
Abstract
The present paper deals with the properties of bulk nanostructured Al-Fe-V-Si alloys containing 16, 27, and 37 vol.% of Al12(Fe,V)3Si precipitates. The elemental powders were subjected to high-energy ball milling for 60 h followed by hot-pressing in a uniaxial die at 550 °C under 300 MPa. Mechanical properties of consolidated samples were evaluated by hardness, room temperature, and high temperature compression tests and compared with those of rapid solidification-powder metallurgy (RS-PM) counterparts and also those available for conventional and high temperature Al alloys. The results showed that the nanostructured alloy containing Al12(Fe,V)3Si precipitates has good thermal stability at high temperatures. Room temperature compression tests demonstrated that the strength increases and the ductility decreases with increasing the volume percentage of Al12(Fe,V)3Si precipitates. The room temperature yield strength of nanostructured alloys was in the range of 560-758 MPa depending on Al12(Fe,V)3Si content. These values are much higher than those for RS-PM counterparts. In addition, nanostructured Al-Al12(Fe,V)3Si alloys exhibited better strength at elevated temperatures compared with other Al alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Al-Fe-V-Si alloys are considered as promising materials to replace titanium alloys in aerospace industry, mainly because of their excellent combination of strength and toughness, and more importantly the ability to maintain their good mechanical properties at temperatures up to ~400 °C (Ref 1, 2). Because Al-Fe-V-Si alloys contain high concentrations of Fe and V elements with very low solid solubility in Al, they cannot be produced by conventional casting metallurgy. These alloys are produced via rapid solidification (RS) techniques such as melt spinning (Ref 1), atomization (Ref 3), and spray forming (Ref 4). The microstructure of rapidly solidified alloys is characterized by the presence of fine precipitates of Al12(Fe,V)3Si intermetallic in Al matrix. The good high temperature mechanical properties of Al-Fe-V-Si alloys are attributed to the very low coarsening rate of this intermetallic phase at high temperatures (Ref 5). The investigations have mainly focused on three commercial Al-Fe-V-Si alloys known as FVS0612 (Al-6.5Fe-0.6V-1.3Si), FVS0812 or 8009 (Al-8.5Fe-1.3V-1.7Si), and FVS1212 (Al-11.6Fe-1.3V-2.3Si). The volume percentage of Al12(Fe,V)3Si phase has been varied to give a wide range of property combinations. Increasing the volume percentage of the intermetallic phase in Al-Fe-V-Si alloys reduces formability but increases stiffness and strength. Therefore, FVS0612 alloy is used in applications where high formability is required, FVS0812 has good combination of strength and toughness, and FVS1212 alloy is suitable for high strength and stiffness applications (Ref 6).
In recent years, bulk nanostructured materials have received considerable attention, because they have superior physical and mechanical properties compared with conventional coarse grained materials (Ref 7). Many studies have been carried out to investigate the mechanical properties of nanocrystalline Al-based alloys and composites produced by powder metallurgy (PM) and other methods (Ref 8, 9). Because bulk nanocrystalline materials obtained by PM techniques often have some porosity, mechanical properties of them have mostly been examined under compression loading. Jafari et al. (Ref 10) studied the effect of nanocrystallization on the compressive and wear properties of Al2024 alloy. Their results demonstrated that by grain size reduction from micrometer to ~42 nm, a significant increase in yield strength from 430 to 698 MPa was achieved. Srinivasarao et al. (Ref 11) reported high compressive yield strength of ~1200 MPa for Al-Zr nanocomposite material with a grain size of ~50 nm. There are also studies concerning high temperature mechanical properties of nanocrystalline Al alloys (Ref 12, 13). These studies demonstrated that grain size refinement to nanometric range can improve the mechanical properties and hence the performance of materials under study.
Mechanical alloying (MA) is a simple and cost effective method for production of nanostructured materials. Because the products of MA are in the form of a powder, a consolidation process is necessary to convert the as-milled powder to a bulk material (Ref 14). Because consolidation processes are often executed at high temperatures, there is always a concern for grain growth and therefore losing the good mechanical properties induced by nanometric grains. However, some studies have been shown that application of a high pressure during hot compaction hinders grain growth (Ref 15). There are several studies in the literature concerning successful fabrication of bulk nanostructured materials using MA and subsequent consolidation at high temperatures (Ref 16, 17).
In the last decade, several researchers demonstrated that MA can be used to produce Al-Fe-V-Si alloy powder (Ref 18-20). Although the properties of Al-Fe-V-Si alloys produced by RS-PM have been studied in details (Ref 2, 21-23), until now, no work has been done regarding the properties of bulk nanostructured Al-Fe-V-Si alloys obtained by MA and subsequent consolidation. The objective of the present study was to investigate the mechanical properties of nanostructured Al-Fe-V-Si alloys prepared by MA and subsequent hot-pressing. The results were compared with those previously published for RS-PM Al-Fe-V-Si alloys and also some other high temperature Al alloys. To examine the effect of Al12(Fe,V)3Si precipitates on mechanical properties, a pure nanocrystalline Al sample was also prepared and used for comparison.
