
Abstract
The self-lubricating composites of Ni3Al-Ti3SiC2-TiC-C (NMC) with varying Ti3SiC2 contents were fabricated by spark plasma sintering technique. Dry sliding pin-on-disc friction and wear tests of NMC against Si3N4 ceramic ball were undertaken at 25, 200, 400, 600, and 800 °C in air, respectively. The results showed that NMC with 15 wt.% Ti3SiC2 lubricant owned the excellent tribological properties over a wide temperature range from 25 to 800 °C, whose friction coefficients and wear rates were about 0.17-0.58 and 0.31-4.2 × 10−5 mm3/N/m, respectively. A possible explanation for these results was that the subsurface microstructure self-refinement and the special stratification morphology of the tribo-layer were beneficial to the reduction of friction coefficient. Meanwhile, the protective action of the tribo-layer for the frictional surface could also decrease the wear rate.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As the next generation high-temperature functional materials, Ni3Al intermetallic compounds have attracted much attention from the research communities in recent years due to their high melting temperature, high hardness, and good high-temperature mechanical properties, as well as excellent corrosion and oxidation resistance (Ref 1). At present, they have been gradually put into practical application such as gas turbine hardware, high-temperature dies and molds, cutting tools, and heat treatment fixtures (Ref 2). But there are still many limitations in the application as engineering materials because of the extreme brittleness and low ductility of polycrystalline Ni3Al at ambient temperature (Ref 3, 4). After years of research, the ductility and plasticity properties of Ni3Al have greatly been improved. However, the wear at high temperatures is a new serious problem for Ni3Al intermetallic compounds in a large number of industrial applications. In order to improve the performance of the materials used in these cases, many attempts have been made to develop the composites and coatings with satisfactory self-lubricating properties. Moreover, many scholars have carried out a lot of research work to improve the tribological properties of Ni3Al matrix self-lubricating composites. Zhang et al. (Ref 5) studied the high-temperature dry sliding tribological properties of Ni3Al-hBN-Ag intermetallic matrix composite coating in air and found that the coating possessed self-lubricating properties from room temperature (RT) to 800 °C due to a synergetic lubricating action of Ag and hBN. Yu et al. (Ref 6) successfully in situ synthesized the Ni3Al intermetallic compound phase coating by laser cladding with preplaced Ni- and Al-mixed powders. They investigated the effects of laser cladding parameters on the microstructure and tribological properties of the Ni3Al coating. The results showed that the Ni3Al coating had low-friction coefficient (0.35) and wear rate (7 × 10−5 mm3/N/m). Gong et al. (Ref 7) investigated the wear behavior of an iron-alloyed Ni3Al with composition of Ni-18.8Al-10.7Fe-0.5Mn-0.5Ti-0.2B in atomic percentage and its composites reinforced by 6 vol.% Cr3C2 particles. The friction and wear test results showed that the single-phase Ni3Al-based alloy when compared with the two-phase structure exhibited the higher wear resistance.
Because the sliding contact of nickel aluminum-based intermetallic materials at elevated temperatures occurs in many potential applications including high-temperature dies and molds, furnace fixtures, cutting tools, pistons and valves, and various components within gas turbines (Ref 8, 9), it is important to study their tribological behavior under sliding conditions at high temperatures (Ref 10). Until now, only several studies have been done on the tribological behavior of Ni3Al intermetallic matrix composites at high temperatures (Ref 11-14).
The role of solid self-lubricating material as a direct result of frictional contact remains a topic of some debate, largely because the microstructure of such material is not fully understood after friction and wear processes, but is known to vary to the synergy performance between lubrication phase and matrix. The excellent synergistic performance of the lubrication phase and matrix is believed to be a controlling factor in the observed friction coefficient and wear rate (Ref 15).
However, few exploratory studies on the microstructures after friction and wear processes have increased our understanding of the fundamental wear mechanisms involved to some extent. Recently, the high-temperature self-lubricating composites of Ni3Al-Ti3SiC2-TiC-C (NMC) with high hardness and good self-lubricating performance have been developed in our laboratory. As for the lubrication phase, we use the high purity Ti3SiC2 synthesized in our laboratory (Ref 16). In the previous studies, the self-lubricating behavior of Ti3SiC2 has been attended by many scholars (Ref 17-21). NMC, which are composed of Ni3Al matrix and Ti3SiC2 lubricant, exhibit the low-friction coefficients and wear rates over a wide temperature range from 25 to 800 °C. In NMC, on the one hand, Ti3SiC2 can act as solid lubricant to promote the tribological performance at high temperatures. On the other hand, the in situ synthesized TiC acts as the reinforcement to improve the strength and wear resistance of NMC.
The objective of this paper is to design and fabricate NMC with excellent tribological properties over a wide temperature range from RT to 800 °C, as well as to explore the microstructures of NMC after friction and wear processes. Moreover, the effect of Ti3SiC2 content on tribological properties of NMC from RT to 800 °C is investigated.
Experimental
NMC with different Ti3SiC2 contents were fabricated by powder metallurgy technique using spark plasma sintering (SPS). The composite powders of Ni3Al matrix consisted of Ni, Al, Cr, Mo, Zr, and B by atomic ratio of 4.5Ni:1Al:0.333Cr:0.243Mo:0.0047Zr:0.0015B. The weight fractions of Ti3SiC2 in NMC were fixed at 0, 5, 10, 15, and 20 wt.%, respectively. NMC without Ti3SiC2 was denoted as TSC0. While TSC5, TSC10, TSC15, and TSC20 represented NMC with 5, 10, 15, and 20 wt.% Ti3SiC2, respectively. Before SPS process, the raw powders were mixed by high energy ball-milling for 10 h with the milling speed of 200 rpm in vacuum. Balls and vials were made of hard alloy, and the charge ratio (ball to powder mass ratio) employed was 10:1. After being mixed and dried, the mixtures were sintered by SPS using a D.R.Sinter® SPS3.20 (Sumitomo Coal & Mining, now SPS Syntex Inc.) apparatus at 1150 °C under a pressure of 40 MPa for 5 min in pure Ar atmosphere protection. The heating rate was 100 °C/min. The cylindrical graphite molds with an inner diameter of 20 mm were used. The as-prepared specimen surfaces were ground to remove the layer on the surface and polished mechanically with emery papers down to 1200 grit, and then with 0.5 μm wet polishing diamond pastes.
