
Abstract
This study was undertaken to investigate the effect of Cu addition on the fluidity and viscosity of Al-%15Mg2Si in-situ metal matrix composite. The flowability of the composites was studied by measuring strip fluidity, cast in a permanent mold. The effect of casting parameters such as casting and mold temperatures on fluidity was studied. After obtaining an optimum condition for casting and mold temperatures, the effect of Cu addition on the fluidity and viscosity was studied. DSC thermal analysis was applied for studying the effect of Cu on solidification characteristics. Also, composites were characterized by optical and scanning electron microscopy (SEM). The results showed that casting fluidity of composites increases with the increase of mold and melt temperatures, but decreases with increase of Cu addition. Similarly, the viscosity of composites was increased by adding Cu content. The main effect of Cu was on the solidification mode.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In recent decades, conventional 6xxx Al-Mg-Si alloys have been used in various engineering applications such as the automotive industry. These series of aluminum alloys are widely replaced with a new class of materials such as metal matrix composites (MMCs). The aluminum alloy-based MMCs possess many advantages over the conventional alloys such as low density, high specific strength, high specific stiffness, and high wear resistance. These advantages are due to addition of the reinforcements to the metal matrix of the aluminum alloys (Ref 1-5).
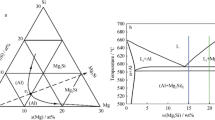
The fact that Mg2Si intermetallic compound has the essential characteristics of high melting point, low density, low coefficient of thermal expansion, and high elastic modulus makes it a suitable candidate to reinforce the matrix alloy of MMCs (Ref 6). According to the equilibrium ternary phase diagram of the Al-Mg-Si system (Ref 5), it can be realized that the formation of Mg2Si phase occurs when the Mg/Si ratio is 1.73:1. Also, from the equilibrium binary phase diagram of the Al-Mg2Si (Ref 3), it is obvious that Mg2Si particles can be formed both as primary (Mg2Si)P and secondary (Mg2Si)S phases during solidification according to Eq 1 (Ref 6-8):
where E is a eutectic, P is the primary, S is the secondary, and L 1 is a liquid in the two-phase region. Therefore, these type of Al-Mg-Si alloys with Mg/Si ratio higher than 1.73 can be considered as Al-Mg2Si in-situ composites.
In the as-cast condition of the Al-Mg2Si composites, the primary Mg2Si particles are coarse which causes to reduction of the mechanical properties (Ref 6). Thus, many investigators have applied different methods to improve the structure and mechanical properties of these composites (Ref 9-11). For example, the addition of the alloying elements has a good result for this purpose (Ref 12-15). It has been revealed that by adding Cu to Al-Mg2Si composites, the hardness and strength of the composites increase due to some Cu-rich intermetallic phases, i.e., Q (quaternary intermediate phase) and θ (Al2Cu) (Ref 6-8). A line diagram of stable equilibrium phase fields in Al-Mg-Si-Cu system (Ref 5) indicates that the coexisting phases will differ if the Mg/Si ratio changes. When the Mg/Si ratio is greater than about 1, the coexisting phases will be Al, Q, θ, and Mg2Si. While the Mg/Si ratio is lower than 1, the coexisting phases will be Al, Q, θ, and Si (Ref 5).
One of the key factors, which has an important role in production of thinner and lighter aluminum alloy cast products in the aerospace and automotive industries, is fluidity. It is described as the ability of molten metal to fill a mold at a particular temperature before solidification. Obtaining the higher fluidity helps to avoid overheating. The overheating in aluminum foundry causes gas porosity, solidification shrinkage, and dross formation (Ref 16). The fluidity of metals and alloys is affected by many parameters which can be categorized as follows: (a) metallurgical factors including composition, superheat, solidification mode, latent heat, surface tension, viscosity, and the presence of surface oxides and (b) mold/casting factors including mold temperature, mold conductivity, and the heat transfer coefficient at the interface. By optimization of these factors/variables, fluidity can be controlled (Ref 17, 18).