Materials and Methods
Crystalline elemental powders were used as starting materials for MA to yield Al-Fe-V-Si alloys with compositions given in Table 1. MA was done in a high energy planetary ball mill at room temperature under argon atmosphere for 60 h. A ball to powder mass ratio of 10:1 and a milling speed of 500 rpm were employed. In order to prevent sever adhesion of Al powders onto the balls and vial, 1.5 wt.% of stearic acid was used as process control agent (PCA). The MA products were then compacted by HP method in a uniaxial die (AISI H13) at 550 °C under pressure of 300 MPa for 20 min. To prevent pore formation, the pressure on specimens was not released until cooling down to 300 °C. Pure-milled Al powder was also compacted under the same conditions except that the pressing temperature was 400 °C.
A Philips X PERT MPD diffractometer using filtered Cu Kα radiation was employed to characterize the structure and phase composition. The XRD patterns were recorded in the 2θ range of 10-90° (step size = 0.05°, times per step 1 s). The grain size and internal strain of Al were estimated based on XRD lines broadening using Williamson-Hall formula (Ref 24). Transmission electron microscopy (TEM) was used to confirm the XRD results. The density of consolidated samples was measured based on Archimedes principle. Hardness values were determined using Vickers indenter at a load of 10 kg.
In order to assess the thermal stability of alloys, specimens of FVS1212 alloy were annealed in a conventional furnace at 400, 500, and 600 °C for different times up to 100 h. Afterward, their hardness was measured at room temperature.
The hot-pressed materials were used to prepare cylindrical specimens with height to diameter ratio of 2:1 (ASTM E9-89a) for compression tests. Uniaxial compression tests were performed at strain rate of 1.67 × 10−3 using a SANTAM-STM-150 machine at room temperature and 300, 400, and 500 °C. MoS2 powders were sprayed on the ends of specimens before testing to suppress the barreling. For elevated temperature experiments, the specimens were held for 10 min at the testing temperature before loading. The 0.2% offset method was used to specify the yield strength. The highest stress value in true stress-strain curve was defined as the ultimate compressive strength. The fracture surfaces of compression samples were also studied by scanning electron microscopy (SEM) using a Philips XL30 microscope.
Results and Discussion
Structural Characterization
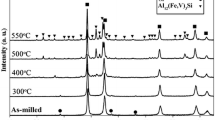
The structural evolutions during MA process were reported elsewhere (Ref 25). The final product of MA was a nanostructured Al-based solid solution. The as-milled powders were then hot-pressed at 550 °C under pressure of 300 MPa for 20 min. The XRD patterns of hot-pressed samples are illustrated in Fig. 1. Furthermore, the grain size and internal strain of hot-pressed samples, estimated by Williamson-Hall method, are presented in Table 2. According to XRD results, the structure of mechanically alloyed and hot-pressed Al-Fe-V-Si alloys consists of Al12(Fe,V)3Si intermetallic compound in nanocrystalline Al matrix. The Al grain sizes were between 50 and 60 nm with relatively high levels of internal strain. The pure Al sample also has wide peaks, and its grain size was calculated to be ~70 nm.

XRD patterns of as-pressed samples
Figure 2 shows the bright field TEM image of FVS1212 powder after a similar heat treatment as HP (550 °C, 30 min). Nanometer spherical precipitates (<50 nm) within a nanocrystalline Al matrix are observed in agreement with XRD results.

Bright field TEM image of FVS1212 powder after 60 h of MA and subsequent annealing at 550 °C for 30 min
Density and Hardness
The relative density and average hardness values of bulk samples are presented in Fig. 3. The nanocrystalline pure Al sample exhibited high relative density of ~99.5%. Figure 3(a) shows that the relative density decreases with increasing the volume percentage of Al12(Fe,V)3Si precipitates. The presence of alloying elements as well as precipitation of Al12(Fe,V)3Si phase during HP limits the compressibility of powder particles, which in turn reduces the relative density. Nevertheless, even for FVS1212 specimen with the highest level of alloying elements, high relative density of ~97% was achieved.

(a) Relative density and (b) hardness of consolidated bulk alloys
Figure 3(b) represents the average hardness values of consolidated samples. The average hardness value of nanocrystalline pure Al sample is ~76 HV, which is about 2.3 times as high as that reported for coarse-grained aluminum (33 HV) (Ref 26). The enhancement of hardness in this sample is mainly owing to the grain refinement and introduction of internal strain during MA. According to Fig. 3(b), Al12(Fe,V)3Si precipitates have significant effect on hardness so that the hardness value of nanostructured FVS0612 alloy, which nominally contains 16 vol.% of Al12(Fe,V)3Si precipitates, is ~163 HV, a value more than twice as high as that of nanocrystalline pure Al sample. The hardness enhances with increasing the Al12(Fe,V)3Si content and reaches to ~254 HV for nanostructured FVS1212 alloy with nominally 37 vol.% of Al12(Fe,V)3Si precipitates.