Before tribological tests, the Vicker’s hardness of each as-received specimen was measured, according to the ASTM: E384-11e1 (Ref 22), using a HVS-1000 Vicker’s hardness instrument with a load of 1 kg and a dwell time of 8 s. Ten tests were conducted and the mean value was given. The densities of as-prepared specimens were determined by Archimedes’ principle according to the ASTM: B962-13 (Ref 23).
The dry sliding friction and wear tests were conducted on a HT-1000 pin-on-disc high-temperature tribometer (made in Zhong Ke Kai Hua Corporation, China) according to the ASTM: G99-05 (Ref 24). The disc was made of NMC with a size of 20 mm in diameter and 5 mm in height, and the counterpart ball was the commercial Si3N4 ceramic ball with a diameter of 6 mm (HV 15 GPa, Ra 0.02 μm). The selected test temperatures were 25, 200, 400, 600, and 800 °C, respectively. The sliding speed and applied load were 0.20 m/s and 10 N, respectively. The friction radius was 2 mm. The testing time was 20 min. The friction coefficient was automatically measured and recorded in real time by the computer system of the friction tester. The wear results obtained during this work had been presented in terms of specific wear rate which was calculated as follows (Ref 7):
where V is the volume worn away in mm3, P is the normal load in N, and L is the sliding distance in mm. All the tribological tests were carried out at least three times to make sure the reproducibility of the experimental results on the same condition, and the average results were reported.
The surfaces of the as-prepared specimens were examined by x-ray diffraction (XRD) analysis with Cu Kα radiation at 30 kV and 40 mA at a scanning speed of 0.01°/s for the identification of the phase constitution. The morphologies and compositions of worn surfaces of NMC with various weight percentages of Ti3SiC2 were examined using electron probe microanalysis (EPMA, JAX-8230) and energy dispersive spectroscopy (EDS, GENESIS 7000). The morphologies and compositions of wear debris of NMC collected at different temperatures were analyzed by field emission scanning electron microscope (FESEM, FEI-SIRION) and energy dispersive spectroscopy (EDS, JAX-8230).
Results and Discussion
Vicker’s Hardness and Density
Figure 1 showed the variations of Vicker’s hardness, measured density and relative density of NMC containing different amounts of Ti3SiC2. As shown in Fig. 1(a), it could be found that the Vicker’s hardness first increased with the addition of Ti3SiC2, and then decreased when Ti3SiC2 content was higher than 15 wt.%. While the relative densities of all as-prepared samples with the addition of Ti3SiC2 were higher than 96% (see Fig. 1b). It was obvious that the addition of Ti3SiC2 lubricant could improve the hardness of NMC. The higher Vicker’s hardness and relative density of the Ni3Al matrix self-lubricating composite would lead to better tribological properties. The Vicker’s hardness of TSC15 was the highest one (11.4 GPa) among all NMC. Moreover, the measured density and relative density of TSC15 were about 8.0 g/cm3 and 97.8% (see Fig. 1b). The addition of Ti3SiC2 could improve the strength and the relative density of NMC. Moreover, the addition of Ti3SiC2 further improved the hardness, leading to the improvement of the friction and wear properties.

Variations of Vicker’s hardness (a), measured density and relative density (b) of NMC with Ti3SiC2 content
XRD Analysis
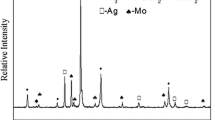
For determining the phase constitution of the as-prepared specimens, XRD analysis was performed. Figure 2 showed the XRD patterns of NMC with various weight percentages of Ti3SiC2 lubricant. As shown in Fig. 2(a), the main phase of TSC0 was Ni3Al, and the (002) crystal face of C also appeared, indicating that carburization role had occurred during the SPS process. When the addition content of Ti3SiC2 lubricant was 5 wt.%, the main phases of TSC5 were the Ni3Al and TiC, and the other phases were Ti3SiC2 and C. While the addition content of Ti3SiC2 lubricant was 10 wt.%, as shown in Fig. 2(c), the peak intensity of Ti3SiC2 (110) of TSC10 greatly increased. Moreover, the peak intensities of (111) and (200) of TiC phase also increased. The peak intensity of C (002) decreased. Meanwhile, the peaks of Ni3Al (200) also decreased. With 15 wt.% Ti3SiC2 lubricant, the peak of Ti3SiC2 (105) appeared (see Fig. 2d) in TSC15. But the peak intensities of (111) and (200) of Ni3Al in TSC15 decreased, when compared to those of TSC10. When the addition content of Ti3SiC2 lubricant was 20 wt.%, the peak intensity of Ti3SiC2 (110) and TiC phases greatly increased, and the peak intensity of Ni3Al phase further decreased. It showed that the TSC5, TSC10, TSC15, and TSC20 were composed of the matrix (Ni3Al alloy), enhanced phase (TiC), and dual-phase solid lubricants (Ti3SiC2 + C). TiC-enhanced phase could improve the wear resistance of NMC, and dual-phase solid lubricants might improve the friction properties of NMC.