Many researchers have investigated the effect of alloying elements on the fluidity of the pure Al and its alloys. Cooksey et al. (Ref 17) obtained that major impurities such as Fe, Si, and Ti reduce the fluidity of the pure Al by changing the mode of solidification from skin to pasty mode. Seshadri and Ramachandran (Ref 17) observed that trace elements such as Fe, Si, Ti, Mn, Cr, Zr, and Cu decrease the casting fluidity of 99.5% pure Al, while Be increases the casting fluidity. They also observed that after the modification of an Al-12Si alloy, the fluidity decreases by 5-7% in a sand mold and 2-3% in a cast iron mold. Kotte (Ref 16) found that Na reduce fluidity more than Sr, because Na influences the surface tension of Al-Si alloys. Similarly, Venkateswaran et al. demonstrated that a decrease happens in the fluidity of Al-Si alloys modified with Na, Na + Sr, Ti, Na + Ti, and Na + Sr + Ti, and an increase occurs by adding S, Sb, Sb + Ti, and S + Ti (Ref 16). Sabatino et al. (Ref 19) showed that higher amounts of Mg content in A356 alloy decrease the fluidity. However, the addition of Sr and Sc to the Al-Si alloys such as A356 and A380 has shown an increase in the fluidity of the melt (Ref 16). These effects of elements on the fluidity of pure Al and its alloys have been related to their effect on the equilibrium phase diagram of alloys and consequently on the solidification range. Changes of solidification range, eutectic composition, and temperature with additional elements have been mentioned by some investigators (Ref 20-23).
Some studies demonstrate that there is a direct relationship between the fluidity of a given alloy and mold temperature. Qudong et al. (Ref 24) confirmed that as mold temperature increases, the fluidity increases due to lower chilling effect of the mold. Likewise, it is reported that the casting fluidity of Al and its alloys increases rapidly by increase in mold temperature up to 200 °C (Ref 17). Additionally, the effect of melt superheat on the fluidity has been investigated by several researchers. They reported that fluidity increases with increasing the melt temperature for a given alloy composition (Ref 25, 26). Prukkanon et al. (Ref 16) showed that the fluidity noticeably increases at higher pouring temperatures of A356 alloy. In the same way, Sahoo et al. (Ref 27) reported that the fluidity of Al-Fe-V-Si alloy increases when the melt temperature is increased. In some cases, raising the temperature has a negative effect on the fluidity of Al MMCs (Ref 28).
Viscosity and fluidity have a close relationship (Ref 17); therefore, one of the strongest tools for prediction of fluidity is charts of viscosity vs. temperature and s comparison of coherency points of the given alloys. The effect of surface tension and viscosity on fluidity is mentioned in the literature frequently (Ref 29).
Before the practical performance of Cu for the improvement of the hardness and strength of the Al-Mg2Si composites, it is necessary to consider the fluidity factor in order to produce defect-free castings. Although many researchers have investigated the effect of casting parameters and alloying elements on the fluidity of pure Al and its alloys, an investigation into the effect of Cu on the fluidity of the Al-Mg2Si composites (Al-Mg-Si alloys with Mg/Si > 1.73) is lacking. In addition, the simultaneous measurement of viscosity and fluidity has been rarely considered in previous works. Therefore, in this research, before the investigation of the Cu effect on the casting fluidity and viscosity of Al-15%Mg2Si composite, the suitable condition for casting and mold temperature was analyzed. In order to justify the change of fluidity and viscosity by addition of Cu to the composite, differential scanning calorimetry (DSC) was conducted on the specimens.
Experimental Procedure
Ingot Preparation
The parent material used in this study was Al-15%Mg2Si composite. Industrially pure Al, Mg, and Si metals were used to prepare Al-9.5 wt.% Mg-5.5 wt.% Si alloy, which corresponds to the composition of Al-15%Mg2Si composite. Melting application was done in an electrical resistant furnace with a controlled atmosphere and temperature (±5 °C accuracy).