Thermal Stability
Practically, high temperature aluminum alloys are subjected to high temperatures for long periods of time. Therefore, thermal stability is one of the most important characteristics for this type of Al alloys. Lack of thermal stability and the resulting microstructural evolutions change the material properties. Therefore, the microstructural evolutions during heating can be examined on the macroscopic scale by measuring the mechanical properties like hardness (Ref 27). In this study, hardness test was used to investigate the thermal stability of nanostructured FVS1212 alloy.
The room temperature hardness changes of nanostructured FVS1212 alloy after long time annealing at elevated temperatures are presented in Fig. 4. The as-hot pressed sample had a mean hardness value of 254 HV which remained constant after 100 h of annealing at 400 °C. According to Lifshitz-Slyozof-Wagner (LSW) theory for Ostwald ripening (Ref 28), the diameter of precipitates is predicted by following equation:

Room temperature hardness of nanostructured FVS1212 alloy vs. annealing time at 400, 500, and 600 °C
where \(\bar{r}_{0}\) is the initial mean diameter of second phase particles, and \(\bar{r}\) is the average particle size at time t. K and n are constants which depend on the model. The LSW model for volume diffusion control predicts n of 3 and (Ref 28):
where σ is the interfacial energy, D v is the bulk diffusivity of solute in the matrix, Ω is the atomic volume of solute in the dispersed phase, k is the Boltzmann’s constant, and T is the temperature. According to this model, coarsening rate increases with increasing the diffusivity and equilibrium solid solubility of solute in the matrix. For Fe, the major alloying element, the maximum solubility in solid Al is 0.04 wt.% at 655 °C (Ref 6). Also, the diffusion coefficient of Fe in solid Al at 400 °C is ~8.88 × 10−18 m2 s−1 (Table 3). Therefore, it can be concluded that due to the low diffusivity and solid solubility of alloying elements, Al12(Fe,V)3Si precipitates resist against coarsening. These precipitates also hinder grain growth at temperatures less than 400 °C. As a result, the hardness remains unchanged.
Figure 4 shows that annealing at 500 °C causes hardness reduction. After 100 h of annealing at this temperature, the hardness value reduced by ~32%. Table 3 shows that the diffusion coefficient of Fe at 500 °C is about 140 times as high as that at 400 °C. Therefore, the hardness reduction at this temperature is due to the increased diffusivity of alloying elements in Al matrix and subsequently the coarsening of Al12(Fe,V)3Si precipitates. Precipitates coarsening also reduce their effect in preventing grain growth. Annealing at 600 °C caused a faster decrease in hardness so that after 100 h of annealing at this temperature, the hardness value decreased by 51%.
One noticeable point seen in Fig. 4 is that the hardness decrease in the initial 1 h of annealing at 500 and 600 °C is very significant compared with total hardness reduction at these temperatures. After 1 h of annealing at 500 and 600 °C, the hardness decreased by 5 and 20%, respectively. Dám et al. (Ref 30) claimed that the initial drop in hardness is not caused by microstructural changes. They suggested that relaxation of elastic strain of the fcc-Al lattice is responsible for the initial decrease in hardness. However, further microstructural studies are necessary to confirm this idea.
As mentioned above, the hardness of nanostructured FVS1212 alloy decreased after annealing at 500 °C. In contrast, Franck and Hawk (Ref 31) reported that the room temperature hardness of melt spun and hot extruded FVS1212 alloy remained unchanged after long-term annealing at 500 °C, and the hardness decrease started at 550 °C. This difference is probably because of the effect of nanometric grain size. It is well understood that nanostructured materials have large grain boundary area. Since the activation energy for diffusion across the grain boundaries is about the half of that for lattice diffusion, the grain boundary diffusion is the dominant mechanism of diffusion in nanostructured materials (Ref 32). The models for Ostwald ripening predict that the grain boundary diffusion provides higher coarsening rate compared with lattice diffusion or diffusion along dislocations (Ref 28). It is worth mentioning that the room temperature hardness of nanostructured FVS1212 alloy even after 100 h of annealing at 500 °C (173 HV) was higher than the room temperature hardness value (~163 HV) reported by Franck and Hawk (Ref 31).
The nanostructured FVS1212 alloy prepared here exhibited better thermal stability compared with previous reports on high temperature Al alloys. Průša and Vojtěch (Ref 33) observed that the hardness of atomized Al-23Si-8Fe-1Cr and Al-23Si-8Fe-5Mn alloys was significantly decreased after 100 h of annealing at 300 °C. For melt atomized Al-6Cr-2Fe-1Ti alloy, the hardness reduction was observed to occur at 400 °C (Ref 30). For melt spun AlCr3Fe3Ce1 alloy, it was observed that the hardness decreased slightly after long time annealing at 400 °C, but the hardness reduction was significant after annealing at 500 °C (Ref 27). The good thermal stability of FVS1212 alloy compared to other high temperature Al alloys is due to the very low coarsening rate of Al12(Fe,V)3Si intermetallic phase. It has been claimed that this intermetallic phase has the lowest coarsening rate among the intermetallics usually exist in high temperature Al alloys (Ref 6).