XRD patterns of NMC with varying weight fractions of Ti3SiC2 lubricant: 0 wt.% (a), 5 wt.% (b), 10 wt.% (c), 15 wt.% (d), and 20 wt.% (e)
Friction and Wear Properties
The variation of friction coefficients of NMC with various Ti3SiC2 content at different temperatures is given in Fig. 3(a). It could be found that the friction coefficients of NMC gradually decreased to low value at temperatures from RT to 600 °C, and then increased slightly at 800 °C. The friction coefficients of NMC were in the range of 0.17-0.37 at 600 °C. However, the friction coefficients of NMC were in the range of 0.30-0.42 at 800 °C. TSC15 showed the lowest friction coefficient, when compared to TSC5, TSC10, and TSC20. TSC15 provided the relatively low values of friction coefficients, which were about 0.17 and 0.30 at 600 and 800 °C, respectively. Moreover, the friction coefficients of TSC20 were about 0.29 and 0.35 at 600 and 800 °C, respectively. However, the friction coefficients of TSC5 with the low Ti3SiC2 content were higher, which were about 0.36 and 0.35 at 600 and 800 °C, respectively. In general, a downward trend of friction coefficient over a temperature range from RT to 800 °C with the increase in content of Ti3SiC2 lubricant was observed, suggesting that Ti3SiC2 lubricant was conducive to the reduction of friction coefficient of NMC.

Variations of friction coefficients (a) and wear rates (b) of NMC with different Ti3SiC2 content at different temperatures
Figure 3(b) showed the variation of wear rates of NMC containing different Ti3SiC2 content at different temperatures. It could be seen that the wear rates of NMC decreased with the increase in test temperature (RT to 400 °C), and remained the stable values at 600 and 800 °C. The wear rate of TSC5 at 600 °C was 8.6 × 10−6 mm3/N/m. TSC15 when compared with TSC5 owned a lower wear rate of 3.1 × 10−6 mm3/N/m at 600 °C. The wear rates of NMC first decreased with the addition of Ti3SiC2 lubricant, and then slightly increased when the content of Ti3SiC2 lubricant was higher than 15 wt.%. Gong et al. (Ref 25) investigated the friction coefficients and specific wear rates of Ni3Al-based alloy with composition of Ni-18.8Al-10.7Fe-0.5Mn-0.5Ti-0.2B (at.%), as well as its composites reinforced by 6 vol.% Cr3C2- and 6 vol.% MnS-particles, respectively, under unlubricated condition. According to the ideas of Gong et al. (Ref 25), the anomalous behavior of the Ni3Al-based materials on wear rates under different applied loads probably meant that the wear mechanisms of intermetallic and metallic materials were different, which might be related to their varied deformation procedure of sliding wear. In this research, the anomalous behavior of NMC on wear rates could be caused by the different hardness and/or wear mechanisms. TSC10, TSC15, and TSC20 all had the low wear rates from 400 to 800 °C. Taking into account the friction coefficient and wear rate, TSC15 exhibited the better tribological performance. The lower wear rates of TSC15 could be attributed to the good combination of matrix (Ni3Al alloy), enhanced phase (TiC), and dual-phase solid lubricants (Ti3SiC2 + C). Moreover, the higher Vicker’s hardness (11.4 GPa) and relative density (97.8%) also could improve the tribological properties of TSC15.
From the above tribological results, it could be found that TSC15 showed the low-friction coefficients of 0.17-0.59 and wear rates of 0.31-4.2 × 10−5 mm3/N/m over a wide temperature range from RT to 800 °C. Especially at 600 °C, TSC15 had the excellent tribological performance among NMC, whose friction coefficient and wear rate were 0.17 and 3.1 × 10−6 mm3/N/m, respectively.
Effect of Ti3SiC2 Addition on the Tribological Performances
Figure 4 showed the typical electron probe morphologies of worn surfaces of TSC20 at RT and 200 °C. At RT, as shown in Fig. 4, many fractured grains were removed and the crushed debris were compacted as the flakes that tightly adhered to the worn surface. It indicated that adhesive wear could be the dominant wear mechanism. Yang et al. (Ref 26) investigated the non-lubricated, ball-on-flat sliding friction, and wear properties of in situ (TiB2 + TiC)/Ti3SiC2 composites against bearing steel. They reported that the severe material removal occurred on the worn surface and the high wear rates were observed. In this study, the severe material removal resulting from adhesive wear could be found on the worn surfaces of TSC20. As shown in Fig. 3(b), the relatively high wear rate of 4.6 × 10−5 mm3/N/m of TSC20 at RT was observed. In addition, the mild scratches and delaminated layers were found on the worn surface at RT (see Fig. 4a), suggesting that the wear mechanisms also included delamination and microplowing. At 200 °C, the tribo-layer had been formed on the worn surface. Meanwhile, the plastic deformation and slight scratches also appeared on the worn track. In addition, the delamination of the tribo-layer happened, indicating that the main wear mechanism was the delamination of the tribo-layer at 200 °C. EDS analysis results of worn surface of TSC20 obtained at 200 °C showed that the composition of the tribo-layer in the area A was Ni23.5-Al3.3-Ti25.1-Si3.3-O11.2-C3.2 (in wt.%), while the composition of the area B was Ni73.1-Al9.8-Ti4.2-Si1.6-O2.1-C2.1 (in wt.%). This illustrated that area B was Ni-Al-rich region, whereas area A was the region of Ti-Ni-oxides. Zhu et al. (Ref 14) investigated the effect of Cr content on tribological properties of high-temperature self-lubricating composites Ni3Al-BaF2-CaF2-Ag-Cr over a wide temperature range starting from RT to 1000 °C. They pointed out that the smooth tribo-layer consisting of chromates as high-temperature solid lubricants provided an excellent self-lubricating property and a favorable anti-wear performance. At 200 °C, the thicker glaze was formed on the worn surface of TSC20. Consequently, the friction coefficient of TSC20 decreased little from 0.57 at RT to 0.56 at 200 °C, while the wear rate of TSC20 decreased from 4.6 × 10−5 mm3/N/m at RT to 0.31 × 10−5 mm3/N/m at 200 °C. It indicated that the thicker glaze began to play a role in friction-reduction and anti-wear properties. Stott et al. (Ref 27, 28) have investigated the interaction between sliding wear and oxidation in superalloys. The results showed that the glazes could temporarily protect the surfaces from further contact damage. If they happened to wear off, new glazes could be formed to take their place. This progression of formation, loss, and reformation could result in short-term friction or wear transients.