Microstructural Studies
MMC ingots were first cut into small pieces and remelted in order to prepare specimens with different Cu contents (0.1-5%). Remelting was made in an electrical resistance furnace with a controlled atmosphere (pure Ar) and temperature (±5 °C). When the temperature reached 750 °C, pure Cu was added in small increments; it was also necessary to add 15% additional Mg to insure that the target composition was reached. Degassing was conducted by plunging dry C2Cl6-containing tablets (0.3 wt.% of the molten alloy) for 5 min. After stirring and cleaning off the dross, alloys with different compositions were poured into cylindrical molds (30 mm radius and 60 mm height) that were used for microstructural studies. The samples were examined by an optical microscope (OM) equipped with an image analyzer (Clemex Vision Pro. Ver.3.5.025). The microstructures of the specimens were examined by a Cam Scan MV2300 scanning electron microscope (SEM) with an energy dispersive x-ray analysis accessory. Phase identification was also performed by the x-ray diffraction method.
Fluidity Test
A strip test casting was used for fluidity measurements of the molten MMCs. Figure 1 illustrates the strip test design including six strips, a pouring basin, and running system. Each strip was of 20 mm width and 250 mm length. The thicknesses of the strips were 1, 3, 5, 7, 9, and 12 mm. The mold surface was fully covered by Dycote 36 (FOSECO) using a spray gun. The fluidity mold was placed on a heater plate in order to preheat the mold and precisely control the temperature cycle of the mold during the experiments. The mold temperature was measured by a calibrated thermocouple placed in the middle part of the drag. Molten materials obtained in a manner similar to preparing the samples of microstructure study. Skimming oxide and dross from surface was the last stage before the final checking of pouring temperature. Following melting and before pouring the molten alloy into the mold, its temperature was measured by another fine and accurate K-type thermocouple. After checking the temperature of mold and melt, in all of the tests, molten material was poured in the mold with a constant pouring velocity; then, the length of fluidity was measured. Table 1 shows the list of variables used in the experiments. In the first four sets of experiments, the mold temperature as a variable was altered from 30 up to 200 °C and the pouring temperature was changed from 610 up to 750 °C as shown in Table 1. During these experiments, the composition of the composite was kept constant. The fifth stage of experiments was done with the constant melt and mold temperatures at 700 and 150 °C (as the optimum condition), respectively, while the Cu addition values were varied between 0 and 5 wt.%.

Cast iron mold for the strip fluidity test casting
Viscosity Test
A viscosity test was done by a new rotational viscometer made of two concentric graphite cylinders placed in a furnace, a motor frequency speed adjuster, and a tachometer. For measuring of viscosity, both cylinders rotated and by the difference of their rotations, viscosity was calculated according to Eq 2:
where w e and w i are the rotational speed of the external cylinder and the internal cylinder, respectively, μ is viscosity, and k is the constant of the viscometer. The structure and calibration of the designed viscometer are explained in other papers (Ref 30-32). Viscosity tests were conducted on three specimens with different contents of Cu (0, 3, and 5 wt.% Cu). In each viscosity test, 220 g of corresponding composite was cut and placed in a crucible and then heated under inert gas of Argon up to 50 °C above the melting point. Following remelting of the specimens (taking about 45 min), the viscometer was switched on to rotate, while the rotational speed of the cylinders was recorded by the tachometer. After 10 min (in order to stabilizing of viscosity), the temperatures of specimens were reduced in intervals of 5 °C, and between each interval 20 min was provided for melting in order to provide thermal equilibrium. This procedure was performed again for consequent intervals. By collecting all records, the viscosity of specimens was calculated regarding the data of the calibration test.
Thermal Analysis
The effect of Cu concentration on the solidification characteristics of Al-%15Mg2Si in-situ metal matrix composite has been studied using the thermal analysis technique. For this purpose, the DSC method was used for thermal analysis of four samples with different Cu concentrations (0, 1, 3, and 5 wt.%). DSC scans were carried out with 10 °C/min heating and cooling rates.