One of the main requirements for high temperature Al alloys is that the phases responsible for strengthening do not undergo decomposition at high temperatures. The decomposition may create phases with undesirable morphologies and properties destroying the good mechanical properties of the alloy. In order to study the possible phase changes during the annealing, sample annealed at 600 °C for 100 h was investigated using XRD. Figure 5 shows the XRD patterns of samples as-hot pressed and after annealing at 600 °C for 100 h. As can be seen, annealing of the as-hot pressed sample causes no phase changes, and only a slight narrowing of XRD peaks occurs because of the coarsening of Al12(Fe,V)3Si precipitates and grain growth of Al matrix. Wang et al. (Ref 1) also observed no phase changes for melt-spun

XRD patterns of nanostructured FVS1212 alloy (a) as-hot pressed and (b) after annealing at 600 °C for 100 h
Al-13.4Fe-0.85V-2.23Si alloy after 100 h of annealing at 600 °C. Lack of phase changes after long-term annealing at high temperatures demonstrates the high thermal stability of Al-Al12(Fe,V)3Si alloys.
Strength and Ductility
Room Temperature Compressive Properties
True compressive stress-strain curves of samples tested at strain rate of 1.67 × 10−3 are shown in Fig. 6. It can be seen that by increasing the Al12(Fe,V)3Si content in the alloys, the strength increases, and the ductility decreases. Moreover, the ductility of nanostructured alloys is significantly lower than that of pure nanocrystalline Al sample. The nanostructured alloys fractured at a strain less than 0.1, nearly at the angle of 45° to the compression direction. However, the nanocrystalline pure Al sample exhibited a high ductility without fracturing.

True compressive stress-strain curves of prepared alloys at strain rate of 1.67 × 10−3 s−1
For all samples, a slight strain hardening is observed at initial stage of plastic deformation, and there is a slight difference between the yield strength and ultimate compressive strength of samples. In fact, ultra-fine grained and nanostructured materials show low strain hardening and in some cases strain softening at room temperature (Ref 11, 17). Generally, deformation of metallic materials can take place with two modes: strain hardening and strain softening. Strain hardening is related to dislocation interactions and is common at room temperature for coarse grained materials, while strain softening is related to the recovery phenomena and often observed in nanocrystalline materials, especially at high temperatures (Ref 16). The low strain hardening rate observed here is caused by the extremely small grain size which makes dislocation pile up very difficult (Ref 34). Therefore, dislocation pile up cannot lead to the same strain hardening rate as conventional coarse grained materials.
The results of compression test at room temperature are summarized in Table 4. For pure nanocrystalline Al, the yield strength is ~310 MPa, which is a ~2.6 time as high as that for coarse grained Al [~120 MPa (Ref 35)]. Considering the data presented in the table, the yield strength increases with increasing the volume percentage of precipitates and reaches to 758 MPa for FVS1212 sample. Because of very low solid solubility of alloying elements in solid Al, the solid solution hardening effect is negligible here. Therefore, the high yield strength of these alloys is mainly caused by three effects: (1) grain boundary strengthening, (2) high level of internal strain, and (3) precipitation hardening. The grain refinement affects the yield strength according to Hall-Petch equation (Ref 36):
where k is the Hall-Petch coefficient, and d is the grain size. It can be assumed that the yield strength for nanocrystalline pure Al sample includes both effects of Hall-Petch hardening and internal strain. Therefore, by subtracting the yield strength of nanocrystalline pure Al from the yield strength of nanocrystalline Al-Fe-V-Si alloys, precipitation hardening effect can roughly be estimated. Table 4 shows that precipitation hardening has a value between 250 and 428 MPa depending on the volume percentage of precipitates. This significant effect of Al12(Fe,V)3Si precipitates on the yield strength is due to their nanoscale size (<50 nm). Moreover, increasing the volume percentage of precipitates in the alloys leads to a decrease in the mean distance between them, which makes dislocation movement more difficult. It consequently increases the strength and reduces the ductility. It is worth mentioning that the Al12(Fe,V)3Si compound has 3.5% mismatch with Al matrix. Therefore, it is expected that Al12(Fe,V)3Si forms a coherent interface with Al matrix (Ref 6). The coherent interface enhances the strengthening effect.
The compressive yield strength is generally higher than tensile yield strength, mainly because of the lower sensitivity of compressive yield strength to the processing imperfections like microcracks and/or porosity (Ref 37). However, the yield strength should be equal in compression and tension for a flawless material. Here because of the high relative densities (over 97%), the effects of processing defects on the yield strength are negligible, and therefore, the compressive yield strength of samples can be regarded as tensile yield strength.