Electron probe morphologies of worn surfaces of TSC20 against Si3N4 ceramic ball at RT (a) and 200 °C (b)
Figure 5 showed the worn surfaces of NMC with different Ti3SiC2 contents at 400 °C. As temperature increased to 400 °C, the parallel grooves and ridges on the worn surface of TSC0 are found as shown in Fig. 5(a). The main wear mechanisms should be micro-cutting and abrasive wear. As shown in Fig. 1, the Vicker’s hardness of TSC0 was about 4.7 GPa, which was much lower than the hardness of the Si3N4 ball (about 15 GPa). It meant that the abrasive wear was the dominant wear mechanism. Buckley and Miyoshi (Ref 29) and Bowden and Tabor (Ref 30) pointed out that abrasive wear always occurred when two surfaces, one was considerably harder than the other, were brought into contact. As shown in Fig. 5(b), the relatively fine and shallow grooves parallel to the sliding direction appeared on the worn surface of TSC5. The main wear mechanism could be microplowing. However, as shown in Fig. 5(c), there were a few unidirectional and discontinuous grooves, as well as adhesive wear debris existing on the worn surface of TSC10. The corresponding wear mechanisms perhaps included microplowing, plastic deformation, and adhesive wear. The composition of the brighter A area (see Fig. 5b) on the worn surface of TSC0 was Ni83.5-Al8.1-O2.1-Si1.1-Ti1.5-Cr3.1-Mo0.4 (in wt.%), while the composition of the darker B area was Ni46.8-Al5.3-C1.6-O9.2-Si1.3-Ti25.7-Cr6.4-Mo3.3 (in wt.%). EDS analysis results showed that the area of the tribo-layer containing Ti-Ni-oxides was much larger on the whole worn surface. It was important to improve the tribological performance of NMC. Stott (Ref 31) reviewed some of the models developed to account for the generation of oxide during sliding and the effects of such oxides on the rates of wear. He claimed that the wear-protective layers consisted mainly of loosely compacted particles at low temperatures. The oxidation layer occurred on worn surface decreased the wear rate. Furthermore, it could be observed that the worn surfaces turned smoother with the increase in Ti3SiC2 content as shown in Fig. 5. Consequently, the lower friction coefficients and wear rates are obtained as shown in Fig. 3.

Electron probe morphologies of worn surfaces of NMC with different Ti3SiC2 content against Si3N4 ceramic ball at 400 °C: TSC0 (a), TSC5 (b), and TSC10 (c)
Figure 6 showed the typical curves of friction coefficients of NMC with sliding time at 600 °C. As shown in Fig. 6(a), the strong fluctuation behavior of friction coefficient was found for TSC10, whereas TSC5 exhibited a relatively steady friction coefficient of about 0.38. Additionally, as shown in Fig. 6(b), the friction coefficients of TSC20 and TSC15 decreased to 0.28 and 0.17, respectively. The different friction behavior could be closely related to the morphologies of worn surfaces.

Typical curves of the evolution of friction coefficients of NMC with sliding time at 600 °C
The worn surfaces of NMC with different Ti3SiC2 content at 600 °C are given in Fig. 7. As shown in Fig. 7(a), there were a lot of fine furrows and scratches existing on the worn surface of TSC5. It was difficult to distinguish the existence of the tribo-layers called “glazes” (Ref 32). The wear track morphologies undoubtedly suggested that abrasive wear dominated the wear process of TSC5 at 600 °C. This was expected since the Si3N4 ball when compared with TSC5 had a considerably higher hardness. At the onset of a wear process and under the applied contact pressure, the hard protrusions on the Si3N4 ball surface penetrated into the softer surface of TSC5 and removed the materials by such mechanisms such as micro-cutting and plowing commonly encountered in abrasive wear. The main wear mechanisms should be micro-cutting and abrasive wear. As shown in Fig. 7(b), the plastic flow traces and some grooves appeared on the surface friction layer of TSC10, which were consistent with the sliding direction. It showed that the thin glaze was well formed on the worn surface of TSC10. Under an applied contact force of 10 N at 600 °C, a contact stress, which could be above the yield strength of the TSC10, was produced in the contact surface and thus caused plastic deformation of TSC10 in the wear track. This was demonstrated by the material pile-ups along the edge of a wear track. Appel et al. (Ref 33) reported that plastic deformation of bulk titanium aluminide could produce work hardening and increase strength of the material. Likewise, plastic deformation in contact area in this study could also result in local work hardening at the wear scar. The original unworn surface of TSC10 had a hardness of 7.3 GPa; whilst work hardening resulting from plastic deformation increased the hardness in the track to an average of 10.7 GPa. Li et al. (Ref 34) have observed the localized work hardening phenomenon in the wear track of titanium aluminide intermetallics. They pointed out that the high hardness in the wear track was affected by counterface materials, while work hardening was only related to the true contact stress level at localized areas. In addition, as shown in Fig. 7(b), there also were a lot of fine furrows and scratches existing on the glaze. Moreover, the minor delamination of the glaze happened. The main wear mechanisms of TSC10 were the plastic deformation, abrasive wear, and delamination of the glaze. The formation of thin glaze on the worn surface of TSC10 led to the lower wear rate of 3.9 × 10−6 mm3/N/m and friction coefficient of 0.37. However, it was clear that original unworn surface of TSC15 showed the highest hardness of 11.4 GPa among NMC. High hardness could lead to the decrease in wear rates. Consequently, TSC15 had the lowest wear rate of 3.1 × 10−6 mm3/N/m at 600 °C among NMC (see Fig. 3b). As shown in Fig. 7(c), the glaze not only was formed on the worn surface of TSC15, but also became thicker, when compared to that of TSC10. Moreover, some light furrows and scratches appeared on the glaze. The main wear mechanisms could be abrasive wear and delamination of the tribo-layer. More complete lubricating film was formed on the worn surface of TSC15. The lubricating film reduced the counter pair contact and provided the low strength junctions as the interface, decreasing the energy required to shear these junctions which in turn reduced the friction coefficient (Ref 35). Hence, the friction coefficient of TSC15 was the lowest one of 0.17 at 600 °C among all NMC (see Fig. 3b). TSC15 had the best friction and wear performance at 600 °C among all NMC. The worn surface of TSC20 obtained at 600 °C is shown in Fig. 7(d). As shown in Fig. 7(d), the more complete tribo-layer was also formed on the worn surface of TSC20. The furrows and scratches on the glaze were hardly found. Moreover, both pit and mound produced by micro-area adhering transfer appeared on the worn surface. The main wear mechanism should be adhesive wear. Sun et al. (Ref 36) investigated the dry sliding friction and wear behaviors of Ti2AlN/TiAl composite at RT. They pointed out that the resistance of adhering transfer was great. Hence, the friction coefficient and wear rate of TSC20 were about 0.28 and 4.1 × 10−6 mm3/N/m at 600 °C, which were little higher than that of TSC15, respectively. EDS analysis results showed that the composition of worn surface of TSC15 at 600 °C was Ni49.2-Al4.3-C2.8-Si1.1-Ti20.8-Cr3.2-Mo14.5-O4.2 (in wt.%). It illustrated that the elements of Ti, Si, and C were rich on the sliding surface. The smooth tribo-layer consisting of Ti3SiC2 as high-temperature solid lubricant provided an excellent self-lubricating property and a favorable anti-wear performance (Ref 12, 18).