Results and Discussion
Microstructural Studies
Figures 2 and 3 show the micrographs of Al-%15Mg2Si in-situ metal matrix composite with different copper concentrations. According to the pseudo-binary phase diagram of Al-Mg2Si system (Ref 7), these micrographs consist of dark faceted particles of Mg2Si and bright a-Al grains in a matrix of well-developed Al-Mg2Si eutectic cells (Ref 3). The addition of higher amounts of copper (up to 5%) contributed to the formation of intermetallics, as shown in Fig. 3(a) and (b). More intermetallics were found in composites with high Cu concentration (more than 3%). Figure 3 also shows the EDX results obtained from primary Mg2Si and Cu-containing intermetallic phases.

Optical Micrographs of Al-15%Mg2Si composite containing (a) 0% Cu and (b) 3% Cu

SEM Micrographs of Al-15%Mg2Si composite containing (a) 1% Cu and (b) 5% Cu, with their relevant analysis of the selected points
Effect of Mold and Melt Temperature on the Fluidity
Figures 4 and 5(a)-(c) show the variation of fluidity with melt and mold temperature in Al-%15Mg2Si metal matrix composite, respectively. It is clear from Figures 4 and 5(a)-(c) that the fluidity increases with increasing superheat in all of the strips. Increasing the pouring temperature, and hence the melt superheat, delays the nucleation and growth of fine grains at the tip of the flowing metal in the test channel; hence, the fluidity length increases. There seems to be a linear relationship between pouring temperature and fluidity of this composite like other aluminum alloys. Further, some investigators have revealed that increasing the melt superheat has a negative effect on the fluidity of the aluminum ex-situ MMCs (Ref 17, 28). Thus, this fluidity behavior of this in-situ metal matrix composite can be an advantage in comparison with the ex-situ metal matrix composites. Casting fluidity of Al-%15Mg2Si metal matrix composite is largely influenced by mold temperature as shown in Fig. 5(a)-(c). According to Fig. 5(a)-(c), the casting fluidity of this composite increases rapidly with the increase in mold temperature up to 200 °C. Hence, the fluidity is higher in hot molds than cold molds due to the mold lower chilling effect (Ref 24).

Variation of fluidity with melt temperature at invariable mold temperature (25 °C)

Variation of fluidity with mold temperature at different melt temperatures: (a) 650 °C; (b) 700 °C; and (c) 700 °C
The goal of studying the effect of mold and melt temperature on the fluidity was to obtain the best condition for studying the effect of Cu addition on the fluidity. Figure 5(a)-(c) shows that there is good fluidity in channels with thin sections (3-7 mm) at 700 and 150 °C for melt and mold temperature, respectively. This was selected as the optimum condition for the applied experiments.
Effect of Cu Addition on the Fluidity and Viscosity
Alloying elements affect the fluidity of Al alloys by changing liquidus temperature (latent heat), temperature range of solidification, and hence solidification mode, nature of primary crystals forming, and nature of the oxide films (Ref 17, 18). Also, in in-situ MMCs, alloying additions can affect reinforcement characteristics such as size and morphology of particles and hence the fluidity (Ref 17). Figure 6 shows the variation of fluidity with copper addition in Al-%15Mg2Si metal matrix composite. From Fig. 6, it is seen that the addition of Cu up to 5% causes a considerable decrease in fluidity length of the all strips. This influence of Cu on the casting fluidity can be related to its effect on microstructure and mode of solidification. Addition of Cu up to 3% reduces the size of Mg2Si particles from 30 to 10 μm as illustrated in Fig. 2(a) and (b). The decrease of particle size causes the decrease in fluidity length because of the increase in the total surface area of particles and hence more resistance to fluid flow. This resistance to fluid flow is attributed to stagnant boundary layers around the particles (Ref 17). The addition of Cu does not affect the morphology of particles according to Fig. 2; therefore, the change in the morphology of the particles cannot be the main reason for lower fluidity.

Variation of fluidity with copper addition
The charts of viscosity versus temperature for Al-%15Mg2Si composite with three concentration of Cu are shown in Fig. 7. Regarding the charts, the coherency point for Al-%15Mg2Si composite without Cu is 595 °C, whereas with addition of 3 and 5% Cu, the coherency point temperature is increased to 600 and 605 °C, respectively.