Figure 7 compares the compressive yield strength of present alloys with those of alloys produced by various RS methods. As can be seen, the yield strength of FVS0812 and FVS1212 alloys produced here is much higher than those of RS-PM counterparts. The enhancement of strength is mainly attributed to three factors: grain refinement to nanometric range, introduction of internal strain during MA, and uniform and homogeneous microstructure of MA product compared with non-homogeneous and banded microstructure obtained for RS-PM alloys (Ref 23). This comparison demonstrated that MA processing has advantage with respect to the mechanical properties of final product. Further, MA is a simpler method compared with RS by avoiding high cost-melting process.

The room temperature mechanical properties of nanostructured alloys were also compared with those of some other high-strength Al alloys processed via MA-PM (see Table 5). It is observed that only Al-5%Fe alloy produced by MA and spark plasma sintering (SPS) has higher yield strength than FVS1212 alloy, probably because of less structural imperfections in SPSed sample. The high yield strength of nanostructured Al-Fe-V-Si alloys can extend their usage in structural components where high strength is required. Further improvement in mechanical properties can be achieved by more effective consolidation methods.
High Temperature Compression Test
The true stress-strain curves of nanostructured FVS1212 alloy at different temperatures together with variation of strength and ductility with temperature are presented in Fig. 8. As can be seen, the strength decreases and the ductility increases with increasing the test temperature. The strength reduction at high temperatures is mainly due to the softening of Al matrix. The trend of strength decrease is uniform at all temperatures similar to high temperature tensile tests of RS-PM Al-Fe-V-Si alloys and other high temperature Al alloys (Ref 4, 44). Moreover, the work hardening rate decreases, and also some work softening is observed at final stages of deformation at high temperatures. These are probably related to the dynamic recovery phenomena. The specimens were fractured at room temperature and 300 °C, but at higher temperatures only some cracks were observed at the end of compression tests. Figure 8(b) shows that the ductility of the alloy significantly increases with temperature so that by increasing the temperature from 25 to 300 °C, the ductility increases from 4.8 to 20%. In fact, higher temperature enhances the dynamic recovery. As a result, dislocation accumulation rate within Al grains decreases, allowing more plastic deformation before initiation of cracks. Furthermore, the enhanced plastic deformation at high temperatures reduces the stress concentration at the cracks tip, which impedes cracks propagation. Annihilation of defects at high temperatures also reduces the stress concentration sites, which are susceptible points for crack initiation. According to Fig. 8(b), the yield strength of the alloy decreases to 161 MPa at 500 °C, but this value is still higher than room temperature yield strength of pure Al [~120 MPa (Ref 35)].

(a) True stress-strain curves of nanostructured FVS1212 alloy at different temperatures, (b) Yield strength, ultimate compressive strength, and ductility of nanostructured FVS1212 alloy vs. temperature
In order to investigate the fracture behavior of this alloy, the fracture surface of samples tested at room temperature and 300 °C was studied using SEM. Figure 9 shows the SEM fractographs of the sample tested at room temperature. As can be seen, the fracture surface of this sample includes two regions named as A and B. Region A contains small microvoids and microcracks, while region B exhibits a squeezed surface suggesting a very rapid fracture. The higher magnification image of region A reveals the intergranular fracture. The presence of microvoids in this region suggests that these microvoids were probably the sites of crack nucleation. The cracks then propagated along the particles with improper or weak bonding. In region B, the fracture surface is indicative of a brittle fracture. In fact in this area, the powder particles were fractured transgranularly after a small plastic deformation. According to these observations, the fracture of this specimen occurred in two stages: in first stage, the cracks nucleated and grew gradually due to improper bonding between some particles, while second stage involved sudden fracturing. Therefore, it can be concluded that the presence of pores and weak bonding of particles are responsible for slight observed ductility. As mentioned earlier, this alloy has low plastic deformation capability at room temperature, and therefore, cracks can propagate quickly, leading to a rapid fracture at room temperature.

The fracture surface morphology of nanostructured FVS1212 alloy after compression test at room temperature
The fracture surface of sample tested at 300 °C is shown in Fig. 10. It is clear that the surface illustrates a very different appearance from the room temperature fracture surface. No microcrack is observed in the surface; the surface is uneven and seems to have large plastic deformation before fracturing. There are also some voids in the fracture surface. It appears that the material had not the ability for more lateral plastic deformation; therefore, voids were generated and led to material rupture.

Fructure surface of nanostructured FVS1212 sample after compression test at 300 °C
Table 6 presents the high temperature yield strengths of nanostructured FVS0812 and FVS1212 alloys together with those for some other Al alloys processed by various methods. The table indicates that the high temperature yield strengths of nanostructured FVS0812 and FVS1212 alloys are very high in comparison with those for conventional high-strength Al alloys such as 2219, 2024, and 7075. The good room temperature and high temperature mechanical properties of Al-Fe-V-Si alloys make them suitable candidates for high temperature applications at temperatures up to 400 °C.