Electron probe morphologies of worn surfaces of NMC with different Ti3SiC2 content at 600 °C: TSC5 (a), TSC10 (b), TSC15 (c), and TSC20 (d)
Worn surfaces of TSC15 and TSC20 at 800 °C are shown in Fig. 8. At 800 °C, no considerable glaze alike TSC15 at 600 °C appeared, and wear scars like scratches and smearing were seen on the worn surface of TSC15. Moreover, the grooves and white oxides on the worn surface of TSC15 suggested that the main wear mechanisms should be plastic deformation and oxidation. EDS analysis showed that the composition of the worn surface of TSC15 was Ni19.4-Al6.2-O24.2-Si3.3-Ti29.9-Cr3.9-Mo13.3-O4.2 (in wt.%). The O content was high, which could be attributed to the formation of a passive oxide layer during sliding at 800 °C. Some of the previous studies (Ref 37, 38), which were done using special equipment particularly for detecting oxide type structures such as auger electron microscope, high-resolution electron microscope with EDS, and x-ray attachment, reported that Al2O3 was the most possible oxide type observed on the deformed surface of Ni3Al at elevated temperatures. Additionally, the types, hardness, and portions of oxide layers showed differences according to applied parameters such as temperature, loading, and speed (Ref 17). According to the EDS analysis, the oxide layer could contain the Ti-Si-Al-oxides. The formation of loose oxidative layer accelerated wear and further degraded friction coefficient. The rougher worn surface was consistent with high wear rate of oxidation wear. It took 80 min to heat the specimen from RT to 800 °C and 20 min to finish the sliding test. This could result in the formation of a thin oxide film on the surface of TSC15 before the test. The oxide layer was easily fallen off during the sliding friction and wear test. Consequently, the friction coefficient and wear rate of TSC15 increased to 0.30 and 7.2 × 10−6 mm3/N/m at 800 °C. The oxidation phenomenon of worn surface of TSC20 became more serious, as shown in Fig. 8(b). There were more white oxides existing on the worn surface of TSC20 obtained at 800 °C. The worn surface of TSC20 at 800 °C was rougher than that of TSC15. The wear resistance could be improved, and then the friction coefficient of TSC20 was about 0.35, which was little higher than 0.31 of TSC15.

Electron probe morphologies of worn surfaces of TSC15 (a) and TSC20 (b) at 800 °C
In order to further understand the wear and lubrication mechanisms of NMC with different Ti3SiC2 content, the corresponding wear debris were also observed and analyzed. Figure 9 showed the FESEM morphologies of wear debris obtained from TSC10 against Si3N4 ceramic ball pair at 400 °C (a) and 800 °C (b). A small amount of the wear debris of TSC10 at 600 °C was collected. At 400 °C, most of wear debris was fine equiaxed and a little of debris was lamellar. The fine equiaxed debris could be formed by the micro-cutting and abrasive wear processes. At 800 °C, the wear debris thickened with the increase in test temperature. Wear debris was composed of lamellar and fine equiaxed particles. It indicated that the glaze was formed on the worn surface of TSC10 at 800 °C. Consequently, the friction resistance could be decreased. The size of the lamellar chips was larger. It could cause the higher wear rate. This was well supported by the results of wear rate and friction coefficient as discussed before. Figure 10 showed the FESEM morphologies of wear debris obtained from TSC0 (a) and TSC15 (b) at 800 °C against Si3N4 ceramic ball pair. As shown in Fig. 10(b), most of the wear debris obtained from TSC15 was lamella shaped. It indicated that the wear debris was mainly a product of the glaze rather than having been directly generated from TSC15. However, the morphology of wear debris obtained from TSC0 indicated that it could be mainly a product of having been directly generated from TSC0. As shown in Fig. 10(c, d), the higher content of C could be caused by the preparation process of the samples. As shown in Fig. 10(c), the chemical constituent of the debris should be composed of oxide layer covering the friction surface of TSC0 during the sliding process. As shown in Fig. 10(d), the content of O element was also very higher. The tribo-layer mainly composed of oxides was well formed on the worn surface of TSC15 at 800 °C. Hence, it was recognized that the frictional oxide film actually has not only a significant antifriction effect, but also a protective action for the friction surfaces (Ref 39). Owing to the bulk temperature of the specimens caused by frictional heating and by plastic deformation, oxidation reactions would take place at the contact surface as follows (Ref 27):

FESEM morphologies of wear debris obtained from TSC10 at 400 °C (a) and 800 °C (b)

FESEM morphologies and EDS analysis of wear debris obtained from TSC0 (a, c) and TSC15 (b, d) at 800 °C
It was confirmed by the EDS analysis (see Fig. 10d). Yang et al. (Ref 26) pointed out that these oxides could impede the adhesion behavior between the sample and the ball, and lubricate the counterpair to weaken the scratching effect. Consequently, a self-lubricating effect would be generated, and the wear losses of NMC during wear tests would also be reduced. The formation of the oxide debris and its self-lubricating effect were related to many factors such as environmental temperature, Ti3SiC2 content, sliding velocity, and test time. Within a certain range, the increase in environmental temperature, Ti3SiC2 content, sliding velocity, and test time would increase the amount of the oxide debris and enhance the self-lubricating effect. Consequently, NMC showed the overall decreasing trend in friction coefficient and wear rate with the increasing of Ti3SiC2 content.