The charts of viscosity against temperature for Al-%15Mg2Si without Cu, with 3%Cu, and 5%Cu
Result of DSC Thermal Analysis
Figure 8 shows the results of DSC thermal analysis of four samples with different Cu concentrations. According to the pseudo-binary phase diagram of Al-Mg2Si system (Ref 7) and these results, it is obvious that solidification was done in two stages. There is a third peak in the DSC curve of the Cu-containing sample that contributes to intermetallics forming at the end of solidification. Forming of these Cu-containing intermetallics on the grain boundaries demonstrates this result as shown in Fig. 2 and 3.

DSC results of Al-%15Mg2Si composite, containing 0%, 1%, 3%, and 5 wt.% Cu
It has been reported that non-equilibrium conditions and alloying element addition could lead to a shift in the effective eutectic composition, melting point, and eutectic temperature of the alloy (Ref 3, 4). From Fig. 8, it is also seen that the addition of Cu up to 5% decreases the melting point and eutectic temperature of the alloy significantly. Therefore, the copper increases the solidification interval (temperature difference between the start and end of solidification peaks) about 34 °C, and thus Cu changes the mode of solidification from skin to pasty mode and hence decreases the fluidity. In the skin mode for the material with a small range of freezing, solidification begins at the wall and continues by the growth of columnar grains with a planar solidification front as molten metal flows through the channel, and flow ceases when the columnar grains (freezing fronts) meet each other. This choking of flow occurs far back from the flow front; therefore, the flow will stop when solidification is 100% completed. As the solute concentration is increased, the mode of solidification changes to the formation of equiaxed dendrites where the dendrite arms fracture forming equiaxed grains. These equiaxed grains flow downstream with the liquid metal, until a critical fraction solid is reached and the flow stops by choking at the tip of the freezing metal (Ref 33). The form of primary solids and the kind of solidification mode in Al-%15Mg2Si-5%Cu cause the primary solids to reach more rapidly than Al-%15Mg2Si without Cu. Therefore, the viscosity of alloy with Cu increases rapidly by decreasing of temperature.
Conclusions
-
(1)
The casting fluidity of composite material was increased with an increase of both mold and pouring temperatures, continuously.
-
(2)
DSC thermal analysis showed that the addition of Cu up to 5% increased the solidification temperature up to about 34 °C and changed the solidification mode from skin to pasty mode.
-
(3)
The casting fluidity of the composite was decreased with an increase of Cu content. Cu did not change the morphology of particles, but it led to the formation of Cu-rich intermetallics. Increasing the solidification interval and changing the solidification mode were the reasons for reduction of fluidity by increasing the Cu content.
-
(4)
Considering the coherency points, the viscosity of composite was increased with an increase of Cu content. This conclusion is also verifiable with DSC thermal analysis.