Specific Strength
One of the most important factors for aerospace applications is specific yield strength. Figure 11 shows the specific compressive yield strength of samples. According to this figure, the specific yield strength increases with increasing the volume percentage of Al12(Fe,V)3Si precipitates. In fact, Al12(Fe,V)3Si precipitates increase both the density and strength, but their effect on strength is higher. The FVS1212 sample has the highest value of specific strength, about twice of that for nanocrystalline pure Al.

Specific compressive yield strength of samples
Al-Fe-V-Si alloys seem to be suitable candidates to replace high-cost Ti alloys in aerospace industry on the specific strength basis (Ref 1). For this reason, the specific compressive yield strength of nanostructured FVS1212 alloy was compared with that for TiAl4V6 alloy at different temperatures. From Fig. 12, it can be seen that the specific yield strength of nanostructured FVS1212 alloy is higher than that of TiAl4V6 alloy at temperatures less than 300 °C, but at higher temperatures, it becomes contrary. Considering the figure, it can be concluded that the nanostructured FVS1212 alloy can compete with TiAl4V6 alloy on the specific strength basis at temperatures up to 400 °C.

Specific compressive yield strength of nanostructured FVS1212 alloy and TiAl4V6 alloy vs. temperature. The data for TiAl6V4 alloy has been obtained from reference (Ref 38)
Conclusions
In this study, thermal stability and mechanical properties of bulk nanostructured Al-Fe-V-Si alloys produced by MA and subsequent HP were investigated. The microstructure of consolidated alloys included the Al12(Fe,V)3Si precipitates in nanocrystalline Al matrix. The nanostructured FVS1212 alloy exhibited better thermal stability compared with other high temperature Al alloys, so that its hardness remained unchanged even after 100 h of annealing at 400 °C. XRD results showed that Al12(Fe,V)3Si intermetallic phase is stable in nanocrystalline Al matrix even after 100 h of annealing at 600 °C. The room temperature compression tests demonstrated that by increasing the volume percentage of Al12(Fe,V)3Si precipitates, the strength increases and the ductility decreases. The compressive yield strength of nanostructured FVS0812 and FVS1212 alloys was 679 and 758 MPa, which are significantly higher than those for RS-PM counterparts. The nanostructured Al-Fe-V-Si alloys produced here exhibited higher strength at elevated temperatures in comparison with other high temperature Al alloys. Comparison between nanostructured FVS1212 and TiAl6V4 alloys demonstrated that the former has higher specific yield strength at temperatures below 300 °C. Through this work, it was found that the mechanical properties of Al-Fe-V-Si alloys can be improved by utilizing MA instead of RS methods, while thermal stability does not affect significantly.
References
J.Q. Wang, M.K. Tseng, X.F. Chen, B.J. Zhang, and Z. Xianyu, An Investigation on the Microstructural Stability of Rapidly Solidified Al-Fe-V-Si Alloy Ribbon, Mater. Sci. Eng. A, 1994, 179(180), p 412–415
S.C. Khatri, A. Lawley, and M.J. Koczak, Creep and Microstructural Stability of Dispersion Strengthened Al-Fe-V-Si-Er Alloy, Mater. Sci. Eng. A, 1993, 167, p 11–21
S. Hariprasad, S.M.L. Sastry, and K.L. Jerina, Undercooling and Supersaturation of Alloying Elements in Rapidly Solidified AI-8.5% Fe-1.2% V-1.7% Si Alloy, J. Mater. Sci., 1996, 31, p 921–925
R.H. Zhang, B.H. Zho, Y.A. Zhang, and B. Wu, Effect of Temperature on Microstructure and Mechanical Properties of Spray Forming Al-8.5Fe-1.3V-1.7Si Alloys, Adv. Mater. Res., 2011, 287-290, p 43–48
D.J. Skinner, R.L. Bye, D. Raybould, and A.M. Brown, Dispersion Strengthened Al-Fe-V-Si Alloys, Scr. Mater., 1986, 20, p 867–872
S. Das, Al-rich Intermetallics in Aluminum Alloys, Intermetallic Compounds, J. Westbrook and R.L. Fleischer, Ed., Wiley, New York, 1994, p 175–198