Cross-Section Analysis of the Worn Surface of TSC15
The central result of this work was the excellent tribological performances of TSC15 and to systematically find the wear and lubrication mechanisms which could explain the antifriction and anti-wear behaviors during the frictional process. In order to clarify the microstructure and the formation mechanism of the tribo-layer, the subsurface analysis of TSC15 (see Fig. 11a) was carried out on the worn surface by cross-sectioning it perpendicular to the sliding direction. It was worth mentioning that the special stratification morphology was easily identified, and the subsurface microstructure of worn surface of TSC15 was composed of three distinct layers. The layers observed consisted of a ultrafine-grained region directly above the substrate (layer 1), a slight plastic deformation and adhesion region (layer 2), as well as a glaze-like region directly at the worn surface (layer 3). An inspection of the layer 1 below the contact surface revealed a remarkable microstructural refinement process that was induced by the sliding and specifically beneficial to the formation of a deformation microstructure consisting of ultrafine Ti3SiC2 and Ni3Al grains. Prasada Rao et al. (Ref 40) found that the grain refinement improved the load-bearing capacity of the alloy. Prasad et al. (Ref 41) found that the formation of the ultrafine structure underneath the worn surface resulted in the observed transition from a high- to a low-friction regime. Hence, the ultrafine-grained region had beneficial effects on the low wear and friction properties of TSC15. Part of the ultrafine grains were very close to the counterfaces due to the circular sliding of the Si3N4 ceramic ball on the same wear track of TSC15. The deformation and adhesion of ultrafine Ti3SiC2 grains accumulated above the ultrafine-grained region to form the so-called rich-lubrication phase layer (layer 2), leading to the formation of the slight plastic deformation and adhesion region at 600 °C. It could be illustrated by the x-ray maps in Fig. 11(b-d). According to the x-ray maps, the Ti, Si, and C phases exhibited various degrees of layer enrichment in the cross-section of TSC15 at 600 °C, indicating the presence of the rich-lubrication phase layer. Above the layer 2, the layer 3 revealed the existence of a glaze-like region. From the analysis of worn surface (see Fig. 7c), it could be concluded that a glaze-like region could be the lubricating film and prevent TSC15 from being further damaged. Figure 11(e) is the BEI image of the same position. As shown in Fig. 11(e), in sharp contrast to the substrate, ultrafine grains were observed in the tribo-layer of TSC15. Meanwhile, the good interfacial bonding between the tribo-layer and the substrate could still be recognized, which was necessary for excellent wear resistance. On the basis of the aforementioned analysis, the special microstructure of the tribo-layer consisted of the ultrafine-grained region, the plastic deformation and adhesion region (the so-called rich-lubrication phase layer), as well as the glaze-like region (the lubricating film or the passivation film). Once the special microstructure of the tribo-layer was established during the sliding process, it was conceivable that the refined subsurface would help to sustain the passivation film, and these newly generated passivation film appeared to be effective in reducing the friction coefficients and wear rates.

SEI morphology (a), elemental distribution (b-d), and BEI morphology (e) of cross-section of worn surface of TSC15 obtained at 600 °C
The formation of the tribo-film was a dynamic ongoing process. Figure 12 showed the schematic illustration of the formation of the tribo-film. Originally, as shown in Fig. 12(a), the relatively large Ti3SiC2 lubricant was distributed in the substrate. During the frictional process, the stress state increased to the plastic shear limit where there was cumulative plastic strain with continuous loading. Under this condition, it was the combination of Ti3SiC2 refinement and self-organization wear debris containing brittle particles of Si3N4 ball and friable particles of TSC15, leading to the formation of a ultrafine-grained region (see Fig. 12b). Hence, this process not only provided easy shearing, but also prevented stress concentration, resulting in the low-friction coefficient. Meanwhile, the lubricating film (the passivation film) was gradually formed on the worn surface (see Fig. 12b). Moreover, part of the refined particles were very close to the counterfaces, and the lubricating phase grains were gradually compacted to the relatively continuous region above the ultrafine-grained region, resulting in the formation of the so-called rich-lubrication phase layer (see Fig. 12c). It was conceivable that the compacted rich-lubrication phase layer would help to sustain the passivation film, and these newly generated passivation film appeared to be more continuously formed, which could be beneficial to the low-friction coefficients and wear rates.