References
Ch. Li, J. Hou, D. Zhao, Y. Wu, and X. Liu, Thermodynamic Evaluation of Al-Mg2Si with Addition of Ni, Mater. Lett., 2012, 68, p 255–257 (in English)
S.E. Vaziri Yeganeh, A. Razaghian, and M. Emamy, The Influence of Cu-15P Master Alloy on the Microstructure and Tensile Properties of Al-25 wt% Mg2Si Composite Before and After Hot-Extrusion, Mater. Des., 2013, 566, p 1–7 (in English)
M. Emamy, M. Khodadadi, A. Honarbakhsh Raouf, and N. Nasiri, The Influence of Ni Addition and Hot-Extrusion on the Microstructure and Tensile Properties of Al-15%Mg2Si Composite, Mater. Des., 2013, 46, p 381–390 (in English)
M. Emamy, A.R. Emami, R. Khorshidi, and M.R. Ghorbani, The Effect of Fe-Rich Intermetallics on the Microstructure, Hardness and Tensile Properties of Al-Mg2Si Die-Cast Composite, Mater. Des., 2013, 46, p 881–888 (in English)
D.J. Chakrabarti and D.E. Laughlin, Phase Relations and Precipitation in Al-Mg-Si Alloys with Cu Additions, Prog. Mater Sci., 2004, 49, p 389–410 (in English)
M. Emamy, A.R. Emami, and K. Tavighi, The Effect of Cu Addition and Solution Heat Treatment on the Microstructure, Hardness and Tensile Properties of Al-15%Mg2Si-0.15%Li Composite, Mater. Sci. Eng. A, 2013, 576, p 36–44 (in English)
M. Emamy, N. Nemati, and A. Heidarzadeh, The Influence of Cu Rich Intermetallic Phases on the Microstructure, Hardness and Tensile Properties of Al-15% Mg2Si Composite, Mater. Sci. Eng. A, 2010, 527(12), p 2998–3004 (in English)
A. Palta, Y. Sun, and H. Ahlatci, Effect of Copper Addition on Wear and Corrosion Behaviours of Mg2Si Particle Reinforced Composites, Mater. Des., 2012, 36, p 451–458 (in English)
N. Zheng, H.Y. Wang, W. Wang, Z.H. Gu, D. Li, and Q.C. Jiang, Invalidation of KBF4 Modification on the Primary Mg2Si in Mg-Si Alloys by Al Addition, J. Alloy. Compd., 2008, 459(1–2), p L8–L12 (in English)
J. Zhang, Z. Fan, Y.Q. Wang, and B.L. Zhou, Effect of Cooling Rate on the Microstructure of Hypereutectic Al-Mg2Si Alloys, J. Mater. Sci. Lett., 2000, 19(20), p 1825–1828 (in English)
Ch. Li, X. Liu, and Y. Wu, Refinement and Modification Performance of Al-P Master Alloy on Primary Mg2Si in Al-Mg-Si Alloys, J. Alloy. Compd., 2008, 565(1–2), p 145–150 (in English)
Q.D. Qin, Y.G. Zhao, C. Liu, P.J. Cong, and W. Zhou, Strontium Modification and Formation of Cubic Primary Mg2Si Crystals in Mg2Si/Al Composite, J. Alloy. Compd., 2008, 454(1–2), p 142–1146 (in English)
Y.G. Zhao, Q.D. Qin, W. Zhou, and Y.H. Liang, Microstructure of the Ce-Modified In Situ Mg2Si/Al-Si-Cu Composite, J. Alloy. Compd., 2005, 389(1–2), p L1–L4 (in English)
J. Zhang, Z. Fan, Y.Q. Wang, and B.L. Zhou, Microstructural Development of Al-15wt.%Mg2Si In Situ Composite with Mischmetal Addition, Mater. Sci. Eng. A, 2000, 281(1–2), p 104–112 (in English)
Y.G. Zhao, Q.D. Qin, Y.Q. Zhao, Y.H. Liang, and Q.C. Jiang, In Situ Mg2Si/Al-Si Composite Modified by K2TiF6, Mater. Lett., 2004, 58(16), p 2192–2194 (in English)
W. Prukkanona, N. Srisukhumbowornchaia, and Ch. Limmaneevichitrb, Influence of Sc Modification on the Fluidity of An A356 Aluminum Alloy, J. Alloy. Compd., 2009, 487, p 453–457 (in English)
K.R. Ravi, R.M. Pillai, K.R. Amaranathan, B.C. Pai, and M. Chakaraborty, Fluidity of Aluminium Alloys and Composites: A Review, J. Alloy. Compd., 2008, 456(1–2), p 201–210 (in English)
M.D. Sabatino and L. Arnberg, Fluidity of Aluminum Foundry Alloys, Trans. Indian. Inst. Met., 2009, 62(4–5), p 321–325 (in English)