M. Krasnowski and T. Kulik, Nanocrystalline 2 Phase Obtained by Mechanical Alloying of Al60Fe15Si15Ti10 Powder Mixture Followed by Consolidation, J. Alloy. Cmpd., 2009, 483, p 186–189
Z. Sadeghian, B. Lotfi, M.H. Enayati, and P. Beiss, Microstructural and Mechanical Evaluation of Al-TiB2 Nanostructured Composite Fabricated by Mechanical Alloying, J. Alloy. Cmpd., 2011, 509, p 7758–7763
K.I. Moon and K.S. Lee, Compressive Deformation Behaviour of Nanocrystalline Al-5 at.% Ti Alloys Prepared by Reactive Ball Milling in H and Ultra High-Pressure Hot Pressing, J. Alloy. Cmpd., 2002, 333, p 249–259
M. Jafari, M.H. Enayati, M.H. Abbasi, and F. Karimzadeh, Compressive and Wear Behaviors of Bulk Nanostructured Al2024 Alloy, Mater. Des., 2010, 31, p 663–669
B. Srinivasarao, C. Suryanarayana, K. Oh-ishi, and K. Hono, Microstructure and Mechanical Properties of Al-Zr Nanocomposite Materials, Mater. Sci. Eng. A, 2009, 518, p 100–107
H. Luo, L.C. Zhang, and L. Shaw, Multi-Phase Nanocrystalline Al Alloy with Superior Strength and Modulus at Elevated Temperatures, J. Mater. Eng. Perform., 2005, 14, p 441–447
M. Galano, F. Audebert, A.G. Escorial, I.C. Stone, and B. Cantor, Nanoquasicrystalline Al-Fe-Cr-based alloys with high strength at elevated temperature, J. Alloy. Cmpd., 2010, 495, p 372–376
C. Suryanarayana, Mechanical Alloying and Milling, Prog. Mater. Sci., 2001, 46, p 1–184
M. Krasnowski, A. Antolak-Dudka, and T. Kulik, Bulk Amorphous Al85Fe15 Alloy and Al85Fe15-B Composites with Amorphous or Nanocrystalline-Matrix Produced by Consolidation of Mechanically Alloyed Powders, Intermetallics, 2011, 19, p 1243–1249
W. Lee, J.M. Jang, S.-H. Ko, and C.-W. Lee, Compressive Deformation Behavior of Nanocrystalline Al Alloys at High Temperatures, Mater. Trans., 2006, 47, p 1518–1522
L. Shaw, H. Luo, J. Villegas, and D. Miracle, Compressive Behavior of an Extruded Nanocrystalline Al-Fe-Cr-Ti Alloy, Scr. Mater., 2004, 50, p 921–925
L. Zheng, M.Q. Zeng, and J.X. Lin, Synthesis and Microstructural Evolution of Nanocrystalline Al-Fe-V-Si-Nd Alloy Powder, Trans. Nonferrous Met. Soc. China, 2001, 11, p 923–926
R. Coelho, R.M.L. Neto, P.A. Camargo, and A.F. Francisco, Al-Fe-X-Si (X = V or Nb) Alloys Powders Prepared by High Energy Milling in an Attritor Mill, J. Metastable Nanocryst. Mater., 2004, 20-21, p 207–212
L. Zheng, J.X. Lin, B.S. Li, B.J. Zheng, and M.K. Tseng, Preparation of Al-Fe-V-Si Nanocrystalline Powders by Double Mechanical Alloying, Mater. Sci. Forum, 2000, 331-337, p 1225–1230
S. Lee, D.Y. Lee, and N.J. Kim, Correlation of microstructure and fracture toughness of a rapid solidification-powder metallurgy Al-Fe-V-Si alloy, Mater. Sci. Eng. A, 1991, 147, p 33–44
S. Mitra, Elevated Temperature Deformation Behavior of a Dispersion-Strengthened Al-Fe, V, Si Alloy, Mater. Trans. A, 1996, 27, p 3913–3923
J.C. Lee, S. Lee, D.Y. Lee, and N.J. Kim, On the Embrittlement of a Rapidly Solidified AI-Fe-V-Si Alloy after High-Temperature Exposure, Mater. Trans. A, 1991, 22, p 853–858
G.K. Williamson and W.H. Hall, X-Ray Line Broadening from Filed Aluminium and Wolfram, Acta Metall., 1953, 1, p 22–31
H. Ashrafi, M.H. Enayati, and R. Emadi, Formation of Nanocrystalline Solid Solution in Al-Fe-V-Si Alloys by Mechanical Alloying, O. Adiguzel, Ed., Sumy State University, the Crimea, Ukraine, 2012,
E. Mohammad Sharifi, F. Karimzadeh, and M.H. Enayati, Fabrication and Evaluation of Mechanical and Tribological Properties of Boron Carbide Reinforced Aluminum Matrix Nanocomposites, Mater. Des., 2011, 32, p 3263–3271
A. Michalcová, D. Vojtěch, J. Cížek, I. Procházka, J. Drahokoupil, and P. Novák, Microstructure Characterization of Rapidly Solidified Al-Fe-Cr-Ce Alloy by Positron Annihilation Spectroscopy, J. Alloy. Cmpd., 2011, 509, p 3211–3218
