duration of 17Cr4Ni PH“AS” and 17Cr4Ni PH“HT” samples. WDE tests were carried out up to 5.49 × 106 cycles at an energy flux of 28.8 × 106 J/m2s

Volume loss due to WDE vs. test duration of 17Cr4Ni PH“AS” and 17Cr4Ni PH“HT” samples. WDE tests were carried out up to 2.745 × 106 cycles at an energy flux of 32.64 × 106 J/m2s

Volume loss due to WDE vs. test duration of 17Cr4Ni PH“AS” and 17Cr4Ni PH“LH” samples. WDE tests were carried out up to 13.176 × 106 cycles at an energy flux of 37.158 × 106 J/m2s

Volume loss due to WDE vs. test duration of 17Cr4Ni PH“AS” and 17Cr4Ni PH“LH” samples. WDE tests were carried out up to 1.9215 × 106 cycles at an energy flux of 57.167 × 106 J/m2s
Conclusions
The HPDL-treated 17Cr4Ni PH stainless steel samples are free from interfacial defects and have finer microstructure as compared to untreated ones. The microstructure of 17Cr4Ni PH“HT” samples, which were precipitation hardened at 490°C for 3 h, is still finer than those of 17Cr4NiPH“LH” samples and their MUR is twice as compared to HPDL treated and untreated samples. Due to improved MUR and very fine grained microstructure, the precipitation hardened samples have performed much better than HPDL treated and untreated samples (>200%). WDER of HPDL treated, untreated, and precipitation hardened 17Cr4Ni PH stainless steel has a strong relationship with MUR, a single mechanical property, based upon microhardness, ultimate tensile strength, and Young’s modulus. This is the main reason that WDER of HPDL-treated 17Cr4Ni PH stainless steel samples has not improved even though its improved microstructure.
The XRD analysis of 17Cr4NiPH“AS” sample shows martensitic (α′) and austenitic (γ) phases having main peaks (2θ) at 44.7° and 43.9°, respectively. The austenite phase is due to retained austenite in 17Cr4NiPH“AS” sample and also due to copper spherical fcc-Cu particles in δ-ferrite. After HPDL treatment the α′ has converted into α (ferrite with small % refined precipitates of ε-copper particles). The microhardness of the samples remained unchanged (370 HV0.3), may be due to conversion of α′ phase into α phase. To improve the microhardness and WDER of HPDL-treated samples further, the precipitation hardening around 490°C for 3 to 4 h is required.
References
M. Ahmad, M. Casey, and N. Surken, Experimental Assessment of Droplet Impact Erosion Resistance of Steam Turbine Blade Materials, Wear, 2009, 267, p 1605–1618
M. Murayama, Y. Katyama, and K. Hono, Microstructural Evolution in a 17-4 PH Stainless Steel after Aging at 400°C, Metall. Mater. Trans. A, 1999, 30A, p 345–353
Z. Cheng, C. T. Kwok, and K. H. Lo, Laser Surface Melting of 17-4 PH Precipitation—Hardenable Stainless Steel, Paper 1203, Pacific International Conference on Application of Lasers & Optics, March 23–25, 2010, (Shangri-La Hotel, Wuhan)
J.D. Bressana, D.P. Darosa, A. Sokolowskib, R.A. Mesquitac, and C.A. Barbosad, Influence of Hardness on the Wear Resistance of 17-4 PH Stainless Steel Evaluated by the Pin-on-Disc Testing, J. Mater. Process. Technol., 2008, 205, p 353–359
M. Lesser, Thirty Years of Liquid Impact Research: A Tutorial Review, Wear, 1995, 186–187, p 28–34
J.E. Field, J.J. Camusa, M. Tinguely, D. Obreschkowc, and M. Farhat, Cavitation in Impacted Drops and Jets and the Effect on Erosion Damage Thresholds, Wear, 2012, 290–291, p 154–160
M.B. Lesser and J.E. Field, The Impact of Compressible Liquids, Annu. Rev. Fluid Mech., 1983, 15, p 97–122
R.T. Knapp, J.W. Daily, and F.G. Hammit, Cavitation, McGraw-Hill, New York, NY, 1970
B.S. Mann, Laser Treatment of Textured X20Cr13 Stainless Steel to Improve Water Droplet Erosion Resistance of LPST blades and LP Bypass Valves, J. Mater. Eng. Perform., 2013, 22(12), p 3699–3707
B.S. Mann, Water Droplet and Cavitation Erosion Behavior of Laser-Treated Stainless Steel and Titanium Alloy: Their Similarities, J. Mater. Eng. Perform., 2013, 22(12), p 3646–3656
B.S. Mann, Vivek Arya, B.K. Pant, and Manish Agrawal, High-Power Diode Laser-Surface Treatment to Minimize Droplet Erosion of Low-Pressure Steam Turbine Moving Blades, J. Mater. Eng. Perform., 2009, 18(7), p 990–998
B.S. Mann, Vivek Arya, and B.K. Pant, Enhanced Erosion Protection of TWAS coated Ti6Al4V Alloy using Boride Bond Coat and Subsequent Laser Treatment, J. Mater. Eng. Perform., 2011, 20(6), p 932–940
B.S. Mann, Vivek Arya, and B.K. Pant, Influence of Laser Power on the Hardening of Ti6Al4V Low Pressure Steam Turbine Blade Material for Enhancing the Water Droplet Erosion Resistance, J. Mater. Eng. Perform., 2011, 20(2), p 213–218
B.K. Pant, V. Arya, and B.S. Mann, Enhanced Droplet Erosion Resistance of Laser-Treated Nano Structured TWAS and Plasma Ion-Nitro carburized Coatings for High Rating Steam Turbine Components, J. Therm. Spray Technol., 2010, 19, p 884–892
B.S. Mann, High-Power Diode Laser-Treated HP-HVOF and Twin Wire Arc Sprayed Coatings for Fossil Fuel Power Plants, J. Mater. Eng. Perform., 2013, 22(8), p 2191–2200
B.S. Mann, V. Arya, and B.K. Pant, Cavitation Erosion Behaviour of HPDL-Treated TWAS Coated Ti6Al4V Alloy and its Similarity with Water Droplet Erosion, J. Mater. Eng. Perform., 2012, 21(6), p 849–853
Acknowledgments
The author is thankful to the management of BHEL Corporate R&D for giving an opportunity to work in this area. The author is also thankful to Mr. S. M. Hussain of HRD & ATE and all the colleagues at the Centre of Excellence for Surface Engineering for their help during the course of the work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Mann, B.S. Water Droplet Erosion Behavior of High-Power Diode Laser Treated 17Cr4Ni PH Stainless Steel. J. of Materi Eng and Perform 23, 1861–1869 (2014). https://doi.org/10.1007/s11665-014-0927-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-0927-6