M.D. Sabatino, S. Shankar, D. Apelian, Influence of Temperature and Alloying Elements on Fluidity of Al-Si Alloys, Shape Casting the John Campbell Symposium, 2005, p 193–204 (in English)
F. Pan, M. Yang, and L. Cheng, Effects of Minor Scandium on As-cast Microstructure, Mechanical Properties and Casting Fluidity of ZA84 Magnesium Alloy, Mater. Sci. Eng. A, 2010, 527(4–5), p 1074–1081 (in English)
R. Khorshidi, A. Honarbakhsh Raouf, M. Emamy, and J. Campbell, The Study of Li Effect on the Microstructure and Tensile Properties of Cast Al-Mg2Si Metal Matrix Composite, J. Alloy. Compd., 2011, 509(37), p 9026–9033 (in English)
H.R. Lashgari, M. Emamy, A. Razaghian, and A.A. Najimi, The Effect of Strontium on the Microstructure, Porosity and Tensile Properties of A356-10%B4C Cast Composite, Mater. Sci. Eng. A, 2009, 517(1–2), p 170–179 (in English)
S.G. Shabestari and H. Moemeni, Effect of Copper and Solidification Conditions on the Microstructure and Mechanical Properties of Al-Si-Mg Alloys, J. Mater. Process. Technol., 2004, 153–154, p 193–198 (in English)
W. Qudong, L. Yizhen, Z. Xiaoqin, D. Wenjiang, Z. Yanping, L. Qinghua, and L. Jie, Study on the Fluidity of AZ91 + xRE Magnesium Alloy, Mater. Sci. Eng. A, 1999, 271(1–2), p 109–115 (in English)
Q. Hua, D. Gao, H. Zhang, Y. Zhang, and Q. Zhai, Influence of Alloy Elements and Pouring Temperature on the Fluidity of Cast Magnesium Alloy, Mater. Sci. Eng. A, 2007, 444(1–2), p 69–74 (in English)
Y.D. Kwon and Z.H. Lee, The Effect of Grain Refining and Oxide Inclusion on the Fluidity of Al-/4.5Cu-0.6Mn and A356 Alloys, Mater. Sci. Eng. A, 2003, 360(1–2), p 372–376 (in English)
K.L. Sahoo and C.S. Sivaramakrishnan, Some Studies on Al-8.3Fe-0.8V-0.9Si Alloy for Near Net Shape Casting, J. Mater. Process. Technol., 2003, 135(2–3), p 253–257 (in English)
A.M. Samuel, H. Liu, and F.H. Samuel, On the Castability of A1-Si/SiC Particle Reinforced Metal Matrix Composites: Factors Affecting Fluidity and Soundness, Compos. Sci. Technol., 1993, 49(1), p 1–12 (in English)
N. Eisuke, A. Koichi, R. Atsuya, and H. Sadato, Some Basic Research for Thin-Wall Casting Technology, J. Mater. Process. Technol., 1997, 63(1–3), p 779–783 (in English)
D. Sohrabi Baba Heidary and F. Aklaghi, Experimental Investigation on the Rheological Behavior of Hypereutectic Al-Si Alloys by a Precise Rotational Viscometer, Metall. Mater. Trans. A, 2010, 41(13), p 3435–3442 (in English)
D. Sohrabi Baba Heidary and F. Akhlaghi, Theoretical and Experimental Study on Settling of SiC Particles in Composite Slurries of Aluminum A356/SiC, Acta Mater., 2011, 59(59), p 4556–4568 (in English)
D. Sohrabi Baba Heidary and F. Akhlaghi, Rheological Behavior of Molten Al-SiC Slurries and Comparison of Their Behavior with Metallic Slurries, Met. Mater. Int., 2013, 19(4), p 767–775 (in English)
M.C. Flemings, Solidification Processing, McGraw-Hill Inc, London, 1974, p 84 (in English)
Acknowledgments
The authors gratefully acknowledge the University of Tehran for lab facilities and financial support of this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Heidarzadeh, A., Emamy, M., Rahimzadeh, A. et al. The Effect of Copper Addition on the Fluidity and Viscosity of an Al-Mg-Si Alloy. J. of Materi Eng and Perform 23, 469–476 (2014). https://doi.org/10.1007/s11665-013-0794-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-013-0794-6