L. Angers, M.E. Fine, and J.R. Weertman, Effect of Plastic Deformation on the Coarsening of Dispersoids in a Rapidly Solidified Al-Fe-Ce Alloy, Mater. Trans. A, 1987, 18, p 555–562
Y. Du, Y.A. Chang, B. Huang, W. Gong, Z. Jin, H. Xu, Z. Yuan, Y. Liu, Y. He, and F.Y. Xie, Diffusion Coefficients of Some Solutes in FCC and Liquid Al: Critical Evaluation and Correlation, Mater. Sci. Eng. A, 2003, 363, p 140–151
K. Dám, D. Vojtěch, and F. Průša, Powder Metallurgy Al-6Cr-2Fe-1Ti Alloy Prepared by Melt Atomisation and Hot Ultra-high Pressure Compaction, Mater. Sci. Eng. A, 2013, 560, p 705–710
R.E. Franck and J.A. Hawk, Effect of Very High Temperatures on the Mechanical Properties of Al-Fe-V-Si Alloy, Scr. Mater., 1989, 23, p 113–118
R. Wurschum, U. Brossmann, and H.E. Schaefer, Diffusion in Nanocrystalline Materials, Nanostructure Materials, C. Koch, Ed., William Andrew Inc., Norwich, NY, 2007, p 267
F. Průša and D. Vojtěch, Mechanical Properties and Thermal Stability of Al-23Si-8Fe-1Cr and Al-23Si-8Fe-5Mn Alloys Prepared by Powder Metallurgy, Mater. Sci. Eng. A, 2013, 565, p 13–20
M.A. Meyers, A. Mishra, and D.J. Benson, Mechanical Properties of Nanocrystalline Materials, Prog. Mater. Sci., 2006, 51, p 427–556
M. Rahimian, N. Ehsani, N. Parvin, and H.R. Baharvandi, The Effect of Sintering Temperature and the Amount of Reinforcement on the Properties of Al-Al2O3 Composite, Mater. Des., 2009, 30, p 3333–3337
D. Vojtěch, A. Michalcová, J. Pilch, P. Šittner, J. Šerák, and P. Novák, Structural Characteristics and Thermal Stability of Al-5.7Cr-2.5Fe-1.3Ti Alloy Produced by Powder Metallurgy, J. Alloy. Cmpd., 2009, 475, p 151–156
H. Luo, L. Shaw, L.C. Zhang, and D. Miracle, On Tension/Compression Asymmetry of an Extruded Nanocrystalline Al-Fe-Cr-Ti Alloy, Mater. Sci. Eng. A, 2005, 409, p 249–256
M.N. Gibbins, System Integration and Demonstration of Advanced Reusable Structure for ALS, NASA, Hampton, Virginia, 1991
L. Bin, Y. Dan-qing, L. Wen-xian, Y. Zhi-ming, and Z. Lin, Thermal Stability of Multi-spray Deposition Heat Resistant Al-Fe-V-Si Alloy, Trans. Nonferrous Met. Soc. China, 2002, 12, p 273–276
D.Q. Tan, W.X. Li, Y.D. Xiao, L. Zhou, and W. Chen, Preparation of FVS1212/FVS0812 Materials and Its Mechanical Properties, J. Cent. South Univ. Technol., 2005, 12, p 503–506
H.G. Salem and A.A. Sadek, Fabrication of High Performance PM Nanocrystalline Bulk AA2124, J. Mater. Eng. Perform., 2010, 19, p 356–367
T.T. Sasaki, T. Ohkubo, and K. Hono, Microstructure and Mechanical Properties of Bulk Nanocrystalline Al-Fe Alloy Processed by Mechanical Alloying and Spark Plasma Sintering, Acta Mater., 2009, 57, p 3529–3538
L.L. Dobrzyńska, J. Dutkiewicz, W. Maziarz, and A. Góral, The Effect of Zirconium Addition on Microstructure and Properties of Ball Milled and Hot Compacted Powder of Al-12 wt% Zn-3 wt% Mg-1.5 wt% Cu Alloy, J. Alloy. Cmpd., 2011, 509S, p 5304–5308
J.R. Ryu, K.I. Moon, and K.S. Lee, Microstructure and Mechanical Properties of Nanocrystalline Al-Ti Alloys Consolidated by Plasma Activated Sintering, J. Alloy. Cmpd., 2000, 296, p 157–165
J. Zhang, B. Chen, and B. Zhang, Effect of Initial Microstructure on the Hot Compression Deformation Behavior of a 2219 Aluminum Alloy, Mater. Des., 2012, 34, p 15–21
M.R. Rokni, A.Z. Hanzaki, A.A. Roostaei, and A. Abolhasani, Constitutive Base Analysis of a 7075 Aluminum Alloy during Hot Compression Testing, Mater. Des., 2011, 32, p 4955–4960
J.C. Malas, S. Venugopal, and T. Seshacharyulu, Effect of Microstructural Complexity on the Hot Deformation Behavior of Aluminum Alloy 2024, Mater. Sci. Eng. A, 2004, 368, p 41–47
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ashrafi, H., Enayati, M.H. & Emadi, R. Mechanical Properties and Thermal Stability of Nanostructured Al/Al12(Fe,V)3Si Alloys Produced by Powder Metallurgy. J. of Materi Eng and Perform 23, 1780–1789 (2014). https://doi.org/10.1007/s11665-014-0920-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-0920-0