The schematic illustration of the formation of the tribo-film: (a) unworn surface, (b) worn surface with discontinuous tribo-film, and (c) worn surface with continuous tribo-film (not drawn to scale)
Conclusions
NMC with varying Ti3SiC2 contents were prepared by SPS at 1150 °C for 5 min under 40 MPa in pure Ar atmosphere protection. At low temperatures (below 200 °C), the friction coefficients of NMC varied from 0.53 to 0.69. Moreover, NMC with high Ti3SiC2 contents had the lower friction coefficients at higher temperatures, when compared to NMC with low Ti3SiC2 contents.
The wear rates of NMC were in the range of 0.36-4.26 × 10−5 mm3/N/m below 400 °C. In addition, the influence of Ti3SiC2 content on the wear rates of NMC was obvious above 400 °C. At 600 and 800 °C, the wear rates of TSC15 were 0.31 and 0.72 × 10−5 mm3/N/m, which were much lower than 1.1 and 1.2 × 10−5 mm3/N/m of TSC0, respectively. At 600 °C, the smooth glaze mainly consisting of Ti3SiC2 and oxides markedly improved the friction and wear properties of TSC15.
TSC15 exhibited the low-friction coefficients of 0.17-0.58 and wear rates of 0.31-4.2 × 10−5 mm3/N/m. Especially at 600 °C, the main wear mechanisms were abrasive wear and delamination of the tribo-layer. The special tribo-layer microstructure was formed on the worn surface of TSC15. TSC15 showed the excellent tribological performance (friction coefficient of 0.17, wear rate of 3.1 × 10−5 mm3/N/m) through the subsurface microstructure self-refinement and formation of special stratification morphology of worn surface. The antifriction tribo-layer was beneficial to the reduction of friction coefficient. Meanwhile, the protective action of the tribo-layer for the frictional surface could also decrease the wear rate.
References
L. Lu, M.O. Lai, and S. Zhang, Evolution and Characterization of a Ni3Al Intermetallic Compound During Mechanical Alloying, Mater. Des., 1994, 15(2), p 79–86
C.T. Liu, J.H. Zhu, M.P. Brady, C.G. McKamey, and L.M. Pike, Physical Metallurgy and Mechanical Properties of Transition-Metal Laves Phase Alloys, Intermetallics, 2000, 8(9–11), p 1119–1129
E.P. George, C.T. Liu, H. Lin, and D.P. Pope, Environmental Embrittlement and Other Causes of Brittle Grain Boundary Fracture in Ni3Al, Mater. Sci. Eng. A, 1995, 192–193(1), p 277–288
C.T. Liu, C.L. White, and J.A. Horton, Effect of Boron on Grain-Boundaries in Ni3Al, Acta Metal., 1985, 33(2), p 213–229
S.T. Zhang, J.S. Zhou, B.G. Guo, H.D. Zhou, Y.P. Pu, and J.M. Chen, Preparation and Characterization of Reactively Sintered Ni3Al-hBN-Ag Composite Coating on Ni-Based Superalloy, J. Alloys Compd., 2009, 473(1–2), p 462–466
Y.J. Yu, J.S. Zhou, J.M. Chen, H.D. Zhou, G. Chun, and B.G. Gu, Preparation, Microstructure and Tribological Properties of Ni3Al Intermetallic Compound Coating by Laser Cladding, Intermetallics, 2010, 18(5), p 871–876
K. Gong, H.L. Luo, F. Di, and C.H. Li, Wear of Ni3Al-Based Materials and Its Chromium-Carbide Reinforced Composites, Wear, 2008, 265(11–12), p 1751–1755
V.K. Sikka, S.C. Deevi, S. Viswanathan, R.W. Swindeman, and M.L. Santella, Advances in Processing of Ni3Al-Based Intermetallics and Applications, Intermetallics, 2000, 8(9–11), p 1329–1337
J.H. Jin and D.J. Stephenson, The Sliding Wear Behaviour of Reactively Hot Pressed Nickel Aluminides, Wear, 1998, 17(2), p 2200–2207
S.Y. Zhu, Q.L. Bi, M.Y. Niu, J. Yang, and W.M. Liu, Tribological Behavior of NiAl Matrix Composites with Addition of Oxides at High Temperatures, Wear, 2012, 274–275(27), p 423–434
S.Y. Zhu, Q.L. Bi, J. Yang, W.M. Liu, and Q.J. Xue, Effect of Particle Size on Tribological Behavior of Ni3Al Matrix High Temperature Self-Lubricating Composites, Tribol. Int., 2011, 44(12), p 1800–1809
Y. Solmaz and M.H. Kelestemur, Wear Behavior of Boron-Doped Ni3Al Material at Elevated Temperature, Wear, 2004, 257(9–10), p 1015–1021
S.Y. Zhu, Q.L. Bi, J. Yang, and W.M. Liu, Ni3Al Matrix Composite with Lubricious Tungstate at High Temperatures, Tribol. Lett., 2012, 45(2), p 251–255
S.Y. Zhu, Q.L. Bi, J. Yang, and W.M. Liu, Influence of Cr Content on Tribological Properties of Ni3Al Matrix High Temperature Self-Lubricating Composites, Tribol. Int., 2011, 44(10), p 1182–1187
Z. Zhou, W.M. Rainforth, Q. Luo, P.E. Hovsepian, J.J. Ojeda, and M.E. Romero-Gonzalez, Wear and Friction of TiAlN/VN Coatings Against Al2O3 in Air at Room and Elevated Temperatures, Acta Mater., 2010, 58(8), p 2912–2925
M.C. Peng, X.L. Shi, Z.W. Zhu, M. Wang, and Q.X. Zhang, Facile Synthesis of Ti3SiC2 Powder by High Energy Ball-Milling and Vacuum Pressureless Heat-Treating Process from Ti-TiC-SiC-Al Powder Mixtures, Ceram. Int., 2012, 38(3), p 2027–2033
T.P. Blau and M.W. Barsoum, Effect of Grain Size on Friction and Wear Behavior of Ti3SiC2, Wear, 2000, 238(2), p 125–130
Z.M. Sun, Y.C. Zhou, and S. Li, Tribological Behavior of Ti3SiC2-Based Material, J. Mater. Sci. Technol., 2002, 18(2), p 142–145
Y. Zhang, G.P. Ding, Y.C. Zhou, and B.C. Cai, Ti3SiC2—A Self-Lubricating Ceramic, Mater. Lett., 2002, 55, p 285–289
X.L. Shi, M. Wang, Z.S. Xu, W.Z. Zhai, and Q.X. Zhang, Tribological Behavior of Ti3SiC2/(WC-10Co) Composites Prepared by Spark Plasma Sintering, Mater. Des., 2013, 45, p 365–376
X.L. Shi, M. Wang, W.Z. Zhai, Z.S. Xu, Q.X. Zhang, and Y. Chen, Influence of Ti3SiC2 Content on Tribological Properties of NiAl Matrix Self-Lubricating Composites, Mater. Des., 2013, 45, p 179–189
ASTM E92-82, Standard Test Method for Vickers Hardness of Metallic Materials, ASTM International, West Conshohocken, PA, 2003
ASTM B962-08, Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle, ASTM International, West Conshohocken, PA, 2008
ASTM G99-95, Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus, ASTM International, West Conshohocken, PA, 1995
K. Gong, Z.F. Zhou, P.W. Shum, H.L. Luo, Z.L. Tian, and C.H. Li, Tribological Evaluation on Ni3Al-Based Alloy and Its Composites Under Unlubricated Wear Condition, Wear, 2011, 270(3–4), p 195–203
J. Yang, W. Gu, L.M. Pan, K. Song, X. Chen, and T. Qiu, Friction and Wear Properties of In Situ (TiB2 + TiC)/Ti3SiC2 Composites, Wear, 2011, 271(11–12), p 2940–2946
F.H. Stott, D.C. Lin, and G.C. Wood, Structure and Mechanism of Formation of the ‘Glaze’ Oxide Layers Produced on Ni-Based Alloys During Wear at High Temperatures, Corros. Sci., 1973, 13, p 449–469
F.H. Stott, D.C. Lin, and G.C. Wood, ‘Glazes’ Produced on Nickel-Base Alloys During High Temperature Wear, Nature, 1973, 242, p 75–77
D.H. Buckley and K. Miyoshi, Friction and Wear of Ceramics, Wear, 1984, 100(1–3), p 333–353
F.P. Bowden and D. Tabor, Friction, Lubrication and Wear: A Survey of Work During the Last Decade, Br. J. Appl. Phys., 1996, 17(12), p 1521–1544
F.H. Stott, The Role of Oxidation in the Wear of Alloys, Tribol. Int., 1998, 31(1–3), p 61–71
P.J. Blau, Elevated-Temperature Tribology of Metallic Materials, Tribol. Int., 2010, 43(7), p 1203–1208
F. Appel, U. Sparka, and R. Wagner, Work Hardening and Recovery of Gamma Base Titanium Aluminides, Intermetallics, 1999, 7(3–4), p 325–334
C.X. Li, J. Xia, and H. Dong, Sliding Wear of TiAl Intermetallics Against Steel and Ceramics of Al2O3, Si3N4 and WC/Co, Wear, 2006, 261(5–6), p 693–701
R. Tyagi, D.S. Xiong, J.L. Li, and J.H. Dai, Elevated Temperature Tribological Behavior of Ni Based Composites Containing Nano-silver and hBN, Wear, 2010, 269(11–12), p 884–890
T. Sun, Q. Wang, D.L. Sun, G.H. Wu, and Y. Na, Study on Dry Sliding Friction and Wear Properties of Ti2AlN/TiAl Composite, Wear, 2010, 268(5–6), p 693–699
M. Garza, N.P. Magtoto, and J.A. Kelber, Characterization of Oxidized Ni3Al (110) and Interaction of the Oxide film with Water Vapor, Surf. Sci., 2002, 519(3), p 259–268
D.T.L. van Agterveld, S.A. Koch, G. Palasantzas, and J.Th.M. De Hosson, Ultra High Vacuum Scanning Auger/Electron Microscopy Studies of Oxidation and B Surface Segregation of In Situ Fractured B-Doped Ni3Al Alloys, Surf. Sci., 2001, 482–485(1), p 254–259
H.X. Zhai, Z.Y. Huang, and M.X. Ai, Tribological Behaviors of Bulk Ti3SiC2 and Influences of TiC Impurities, Mater. Sci. Eng. A, 2006, 435–436(5), p 360–370
A.K. Prasada Rao, D. Karabi, B.S. Murty, and M. Chakraborty, Effect of Grain Refinement on Wear Properties of Al and Al-7Si Alloy, Wear, 2004, 257(1–2), p 148–153
S.V. Prasad, C.C. Battaile, and P.G. Kotula, Friction Transitions in Nanocrystalline Nickel, Scripta Mater., 2011, 64(8), p 729–732
Acknowledgments
This work was supported by the Nature Science Foundation of Hubei Province (2012FFB05104); the National Natural Science Foundation of China (51275370); the Fundamental Research Funds for the Central Universities (2010-II-020); the Project for Science and Technology Plan of Wuhan City (2013010501010139); the Academic Leader Program of Wuhan City (201150530146); and the Project for Teaching and Research project of Wuhan University of Technology (2012016). The authors also wish to gratefully thank the Material Research and Testing Center of Wuhan University of Technology for their assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhai, W., Shi, X., Xu, Z. et al. Effect of Ti3SiC2 Content on Tribological Behavior of Ni3Al Matrix Self-Lubricating Composites from 25 to 800 °C. J. of Materi Eng and Perform 23, 1374–1385 (2014). https://doi.org/10.1007/s11665-014-0892-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-014-0892-0